Предпосылки изобретения
Настоящее изобретение относится к абсорбирующей структуре, состоящей из слоя абсорбирующего материала и слоя материала пневматической укладки, и к способу получения абсорбирующей структуры, которая предназначена для использования в абсорбирующем изделии, таком как гигиеническая прокладка, прокладка для трусов, прокладка при недержании, подгузник, бандаж, абсорбер слюны.
Известно большое число конструкций абсорбирующих изделий данного типа. В этих изделиях абсорбирующее тело может быть получено с помощью целлюлозной массы, например в виде рулонов, прессованных кип или листов, которая путем сушки разделена на волокна и преобразована в распушенном виде в целлюлозный мат, иногда с добавлением так называемых суперабсорбентов, которые представляют собой полимеры, обладающие способностью абсорбировать такое количество воды или выделяемых организмом текучих сред, которое в несколько раз превышает их собственный вес.
Целлюлозную массу часто сжимают, с одной стороны, с целью повышения ее способности распределять жидкость, и, с другой стороны, с целью уменьшения объема целлюлозной основы и получения изделия, которое является как можно более компактным.
Для таких изделий очень важно то, чтобы они обладали высокой абсорбционной способностью, чтобы полностью использовалась вся их абсорбционная емкость и чтобы используемые в них материалы обладали хорошей способностью распределять (распространять) абсорбированную жидкость. Изделие также должно быть тонким, чтобы им можно было пользоваться настолько осторожно, насколько это возможно.
В патенте Швеции SE, В, 462622 описано легко разделяемое изделие, состоящее из содержащего целлюлозу волокнистого материала, причем данное изделие имеет такую прочность, которая обеспечивает возможность свертывания его в рулоны или укладки в виде листов для хранения и транспортировки без добавления химикатов, повышающих силу сцепления между волокнами. Высушенные в потоке горячего воздуха волокна химико-термомеханической древесной массы, так называемой СТМР (chemithermomecanical pulp), с содержанием сухого вещества свыше 80% формуют в нетканый материал. Волокна транспортируются воздушной струей в регулируемом потоке через формующую головку, расположенную над проволочной сеткой. Воздух отсасывается через сифонный ящик, расположенный под проволочной сеткой. Нетканый материал предварительно прессуют с целью уменьшения его объема перед конечным прессованием до плотности 550-1000 кг/м3. Этот продукт легко разделить на волокна путем сушки и преобразовать в распушенный вид для изготовления, например, гигиенических изделий, таких как подгузники, гигиенические прокладки и аналогичные изделия. Преимущество этого материала заключается в том, что целлюлозная масса в виде рулона высушена в потоке горячего воздуха и в сухом виде отформована в нетканый материал, и, таким образом, целлюлоза имеет низкое содержание бумажных связующих, по этой причине энергия разделения на волокна меньше, чем в случае обычной целлюлозы мокрого формования. Это также обеспечивает возможность сильного сжатия материала, что, ко всему прочему, необходимо для уменьшения объемов при транспортировке и хранении и т.д., и при этом сохраняется низкая энергия разделения на волокна. Другое преимущество заключается в том, что вещества, обладающие сверхвысокой абсорбирующей способностью (суперабсорбенты), могут быть вмешаны в материал сухого формования, что невозможно для материала мокрого формования.
Было обнаружено, что этот материал, отформованный в сухом виде, в состоянии, когда он не разделен на волокна, представляет собой очень хороший абсорбирующий материал и можно использовать этот материал непосредственно, без разделения на волокна, в качестве абсорбирующего материала в гигиенических изделиях. Это раскрыто в заявках на патент Швеции SE 9203445-3 и SE 9203446-1. Материал также имеет хорошую способность к распределению (жидкости) и набухаемость. При этом обеспечивается более простой и менее дорогостоящий производственный процесс и не требуются обычное разделение на волокна и обычное образование мата. Для некоторых случаев применения продукта в гигиенических изделиях целесообразно подвергнуть отформованную в сухом виде рулонную целлюлозу размягчению перед использованием ее в качестве абсорбирующего материала. Процесс размягчения не влияет в какой-либо значительной степени на уже упомянутые хорошую абсорбционную способность и набухаемость.
