Изобретение относится к обувной промышленности, а именно к технологическому процессу перфорирования деталей верха обуви, и может быть использовано в других отраслях промышленности в случае необходимости получения сквозных отверстий в изделиях из натуральных, искусственных и синтетических кож.
Известны устройства для перфорирования обувных деталей с применением перфораторов, основным исполнительным органом которых являются просечки с конусной внешней заточкой режущей кромки и сквозной полостью внутри (В.И. Вавилов. Оборудование заготовочных цехов обувных фабрик. Москва, Легкая инстрия, 1978, с.53).
Наиболее близким по технической сущности является устройство для перфорирования обувных деталей на электромеханических прессах одноударного действия типа пресса 06066/Р1 с использованием сменных матриц [1], состоящее из перфорационной матрицы, расположенной в подвижной каретке пресса, в которую вкладывают обрабатываемую деталь лицевой стороной вниз. Каретку вместе с матрицей вручную вдвигают под ударник пресса до упора. Нажимом на педаль включают машину. Ударник опускается, прижимает обрабатываемую деталь к матрице, и просечки пробивают в ней отверстия. Затем ударник поднимается, и механизм ударника автоматически выключается. Каретка с матрицей выдвигается, обрабатываемая деталь вынимается, и цикл повторяется.
Для получения чистого среза и предохранения просечек от затупления на каждую деталь автоматически подается прокладка в виде картонной ленты или же на деталь накладывают плиту из пластмассы. Пробивание отверстий осуществляется путем движения перфорационной матрицы вниз.
К основным недостаткам данного устройства относятся:
а) высокие относительные деформации периметра отверстий с лицевой стороны, которая достигает в отдельных случаях 20-30% в зависимости от угла заточки просечки и толщины перфорируемых деталей, кроме того, периметры отверстий с лицевой и бахтармянной стороны значительно отличаются друг от друга, что в конечном итоге приводит к снижению прочности материала и ухудшению товарного вида, создает предпосылки для возникновения дефекта, так называемой "садки лица" по периметру отверстия, а в некоторых случаях - к разрушению деталей в области отверстий при последующих операциях формования заготовок на колодках;
б) при наличии микронеровностей на внешней поверхности просечки могут возникать микронадрезы на поверхности отверстия по всей толщине материала.
Технический результат - разработка нового устройства для перфорирования обувных деталей верха обуви, обеспечивающего высокое качество перфорирования и снижение деформаций по периметру отверстия.
В предлагаемом устройстве для перфорирования обувных деталей верха обуви, изготовленных из натуральных, искусственных и синтетических кож, для устранения вышеуказанных недостатков перфорирование (вырезание отверстий) осуществляется следующим образом.
Перфорируемую деталь 4 (фиг.1) вкладывают лицевой стороной вверх в перфорационную матрицу 3, расположенную в подвижной каретке пресса типа 06066/Р1. Каретку вместе с матрицей вручную вдвигают под ударник пресса до упора, нажимая педаль, включают машину. Ударник опускается на подпружиненную плиту 5, в которой жестко закреплены просечки 2 /фиг.2 - сечения просечек/. Подпружиненная плита с жестко закрепленными в ней просечками перемещается в вертикальной плоскости возвратно-поступательно, обеспечивая при прорезании движение сверху вниз. Просечки 2 надвигаются на перфорируемую деталь 4, и в момент взаимодействия с деталью осуществляется способ резания материала по принципу наклонных ножниц, образованных из режущих кромок по меньшей мере одной просечки и гранью по меньшей мере одного соответствующего отверстия перфорационной плиты (В.С. Лебедев. Технологические процессы машин и аппаратов в производстве бытового обслуживания, Москва, Легпромбытиздат, 1991).
