Настоящее изобретение относится к способу изготовления бумаги, защищенной от подделки, и к бумаге, изготовленной этим способом, и может найти применение при производстве защищенных от подделки различных видов бумаги с защитной лентой, таких как документная, банкнотная, чековая, паспортная, акцизная и др.
Известен способ производства бумаги, защищенной от подделки, согласно которому защитная лента подается на круглосеточный цилиндр вне волокнистой массы таким образом, чтобы укладываться на приподнятые места на цилиндре (выступающие элементы). В местах, где лента (нить) укладывается на выступающие элементы до погружения в массу, не образуется бумажного слоя на стороне, обращенной к цилиндру, так что нить оказывается свободно доступной к поверхности точно в данных местах (см. ЕР 0059056 А1, 01.09.1982).
Данный способ не позволяет формировать бумагу с широкими нитями без дефектов оборотной стороны бумажного листа, не соприкасающегося с круглосеточным цилиндром, т.к. в данном способе используется один круглосеточный цилиндр.
Ближайшим аналогом описываемого изобретения является способ изготовления бумаги, защищенной от подделки, в котором формируют первое бумажное полотно с защитной лентой шириной более 2 мм, которую заделывают в это полотно при его формировании на круглосеточном цилиндре с образованием зон свободного доступа с лицевой стороны полотна на выступающих элементах, параллельно с формированием первого бумажного полотна с защитной лентой формируют второе бумажное полотно, не содержащее защитной ленты, которое после завершения формирования первого бумажного полотна накладывают на заднюю сторону первого бумажного полотна и соединяют их для закрытия дефектов на задней стороне первого бумажного полотна, последующего прессования и сушки (см. RU 2125938 С1, 10.02.1999).
Согласно этому способу защитную ленту в первое бумажное полотно при его формировании на круглосеточном цилиндре заделывают следующим образом: защитную ленту подают на выступающие элементы круглосеточного цилиндра вне волокнистой массы. При прохождении круглосеточного цилиндра через ванну с бумажной массой происходит формирование бумажного слоя вокруг защитной ленты, а в зонах, где лента соприкасается с выступающими элементами, образуются зоны свободного доступа (окна). При ширине защитной ленты 2-4 мм во время формирования первого слоя бумаги образуются дефекты на обратной стороне первого бумажного полотна, которые закрываются вторым бумажным полотном, сформированным на другом устройстве.
В качестве выступающих элементов используют элементы, имеющие форму прямоугольника. Эти элементы получают тиснением сетки круглосеточного цилиндра по его окружности в заданной зоне заделывания защитной ленты, и поверхность цилиндра имеет вид железнодорожных шпал.
Этот способ имеет ограниченные возможности по защите бумаги от подделки, а именно:
1. не позволяет заделывать в первое бумажное полотно защитную ленту шириной более 4 мм, т.к. волокна бумажной массы не успевают проникнуть в узкую щель между защитной лентой и поверхностью круглосеточного цилиндра в зонах между выступающими элементами;
2. не позволяет образовывать зоны свободного доступа (окна) на больших расстояниях друг от друга, т.к. при большом расстоянии между выступающими элементами защитная лента касается поверхности круглосеточного цилиндра и не дает возможности сформировать бумажный слой между окнами;
3. не позволяет сформировать полотно с окнами, имеющими сложную геометрическую фигуру, что приводит к снижению защищенности бумаги от подделки.
Новым техническим результатом от использования описываемого изобретения является обеспечение возможности повышения степени защищенности бумаги от подделки и улучшение ее качества за счет использования защитной ленты любой ширины (до 20 мм), а также бумаги с окнами, имеющими правильную или неправильную геометрическую форму, причем могут применяться окна с последовательным сочетанием различных фигур, причем ширина окон может быть равной ширине защитной ленты, а также быть более узкой или более широкой, и расстояния между окнами могут быть выбраны любыми независимо от диаметра круглосеточного цилиндра. Предлагаемый способ изготовления бумаги, защищенной от подделки, позволяет также производить бумагу с более прочными показателями физико-механической прочности за счет использования более длинноволокнистой массы, т. к. в предлагаемом способе происходит прямое осаждение волокон на поверхность цилиндра, включая зоны, находящиеся между окнами.
