Изобретение относится к ядерной энергетике и может быть использовано для изготовления тепловыделяющих элементов для ядерных реакторов (далее - твэл), в частности для реакторов с жидкометаллическим теплоносителем.
Известен твэл ядерного реактора, представляющий собой герметизированную с торцов трубчатую оболочку, внутри которой размещены таблетки ядерного топлива и фиксатор топливного столба [1]. Способ изготовления такого твэла состоит из операций изготовления трубчатой оболочки, герметизации одного из ее торцов, загрузки в оболочку таблеток керамического ядерного топлива, установки в ней фиксатора столба таблеток и герметизации при контролируемой атмосфере второго торца оболочки. Недостатком конструкции такого твэла является наличие газового зазора между стенкой оболочки и боковой поверхностью таблеток. Это повышает тепловое сопротивление твэла, увеличивает температуру топливных таблеток, увеличивает взаимодействие оболочки с ядерным топливом и продуктами его деления и повышает вероятность нарушения герметичности оболочки.
Известен твэл ядерного реактора, представляющий собой герметизированную с торцов трубчатую оболочку, внутри которой размещены таблетки ядерного топлива, причем в зазоре между топливным столбом и трубчатой оболочкой размещен барьерный слой, выполненный в виде нескольких слоев фольги, которые сварены между собой точечной сваркой [2]. Способ изготовления такого твэла состоит из операций изготовления трубчатой оболочки, герметизации одного из ее торцов, изготовления из нескольких видов фольги барьерного слоя, состоящего из наружного, промежуточного и внутреннего слоев. Недостатком конструкции такого твэла является наличие газового зазора между стенкой оболочки и боковой поверхностью таблеток. Это повышает тепловое сопротивление твэла, увеличивает температуру топливных таблеток, увеличивает взаимодействие оболочки с ядерным топливом и продуктами его деления и повышает вероятность нарушения герметичности оболочки.
Известен твэл для ядерного реактора с жидкометаллическим теплоносителем в виде герметичной трубчатой оболочки, внутри которой размещен топливный сердечник, зазор между сердечником и оболочкой заполнен газом, а на его нижнем торце выполнена камера, в которой размещена пробка из пирографита. Камера сообщена каналом с внутренним объемом оболочки твэла и отделена от внешней среды с помощью мембраны. Заполнение зазора между топливным сердечником и оболочкой жидким металлом происходит непосредственно в самом реакторе перед выходом его на мощность за счет разрушения мембраны под действием давления теплоносителя и поступления жидкого металла теплоносителя через камеру во внутренний объем твэла. При этом герметизация твэла происходит за счет взаимодействия пирографита пробки со щелочным металлом теплоносителя и заполнения каналов камеры образующимся соединением. Недостатком этой конструкции твэла является возможность его разгерметизации при транспортировке со стороны мембраны, а также невозможность надежного контроля в работающем реакторе процесса заполнения газовых объемов в твэлах жидкометаллическим теплоносителем.
Известен способ изготовления твэла, который включает приварку к трубчатой оболочке твэла нижней заглушки, размещение внутри оболочки заданного количества легкоплавкого металла, например свинца, расплавление свинца в оболочке в вакуумной нагревательной печи, загрузку в оболочку с жидким металлом предварительно нагретых топливных таблеток и формирование в зазоре между топливом и оболочкой металлического слоя, охлаждение оболочки с топливом и металлом, проведение дополнительных операций и герметизация оболочки верхней заглушкой [3]. Недостатком способа является сложность обеспечения заданных параметров качества твэла, в частности равномерного и без газовых полостей зазора между топливными таблетками и оболочкой.
Технической задачей изобретения является обеспечение равномерного свинцового без газовых полостей слоя между топливным столбом и оболочкой твэла, а также упрощение способа и используемого оборудования.
Поставленная задача достигается тем, что изготавливают оболочку твэла с приваренной к ней нижней заглушкой, в оболочку вводят на всю ее длину дистанционирующую трубку, внутрь дистанционирующей трубки загружают керамические и свинцовые таблетки, верхнюю таблетку нагружают давлением, направленным по оси оболочки вертикально вниз, дистанционирующую трубку поднимают в оболочке до уровня нижней свинцовой таблетки, нагревают нижнюю часть оболочки твэла, расплавляют нижнюю свинцовую таблетку, заполняют расплавом зазор между нижними керамическими таблетками и оболочкой, проводят охлаждение и направленную кристаллизацию свинцового слоя между оболочкой и керамическими таблетками в нижней части оболочки твэла, затем дистанционирующую трубку поднимают до уровня следующей по высоте свинцовой таблетки, зону нагрева также смещают вверх для расплавления этой таблетки и заполнения расположенных ниже зазоров между керамическими таблетками и оболочкой, затем процесс повторяют еще несколько раз до полного формирования равномерного свинцового слоя по всей высоте керамических таблеток, фиксируют столб керамических таблеток в оболочке, обрабатывают оболочку в зоне верхнего торца, приваривают верхнюю заглушку в контролируемой газовой атмосфере и проводят финишные операции.
