Изобретение относится к резинотехнической и нефтехимической промышленности и может быть использовано преимущественно в коммунальном и водоканализационном хозяйствах для перекрытия водопроводных и канализационных труб.
Известен способ изготовления резинокордных оболочек по SU 499424 А. Способ изготовления по SU 499424 А включает сборку оболочки путем наложения слоев корда на предварительно надутую гермокамеру с последующим заворачиванием корда вокруг бобышек на гермокамере и выворачиванием на гермокамеру.
Недостатком способа является неравномерное распределение нитей в торцовой части оболочек и хаотичное расположение нитей в зоне оси оболочки, что приводит к снижению прочности и долговечности изделия в целом, а также отсюда - к невозможности сборки изделий с относительно большим диаметром.
Техническим результатом изобретения является повышение качества, производительности и расширение диапазона применения устройства для перекрытия трубопроводов и канализационных труб. Это достигается тем, что для перекрытия трубопровода производят послойную сборку оболочки из покровного и герметизирующего материала с последующей вулканизацией. При этом сборку оболочки и вулканизацию производят поэтапно, вначале оболочку собирают в развернутом виде, например, в пресс-форме, после чего ее вынимают из пресс-формы, сворачивают оболочку в несколько слоев вдоль продольной оси, фиксируют и довулканизовывают, преимущественно в вулканизационном котле. Подвулканизацию осуществляют преимущественно в течение 45-50% от полного времени необходимой вулканизации, например, в пресс-форме, а сворачивание оболочки с приданием ей полосной конструкции, например, вида спирали производят вне пресс-формы с фиксацией преимущественно бинтом, причем контроль поэтапной вулканизации производят по времени с сохранением общих параметров по температуре одинаковыми в обоих циклах вулканизации.
При изготовлении устройства осуществляют следующие операции:
- собранную оболочку из кордного каркаса, покровного и герметизирующих слоев размещают в пресс-форму или на жесткий дорн и производят подвулканизацию 45-50% по времени от полного технологического цикла;
- подвулканизацию производят над распрямленной оболочкой (развернутой оболочкой);
- оболочку вынимают из пресс-формы или снимают с дорна;
- оболочку укладывают, например в виде спирали, в одной плоскости и фиксируют, например при помощи бинта;
- оболочку подвергают окончательной вулканизации (довулканизовывают), например, в вулканизационном котле.
Контроль по первоначальной (предварительной) подвулканизации и довулканизации осуществляют по времени, сохраняя параметры температуры одинаковыми в обоих циклах вулканизации.
Таким образом, способ изготовления оболочки включает сборку оболочки, с поэтапной ее вулканизацией, причем придание рабочей компактной формы производят после предварительной вулканизации с фиксированием, например, с помощью бинта, а контроль предварительной и окончательной вулканизации осуществляют по времени с соблюдением равенства всех остальных параметров вулканизации.
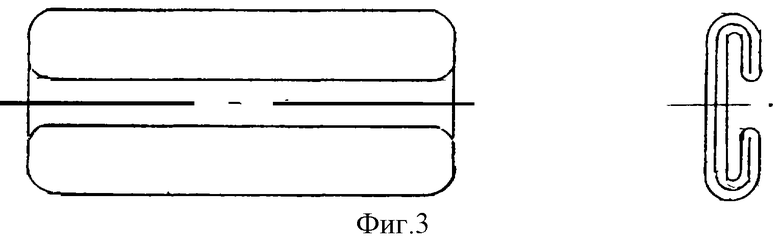
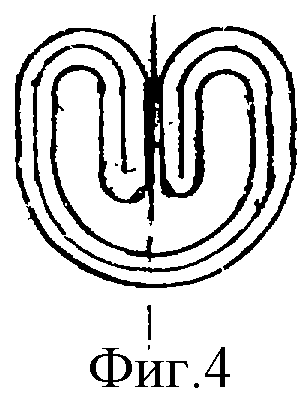
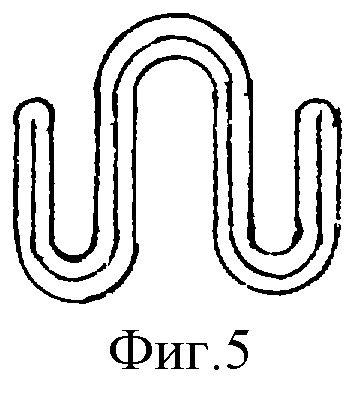
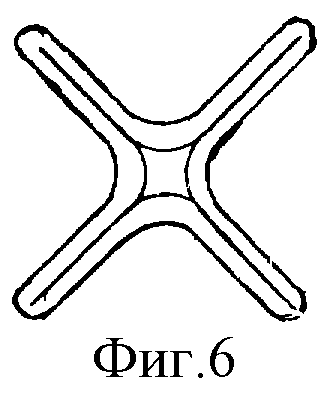
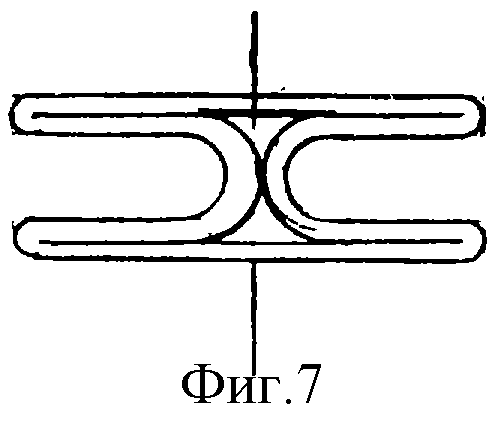
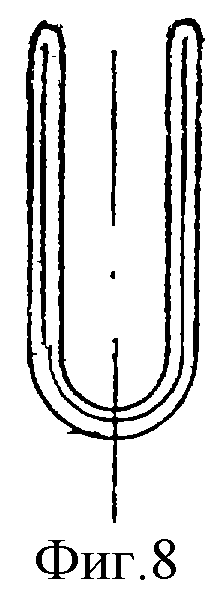
Изобретение поясняется чертежами, где на фиг.1-2 - оболочка в развернутом типовом виде, в частности в виде цилиндра, где 1 - герметизирующий слой, 2 - два армирующих слоя силового каркаса из корда, 3 - покровный резиновый слой, 4 - штуцер. На фиг.3-9 - оболочка разного вида послойного исполнения, полученная из исходной различным расположением стенки относительно оси.
