Изобретение относится к способу изготовления обкладочного листа с отверстиями для абсорбирующего изделия, такого как подгузник, гигиеническая прокладка, защитное средство для страдающих недержанием и т.п., в котором нагретые иголки проникают сквозь лист материала, содержащий, по меньшей мере, один термопластический компонент, и при этом температура иголок во время проникновения сквозь лист материала превышает температуру плавления термопластического компонента.
Изобретение также касается обкладочного листа с отверстиями для абсорбирующего изделия, изготовленного в соответствии со способом, и абсорбирующего изделия, снабженного обкладочным листом, изготовленным в соответствии со способом.
Высокие требования предъявляются к мягкости, а также к сухости проницаемых для жидкости обкладочных листов для абсорбирующих изделий, которые во время использования предполагаются находящимися в соприкосновении с телом пользователя.
Однако существуют трудности при выполнении проницаемых для жидкости обкладочных листов, имеющих мягкую поверхность, аналогичную текстильному изделию, которые остаются сухими даже после многократных смачиваний при использовании обкладочного листа в абсорбирующем изделии.
Чтобы получить мягкий, аналогичный текстильному материалу обкладочный лист, обычно используют нетканые материалы. Чтобы жидкость более быстро направлялась через поверхностный материал вниз, в нижний абсорбирующий слой материала, обычно материал перфорируют.
Уже известен один такой перфорированный нетканый материал, например, из заявки ЕР 0235309. Перфорированный нетканый материал состоит из спряденного тюлевого материала, имеющего высокое содержание гидрофобных волокон. Во время процесса прядения тюля отверстия в волокнистом материале образуют путем направления на материал водяных струй под очень высоким давлением. Спряденный тюлевый материал является одним из двух слоев в слоистом материале верхнего листа и подразумевается, что он является слоем, который во время использования расположен ближе всего к пользователю. Спряденный тюлевый материал имеет более высокое содержание гидрофобных волокон, чем нижний слой материала в верхнем листе. Поэтому нижний слой может отводить жидкость из верхнего слоя.
Однако одна проблема, связанная с описанным материалом, заключается в том, что отверстия, которые образуют с помощью водяных струй, случаются неоднородными по форме и размеру и имеют волокна, выступающие из кромок отверстий в отверстия. Такие выступающие волокна уменьшают площадь отверстий и действуют как фитили, которые переносят жидкость в материал между отверстиями посредством капиллярного эффекта. Концы выступающих волокон и неоднородные по форме и размеру отверстия существенно повышают опасность сохранения жидкости в обкладочном слое после смачивания. Поскольку очень небольшого количества жидкости достаточно, чтобы поверхность материала ощущалась влажной, то это, очевидно, является существенным недостатком известного поверхностного материала.
Дополнительная проблема, связанная с описанным нетканым материалом, заключается в том, что трудно создать отверстия с заранее заданными точными размерами. Хорошо известно, например, из заявки на Европейский патент 0409535, что размеры отверстий в перфорированном материале имеют определенное значение для достижения оптимального втекания жидкости. Для нетканого материала, некоторые участки которого имеют плотную волокнистую структуру, а другие участки имеют рыхлую волокнистую структуру, это означает, что трудно получить отверстия с одинаковыми размерами. Это обусловлено тем фактом, что отверстия на участках с плотными волокнами оказываются меньшими, поскольку они окружены большим количеством волокон. Кроме того, такие нетканые материалы с отверстиями имеют относительно низкую прочность на растяжение, так как образование отверстий приводит к снижению прочности материала. Поскольку достаточная прочность материала является существенной для того, чтобы отсутствовала опасность разрыва связей при образовании отверстий, во время изготовления абсорбирующего изделия или во время использования законченного абсорбирующего изделия естественно, что снижение прочности материала, которое сопутствует образованию отверстий, является проблемой.
В заявке на Европейский патент 0214608 в нетканом материале создают отверстия, используя горячие иголки, нагревающие нетканый материал до температуры, которая несколько ниже точки плавления материала. Отверстия, которые таким образом создают в материале, окружены кромкой, имеющей уплотненную волокнистую структуру. Ранее упомянутые проблемы, связанные с изменениями размеров отверстий и с пониженной прочностью материала, частично решаются в случае материала, в котором отверстия созданы таким образом. Однако проблема, связанная с растеканием жидкости в нетканом материале и с задержкой в ее волокнистой структуре, все еще остается. Более плотная волокнистая структура вокруг отверстий предназначена для абсорбции жидкости и последующего перемещения жидкости через отверстия в нижний слой материала. Однако существует опасность, что часть жидкости останется в более плотной гидрофильной волокнистой структуре, окружающей отверстия. Кроме того, жидкость может растекаться горизонтально в плоскости нетканого материала в волоконных капиллярах, имеющихся в нетканом материале. Поскольку во время использования нетканый материал находится в непосредственном соприкосновении с кожей пользователя, такое растекание жидкости является, конечно, чрезвычайно неудобным.
В патентном документе Швеции 9601681-1 отверстия в нетканом материале создают с помощью горячих иголок, которые нагревают нетканый материал до температуры, превышающей температуру плавления, по меньшей мере, одного компонента в материале. Соответственно, отверстия, которые таким образом создают в материале, окружены кромкой, которая, по меньшей мере, частично расплавлена. Расплавленная кромка отверстия уменьшает горизонтальное растекание жидкости по волоконным капиллярам в плоскости нетканого материала. Однако можно дополнительно улучшить проницаемый для жидкости обкладочный слой по сравнению с раскрытым в патентном документе Швеции 9601681-1, чтобы получить обкладку, имеющую как высокую степень мягкости, так и высокую степень сухости поверхности. Другие примеры гигиенических прокладок, имеющих, по меньшей мере, один слой с некоторым количеством отверстий, даны в заявке на Европейский патент 0165807 и в патенте США 4690679.
