Изобретение относится к промышленному рыболовству, в частности к изготовлению устройств, предназначенных для отсортировки в процессе траления особей непромыслового размера (молоди) таких объектов лова, как треска, пикша, минтай и т.п. или других объектов промысла, например креветки.
Известна решетка для сортировки рыбы при промысловом лове (Решетка для сортировки рыбы при промысловом лове. Пат. 2140150 Россия, МКИ 6 А 01 К 73/02, Пиллер М. Д. - 98120731/13; заявл. 17.11.99; опубл. 27.11.99, бюл. 30), изготовление которой предусматривает раздельное изготовление отдельных деталей решетки: продольных, поперечных и внешних брусьев из полимерных материалов, при этом каждый брус на протяжении его длины армируют волокнами (упрочнителем), т. е. для изготовления решетки используют композиционные материалы.
Как вариант, армирование брусьев осуществляют по разным направлениям. Соединение отдельных заготовок между собой в готовое изделие осуществляют несколькими способами: посредством кронштейнов, приформовкой и, как вариант, решетка может быть цельноформованной, при этом канаты из армирующих волокон предварительно сопрягают сплетением или связыванием, усиливают углы кривыми брусьями из другого материала и осуществляют доводку изделия до готового состояния вручную.
Следовательно, в случае изготовления цельноформованной решетки не предусмотрено армирование непрерывными волокнами по всему периметру решетки и связей. Прочность таких решеток в местах соединения брусьев может быть ниже, чем самих заранее изготовленных армированных брусьев.
Армирующий элемент (упрочнитель) неравномерно и не так, как в самих брусьях, заполняет толщу полимерного материала (матрицы) в местах соединения отдельных элементов, что не обеспечивает надежность прочностных характеристик готового изделия в целом. Вес таких решеток незначительно меньше, чем металлических, так как могут быть использованы вставки из металла.
Изготовление отдельных брусьев и сборка из них решетки усложняют технологию изготовления. На практике при изготовлении решеток таким способом требуется применение достаточно большого количества ручного труда и затраты значительного количества времени.
Устранение этих недостатков достигается тем, что предлагаемый способ производства предусматривает изготовление решетки путем прессования всех элементов изделия как единого целого.
Для этого предварительно готовят прессформу. В каждой из ее разъемных частей создают полости, соответствующие конфигурации и размерам элементов изготавливаемой решетки. Сортирующая решетка традиционно содержит раму, продольные и поперечные связи, узлы крепления углов решетки.
В каждом из случаев изготовления решетки соединения продольных и поперечных связей выполнены таким образом, что поперечные связи полностью или большей своей частью выступают с нерабочей стороны решетки, за счет чего рабочая сторона решетки имеет более гладкую поверхность, создаются оптимальные условия для выхода из трала молоди (мелкой рыбы) и скольжения вдоль решетки в траловый мешок крупной рыбы (А), кроме того, уменьшается сопротивление решетки встречному водному потоку и гидродинамический подпор в траловом мешке.
Продольные связи могут быть несколько утоплены в одновременно отпрессованных поперечных связях.
В местах пересечения (соединения) элементов решетки предусмотрено образование радиусных приливов, придающих соединению дополнительную прочность. Это важно в связи с большими нагрузками, которые приходятся на решетку в процессе работы трала.
Полости приготовленной пресс-формы последовательно заполняют однородным непрерывным ориентированным в одном направлении упрочнителем композиционного материала, обеспечивающим прочное сцепление с матрицей композиционного материала, и матрицей композиционного материала, и после их заполнения массу прессуют известным способом с образованием радиусных приливов в местах соединения элементов решетки.
Пресс-форма для изготовления решетки может быть не только постоянной: для изготовления решеток одного размера с одинаковым расстоянием между продольными связями, но и модифицируемой.