Этот новый технический результат достигается тем, что в способе, согласно которому формируют первое бумажное полотно с защитной лентой шириной более 2 мм, которую заделывают в это полотно при его формировании на круглосеточном цилиндре с образованием зон свободного доступа с лицевой стороны полотна на выступающих элементах, параллельно с формированием первого бумажного полотна с защитной лентой формируют второе бумажное полотно, не содержащее защитной ленты, которое после завершения формирования первого бумажного полотна накладывают на заднюю сторону первого бумажного полотна и соединяют их для закрытия дефектов на задней стороне первого бумажного полотна, последующее прессование и сушку, согласно изобретению защитную ленту заделывают в первое бумажное полотно при его формировании после образования зон свободного доступа с одновременным созданием волокнистого подслоя с массой, составляющей 35-50% от массы первого бумажного полотна.
В качестве выступающих элементов используют водонепроницаемые элементы.
В первое бумажное полотно, содержащее защитную ленту, в процессе его формирования вводят дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
Во второе бумажное полотно, не содержащее защитной ленты, в процессе его формирования вводят дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
В первое бумажное полотно, содержащее защитную ленту, и во второе бумажное полотно, не содержащее защитную ленту, в процессе их формирования вводят дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
Защитную ленту берут шириной 2-20 мм.
Используют защитную ленту, снабженную дополнительным признаком защиты - напечатанными, и/или металлизированными, и/или деметаллизированными символами, и/или оптически изменяющимися эффектами, дифракционными картинками, голограммами, интерференционными эффектами, и/или магнитными кодами, и/или флуоресцентными веществами.
Вторым независимым объектом настоящего изобретения является бумага, защищенная от подделки, изготовленная способом, описанным выше.
Бумага, защищенная от подделки, состоит из: первого бумажного полотна с защитной лентой шириной 2-20 мм, волокнистого подслоя, расположенного с лицевой стороны и имеющего зоны свободного доступа (окна), имеющие правильную геометрическую форму такую как прямоугольник, или квадрат, или ромб, или треугольник, или круг, или эллипс, или звезда, или неправильную геометрическую форму, или их сочетания.
Защитная лента в первом бумажном полотне снабжена дополнительным признаком защиты - напечатанными, и/или металлизированными, и/или деметаллизированными символами, и/или оптически изменяющимися эффектами, дифракционными картинками, голограммами, интерференционными эффектами, и/или магнитными кодами, и/или флуоресцентными веществами.
Бумага состоит их двух бумажных слоев, в котором первое бумажное полотно, содержащее защитную ленту, содержит также дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
Бумага состоит их двух бумажных слоев, в ней первое бумажное полотно содержит защитную ленту, а второе бумажное полотно, без защитной ленты, содержит дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
Бумага состоит их двух бумажных слоев, в ней первое бумажное полотно, содержащее защитную ленту, и второе бумажное полотно, не содержащее защитную ленту, содержат дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания.
Авторами настоящего изобретения было установлено, что формирование волокнистого подслоя происходит по всей площади круглосеточного цилиндра за исключением водонепроницаемых участков, что дает возможность сформировать волокнистый подслой с одновременным образованием фигурных зон свободного доступа (окон) из длинноволокнистой массы, после чего происходит заделывание защитной ленты с последующим формированием оборотной стороны первого бумажного полотна для обеспечения возможности повышения защищенности и улучшения дизайна бумаги.
Способ осуществляют согласно схеме, представленной на чертеже.