В заявке на патент США US-A-3938522 раскрывается конструкция подгузника, способная отводить влагу от кожи носителя, которая содержит первый слой пористого наружного нетканого материала, подлежащий введению в контакт с кожей младенца. Второй слой, наложенный на первый слой, представляет собой целлюлозный валяный материал с большой степенью пористости, имеющий большую смачиваемость по сравнению с первым слоем, а за одно целое со вторым слоем выполнен непрерывный, бумагообразный, уплотненный третий слой из такого же материала, что и второй слой, но с существенно меньшим размером пор. Третий слой утолщен в заданных зонах, обеспечивающих быстрый отвод жидкости. Также предусмотрен завершающий слой в виде непроницаемого листа.
В настоящее время, с использованием так называемого материала пневматической укладки, производится ряд абсорбирующих изделий, главным образом гигиенических прокладок и прокладок для трусов, которые являются сравнительно тонкими. Этот материал изготавливается путем пневматической укладки целлюлозных волокон на проволочную сетку, где на них распыляют клеящее вещество, например латекс. Таким образом, материал пневматической укладки представляет собой адгезионно-связанный материал. После этого материал высушивают в печи.
Прокладка для трусов состоит из одного слоя материала пневматической укладки, нижнего слоя из пластика, например из полиэтилена, и верхнего поверхностного слоя, например из нетканого материала. В гигиенической прокладке материал пневматической укладки сложен в три слоя: в другом отношении, подобно прокладке для трусов, она также состоит из нижнего слоя, выполненного из пластика, и верхнего поверхностного слоя. К другим областям использования материала пневматической укладки относятся, например, защитные листы, рукавицы для мытья, салфетки для лица, салфетки и столовое белье.
Ранее упомянутый, отформованный в сухом виде, абсорбирующий материал очень хорошо подходит для использования в гигиенических изделиях с учетом его хороших абсорбционных свойств. Кроме того, в нем нет клеящего вещества, что является преимуществом с точки зрения стоимости и охраны окружающей среды. Однако, его недостатком является то, что он не обладает упругостью и отличается хрупкостью и не способен к сохранению в цельном виде ("не удерживается вместе"), если слой материала слишком тонок. В частности, при изготовлении женских гигиенических изделий предпочтительно, чтобы абсорбирующий материал имел небольшую ширину полотна на валике или на бобине. Чтобы обеспечить подачу материала сухого формования на узкие валики (с шириной ~5-10 см) с прочностью, которая требуется материал должен иметь массу в порядка 350 г/м2. Эта масса больше той, которая требуется во многих случаях для функционирования изделия.
Задачей изобретения является уменьшение массы в граммах отформованного в сухом виде абсорбирующего материала, имеющего прочность, которая требуется для него при подаче его на узкие валики (с шириной ~5-10 см).
Сущность изобретения
В нижеприведенном тексте под термином "абсорбирующий материал" понимается отформованный в сухом виде абсорбирующий материал, а под выражением "материал пневматической укладки" понимается адгезионно-связанный материал пневматической укладки (см. определение в EDANA).
С одной стороны, изобретение относится к изделию, которое представляет собой абсорбирующую структуру, состоящую из слоя абсорбирующего материала и из слоя материала пневматической укладки, и, с другой стороны, к способу изготовления абсорбирующей структуры.