Устройство для перфорирования деталей верха обуви содержит подпружиненную плиту 5, на которой жетко закреплена по меньшей мере одна просечка 2, и расположенную под ней перфорационную плиту 1, имеющую количество отверстий, соответствующее количеству просечек, при этом каждая из просечек размещена над соответствующим отверстием перфорационной плиты и имеет на нижней части проточку, вырезанную двумя сферическим сегментами, касающимися друг друга, радиусы которых равны радиусу просечки. Каждое отверстие в перфорационной плите имеет форму конуса, диаметр отверстия которого на поверхности плиты, обращенной к проточке, соответствует диаметру просечки. Угол наклона образующей отверстия в виде конуса в перфорационной плите находится в пределах 30-32o. Подпружиненная плита установлена с возможностью перемещения в вертикальной плоскости возвратно-поступательно, обеспечивая при перфорировании движение сверху вниз. В способе по изобретению не требуется применения эластичной прокладки, предохраняющей просечки от затупления.
Источники информации
1) В. И. Вавилов. Оборудование заготовочных цехов обувных фабрик - М.: Легкая индустрия, 1978, -192 с.
2) В.С. Лебедев. Технологические процессы машин и аппаратов в производстве бытового обслуживания. Учебник для вузов. -2-е изд., перераб. и доп. -М.: Легпромбытиздат, 1991, -336с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПЕРФОРИРОВАНИЯ ДЕТАЛЕЙ ВЕРХА ОБУВИ | 2001 |
|
RU2202936C2 |
| ВЫРУБОЧНАЯ ПЛИТА | 2000 |
|
RU2167050C1 |
| СПОСОБ ОБРАБОТКИ ОБУВИ | 2001 |
|
RU2203600C2 |
| УНИВЕРСАЛЬНЫЙ РАБОЧИЙ СТОЛИК ДЛЯ ОПРЕДЕЛЕНИЯ ВОЗДУХОПРОНИЦАЕМОСТИ ОБЪЕМНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2194971C1 |
| СТЕНД ДЛЯ ИСПЫТАНИЯ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2214585C1 |
| НАКЛАДНОЙ ВИХРЕТОКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2001 |
|
RU2200299C1 |
| СПОСОБ СНИЖЕНИЯ МИГРАЦИИ СОСТАВЛЯЮЩИХ ОБЪЕМНОГО НЕСВЯЗАННОГО УТЕПЛИТЕЛЯ ЧЕРЕЗ ШВЫ | 2000 |
|
RU2177237C1 |
| КОЛОДОЧНЫЙ ТОРМОЗ | 2000 |
|
RU2188345C2 |
| УСТРОЙСТВО ДЛЯ ГИГРОТЕРМИЧЕСКОЙ ФИКСАЦИИ ЗАГОТОВОК ВЕРХА ОБУВИ | 2006 |
|