В модифицируемой пресс-форме предусматривают использование набора сменных вставок-кондукторов, ширина которых (при одинаковой длине) соответствует расстоянию между продольными связями изготавливаемой решетки, что позволяет, без подготовки новой пресс-формы, пользуясь только набором сменных вставок-кондукторов различной ширины, изготавливать решетки для промысла различных видов видов рыб и объектов лова без непроизводительных затрат средств и времени.
Как вариант, например в случае, когда это необходимо, в пресс-форму можно закладывать предварительно изготовленные продольные связи.
При этом связи изготавливают по той же технологии и из того же композиционного материала, что и всю решетку. Готовые продольные связи должны иметь длину, несколько превышающую их длину в решетке в готовом виде, при этом на концах продольных связей, в местах соединения продольных связей с рамой, поперечными связями и узлами крепления углов с рамой решетки выполняют выступы, форма которых обеспечивает достаточную прочность соединения.
При укладке в пресс-форму верхние части (с выступами) продольных связей располагают так, что они помещаются внутри полости рамы, примерно до середины, там, где затем будет располагаться и упрочнитель, а выступы для соединения с поперечными связями располагают так, что они полностью помещаются в полости (также там, где будет располагаться и упрочнитель) поперечных связей, расположенных с нерабочей стороны решетки, и после заполнения в установленном порядке полостей пресс-формы композитным материалом подготовленную массу прессуют с образованием местах соединения элементов решетки радиусных приливов, придающих соединениям дополнительную прочность.
Как вариант, крайние продольные связи решетки могут быть выполнены как одно целое с радиусными узлами крепления углов решетки. При этом на концах узлов также выполняют выступы для соединения с рамой решетки.
В каждом из случаев изготовления решетки предусматривают соединение ее продольных и поперечных связей таким образом, чтобы поперечные связи полностью или большей своей частью выступали с нерабочей стороны решетки. Как вариант, продольные связи могут быть несколько утоплены в отпрессованных одновременно с рамой поперечных связях.
Присоединения элементов решетки в том случае, когда выступы присоединяемых элементов, предварительно выполненных из однородного композиционного материала, органично включаются в материал упрочнителя с последующим заполнением места соединения композиционным материалом и прессованием как единого целого, позволяют рассматривать полученное после прессования изделие как единое целое.
В качестве упрочнителей композиционных материалов могут быть использованы волокнистые материалы различного происхождения, однородные и непрерывные по всей длине изделия, например в виде нитевидных волокон, пучка волокон или волокон, скрученных в жгут: стекловолокно, полимерные волокна, такие как кевлар, полипропилен, динема, металлические и другие волокна, обеспечивающие необходимые прочностные характеристики готовому изделию.
Сочетание этих материалов с матрицей, в качестве которой могут быть использованы полимерные материалы, обеспечивающие прочную связь с упрочнителем, позволит создать решетки с уменьшенным, по сравнению с металлическими, весом, с высокой антикоррозийной стойкостью и необходимой для работы прочностью и упругостью. Стоимость предлагаемых решеток сравнительно невысока за счет снижения трудозатрат и возможности выбора недорогих материалов.
Предложенный способ изготовления сортирующих решеток для тралов достаточно прост, не требует больших затрат ручного труда и времени, позволяет выбирать оптимальные сочетания материалов в качестве упрочнителя и матрицы, учитывая их стоимость и избегая применения дефицитных материалов.
Возможность изготавливать решетки с различными расстояниями между продольными связями за счет использования сменных вставок-кондукторов пресс-формы позволяет иметь одну модифицируемую форму для изготовления решеток, предназначенных для выпуска молоди различного вида рыб (трески, пикши и т.п. ) или лова других объектов промысла, например креветки.
Решетки, изготовленные предложенным способом, обладают необходимой прочностью, упругостью и пластичностью формы, сравнительно небольшой массой, не подвергаются коррозии.