Проблема, связанная с выполнением проницаемого для жидкости верхнего листа для абсорбирующего изделия, являющегося мягким и удобным для кожи и все же имеющего высокую сухость поверхности, по существу, устранена с помощью настоящего изобретения.
Соответственно, изобретение обеспечивает возможность создания обкладочного листа с отверстиями, имеющего высокую степень мягкости, а также сухости по отношению к коже пользователя.
В соответствии с изобретением это достигается посредством нагретых иголок, которые приводят в действие для проникновения сквозь лист текстильного материала, содержащего, по меньшей мере, один термопластический компонент, при этом температура нагретых иголок во время проникновения сквозь лист материала превышает температуру плавления термопластического компонента. Нагретые иголки расплавляют термопластический компонент в непосредственной близости от иголок, после чего иголки перемещают, а нагретый материал пропускают между, по меньшей мере, одной парой сжимающих валков, в результате чего термопластический компонент, непосредственно окружающий отверстия, сглаживается в плоскости листа материала так, что, по существу, гладкая поверхность материала образуется вокруг каждого отверстия. Затем термопластический компонент затвердевает.
Одно преимущество, связанное с листом материала с отверстиями, полученным в соответствии с изобретением, заключается в том, что он имеет высокую степень гладкости в плоскости материала. Это означает, что опасность натирания кожи пользователя кромками отверстий в обкладочном листе практически исключена. Дополнительное преимущество, связанное с листом материала с отверстиями, заключается в том, что окружающие, по существу, расплавленные кромки отверстий в большей степени способствуют образованию непрерывной непроницаемой для жидкости поверхности. Вследствие того факта, что термопластический материал, окружающий отверстия в текстильном материале, находится в расплавленном или, по меньшей мере, в размягченном состоянии, когда материал проходит между сжимающими валками, расплавленный или размягченный термопластический материал вдавливается и заполняет полости между случайно находящимися нетермопластическими волокнами в текстильном материале.
Дополнительное преимущество материала с образованными термическим способом отверстиями, когда структура, окружающая отверстия, расплавляется, а после этого материал проходит через зазор пары валков, заключается в том, что отверстия определенного размера получаются с высокой степенью повторяемости.
Оптимальный размер отверстий изменяется в зависимости от предполагаемого использования обкладочного листа. Например, менструальные выделения и моча имеют совершенно различные поверхностные энергии и различные реологические свойства, и это означает, что конструкция обкладочного листа должна быть видоизменена соответственно этому. Однако в обкладочном материале в соответствии с изобретением форма и размер отверстий только в минимальной степени отклоняются от предполагаемых оптимальных формы и размера, принятых с учетом предполагаемого использования обкладочного материала. Следовательно, в соответствии с изобретением можно создавать с высокой точностью и повторяемостью высококачественные обкладочные материалы широкого применения для абсорбции различных выделений.
Другое преимущество, связанное с пропусканием материала через зазор пары валков непосредственно после стадии создания отверстий, так что образуется, по существу, двумерная плоская структура материала, заключается в том, что при транспортировке или хранении материала требуется меньше места. Кроме того, используя такой обкладочный материал, можно изготавливать очень тонкие абсорбирующие изделия.
В соответствии с одним вариантом осуществления изобретения иголки имеют разную толщину, и это означает, что обкладочный лист, в котором создают отверстия с помощью таких иголок, имеет отверстия различных размеров. В соответствии с обеспечивающим преимущество вариантом осуществления при использовании обкладочного листа с отверстиями в качестве непроницаемого для жидкости обкладочного листа для гигиенической прокладки, отверстия имеют два различных размера. Большие отверстия имеют диаметр, который находится между 2 и 4,5 мм, а меньшие отверстия имеют диаметр, который находится между 0,1 и 2 мм. Для больших отверстий, которые, предпочтительно, имеют диаметр больше 2 мм, это означает, что сравнительно большее количество волокнистого материала необходимо удалить из самого отверстия во время процесса создания отверстий. Небольшое количество материала испаряется вследствие воздействия теплоты, которая прикладывается к материалу горячими иголками. Остальной материал в основном сам прилипает к краю созданного отверстия, где он образует непроницаемую для жидкости кромку. Суммарная длина кромки отверстия, которая аналогична окружности отверстия, возрастает экспоненциально с показателем 2 в зависимости от радиуса отверстия. Это означает, что для больших отверстий в материале больше материала на единицу длины собирается вдоль края отверстия, чем для меньших отверстий.
При использовании обкладочного листа с отверстиями в качестве проницаемого для жидкости обкладочного листа, расположенного в непосредственной близости к пользователю, кромки отверстий могут раздражать кожу. Кромки отверстий могут раздражать кожу, если отверстия находятся на всей поверхности обкладочного слоя и если отверстия находятся только в пределах ограниченных участков, например в пределах участка изделия, который, как предполагается, будет первым смачиваться выделениями организма. Чтобы исключить проблему, связанную с толстыми кромками материала, необходима прокатка в прямых калибрах обкладочного слоя после создания отверстий. Кроме того, по причине, которая пояснена в приведенном выше рассмотрении, прокатка в прямых калибрах является особенно важной для обкладочных слоев, имеющих относительно большие отверстия.
В соответствии с другим вариантом осуществления расстояние между иголками является разным в пределах различных участков обкладочного слоя, в результате чего лист материала после стадии создания отверстий имеет участки с различными промежутками между отверстиями. Преимущество, связанное с таким вариантом осуществления, заключается в том, что можно иметь отверстия, более близко расположенные в пределах участка, который, как ожидается, будет принимать наибольшее количество жидкости, и находящиеся на большем расстоянии вдоль продольных и поперечных наружных краев изделия.