Таким образом, абсорбирующая структура состоит из слоя абсорбирующего материала и из слоя материала пневматической укладки. Абсорбирующий материал состоит из свободных от клеящего вещества целлюлозных волокон, а материал пневматической укладки состоит из адгезионно-связанных целлюлозных волокон. Слой материала пневматической укладки служит в качестве упрочняющего и поддерживающего элемента для слоя абсорбирующего материала. Различные слои сцеплены друг с другом посредством клеящего вещества материала пневматической укладки, служащего в качестве связующего материала. Определенная степень сцепления достигается также за счет того, что волокна из слоя абсорбирующего материала проходят в слой материала пневматической укладки.
В способе изготовления абсорбирующей структуры абсорбирующий материал используется вместе с материалом пневматической укладки, который обладает хорошей прочностью и эластичностью. Образование мата из абсорбирующего материала происходит непосредственно на ранее полученном материале пневматической укладки. В альтернативном варианте абсорбирующий материал формуют в мат на проволочной сетке, после чего материал пневматической укладки укладывают сверху на абсорбирующий материал. После образования мата структуру сжимают, то есть абсорбирующий материал сжимают вместе с материалом пневматической укладки при температуре свыше 100oС, при этом клеящее вещество материала пневматической укладки размягчается и обеспечивает соединение двух слоев друг с другом. Некоторые из волокон из абсорбирующего материала также проникают вниз, в материал пневматической укладки, и за счет этого достигается дополнительное сцепление между абсорбирующим материалом и материалом пневматической укладки. Материал пневматической укладки служит в качестве поддерживающего и упрочняющего слоя для абсорбирующего материала. Это упрочнение и создание опоры для абсорбирующего материала означает, что могут быть изготовлены более тонкие слои абсорбирующего материала.
Описание чертежей
Фиг. 1 показывает абсорбирующую структуру со слоем абсорбирующего материала со слоем материала пневматической укладки сверху, которые соединены вместе посредством клеящего вещества материала пневматической укладки. Некоторые из волокон из слоя абсорбирущего материала проходят в слой материала пневматической укладки.
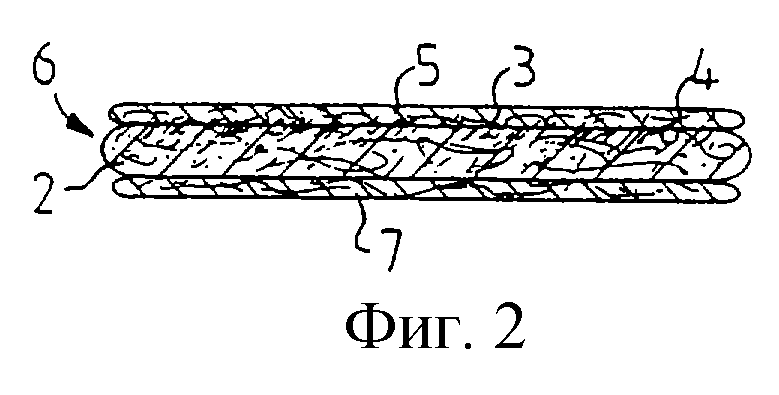
Фиг. 2 показывает абсорбирующую структуру со слоем абсорбирующего материала с двумя слоями материала пневматической укладки, одним - сверху и одним - снизу. Некоторые из волокон из слоя абсорбирующего материала проходят в верхний материал пневматической укладки.