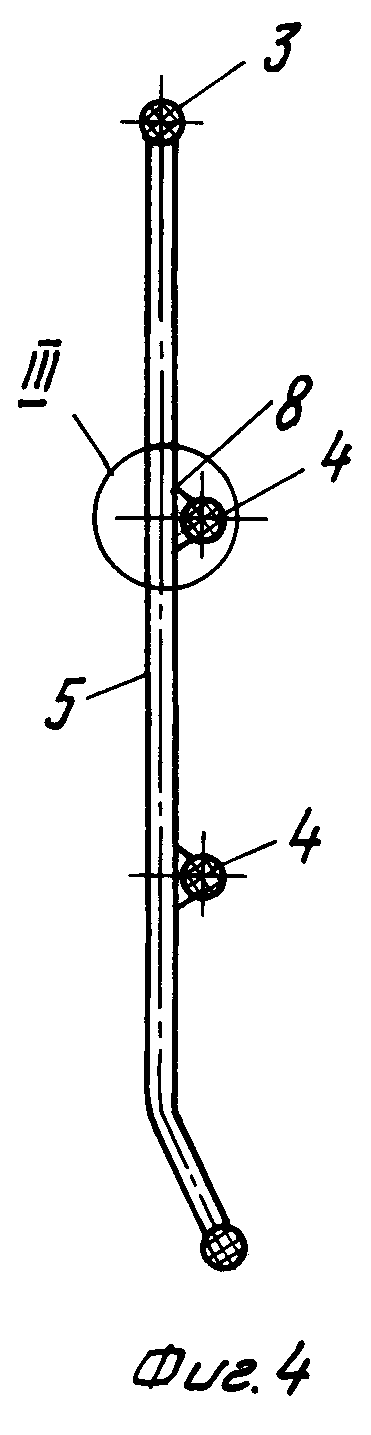
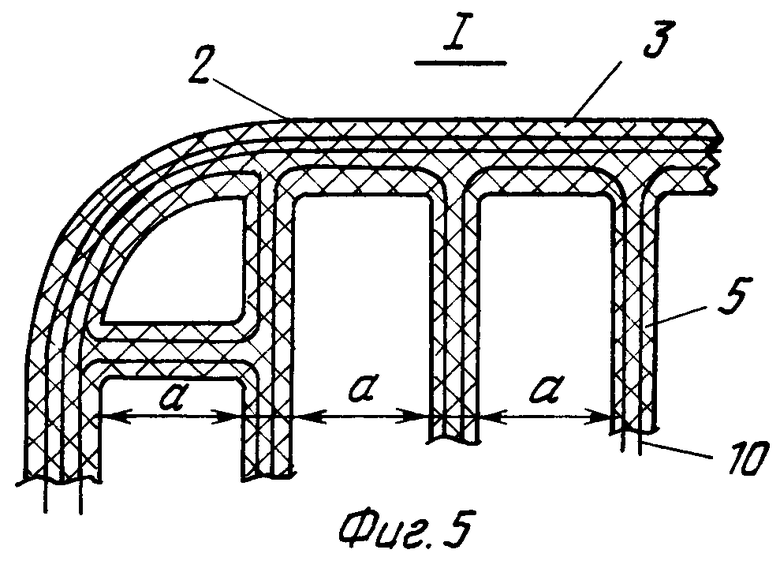
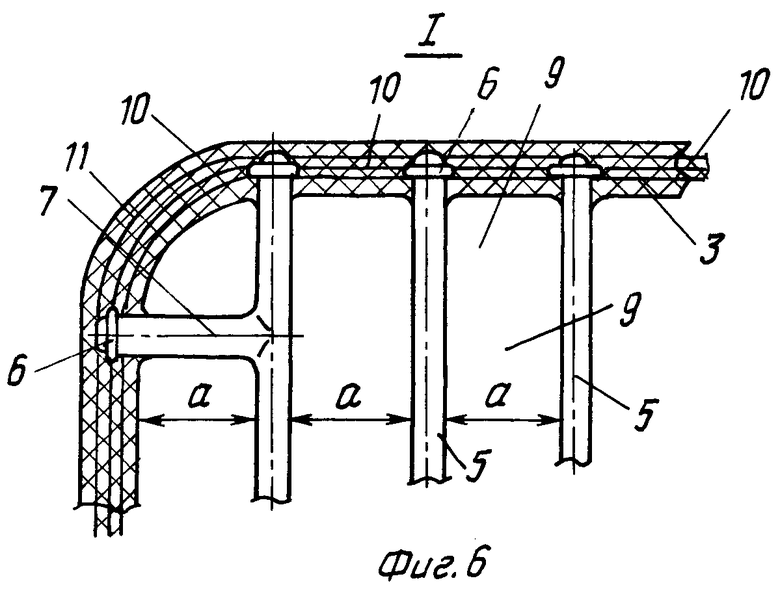
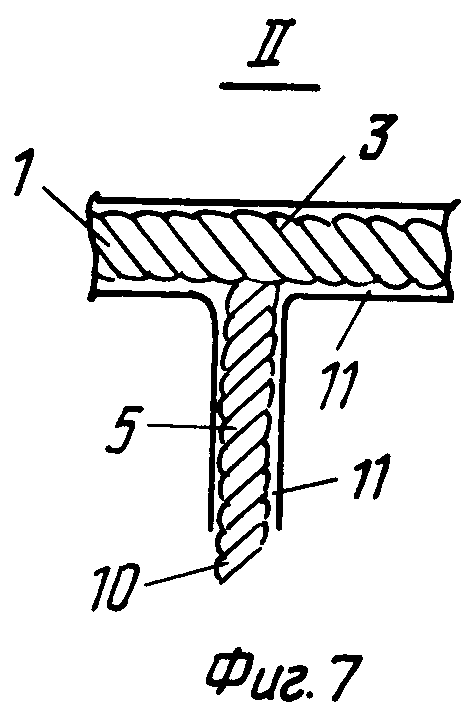
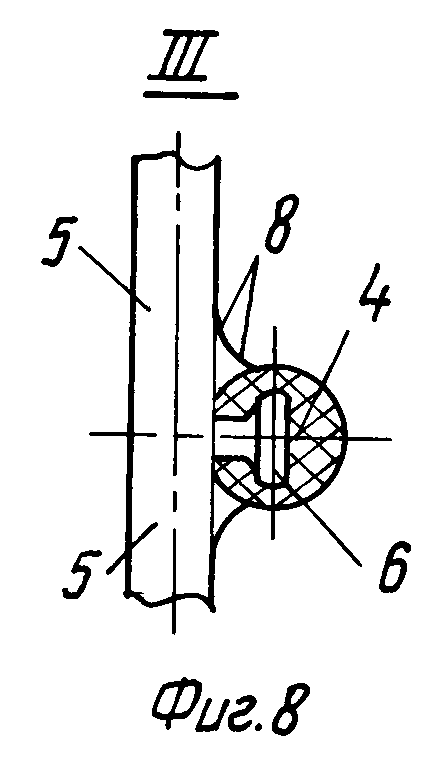
На фиг. 1 изображена цельнопрессованная сортирующая решетка, установленная внутри трала (вид в разрезе, сбоку); на фиг.2 - то же, что фиг.1 (вид сверху); на фиг. 3 изображена цельнопрессованная сортирующая решетка, вид сверху, с рабочей стороны решетки; на фиг.4 - то же, что фиг.3, вид сбоку в разрезе по продольной связи решетки; на фиг.5 - фрагмент цельнопрессованной решетки (в разрезе) с использованием в качестве упрочнителя пучка нитевидных волокон; на фиг. 6 - фрагмент решетки с предварительно изготовленными продольными связями (в разрезе); на фиг.7 - фрагмент цельнопрессованной решетки (в разрезе) с использованием в качестве упрочнителя волокнистого материала в виде жгута волокон; на фиг.8 и 9 - выступ (в разрезе) Т-образной формы продольной связи в месте ее соединения с поперечной связью решетки (в разрезе) в виде прямых выступов в месте соединения продольной и поперечной связей решетки; на фиг.10 - поперечное сечение решетки в месте соединения продольной и поперечной связей решетки.