В соответствии с еще одним вариантом осуществления лист материала пропускают через зазор между валками вместе с, по меньшей мере, одним дополнительным проницаемым для жидкости листом материала, в результате чего расплавленный компонент, окружающий отверстия в листе материала с отверстиями, прилипает к дополнительному листу материала. После прохождения через зазор между валками расплавленный компонент вынуждают затвердевать, в результате чего дополнительный лист материала наслаивается на лист материала с отверстиями. Этот вариант осуществления является выгодным, поскольку исключается отдельная стадия ламинирования. Обычно листы материала ламинируют, используя клей или сварку, например сварку ультразвуком. Однако проблема, связанная с клеевым ламинированием, заключается в том, что клей часто проникает сквозь обкладочный лист так, что часть клея может быть в непосредственном контакте с кожей во время использования. Кроме того, эта проблема является более резко выраженной при использовании обкладочных слоев, имеющих большую площадь отверстий. В соответствии с этим вариантом осуществления также устраняется проблема, заключающаяся в том, что клеевое покрытие часто приводит к снижению капиллярности и стока жидкости. Дополнительное преимущество заключается в том, что стоимость изготовления уменьшается, поскольку исключается необходимость в клее или в еще одной стадии, такой как стадия сварки.
В соответствии с одним вариантом осуществления дополнительный лист материала состоит из гидрофильного листа нетканого материала. Преимущество, связанное с таким вариантом осуществления, заключается в том, что гидрофильный лист нетканого материала абсорбирует жидкость из листа материала с отверстиями. Следовательно, обкладка с отверстиями эффективно отводит жидкость.
Кроме того, изобретение касается проницаемого для жидкости обкладочного слоя, изготовленного в соответствии со способом и предназначенного для использования в абсорбирующем изделии, таком как подгузник, защитное средство для страдающих недержанием, гигиеническая прокладка и т.п. Соответственно, проницаемый для жидкости обкладочный слой содержит, по меньшей мере, один текстильный лист материала с отверстиями, включающий в себя, по меньшей мере, один термопластический компонент. Лист материала с отверстиями имеет, по существу, двумерную структуру с некоторым количеством отверстий, каждое из которых окружено, по существу, непроницаемой для жидкости кромкой, состоящей из, по существу, плоской пластичной поверхности в плоскости материала.
Предпочтительно, лист материала с отверстиями состоит из нетканого материала, но, конечно, может, как вариант, состоять из других текстильных материалов. Как упоминалось ранее, гладкая кромка отверстия является особенно полезной для обкладочных листов, которые имеют относительно большие отверстия, приблизительно такие, которые являются типовыми для гигиенической прокладки. Однако такие обкладочные листы также пригодны в качестве обкладочных листов с отверстиями для детских подгузников и защитных средств для страдающих недержанием. Весьма важно, чтобы проницаемые для жидкости обкладочные листы для детских подгузников имели высокую степень мягкости и гладкости, поскольку кожа ребенка является чувствительной, и, кроме того, не защищена волосами. Более того, для защитных средств для страдающих недержанием, особенно того вида, который используют пожилые люди, обычно прикованные к постели, весьма важно, чтобы обкладочный слой, который находится в непосредственной близости к пользователю, не раздражал кожу, поскольку для заживления ран, которые могут возникать, требуется продолжительное время.
В соответствии с одним вариантом осуществления проницаемый для жидкости обкладочный лист содержит, по меньшей мере, два слоя материала. Одно преимущество, связанное с дополнительным слоем материала, который расположен между абсорбирующим вкладышем в абсорбирующем изделии и верхним слоем материала, расположенным в непосредственной близости к пользователю, заключается в том, что такой слой может предотвращать растекание сверхабсорбирующих частиц или гранул, которые могут освобождаться из абсорбирующей структуры, еще дальше из изделия. В дополнение к тому факту, что уменьшенное количество сверхабсорбирующего материала будет приводить к более низкой абсорбционной способности абсорбирующей структуры, гранулы могут, кроме того, вызывать раздражение кожи, когда они приходят в непосредственное соприкосновение с кожей. Дополнительный слой материала будет также скрывать жидкость, которая впиталась в изделие, в результате чего визуально, например, менструальная кровь на гигиенической прокладке не является настолько бросающейся в глаза, как при использовании одного слоя материала.
В еще одном варианте осуществления проницаемый для жидкости обкладочный лист, изготовленный в соответствии с изобретением, содержит первый слой материала и второй слой материала, при этом второй слой материала выполнен более гидрофильным, чем первый слой материала. Преимущество, связанное с таким вариантом осуществления, заключается в том, что второй слой материала, который выполнен более гидрофильным, будет абсорбировать жидкость из первого слоя материала и тем самым улучшать степень сухости обкладки. Кроме того, второй слой материала, который выполнен более гидрофильным, будет действовать как капиллярный слой, дающий в результате более равномерное распределение жидкости в абсорбирующем вкладыше, расположенном внутри обкладки. Кроме того, распределяющий жидкость слой делает возможным достижение более высокого уровня использования абсорбционной способности абсорбирующего вкладыша, что уменьшает опасность утечки жидкости.
В соответствии с одним вариантом осуществления второй слой материала выполнен неперфорированным. Преимущество, связанное с неперфорированным вторым слоем материала заключается в том, что неперфорированный слой повышает прочность на растяжение обкладочного листа. Высокая прочность на растяжение обкладочного листа является существенной во время изготовления самого обкладочного листа, во время изготовления абсорбирующего изделия и, наконец, во время использования изготовленного изделия. Однако можно использовать второй слой материала, имеющий отверстия.