В водопровод или канализационную трубу - для запирания ее - вводят устройство, которое в свободном состоянии имеет вид одной или нескольких скаток - без подачи внутреннего давления, и подают через штуцер давление от источника.
Под давлением оболочка раздувается и перекрывает трубу. Труба ниже перекрытия автоматически осушается и производятся соответствующие ремонтные работы.
Способ изготовления устройства позволяет качественно и надежно фиксировать свернутую в несколько слоев оболочку с приданием ей различных форм из исходной развернутой оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2365506C2 |
| РЕЗИНОКОРДНАЯ ОБОЛОЧКА И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2240465C2 |
| ЭЛАСТИЧНАЯ ОБОЛОЧКА И СПОСОБ ЕЕ УСТАНОВКИ В ТРУБОПРОВОДЕ | 2005 |
|
RU2285191C1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| РЕЗИНОКОРДНАЯ ОБОЛОЧКА ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ | 2005 |
|
RU2273788C1 |
| ОГНЕСТОЙКАЯ ПОЛИМЕРНАЯ КОМПОЗИЦИЯ | 2006 |
|
RU2333226C2 |
| ЭЛАСТИЧНАЯ ОБОЛОЧКА И СПОСОБ ЕЕ УСТАНОВКИ В ТРУБОПРОВОДЕ | 2005 |
|
RU2297571C2 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ | 2005 |
|
RU2277661C1 |
| РЕЗИНОКОРДНЫЙ КОМПЕНСАЦИОННЫЙ ПАТРУБОК-ЗАДВИЖКА | 2005 |
|
RU2282769C1 |
| ЭЛАСТИЧНАЯ ОБОЛОЧКА ДЛЯ ГЕРМЕТИЗАЦИИ ТРУБОПРОВОДОВ | 2009 |
|
RU2397403C1 |


Изобретение относится к резинотехнической промышленности и может быть использовано в коммунальном и водоканализационном хозяйстве для перекрытия водопроводных и канализационных труб. Технический результатом изобретения является повышение качества, производительности. Способ изготовления устройства заключается в послойной сборке оболочки из покровного и герметизирующего материалов с поэтапной вулканизацией, вначале оболочку собирают в развернутом виде и производят ее подвулканизацию в развернутом виде, например, в пресс-форме, после чего ее вынимают из нее, сворачивают в несколько слоев вдоль продольной оси, фиксируют и довулканизовывают преимущественно в вулканизационном котле. 1 з.п.ф-лы, 9 ил.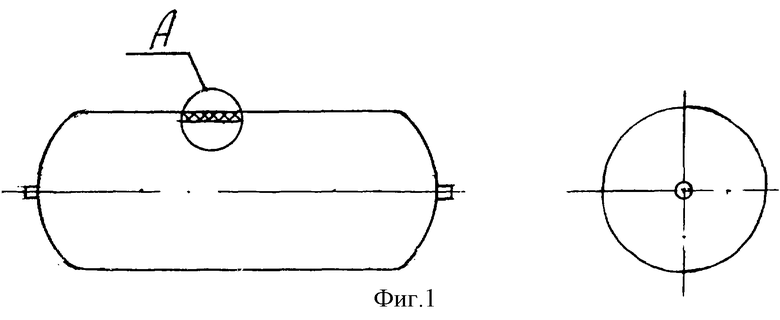
| Упругий элемент | 1974 |
|
SU499424A1 |
| ЗАГЛУШАЮЩЕЕ РЕЗИНОКОРДНОЕ УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ТРУБОПРОВОДОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2037727C1 |
| DE 3715645 А1, 24.11.1988 | |||
| DE 3810515 А1, 19.10.1989. | |||