В промысловый трал 1 монтируют сортирующую решетку 2 для селективной сортировки улова внутри трала в процессе траления.
Изготовляемая сортирующая решетка 2 имеет основную раму 3, поперечные 4 и продольные 5 связи, расстояние (а) между которыми зависит от вида объекта лова (и регулируется Правилами рыболовства). Продольные связи 5, как вариант, могут быть выполнены как отдельные элементы из того же композиционного материала, что и сама решетка 2. В этом случае длина продольных связей несколько превышает их длину в готовой решетке 2, и они имеют выступы 6 в местах соединения с рамой 3 и поперечными связями 4 решетки 2.
Выступы 6 могут быть Т-образной или любой другой формы, обеспечивающей органичное включение в композиционный материал.
В углах решетки 2 продольные связи 5 усиливают радиусными узлами 7 крепления этих углов для придания конструкции дополнительной прочности. При изготовлении продольных связей 5 отдельно, две крайние продольные связи 5 могут быть изготовлены с радиусными узлами 7 крепления с выступами 6 на концах для соединения с рамой 3 или, как вариант, узлы 7 выполняют непосредственно при прессовании решетки 2.
Соединения элементов 3, 4, 5, а также 7 в решетке 2 выполняют таким образом, что поперечные связи 4 полностью или большей своей частью выступают с нерабочей стороны решетки. Все соединения элементов выполняют с радиусными приливами 8.
Сортирующую решетку 2 изготавливают из композиционных материалов прессованием. В соответствии с описанной конфигурацией и заданными размерами изготовляемой решетки предварительно готовят пресс-форму.
Может быть использована постоянная или модифицируемая пресс-форма.
Постоянная пресс-форма предусматривает выпуск изделий только одной конфигурации и размера, а модифицируемая имеет набор сменных вставок-кондукторов 9 различной ширины, и посредством замены этих вставок 9 внутри пресс-формы на вставки 9 другой ширины создается пресс-форма для изготовления решетки 2 с новым заданным расстоянием (а) между продольными связями 5 без непроизводительных затрат средств и времени.
В первом случае сначала готовят пресс-форму. Для этого в каждой из ее разъемных частей создают полости, соответствующие конфигурации и размерам изготавливаемой решетки.
Готовую пресс-форму последовательно заполняют однородным непрерывным ориентированным в одном направлении упрочнителем 10 (например, стекловолокном, полимерным волокном, таким как кевлар, полипропилен, динема и т.п.) и матрицей (полимеры) композиционного материала, стараясь распределить упрочнитель и матрицу таким образом, чтобы все элементы решетки 2 имели однородную структуру и в готовом виде составляли единое целое, и прессуют с образованием в местах соединения элементов решетки радиусных приливов 8.
Учитывая требования к характеристикам готового изделия, для изготовления решеток в качестве упрочнителя 10 и матрицы 11 могут быть использованы различные материалы, обеспечивающие их прочное сцепление.
Во втором случае подготовка пресс-формы, кроме предыдущих операций, включает использование заранее изготовленного набора вставок-кондукторов 9 различной ширины, смена которых внутри пресс-формы позволит создать пресс-форму для изготовления решеток 2 с требуемым расстоянием (а) между продольными связями 5, заданном шириной вставок 9.
При использовании модифицируемой пресс-формы, в форме сначала устанавливают вставки-кондукторы 9, ширина которых обеспечивает получение необходимого расстояния (а) между продольными связями 5, затем, как и в первом случае, полости последовательно заполняют упрочнителем 10 и матрицей 11 композиционного материала и подготовленную таким образом массу прессуют известным способом с образованием радиусных приливов в местах соединения элементов решетки.