Кроме того, изобретение охватывает абсорбирующее изделие, такое как гигиеническая прокладка, подгузник, защитное средство для страдающих недержанием и т.п., содержащее абсорбирующий вкладыш, заключенный в обкладку, при этом, по меньшей мере, часть обкладки состоит из проницаемого для жидкости обкладочного листа. Обкладочный лист отличается тем, что он имеет, по существу, двумерную плоскую структуру. В дополнение к этому обкладочный лист включает в себя, по меньшей мере, один слой материала, имеющего некоторое количество отверстий. Каждое из отверстий окружено, по существу, непроницаемой для жидкости кромкой, имеющей, по существу, гладкую пластичную поверхность в плоскости материала. Соответственно, материал является мягким и ощущается как ткань, и в то же самое время гладкие пластичные поверхности вокруг отверстий образуют материал, имеющий сходные свойства с перфорированной пластиковой пленкой в части способности сохранения высокой степени сухости.
Ниже изобретение будет описано более подробно со ссылками на варианты осуществления, показанные на приложенных чертежах, на которых:
фиг. 1а и lb показывают разрезы установки, которую используют при изготовлении обкладочных листов в соответствии с изобретением,
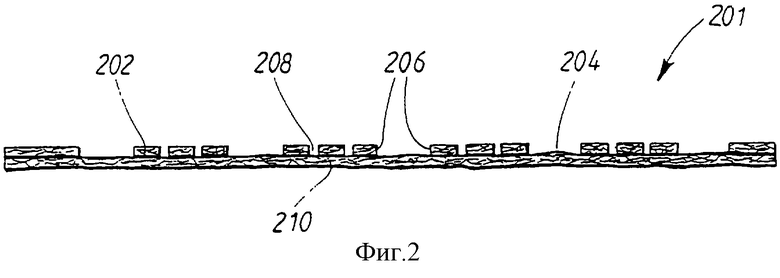
фиг. 2 - поперечное сечение листа, изготовленного в соответствии с изобретением,
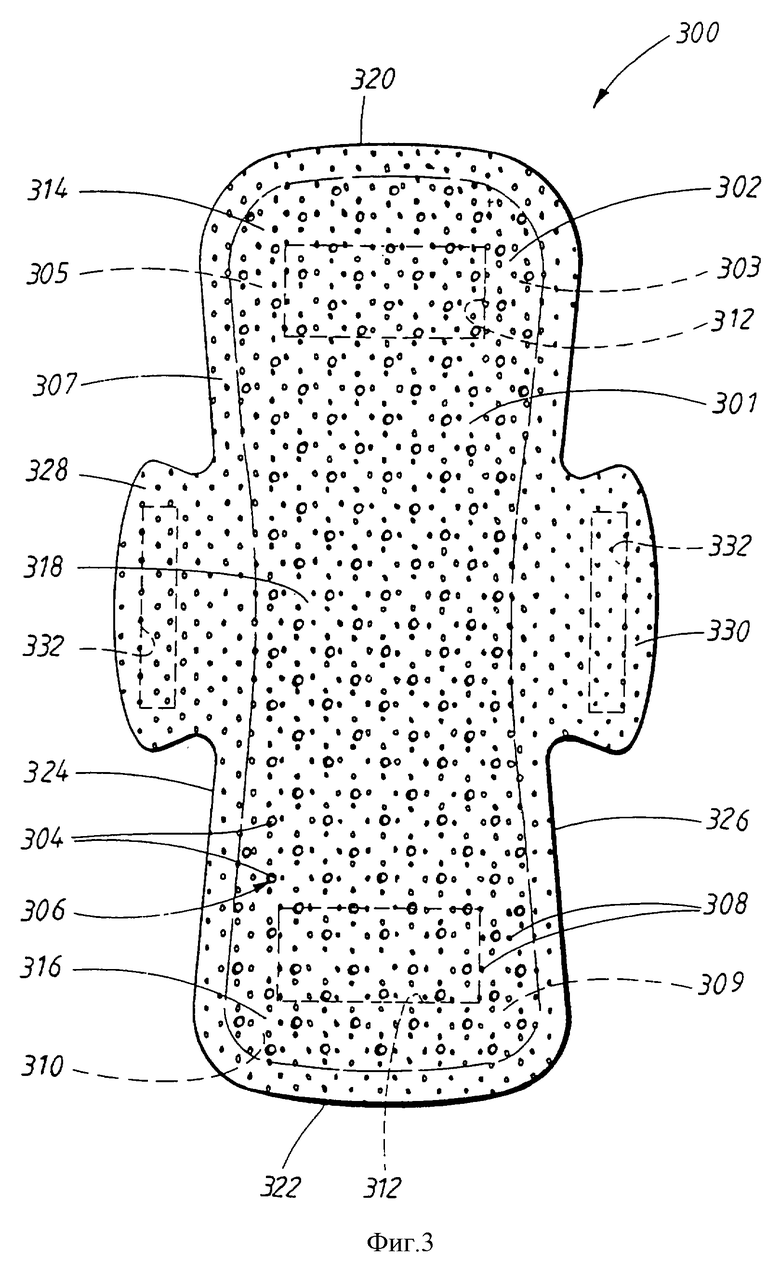
фиг.3 - гигиеническая прокладка, имеющая проницаемый для жидкости лист в соответствии с изобретением, показанная со стороны, которая при использовании предназначена для обращения к пользователю,
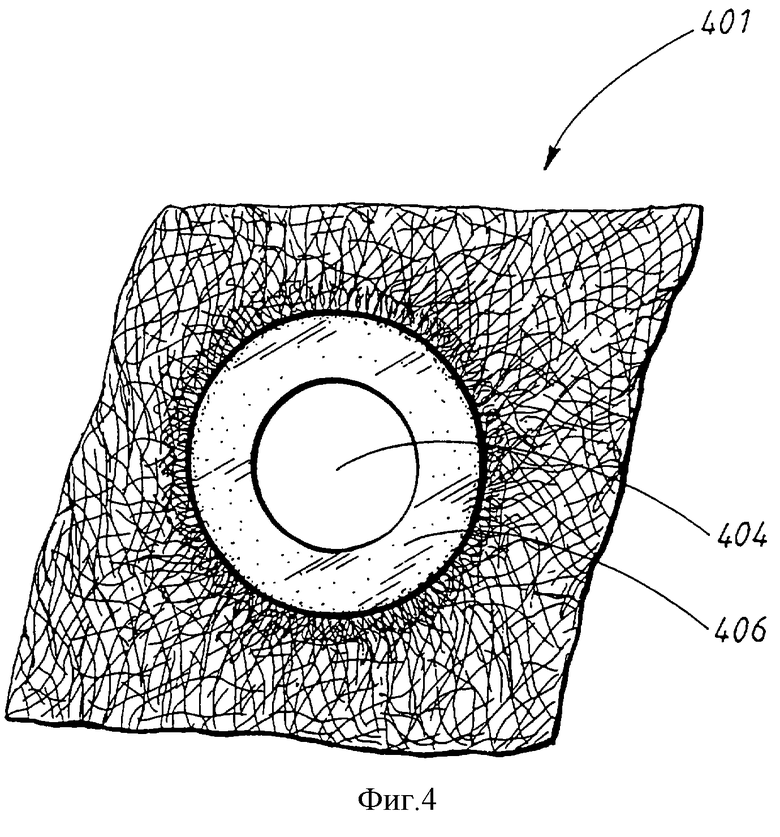
фиг. 4 - увеличенный вид кусочка обкладочного листа, имеющего отверстие, окруженное уплощенной кромкой материала.