Круглосеточный цилиндр 1, имеющий выступающие элементы 2, образованные тиснением сетки, как выпуклые элементы над общей поверхностью цилиндра, или тиснением сетки с образованием вогнутых зон по сравнению с общей поверхностью цилиндра, с водонепроницаемыми участками 3 на поверхности этих элементов, которые имеют правильную геометрическую форму, такую как прямоугольник, или квадрат, или ромб, или треугольник, или круг, или эллипс, или звезда, или неправильную геометрическую форму, или их сочетания, погружают в ванну 4 с бумажной массой 5. На участке от уровня поверхности массы 6 до уровня 7 формируют бумажный подслой на сетке круглосеточного цилиндра с массой 35-50% от массы первого слоя с одновременным образованием зон свободного доступа (окон) соответствующей геометрической формы. После завершения формирования подслоя с окнами 8 защитную ленту 9 подают на сеточный цилиндр на уровне массы 7, после чего продолжают формировать бумажный слой на обратной стороне первого бумажного полотна 11 до уровня 9. Одновременно на другом устройстве 12 формируют второе бумажное полотно 13, которое прочно соединяют с первым бумажным полотном 11 для закрытия дефектов, образующихся на обратной стороне первого полотна. Далее полученное многослойное полотно прессуют и сушат на бумагоделательной машине. В качестве защитной ленты используют ленту шириной 2-20 мм, снабженную дополнительным признаком защиты - напечатанными, и/или металлизированными, и/или деметаллизированными символами, и/или оптически изменяющимися эффектами, дифракционными картинками, голограммами, интерференционными эффектами, и/или магнитными кодами, и/или флуоресцентными веществами.
Для образования водяных знаков используют тисненую сетку круглосеточного цилиндра 1 и тисненую сетку для устройства 12, а в бумажную массу перед формованием первого и/или второго бумажного слоя добавляют защитные волокна и/или конфетти.
Предлагаемый способ позволяет обеспечить следующие преимущества.
1. Дает возможность использовать защитную ленту любой ширины от 2 до 20 мм для повышения защищенности бумаги от подделки.
2. Использовать окна, имеющие правильную или неправильную геометрическую форму, сочетание окон различных форм, различное расстояние между окнами для улучшения защищенности и дизайна бумаги и готовых изделий из нее.
3. Использовать более длинноволокнистую массу, что позволяет также производить бумагу с более высокими показателями физико-механической прочности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОКРАШЕННОЕ ХИМИЧЕСКОЕ МНОГОФИЛАМЕНТНОЕ ВОЛОКНО ДЛЯ ЗАЩИТЫ БУМАГИ ОТ ПОДДЕЛКИ | 2002 |
|
RU2217543C1 |
| ВОЛОКНИСТЫЙ МАТЕРИАЛ ДЛЯ ЗАЩИТЫ БУМАГИ ОТ ПОДДЕЛКИ | 2002 |
|
RU2217542C1 |
| ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ КОНТРОЛЯ ПОДЛИННОСТИ ЗАЩИЩЕННОЙ ПОЛИГРАФИЧЕСКОЙ ПРОДУКЦИИ И ЗАЩИЩЕННАЯ ПОЛИГРАФИЧЕСКАЯ ПРОДУКЦИЯ | 2004 |
|
RU2260087C1 |
| СПОСОБ ЗАЩИТЫ ОТ ПОДДЕЛКИ ЦЕННЫХ ИЗДЕЛИЙ | 1998 |
|
RU2144216C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ, (ВАРИАНТЫ) И БУМАГА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ (ВАРИАНТЫ) | 2007 |
|
RU2344219C1 |
| ЦЕННАЯ БУМАГА С ЭЛЕМЕНТАМИ ЗАЩИТЫ ОТ ПОДДЕЛКИ | 2002 |
|
RU2231450C2 |
| ШВЕЙНАЯ ЗАЩИТНАЯ НИТЬ | 2002 |
|
RU2216613C1 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2401747C2 |
| ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ БУМАГА, А ТАКЖЕ СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2315832C2 |
| СПОСОБ ЗАЩИТЫ ОТ ПОДДЕЛКИ И КОНТРОЛЯ ПОДЛИННОСТИ ЦЕННЫХ ИЗДЕЛИЙ | 2004 |
|
RU2276409C2 |
Изобретение относится к способу изготовления бумаги, защищенной от подделки, и бумаге, защищенной от подделки, и может найти применение при производстве защищенных от подделки различных видов бумаги с защитной лентой (нитью), таких как документная, банкнотная, чековая, паспортная, акцизная и др. Сущность способа заключается в том, что формируют первое бумажное полотно с защитной лентой шириной более 2 мм, которую заделывают в это полотно при его формировании на круглосеточном цилиндре с образованием зон свободного доступа (окон) с лицевой стороны полотна на выступающих элементах. При этом защищенную ленту заделывают в первое бумажное полотно при его формировании после образования зон свободного доступа с одновременным созданием волокнистого подслоя с массой, составляющей 35-50% от массы первого бумажного полотна. Параллельно с формированием первого бумажного полотна с защитной лентой формируют второе бумажное полотно, не содержащее защитной ленты, которое после завершения формирования первого бумажного полотна накладывают на заднюю сторону первого бумажного полотна и соединяют их для закрытия дефектов на задней стороне первого бумажного полотна. Затем осуществляют прессование и сушку полученного двухслойного материала. В качестве выступающих элементов используют водонепроницаемые элементы. В первое и/или во второе бумажные полотна в процессе их формирования вводят дополнительный элемент защиты - водяные знаки, защитные волокна, конфетти или их сочетания. Используют защитную ленту шириной 2-20 мм. Используют защитную ленту, снабженную дополнительным элементом защиты - напечатанными, и/или металлизированными, и/или деметализированными символами, и/или оптически изменяющимися эффектами, дифракционными картинками, голограммами, интерферационными эффектами, и/или магнитными кодами, и/или флуоресцентными веществами. Сущность бумаги состоит в том, что она изготовлена по способу пп. 1-7 формулы изобретения. Изобретение позволяет использовать защитную ленту любой ширины от 2-20 мм для повышения защищенности бумаги от подделки, а также использовать окна, имеющие правильную или неправильную геометрическую форму, сочетание окон различных форм, различные расстояния между окнами для улучшения защищенности и дизайна бумаги и готовых изделий из нее. Изготовленная бумага имеет более высокие показатели физико-механической прочности, т.к. может быть получена из более длинноволокнистой массы. 2 с. и 6 з.п. ф-лы, 1 ил.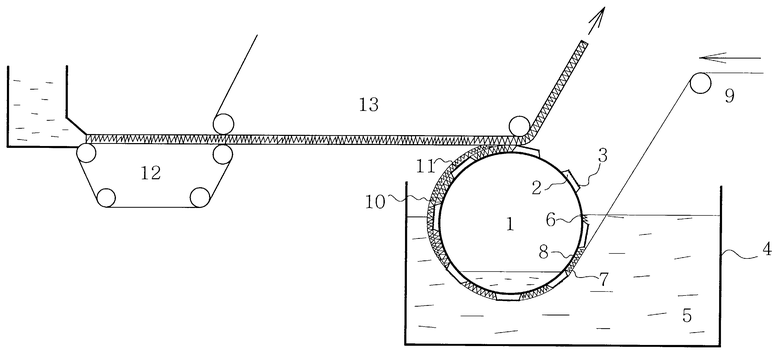
| БУМАГА, ЗАЩИЩЕННАЯ ОТ ПОДДЕЛКИ (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ БУМАГИ, ЗАЩИЩЕННОЙ ОТ ПОДДЕЛКИ (ВАРИАНТЫ) | 1994 |
|
RU2125938C1 |
| ЦЕННАЯ БУМАГА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2135667C1 |
| Прибор для зарисовки профиля зубьев зубчатых колес | 1940 |
|
SU59056A1 |
| US 4462867 A, 31.07.1984 | |||
| ПРЕПАРАТ ДЛЯ ЛЕЧЕНИЯ МАСТИТА У ЖИВОТНЫХ | 2001 |
|
RU2180564C1 |
| Устройство для крепления резцов горных машин | 1986 |
|
SU1420154A1 |
| ТУРБОМАШИНА, СОДЕРЖАЩАЯ КОЖУХ ВАЛА, И СООТВЕТСТВУЮЩАЯ ТРУБА КОЖУХА | 2014 |
|
RU2668507C1 |
| СПОСОБ УСИЛЕНИЯ ЭЛЕКТРОННЫХ ТОКОВ | 1947 |
|
SU70172A1 |
| Материал для документов | 1974 |
|
SU598574A3 |