В частном варианте выполнения изобретения при загрузке таблеток в дистанционирующую трубку формируют нескольких зон, каждая из которых состоит из нескольких керамических таблеток, преимущественно от четырех до десяти, и одной свинцовой таблетки.
В частном варианте выполнения изобретения используют дистанционирующую трубку с перфорацией в зоне ее нижнего торца.
В частном варианте выполнения изобретения верхнюю таблетку нагружают грузом массой от 2 до 6 кг.
В частном варианте выполнения изобретения при расплавлении свинцовой таблетки расположенная под ней керамическая таблетка фиксируется от поперечного смещения перфорированной частью дистанционирующей трубки.
В другом частном варианте выполнения изобретения таблетки загружают внутрь дистанционирующей трубки с использованием высокочастотной вибрации.
Под керамическими таблетками понимаются таблетки, содержащие делящееся вещество, например смесь нитридов урана и плутония, а также таблетки нижней и верхней экранных зон, если они используются в конструкции твэла.
Сущность изобретения поясняется конкретными примерами осуществления вариантов способа, которые изложены ниже.
Общая схема осуществления способа при расправлении нижней свинцовой таблетки и заполнении зазора между нижерасположенными керамическими таблетками и оболочкой приведена на чертеже.
К оболочке твэла 1 приваривают нижнюю заглушку 2. Размещают оболочку 1 вертикально и размещают в ней по всей высоте дистанционирующую трубку 3. Дистанционирующая трубка 3 имеет в нижней части перфорацию, выполненную в виде прорезей 4. В дистанционирующую трубку 3 загружают керамические таблетки 5 и свинцовые таблетки 6. Керамические таблетки 5 предварительно шлифуют для обеспечения минимального технологического зазора, необходимого для их загрузки в дистанционирующую трубку. Для ускорения загрузки таблеток в дистанционирующую трубку может быть использована высокочастотная вибрация. Объем свинцовых таблеток 6 принимают равным объему расплава в зазоре между нижележащими керамическими таблетками и оболочкой 1. На чертеже приведен случай, когда столб таблеток сформирован в дистанционирующей трубке 3 в виде нескольких зон, состоящих из шести керамических таблеток 5 и одной свинцовой таблетки 6. После загрузки таблеток на поверхности верхней из них размещают груз 7 массой от 2 до 4 кг. Затем дистанционирующую трубку 3 поднимают до уровня, когда ее торец с перфорацией 4 находится в зоне нижней свинцовой таблетки и перекрывает частично по высоте соседнюю керамическую таблетку, предохраняя ее от поперечного перемещения. Нагревают нижнюю часть оболочки твэла 1 нагревателем 8 до температуры 400oС и постепенно расплавляют нижнюю свинцовую таблетку 6. Под давлением столба таблеток и внешнего давления расплав вытесняется вниз и заполняет зазор между нижними керамическими таблетками и оболочкой. Для ускорения заполнения зазора расплавом может быть использована высокочастотная вибрация. Затем нагреватель отключают, проводят охлаждение и направленную кристаллизацию свинцового слоя между оболочкой и керамическими таблетками в нижней части твэла. Затем дистанционирующую трубку поднимают до уровня следующей по высоте свинцовой таблетки, зону нагрева также смещают вверх для расплавления этой таблетки и заполнения расположенного ниже зазора между керамическими таблетками и оболочкой. Процесс повторяют еще несколько раз до полного формирования равномерного свинцового слоя по всей высоте керамических таблеток. После окончания формирования топливного столба со свинцовым слоем столб керамических таблеток фиксируют в оболочке. Затем обрабатывают оболочку в зоне верхнего торца и в контролируемой газовой атмосфере приваривают верхнюю заглушку и проводят финишные операции.
Конкретный пример осуществления способа приведен ниже.