Подробное описание предпочтительных вариантов осуществления изобретения.
На фигурах 1а и 1b схематично показаны два до некоторой степени различных способа изготовления проницаемых для жидкости материалов, предназначенных для использования в качестве проницаемых для жидкости обкладочных листов в абсорбирующих изделиях.
В способе изготовления, который показан на фиг.1а, ткань материала, представляющего собой текстильный материал 1, непрерывно подается между парой валков 3, 5, включающих в себя игольчатый валок 3 и опорный валок 5. Игольчатый валок имеет некоторое количество нагретых иголок 4, выступающих но радиусам из игольчатого валка 3, при этом иголки нагреваются посредством одного или нескольких электрических картриджей, которые расположены в цилиндрическом пространстве внутри игольчатого валка. Чтобы нагреть иголки 4, можно дополнительно подвергать игольчатый валок инфракрасному нагреву. Чтобы получить нужную температуру иголок 4, предпочтительно использовать сочетание указанных способов нагрева. Естественно, также можно использовать другие доступные способы, чтобы получить нужную температуру иголок 4. Текстильный материал 1 содержит волокна, имеющие волокнистую поверхность, которая, по меньшей мере, частично состоит из термопластического материала. Подходящими текстильными материалами, отвечающими требованиям, являются, например, нетканые материалы, полностью или частично состоящие из термопластических волокон, таких как полиэтиленовые или полипропиленовые, или из двухкомпонентных волокон, содержащих термопластический компонент. Хотя предпочтительны нетканые материалы, конечно, можно использовать другие виды текстильных материалов, такие как тканые, трикотажные или вязаные материалы.
Горячие иголки 4 нагревают до температуры, которая превышает температуру плавления термопластического компонента в текстильном материале 1. Когда текстильный материал проходит между игольчатым валком 3 и опорным валком 5, материал пробивается иголками 4, в результате чего термопластический компонент в материале 1 плавится в окрестности иголок 4. Текстильный материал 1 с отверстиями впоследствии проходит в зазор 7 между двумя сжимающими валками 8. Поскольку термопластический материал, окружающий отверстия в текстильном материале, является все еще горячим и поэтому находится в расплавленном или, по меньшей мере, в размягченном состоянии, каландрирование в зазоре 7 валков между сжимающими валками 8 приводит к созданию, по существу, гладкой, плоской, кольцевой пластичной поверхности, окружающей каждое отверстие в текстильном материале. Расплавленный или размягченный термопластический материал вдавливается и заполняет полости между любыми встречающимися нетермопластическими волокнами или волокнистыми компонентами в текстильном материале, в результате чего волокнистая структура вокруг отверстий исчезает. После прохождения между каландрирующими валками 8 образованный обкладочный материал 9 передается на охлаждение при комнатной температуре или охлаждается при температуре ниже комнатной температуры.
Путем образования непроницаемых для жидкости пластичных кромок, окружающих отверстия в обкладочном материале 9, создается запрет на перенос жидкости в направлении от кромок отверстий в волокнистые участки обкладочного материала, когда обкладочный материал 9 используют в качестве проницаемого дли жидкости обкладочного слоя в абсорбирующем изделии.
На фиг.1b показан процесс изготовления обкладочного материала 10, который в отличие от листа материала 1, перфорируемого горячими иголками 4, расположенными на игольчатом валке 3, содержит второй проницаемый для жидкости лист материала 6.
В показанном примере все еще теплый лист текстильного материала входит в зазор 7 валков между двумя сжимающими валками 8 вместе со вторым листом материала 6. Когда термопластический компонент в перфорированном листе материала 1 доставляется после стадии сжатия на охлаждение, термопластический компонент затвердевает. Поэтому два листа материалов 1, 6 связываются друг с другом в обкладочный слоистый материал 10. Материал 6 второго листа в слоистом материале 10 может быть любого вида, пригодного для достижения результата, если только он проницаем для жидкости. Предпочтительными материалами являются нетканые материалы, перфорированные пластиковые пленки или сетки. Если второй лист материала 6 предназначен для обращения к абсорбирующему вкладышу в абсорбирующем изделии, для использования пригоден гидрофильный второй лист 6, который, предпочтительно, имеет большую гидрофильность, чем первый лист материала 1.