В другом случае, при использовании готовых продольных связей 5 с выступами 6, предварительно изготовленных из того же композиционного материала, что и сама решетка 2, в подготовленную прессформу на заданном расстоянии друг от друга сначала укладывают внутренние готовые продольные связи 5 таким образом, чтобы выступы 6 после прессования оказались внутри рамы 3 и поперечных связей 4 (примерно посередине, в месте, где будет расположен и упрочнитель 10) и после прессования составили с ними единое целое. Затем последовательно заполняют однородным непрерывным ориентированным в одном направлении упрочнителем 10 и матрицей 11 композиционного материала полости пресс-формы, соответствующие раме 3, радиусным узлам 7 крепления, поперечным связям 4 готового изделия, и прессуют с образованием приливов 8 в местах соединения элементов 3, 4, 5, 7.
При необходимости можно предусмотреть предварительное изготовление двух крайних продольных связей 5 с радиусными узлами 7 крепления углов решетки. В этом случае упрочнителем 10 и матрицей 11 заполняют полости пресс-формы, соответствующие раме 3 и поперечным связям 5. Длина готовых связей 5 и узла 7 несколько превышает их длину в готовом виде в решетке для того, чтобы при соединении с рамой 3 элементы 5, 7 с выступами 6 на концах после прессования стали одним целым с рамой 3.
Полости рамы 3 и поперечных связей 4, как и в предыдущих случаях, последовательно заполняют однородным непрерывным ориентированным в одном направлении упрочнителем 10 и матрицей 11 композиционного материала, затем подготовленную массу прессуют известным способом с образованием приливов 8 в местах соединения элементов 3, 4, 5, 7.
Предлагаемый способ изготовления селективных решеток для тралов менее трудоемок и затратен, чем известные способы, и при этом более прост и технологичен. Разнообразие композиционных материалов, которое может быть использовано при изготовлении решеток, дает возможность выбирать наиболее доступные и дешевые из них.
Решетки, изготовленные предложенным способом, обладают необходимой прочностью, упругостью и устойчивостью формы, минимальной массой и при этом не подвергаются коррозии.




Изобретение относится к промышленному рыболовству, в частности к изготовлению устройств для сортировки улова внутри трала в процессе траления. Способ предусматривает изготовление сортирующей решетки прессованием из композиционного материала. Все элементы изготавливают как единое целое, а в качестве упрочнителя композиционного материала используют однородный непрерывный и ориентированный в одном направлении упрочнитель, обеспечивающий прочное сцепление с матрицей композиционного материала. Перед прессованием готовят пресс-форму с полостями, соответствующими форме и размерам изготовляемой решетки, полости последовательно заполняют упрочнителем и матрицей композитного материала и подготовленный материал прессуют с образованием радиусных приливов в местах соединения элементов решетки. В качестве упрочнителя композиционного материала используют волокнистые материалы, а в качестве матрицы - полимеры. Как вариант, возможно использование модифицируемой пресс-формы со сменными вставками-кондукторами различной ширины для изготовления решеток с различными расстояниями между продольными связями или использование предварительно изготовленных продольных связей, выполненных по той же технологии, что и сама решетка. Изобретение позволит изготовлять решетки, обладающие необходимой прочностью, упругостью и устойчивостью формы, минимальной массой и не подверженные коррозии. 4 з.п.ф-лы, 10 ил.
| РЕШЕТКА ДЛЯ СОРТИРОВКИ РЫБЫ ПРИ ПРОМЫСЛОВОМ ЛОВЕ | 1998 |
|
RU2140150C1 |
| ТРАЛ С УСТРОЙСТВОМ ДЛЯ ВЫПУСКА МАЛОМЕРНЫХ ОБЪЕКТОВ ПРОМЫСЛА | 1995 |
|
RU2098957C1 |
| СОРТИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ РЫБОЛОВНОГО ТРАЛА | 1992 |
|
RU2101946C1 |