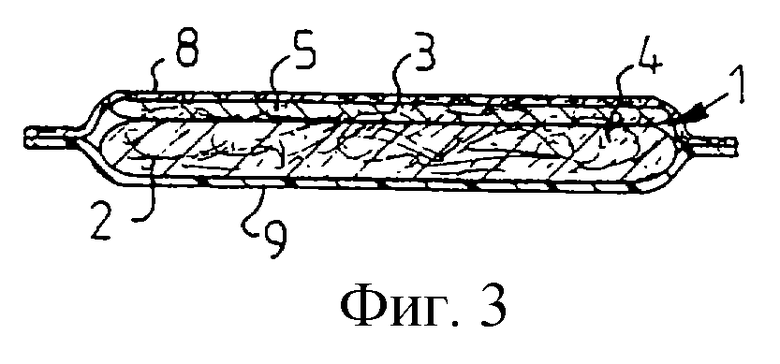
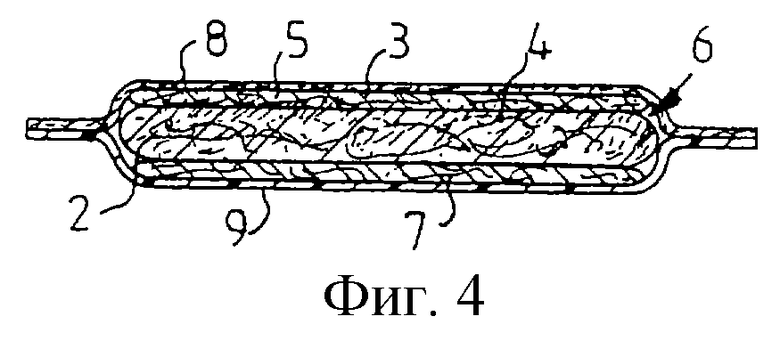
Фиг. 3 и 4 показывают вариант осуществления с абсорбирующей структурой согласно изобретению, помещенной в изделие.
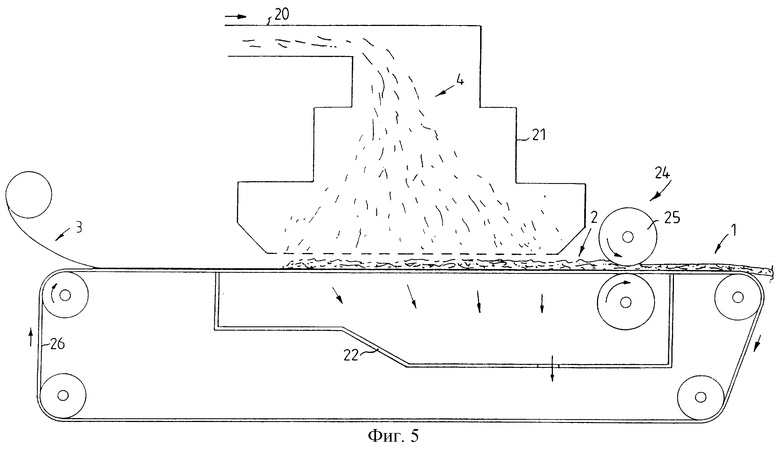
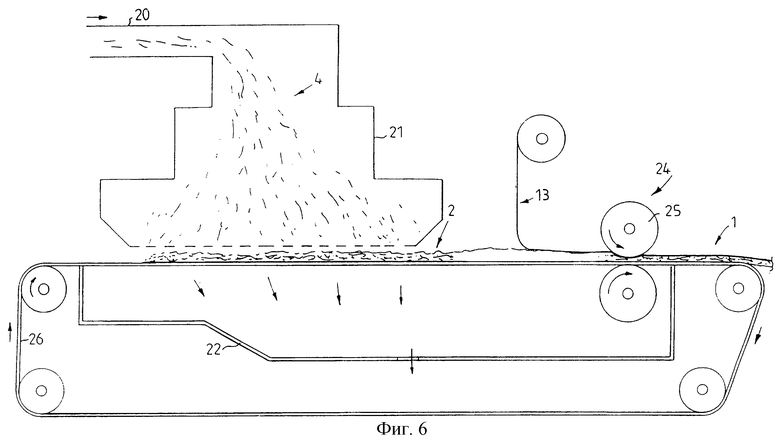
Фиг.5 и 6 показывают процесс изготовления абсорбирующей структуры.