Конечно, способом, показанным на фиг.1b, можно изготавливать обкладочные слоистые материалы 10, содержащие больше двух слоев. Например, по одному листу материала можно поместить на каждой стороне перфорированного листа материала 1. Кроме того, два или более листов материала можно расположить на одной и той же стороне перфорированного листа материала 1. Однако в последнем случае необходимо, чтобы лист материала, который перфорируется горячими иголками, главным образом состоял из термопластического материала, что позволит иметь в распоряжении достаточное количество термопластического материала для обеспечения связывания листов материалов друг с другом. Число листов материалов, которые можно соединять друг с другом, зависит от доли термопластического материала в перфорированном текстильном листе материала, а также от толщины различных листов. Верхний предел для числа листов, которые можно связать друг с другом с помощью способа, показанного на фиг.1b, составляет примерно 4-5 слоев.
Кроме того, при использовании способов изготовления, показанных на фигурах 1а и 1b, между игольчатым валком 3 и опорным валком 5 можно пропустить два и более листов материала, по меньшей мере, один из которых включает в себя термопластический материал. Таким образом получают законченный обкладочный слоистый материал, имеющий, по меньшей мере, два перфорированных слоя материала.
На фиг. 2 показан обкладочный материал 201, состоящий из первого листа материала 202 и второго листа материала 210. Первый лист материала 202 перфорирован посредством горячих иголок так, как показано на фигурах 1а и 1b. Второй лист материала 210 раскатан вместе с первым листом материала на стадии сжатия, следующей за стадией перфорации, так, как показано на фиг.1b.
Различные слои, являющиеся частью обкладочного материала 201, могут быть неткаными материалами различных типов или составов. Нетканый материал придаст обкладочному материалу 201 мягкую приятную поверхность, которая не натирает или не раздражает иным образом кожу. Однако также можно использовать один или несколько слоев пластиковой пленки, сетчатого материала и т.п. Лист материала 202 с отверстиями содержит, по меньшей мере, один термоплавкий компонент, который может присутствовать в виде законченных волокон, в виде частного компонента в так называемом двухкомпонентном волокне или в виде пленочного материала. Подходящими термоплавкими материалами для этой цели являются полиэтилен, полипропилен или полиэфир. Термоплавкий компонент составляет, по меньшей мере, 55% по массе текстильного материала в пределах, по крайней мере, перфорированного участка. Предпочтительно, термоплавкий компонент составляет, по меньшей мере, 70% по массе текстильного материала. Кроме того, возможно, чтобы лист материала 202 состоял исключительно из термопластического материала. Лист материала 202 имеет некоторое количество сквозных отверстий 204, 208. Отверстия 204, 208 имеют два взаимно различных размера отверстий. Большие отверстия 204 присутствуют, предпочтительно, в меньшем количестве, а меньшие отверстия 208 имеются, предпочтительно, в большем количестве. Отверстия, имеющие два взаимно различных размера отверстий, образованы при проникновении горячих иголок, имеющих две различные толщины, в лист материала 202. При этом температура иголок превышает температуру плавления термоплавкого компонента в листе материала 202. Вследствие достаточно высокой доли материала, который расплавляется в результате проникновения сквозь обкладочный слой, законченный материал имеет, по существу, непроницаемую для жидкости кромку 206, окружающую каждое отверстие. Непроницаемая для жидкости кромка 206 повышает прочность на растяжение обкладочного слоя и предотвращает растекание жидкости за пределы кромки 206 на поверхность обкладочного слоя 201. Существование барьера для жидкости обусловлено тем фактом, что вокруг отверстий отсутствуют свободные концы волокон, которые могут захватывать жидкость и отводить ее с помощью капиллярного эффекта в неподходящем направлении на расстояние от отверстия 204.
Гигиеническая прокладка 300, показанная на фиг.3, содержит первый проницаемый для жидкости обкладочный слой 301 в соответствии с изобретением, непроницаемый для жидкости обкладочный слой 303 и абсорбирующий вкладыш 305, заключенный между обкладочными слоями 301, 303. Непроницаемый для жидкости обкладочный слой 303 может состоять из непроницаемой для жидкости пластиковой пленки, листа нетканого материала, покрытого материалом, представляющим барьер для жидкости, или некоторым другим гибким листом материала, который препятствует проникновению жидкости. Обычно выгодно, если непроницаемый для жидкости обкладочный слой 303 имеет определенную степень воздухопроницаемости, т.е. обеспечивает возможность прохождения водяного пара. Два обкладочных слоя 301, 303 имеют несколько большую протяженность в плоскости, чем абсорбирующий вкладыш 305, и продолжаются на некоторое расстояние за пределами краев абсорбирующего вкладыша 305 вокруг всего его периметра. Обкладочные слои 301, 303 соединены друг с другом в пределах протяженных участков 307 посредством, например, склеивания или сварки нагревом или ультразвуком.
Обычно абсорбирующий вкладыш 305 образуют из одного или из нескольких слоев целлюлозных волокон, например, из измельченной целлюлозы. Пример абсорбирующей структуры, которая пригодна для этой цели, имеется в Международной заявке WO 94/10956, в которой описан абсорбирующий материал, отрезаемый от ткани материала без предшествующих стадий разделения на волокна и образования мата. Материал повышает степень сухости получающегося в результате изделия, что является особым преимуществом, когда проницаемый для жидкости обкладочный слой 301 имеет текстильный лист материала, прилегающий к пользователю. Высокая абсорбционная способность означает эффективный сток жидкости из верхних слоев материала.