RU2312573C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО УВЛАЖНЕНИЯ, ФОРМОВАНИЯ И СУШКИ ЗАГОТОВОК ВЕРХА ОБУВИ | 2006 |
|
RU2312574C1 |
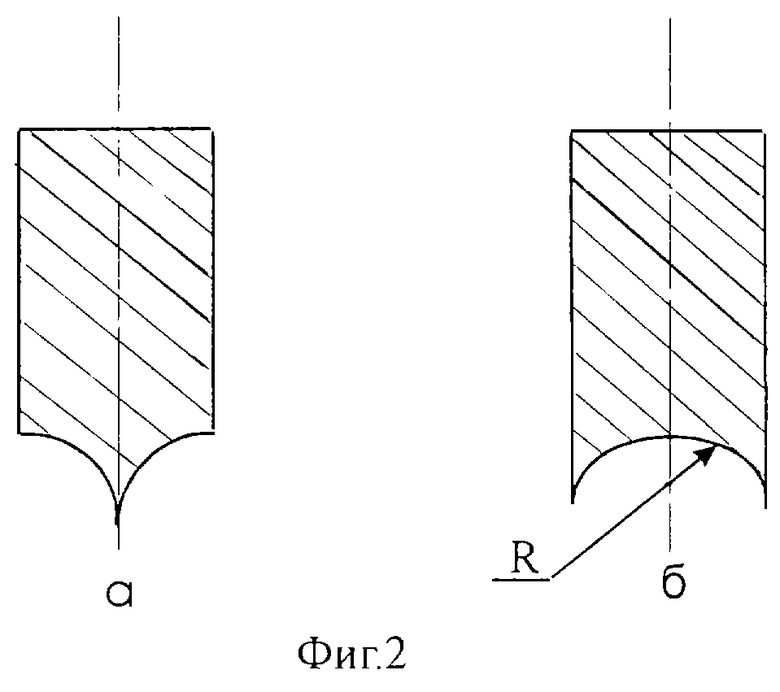
Изобретение относится к обувной промышленности, а именно к технологическому процессу перфорирования деталей верха обуви, и может быть использовано в других отраслях промышленности в случае необходимости получения сквозных отверстий в изделиях из натуральных, искусственных и синтетических кож. Устройство для перфорирования деталей верха обуви содержит подпружиненную плиту, на которой жестко закреплена по меньшей мере одна просечка, и расположенную под ней перфорационную плиту. Перфорационная плита имеет количество отверстий, соответствующее количеству просечек. Каждая из просечек размещена над соответствующим отверстием перфорационной плиты. Вырезание отверстия осуществляется по принципу наклонных ножниц, образованных из режущих кромок по меньшей мере одной просечки и гранью по меньшей мере одного соответствующего отверстия перфорационной плиты. Просечки имеют на нижней части проточку, вырезанную двумя сферическими сегментами, касающимися друг друга, радиусы которых равны радиусу просечки. Каждое отверстие в перфорационной плите имеет форму конуса, диаметр отверстия которого на поверхности плиты, обращенной к проточке, соответствует диаметру проточки. Угол наклона образующей конусного отверстия в перфорационной плите находится в пределах 30-32o. Подпружиненная плита с жестко закрепленными просечками перемещается в вертикальной плоскости возвратно-поступательно, обеспечивая при прорезании движение сверху вниз. Технический результат устройства - обеспечение высокого качества перфорирования и снижение деформаций по периметру отверстия. 3 з.п. ф-лы, 2 ил.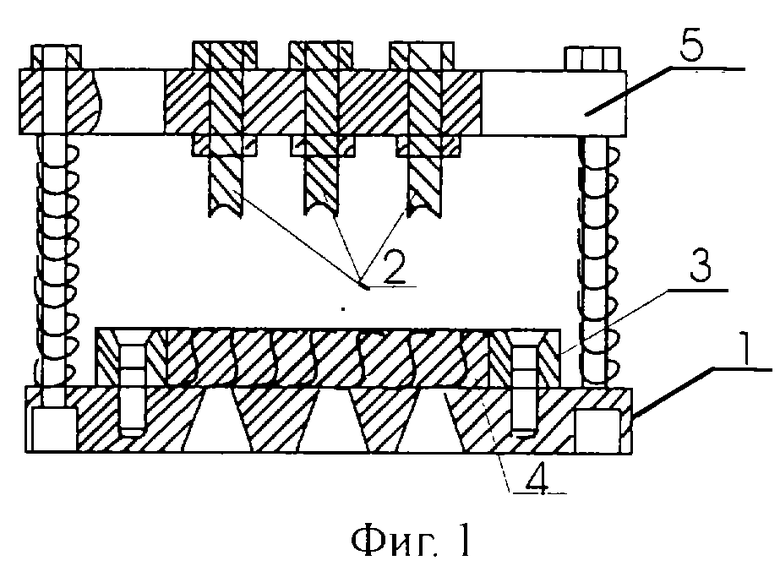
| СПОСОБ АУТОПЛАСТИКИ СУСТАВНЫХ ПОВЕРХНОСТЕЙ КОЛЕННОГО СУСТАВА | 2002 |
|
RU2239377C2 |
| Пуансон для пробивки на штампах без оправки отверстий в трубчатых заготовках | 1973 |
|
SU470338A1 |
| Пуансон для пробивки отверстий в трубчатых заготовках | 1976 |
|
SU568487A1 |
| ВАВИЛОВ В.И | |||
| Оборудование заготовочных цехов обувных фабрик | |||
| - М.: Легкая индустрия, 1978, с.53-56. | |||