Описание изобретения
Абсорбирующая структура согласно изобретению состоит из тонкого слоя абсорбирующего материала, упрочненного посредством слоя материала пневматической укладки и опирающегося на этот слой. Слой материала пневматической укладки получают посредством пневматической укладки целлюлозных волокон на проволочную сетку, где на них распыляют клеящее вещество, например латекс, то есть обеспечивают адгезионное сцепление материала пневматической укладки. Затем материал высушивают в печи. Материал имеет белый цвет, если целлюлозные волокна получены из беленой целлюлозы, что в настоящее время является обычным. Материал пневматической укладки имеет удлинение 10-20% в отличие от абсорбирующего материала, имеющего удлинение порядка 1,5%.
Абсорбирующая структура [1] согласно изобретению, которая показана на фиг. 1, состоит из абсорбирующего материала 2 со свободными от клеящего вещества целлюлозными волокнами 4 и из материала 3 пневматической укладки с адгезионно-связанными волокнами 5. В данном случае слой 3 материала пневматической укладки помещен сверху на слой 2 абсорбирующего материала. При одном способе изготовления слой материала пневматической укладки будет находиться снизу, поскольку абсорбирующий материал образуют сверху на материале пневматической укладки. Материал 3 пневматической укладки и абсорбирующий материал 2 сцеплены друг с другом с помощью клеящего вещества материала 3 пневматической укладки, скрепляющего слои вместе. Определенная степень сцепления также достигается с помощью волокон 4 слоя 2 абсорбирующего материала, проходящих в слой 3 материала пневматической укладки. Материал 3 пневматической укладки служит в качестве упрочняющего и поддерживающего элемента (слоя) для абсорбирующего материала 2.
Абсорбирующий материал имеет плотность 0,1-1,0 г/см3, в частности 0,2-0,95 г/см3, предпочтительно 0,25-0,9 г/см3 и наиболее предпочтительно 0,3-0,85 г/см3, и массу в граммах 50-250 г/м2, предпочтительно 75-200 г/м2 и наиболее предпочтительно 100-150 г/м2. Материал пневматической укладки имеет массу 30-100 г/м2, предпочтительно 35-80 г/м2 и наиболее предпочтительно 35-50 г/м2. В результате получают тонкую абсорбирующую структуру с очень хорошими абсорбционными свойствами и с высоким уровнем прочности. Она имеет общую массу порядка 85-200 г/м2 в отличие от приведенного ранее значения 350 г/м2 для абсорбирующей структуры, состоящей только из абсорбирующего материала.
Целлюлозные волокна в абсорбирующем материале состоят, например, из высушенных в потоке горячего воздуха волокон химико-термомеханической древесной массы СТМР. Другими примерами волокон, которые можно использовать в абсорбирующем материале, являются волокна из термомеханической древесной массы ТМР, высокотемпературной химико-термомеханической древесной массы НТСТМР, сульфитной целлюлозы или крафт-целлюлозы.
Другая абсорбирующая структура 6 согласно изобретению показана на фиг.2. В дополнение к слоям, из которых состоит вышеописанная структура по фиг.1, абсорбирующая структура по фиг.2 имеет слой 7 материала пневматической укладки под слоем абсорбирующего материала. Материал пневматической укладки имеет массу 30-100 г/м2, предпочтительно 35-80 г/м2 и наиболее предпочтительно 35-50 г/м2.
Процесс изготовления абсорбирующей структуры 1 согласно изобретению изображен на фиг.5. Абсорбирующий материал 2 формуют в виде мата непосредственно на слое материала 3 пневматической укладки. Материал 3 пневматической укладки уложен на проволочной сетке 26, а абсорбирующий материал 2 образуют с помощью, например, высушенных в потоке горячего воздуха волокон 4 из химико-термомеханической древесной массы СТМР, которые формуют в мат 2 из абсорбирующего материала. В этом случае волокна 4 переносятся воздушной струей 20 при регулируемом потоке через формующую головку 21, расположенную над проволочной сеткой 26. Под проволочной сеткой 26 расположен сифонный ящик 22, который отсасывает воздух, при этом волокна 4 из химико-термомеханической древесной массы СТМР всасываются вниз, и некоторые из них проникают в материал 3 пневматической укладки.