В дополнение к целлюлозным волокнам абсорбционный вкладыш 305 может также содержать сверхабсорбирующий материал, т.е. материал в виде волокон, частиц, гранул, пленок и т.п., который обладает способностью абсорбировать жидкость в количестве, которое в несколько раз больше массы самого сверхабсорбирующего материала. Сверхабсорбирующий материал связывает абсорбированную жидкость и образует жидкий гель. Абсорбирующий вкладыш 305 может также содержать связующие вещества, стабилизирующие форму компоненты и т.п. Кроме того, можно использовать дополнительные абсорбирующие слои, такие как фитильные вставки или слои материалов, которые улучшают абсорбционные характеристики. Абсорбирующий вкладыш 305 можно химически или физически обработать, чтобы изменить абсорбционные характеристики. Например, просто создать сжатые области в абсорбирующем слое, чтобы управлять потоком жидкости в абсорбирующем вкладыше 305. Кроме того, можно использовать другие виды абсорбирующих материалов, сами по себе или в сочетании с целлюлозными волокнами и сверхабсорбирующим материалом. Примерами некоторых полезных абсорбирующих материалов являются абсорбирующие нетканые материалы, вспененные материалы и т.п.
На наружной стороне непроницаемого для жидкости обкладочного слоя 303 образованы застежечные средства в виде двух зон 312 самоклеящегося клея. До использования клейкие зоны 312, предпочтительно, покрыты удаляемыми защитными полосками из разделительной мелованной бумаги или из пластиковой пленки, которые не показаны на фиг.3. Конечно, возможно иное количество клеящих структур, чем то, которое показано, так же, как и возможны другие виды застежечных средств, такие как поверхности типа крючок и петля, кнопки, пояски, специальные трусы т.п. Гигиеническую прокладку вида, показанного на фиг.3, при использовании закрепляют внутри обычной пары трусов. Естественно, застежечное средство должно быть того вида, который обеспечивает возможность удаления гигиенической прокладки из трусов без их повреждения.
Гигиенической прокладке 300 придана форма песочных часов с несколько более широкими концевыми участками 314, 316 и с несколько более узким промежностным участком 318, расположенным между концевыми участками 314, 316. Промежностный участок 318 представляет собой участок гигиенической прокладки, который предназначен для размещения в промежности пользователя во время использования и служит в качестве приемной поверхности для выделений организма, выпускаемых в гигиеническую прокладку. Кроме того, гигиеническая прокладка имеет два вытянутых в поперечном направлении концевых края 320, 322 и два вытянутых в продольном направлении боковых края 324, 326, проходящих между концевыми краями 320, 322.
В показанных примерах гигиеническая прокладка дополнительно снабжена застежечными крылышками 328, 330, которые образованы из двух обкладочных слоев 301, 303 и которые вытянуты на промежностном участке 318 от боковых краев 324, 326 гигиенической прокладки 300. Застежечные крылышки 328, 330 предназначены для загибания вокруг кромок штанин трусов пользователя во время использования гигиенической прокладки и должны прикрепляться к наружной стороне трусов. С этой целью застежечные крылышки 328, 330 снабжены специальными застежечными средствами 332, которые могут быть выбраны таким же образом, как и застежечные средства 312 на непроницаемом для жидкости обкладочном слое 303.
Проницаемый для жидкости обкладочный слой 301 состоит из первого слоя материала 302 и второго слоя материала 310. Первый слой материала 302 имеет некоторое количество сквозных отверстий 304, 308. Отверстия 304, 308 имеют два различных размера отверстий. Предпочтительно, количество больших отверстий меньше, чем количество меньших отверстий 308. Меньшие отверстия 308 равномерно распределены по всей поверхности обкладочного слоя 301. Кроме того, участок первого слоя материала 302, который покрывает абсорбирующий вкладыш 305 по внутренней стороне обкладочного слоя, также имеет большие отверстия 304, равномерно распределенные на этом участке. Следовательно, первый слой материала 301 имеет как большие, так и малые отверстия 304, 308 на внутренней стороне в пределах всего того участка гигиенической прокладки, на котором имеется абсорбирующий вкладыш 305, и только малые отверстия в пределах остальных участков поверхности обкладочного слоя 301. Конечно, также можно использовать первый слой материала, имеющий отверстия только одного размера или отверстия более чем двух размеров.
Первый слой материала 302 состоит из текстильного материала, который во время использования гигиенической прокладки подразумевается находящимся в соприкосновении с телом пользователя. Слой материала 302 состоит, по меньшей мере, частично из материала, который является термоплавким. Термоплавкий материал во время образования отверстий 304 в слое материала 302 расплавляется в области, ближайшей к каждому отверстию 304. Расплавленный материал до затвердевания проходит через, по меньшей мере, один зазор валков так, что термоплавкий компонент, наиболее близкий к отверстиям, сглаживается, вследствие чего материал, окружающий отверстия, приобретает сглаженную пластичную поверхность в плоскости материала. Непрерывная пластичная поверхность, окружающая отверстия, образует, по существу, полностью непроницаемую для жидкости кромку вокруг всей окружности отверстия 304. Кроме того, как указывалось ранее, непрерывная кромка 306 повышает прочность на растяжение обкладочного материала 301. В дополнение к этому кромка 306 предотвращает распространение жидкости из отверстий в обкладочный слой 302. Взамен этого выделения организма, которые проникают в гигиеническую прокладку 300, проходят вниз через слой материала 302 с отверстиями ко второму слою материала 310 и затем дальше вниз в абсорбирующий вкладыш 305, который находится на внутренней стороне этого слоя. Кроме того, опасность того, что кромки отверстий будут ощущаться как натирающие кожу, уменьшается, поскольку слой материала 302 был пропущен через зазор валков.
Второй слой материала 310 проницаемого для жидкости обкладочного слоя 302 расположен на внутренней стороне первого слоя материала 302. Соответственно, второй слой материала 310 расположен между первым слоем материала 302 и абсорбирующим вкладышем 305 гигиенической прокладки. Второй слой материала 310 состоит из материала, который является более гидрофильным, чем первый слой материала 302, в результате чего перенос жидкости будет происходить в направлении к абсорбирующему вкладышу 305 гигиенической прокладки. Некоторыми примерами подходящих материалов для второго слоя материала 310 являются различные виды нетканых материалов, целлюлозные слои, полученные способами воздушной и мокрой укладки, ватины различных видов, вспененные материалы и т.п. Кроме того, возможно, чтобы второй слой материала был слоистым, состоящим, например, из слоя воздушной целлюлозы и слоя термоволокон. Второй слой материала может также быть слоистым, состоящим из целлюлозного слоя и термоскрепленного или связанного латексным клеем нетканого материала. Кроме того, в качестве второго слоя материала 310 также можно использовать другие слоистые материалы или так называемые комбинационные материалы.