Пример 1. К оболочке твэла длиной 2125 мм с наружным диаметром 9,4 мм с допуском ±0,02 мм и толщиной стенки 0,5 мм приваривают нижнюю заглушку 2. Дистанционирующую трубку 3 с наружным диаметром 8,36 мм с допуском ±0,01 мм и толщиной стенки в нижней части 0,25 мм с допуском ±0,01 мм помещают внутрь оболочки 1 на всю высоту последней. Керамические таблетки 5 предварительно шлифуют на наружный диаметр 7,85 мм с обеспечением допуска на внешний диаметр в пределах ±0,01 мм. Внутрь дистанционирующей трубки загружают шесть керамических таблеток 5, а затем одну свинцовую таблетку 6. Объем свинцовой таблетки 6 рассчитывается, исходя из заполнения зазоров лежащих ниже топливных таблеток. Проводят циклы процессов расплавления свинцовой таблетки, заполнения расплавом зазора, направленную кристаллизацию расплава по всей высоте оболочки и другие операции по изготовлению твэла, как описано выше. Контроль равномерности свинцового слоя между оболочкой и таблетками проводится вихретоковым методом при температуре 20oС. Результаты контроля показывают, что керамические таблетки размещены соосно с оболочкой, газовых полостей в свинцовом слое не наблюдается.
Результаты осуществления предлагаемого способа показывают, что он может быть использован для изготовления твэлов ядерных реакторов, в частности для реакторов со свинцовым теплоносителем типа БРЕСТ-ОД-300. Способ позволяет жестко контролировать процесс изготовления твэла и повысить равномерность свинцового слоя между топливным столбом и оболочкой твэла, а также исключить формирование в свинцовом слое газовых полостей. Кроме того, с помощью изобретения удается значительно упростить технологический процесс изготовления твэлов и обойтись без применения сложного и дорогостоящего оборудования.
Источники информации
1. Nuclear Engineering, 1963, v.8, 86, р.253.
2. Патент США 5301218, МПК G 21 С 3/00, опубл. 05.04.94.
3. Патент РФ 2067324, опубл. 27.09.96.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ДЛЯ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2201628C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА ДЛЯ ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2201626C2 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ СОДЕРЖАНИЯ ГАДОЛИНИЯ В КАЖДОЙ ТАБЛЕТКЕ СТОЛБА УРАН-ГАДОЛИНИЕВОГО ТОПЛИВА В ТЕПЛОВЫДЕЛЯЮЩЕМ ЭЛЕМЕНТЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2200352C2 |
| ТВЭЛ ДЛЯ СОСТАВНОЙ ТЕПЛОВЫДЕЛЯЮЩЕЙ КАССЕТЫ ЯДЕРНОГО РЕАКТОРА ТИПА РБМК | 2002 |
|
RU2227939C2 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2217819C2 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2170956C1 |