Существенное значение имеет то, что материал 3 пневматической укладки является пористым и позволяет воздуху проходить через него, поскольку сифонный ящик 22, размещенный под проволочной сеткой, должен отсасывать воздух, транспортирующий волокна 4 из химико-термомеханической древесной массы СТМР. После образования мата проходит стадия сжатия, которая выполняется при высоком давлении и в присутствии тепла. Сжимающая установка 24 состоит из двух валиков 25, которые находятся при температуре свыше 100oС. Латексный клей размягчается и соединяет два слоя вместе. В результате того, что материал пневматической укладки упрочняет абсорбирующий материал и служит ему опорой, можно получить более тонкую абсорбирующую структуру. После сжатия абсорбирующий материал имеет плотность 0,1-1 г/см3, которая придает тонкому изделию очень хорошие абсорбционные свойства. Подходящая плотность абсорбирующего материала составляет 0,1-1,0 г/см3, в частности 0,2-0,95 г/см3, предпочтительно 0,25-0,9 г/см3 и наиболее предпочтительно 0,3-0,85 г/см3. На стадии образования мата из абсорбирующего слоя также можно добавить вещества, имеющие сверхвысокую абсорбционную способность (суперабсорбенты).
Альтернативный способ согласно изобретению проиллюстрирован на фиг.6. В данном случае абсорбирующий материал 2 формуют в виде мата на проволочной сетке 26. Образование мата происходит так же, как было описано выше. Отличие от описанного ранее способа заключается в том, что материал 13 пневматической укладки не уложен на проволочной сетке, но его укладывают на слой 2 абсорбирующего материала после фактического образования мата, то есть за формующей головкой 21 и сифонным ящиком 22, но перед операцией сжатия на сжимающей установке 24. Сжатие происходит при высоком давлении и в присутствии тепла при температуре свыше 100oС. Латексный клей размягчается и соединяет два слоя вместе. И в данном случае абсорбирующий материал упрочняется и поддерживается материалом пневматической укладки. В этом случае не так важно, будет ли материал пневматической укладки пористым и будет ли он иметь очень малую массу в граммах, поскольку в данном случае не происходит отсасывания воздуха через материал пневматической укладки.
Материал пневматической укладки может быть получен с массой в граммах порядка 35-50 г/м2. В связи с этим можно добиться такого низкого значения массы в граммах для абсорбирующего материала, которое будет составлять порядка 50-150 г/м2, и за счет прочности материала пневматической укладки получают продукт (материал), который может быть подан на узкие валки. Это позволяет получить общую массу порядка 85-200 г/м2 в отличие от ранее приведенного значения 350 г/м2, которое было необходимо при использовании только одного абсорбирующего материала. После изготовления абсорбирующую структуру разрезают на полотна с меньшей шириной, что здесь не показано.
Получают изделие, обладающее очень хорошими абсорбционными и распределяющими свойствами абсорбирующего материала, и в то же время материал упрочнен за счет прочности материала пневматической укладки. Он будет более тонким по сравнению с ранее известными, отформованными в сухом виде абсорбирующими матами, что предпочтительно в тех случаях, когда он должен использоваться в гигиенических прокладках и прокладках для трусов, для которых требуется низкая масса в граммах. Тем не менее его также можно использовать, например, в подгузниках. Другое преимущество заключается в том, что уменьшается количество клея. Клей содержится только в материале пневматической укладки.