Чтобы способствовать передаче жидкости между проницаемым для жидкости обкладочным слоем 301 и абсорбирующим вкладышем 305, считается подходящим расположение второго слоя материала 310 в непосредственном контакте с абсорбирующим вкладышем 305. Предпочтительно, слой материала 310 присоединяют к абсорбирующему вкладышу 305 путем склеивания, сварки, сшивания или аналогичным способом. Кроме того, возможно, чтобы обкладочный слой 301 гигиенической прокладки состоял только из одного слоя материала, т.е. из первого слоя материала 302, который в этом случае находится в непосредственном контакте с абсорбирующим вкладышем 305.
На фиг. 4 в существенно увеличенном виде показано изображение отверстия 404 в кусочке обкладочного материала 401. Очевидно, что материал, окружающий отверстие 404 и образующий непроницаемую для жидкости кромку 406, после плавления и прокатки существует в виде, по существу, плоской гладкой поверхности. Когда материал плавится вокруг отверстий, его волокнистая структура утрачивается, и последующая прокатка вызывает образование непроницаемой для жидкости кромки со свойством, сравнимым со свойством пластиковой пленки.
Изобретение не должно рассматриваться как ограниченное описанными здесь вариантами осуществления. Соответственно, некоторое количество дополнительных вариантов и модификаций возможно в рамках объема приложенной формулы изобретения.
Кроме того, подразумевается, что изобретение охватывает все возможные комбинации описанных вариантов осуществления.
Изобретение относится к медицине, в частности к способу изготовления проницаемого для жидкости обкладочного листа для абсорбирующего изделия, такого как подгузник, гигиеническая прокладка, защитное средство для страдающих недержанием и тому подобное, в котором нагретые иголки приводят в действие при проникновении сквозь лист текстильного материала, содержащего, по меньшей мере, один термопластический компонент, в результате чего термопластический компонент, находящийся в непосредственной близости к иголкам, расплавляется, после чего иголки удаляют, а нагретый материал пропускают через, по меньшей мере, один зазор валков так, что термопластический компонент в непосредственной близости к окружностям отверстий сглаживается до, по существу, гладкой поверхности материала вокруг отверстий, а вслед за этим термопластический компонент доставляют на затвердевание. Кроме того, изобретение касается обкладочного листа с отверстиями для абсорбирующего изделия, изготовленного в соответствии со способом, и абсорбирующего изделия, снабженного обкладочным листом, изготовленным в соответствии со способом. Проницаемый для жидкости верхний лист для абсорбирующего изделия является мягким и удобным для кожи и имеет высокую сухость поверхности. 3 с. и 9 з.п.ф-лы, 4 ил.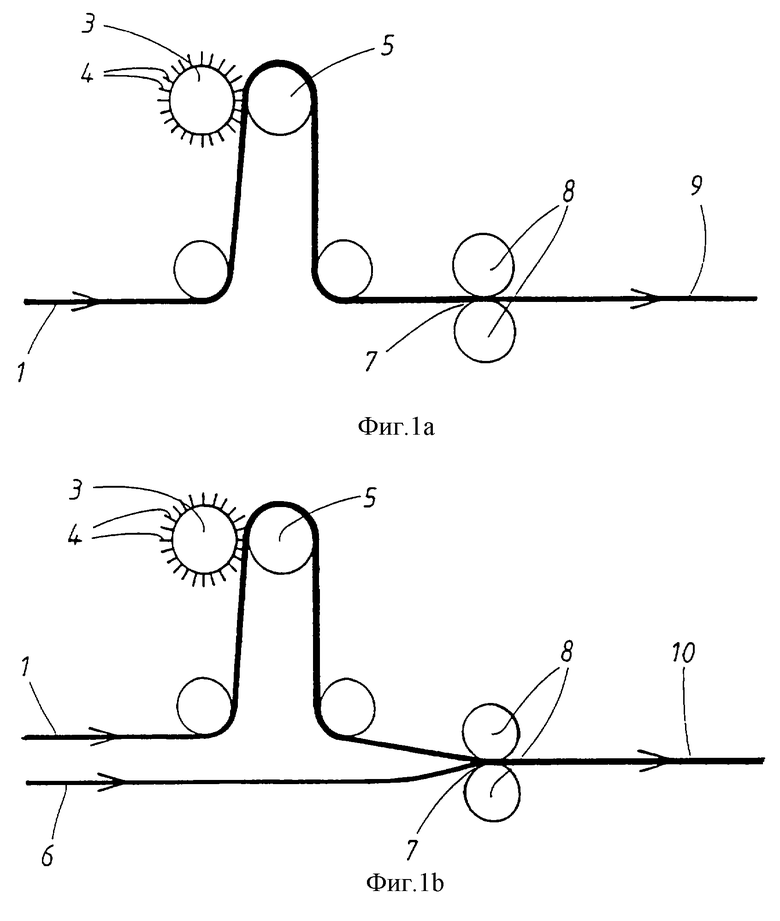
| US 4690679 А, 01.09.1987 | |||
| УКЛАДОЧНАЯ ГОЛОВКА ДЛЯ АВТОМАТИЧЕСКОЙ УСТАНОВКИ НАВЕСНЫХ ДЕТАЛЕЙ НА ПЕЧАТНЫЕ НЛАТЫ | 0 |
|
SU165807A1 |
| RU 94014632 А1, 10.03.1996 | |||
| US 4634440 А, 06.01.1987. | |||