| СОСТАВНАЯ КАССЕТА СИСТЕМЫ УПРАВЛЕНИЯ МОЩНОСТЬЮ АКТИВНОЙ ЗОНЫ ЯДЕРНОГО РЕАКТОРА | 2000 |
|
RU2166214C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2124767C1 |
| ТВЭЛ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 1990 |
|
RU2045788C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ДЛЯ ИССЛЕДОВАТЕЛЬСКИХ РЕАКТОРОВ И ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА НА ЕГО ОСНОВЕ (ВАРИАНТЫ) | 2003 |
|
RU2267175C2 |
Изобретение относится к ядерной энергетике и может быть использовано для изготовления тепловыделяющих элементов для ядерных реакторов (далее - твэл), в частности для реакторов с жидкометаллическим теплоносителем. Технической задачей изобретения является обеспечение равномерного свинцового без газовых полостей слоя между топливным столбом и оболочкой твэла, а также упрощение способа и используемого оборудования. В соответствии со способом изготавливают оболочку твэла с приваренной к ней нижней заглушкой. В оболочку вводят на всю ее длину дистанционирующую трубку. Внутрь дистанционирующей трубки загружают керамические и свинцовые таблетки. Верхнюю таблетку нагружают давлением, направленным по оси оболочки вертикально вниз. Дистанционирующую трубку поднимают в оболочке до уровня нижней свинцовой таблетки. Нагревают нижнюю часть оболочки твэла. Расплавляют нижнюю свинцовую таблетку. Заполняют расплавом зазор между нижними керамическими таблетками и оболочкой. Проводят охлаждение и направленную кристаллизацию свинцового слоя между оболочкой и керамическими таблетками в нижней части оболочки твэла. Затем дистанционирующую трубку поднимают до уровня следующей по высоте свинцовой таблетки, зону нагрева также смещают вверх для расплавления этой таблетки и заполнения расположенных ниже зазоров между керамическими таблетками и оболочкой. Затем процесс повторяют еще несколько раз до полного формирования равномерного свинцового слоя по всей высоте керамических таблеток. Фиксируют столб керамических таблеток в оболочке, обрабатывают оболочку в зоне верхнего торца, приваривают верхнюю заглушку в контролируемой газовой атмосфере и проводят финишные операции. 4 з.п. ф-лы, 1 ил.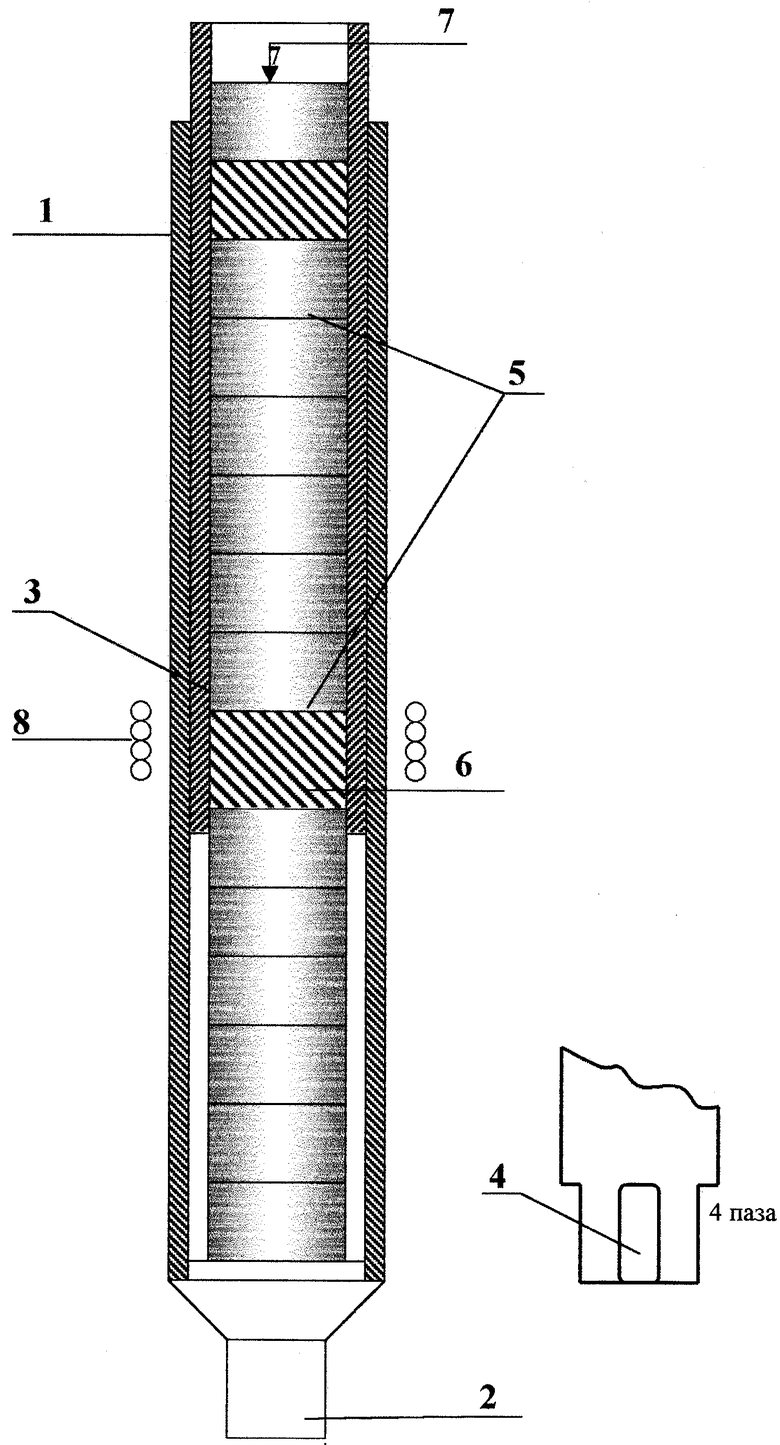
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ В ТЕПЛОВЫДЕЛЯЮЩИЕ КАССЕТЫ | 1998 |
|
RU2140674C1 |
| ТВЭЛ ЯДЕРНОГО РЕАКТОРА | 1997 |
|
RU2125305C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЯДЕРНОГО РЕАКТОРА СО СВИНЦОВЫМ ТЕПЛОНОСИТЕЛЕМ | 1992 |
|
RU2067324C1 |
| Система управления гидравлическим прессом | 1982 |
|
SU1063631A1 |
| Способ получения производных сложных эфиров 4-дезацетилиндолдигидроиндолалкалоидов или их солей | 1986 |
|
SU1491341A3 |
| US 5301218 А, 05.04.1994. | |||