При другом альтернативном способе изготовления два слоя 3 и 13 материала пневматической укладки можно использовать вместе со слоем 2 абсорбирующего материала. Один слой 3 укладывают, как описано выше со ссылкой на фиг.5, на проволочную сетку 26, на которой образуют адсорбирующий материал 2. Дополнительный слой 13 материала пневматической укладки укладывают сверху на слой 2 абсорбирующего материала непосредственно перед стадией 24 сжатия, что осуществляется в соответствии со способом изготовления, проиллюстрированным на фиг. 6. В остальном изготовление происходит, как описано выше. Этот способ позволяет обеспечить дополнительное упрочнение абсорбирующей структуры и уменьшить вспушивание волокон в процессе производства, например, прокладок для трусов и гигиенических прокладок. При изготовлении абсорбирующих изделий возможно размягчение материала и в этом случае имеет место вызывающее повреждения (беспокойство) отслоение волокон от абсорбирующего материала. Слой материала пневматической укладки, сцепленного латексом, не вслушивается и, следовательно, служит в качестве барьера.
Абсорбирующий материал также может быть образован из волокон из термомеханической древесной массы ТМР, высокотемпературной химико-термомеханической древесной массы НТСТМР, сульфитной целлюлозы или крафт-целлюлозы.
Когда не используются высушенные в потоке горячего воздуха волокна из химико-термомеханической древесной массы, которые отформованы в слой, можно образовать слой абсорбирующего материала путем обычного образования мата. При обычном образовании матов целлюлозу в виде листов, рулонов или прессованных кип подвергают операции разделения волокон в сухом виде или разрывают. Освобожденные волокна в виде пуха затем выдувают вниз в отдельные формы или на полотно (ленту).
При изготовлении подгузников используют отдельные (дискретные) формы с перфорированными основаниями, причем слой материала пневматической укладки размещают на основании, а волокна перемещают вниз в форму. Образование мата и сжатие выполняют с помощью воздуха, отсасываемого у основания.
Изобретение имеет дополнительные преимущества. Абсорбирующий материал получают, используя волокна из химико-термомеханической древесной массы, так называемой СТМР. В этих волокнах еще присутствует лигнин, что означает, что волокна будут твердыми и имеют желтый цвет. Материал пневматической укладки является белым, что придает абсорбирующей структуре более белую и яркую поверхность. Для некоторых изделий может оказаться предпочтительным не иметь поверхности желтого цвета, поскольку в некоторых случаях это может быть непривлекательным. Изобретение также обеспечивает возможность использовать абсорбирующую структуру как таковую (такую, как она есть) с добавлением только непроницаемого для жидкости нижнего слоя.
Материал пневматической укладки имеет удлинение от 10 до 20% в отличие от абсорбирующего материала, который имеет удлинение порядка 1,5%. Это большее удлинение материала пневматической укладки делает материал пневматической укладки значительно более прочным. Именно эта прочность и гибкость позволяют материалу пневматической укладки служить опорой отформованному в сухом виде абсорбирующему материалу и упрочнять данный материал.
Преимуществом отформованного в сухом виде абсорбирующего материала является то, что имеется возможность добавления в него веществ со сверхвысокой абсорбирующей способностью (суперабсорбентов). Поскольку суперабсорбенты должны быть включены в абсорбирующую структуру, их смешивают с абсорбирующим материалом. Тогда материал пневматической укладки служит в качестве барьерного слоя для суперабсорбентов как во время изготовления абсорбирующей структуры, так и при использовании абсорбирующей структуры в абсорбирующем изделии. Во время изготовления слой материала пневматической укладки лежит на проволочной сетке под волокнами и суперабсорбентами, что предотвращает отсасывание суперабсорбентов из слоя абсорбирующего материала. При использовании абсорбирующей структуры слой материала пневматической укладки может служить в качестве барьерного слоя, если он помещен над слоем абсорбирующего материала. В этом случае предотвращается выход суперабсорбентов в направлении к пользователю, когда абсорбирующее тело вместе с суперабсорбентами втянуло жидкость в себя.
При некоторых случаях применения продукта в гигиенических изделиях целесообразно подвергнуть абсорбирующий материал размягчению перед использованием его в качестве абсорбирующего материала. Процесс размягчения не влияет в какой-либо существенной степени на хорошие абсорбционные свойства, способность к распределению (распространению жидкости) и набухаемость. К различным способам размягчения относятся обработка между валками, размягчение ультразвуком, увлажнением или химическими добавками.
Иллюстративный вариант осуществления
На фиг.3 показан вариант использования абсорбирующей структуры 1 в гигиенической прокладке. Абсорбирующая структура 1 состоит из материала 3 пневматической укладки и слоя 2 абсорбирующего материала. Материал пневматический укладки и абсорбирующий материал скреплены друг с другом посредством клея, содержащегося в материале пневматической укладки и соединяющего указанные материалы. Определенная степень сцепления также может быть обеспечена с помощью волокон 4 абсорбирующего материала, проходящих в материал пневматической укладки. В верхней части изделия имеется проницаемый для жидкости верхний слой 8, например, из нетканого материала, который направлен к пользователю во время использования. В нижней части имеется непроницаемый для жидкости нижний слой 9, например, из полиэтилена. Слои 8 и 9 имеют части, которые проходят (выступают) за абсорбирующую структуру 1, и они соединены друг с другом в этих частях.
На фиг. 4 показан другой вариант осуществления, в котором абсорбирующая структура 6 имеет еще один слой 7 материала пневматической укладки под слоем 2 абсорбирующего материала в дополнение к слою 3 материала пневматической укладки, который расположен сверху на слое абсорбирующего материала. В верхней части изделия имеется проницаемый для жидкости верхний слой 8, например, из нетканого материала, который направлен к пользователю во время использования. В нижней части имеется непроницаемый для жидкости нижний слой 9, например из полиэтилена.
Изобретения относятся к гигиене, а именно к абсорбирующим структурам, предназначенным для использования в абсорбирующих изделиях. Абсорбирующая структура состоит из слоя абсорбирующего материала из свободных от клеящего вещества целлюлозных волокон и из слоя материала пневматической укладки из адгезионно-связанных целлюлозных волокон. Слои сцеплены вместе посредством клеящего вещества материала пневматической укладки, служащего в качестве связующего материала, и посредством волокон из слоя абсорбирующего материала, проходящих в материал пневматической укладки. При реализации способа изготовления абсорбирующей структуры материал формуют в мат на материале пневматической укладки. После укладки слоев материалов вместе их сжимают при температуре свыше 100oС. Клеящее вещество материала пневматической укладки размягчается и два слоя соединяются вместе. Некоторые из волокон абсорбирующего материала также проходят в материал пневматической укладки, что обеспечивает дополнительное сцепление. Изобретение позволяет уменьшить массу отформованного в сухом виде абсорбирующего материала, обеспечивает возможность использования абсорбирующей структуры как таковой, с добавлением только непроницаемого для жидкости нижнего слоя. 2 с. и 16 з.п. ф-лы, 6 ил.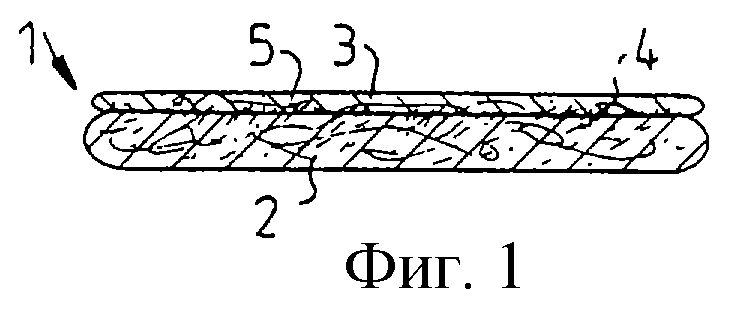
| US 4129132 A, 12.12.1978 | |||
| US 3938522 A, 17.02.1976 | |||
| RU 94022274, 27.03.1996. |
