Изобретение относится к области получения металлических композиционных материалов на основе цветных металлов и сплавов и может быть использовано в электротехнике, электронике, машиностроительной, приборостроительной и других отраслях промышленности.
Известен способ получения металлического композита (заявка Японии 5-49731, кл. С 22 С 1/09, 1/00, 1/10, В 22 D 19/04, 1993), в котором смесь 60-80 об. % тонкого порошка алюминия или его сплава, 1-10 об.% тонкого порошка никеля, кобальта и/или их сплава, 1-10 об.% тонкого порошка титана или его сплава (общее содержание указанных порошков 62-95 об.%) формуют, формовку погружают в жидкий легкий матричный металл (алюминий или его сплав, магний или его сплав), который пропитывает формовку практически без давления. Для способа характерна сложность изготовления армирующего компонента, включая получение металлических порошков, и его размещение в матричном компоненте, которым пропитывают армирующую формовку. Способ предназначен для получения композита одного элементного состава, и применение его для других составляющих композита проблематично, что сужает технологические возможности.
Известен также способ получения композиционного материала на основе магния (патент Российской Федерации 2031172, кл. С 22 С 1/09, В 22 D 19/14, 1995), в котором в расплав вводят дисперсные частицы из смеси α-модификации глинозема и оксида магния в соотношении (10-12):1, имеющие температуру расплава матрицы, и выдерживают при барботаже через расплав инертного газа в течение времени, в 8-10 раз превышающего время введения. К недостаткам способа следует отнести сложность введения армирующего компонента и возможные трудности при распределении в матрице при большой разнице в величинах плотности его и матричного компонентов. Последнее ограничивает применение способа.
В способе получения металлического композита, армированного волокном (заявка Японии 5-33291, кл. С 22 С 1/09, В 22 D 11/06, 19/14, 1993) в матричный металл или его сплав вводят практически нереакционноспособное армирующее волокно с диаметром менее 30 μм, стойкое при температуре выше температуры плавления матричного металла или сплава, и разбрызгивают смесь через сопло с внутренним диаметром менее 0,5 мм, подвергая ее быстрому затвердеванию. Способ также предполагает предварительное изготовление армирующего компонента и последующее введение его в расплав, что вместе с разбрызгиванием смеси при высокой температуре усложняет технологию и делает ее применимой для ограниченного числа металлов и сплавов.
Наиболее близким по технической сущности является способ получения композиционного материала Al2O3-Al-Si (заявка Японии 5-49732, кл. С 22 С 1/09, С 03 С 25/00, С 04 В 35/10, 1993), который получают напылением алюминия на поверхность волокна, содержащего SiO2 в качестве основного компонента, при этом алюминий вступает в реакцию с SiO2, содержащимся в волокне. Способ не свободен от недостатков, обусловленных тем, что предполагает предварительное изготовление армирующего компонента определенного состава, последующее размещение его в матричном компоненте и химическое взаимодействие с ним. Это несколько усложняет способ и делает его применимым лишь для изготовления ограниченного количества видов композиционных материалов.
Технический результат изобретения заключается в расширении технологических возможностей способа и упрощении процессов введения и распределения армирующего компонента в матрице.
Указанный технический результат достигается в способе получения композиционных материалов из армирующего и матричного компонентов напылением, в котором получение, введение в матричный компонент и распределение в нем дисперсного армирующего компонента производят одновременно с получением матричного компонента напылением на подготовленную поверхность чередующимися потоками частиц матричного и армирующего компонентов, обладающих энергией, достаточной при рекомбинации для формирования кристаллической решетки матричного и армирующего компонентов, изменение соотношения количества компонентов осуществляют изменением соотношения потоков распыленных матричного и армирующего компонентов, а полученный в виде пленки композиционный материал отделяют от поверхности.
Одновременное с изготовлением матрицы получение, введение и распределение в матрице дисперсного армирующего компонента позволяет исключить соответствующие операции при изготовлении металлического композиционного материала и значительно упростить технологию изготовления его.
Формирование композиционного материала чередующимися потоками распыленных частиц позволяет получать композит из различных металлов и материалов с разнообразными физическими и химическими свойствами, способствует исключению предварительных технологических операций по получению и введению армирующего компонента, что делает способ применимым для широкого круга металлов, сплавов, соединений и материалов, которые переведены в распыленное состояние. Это упрощает процесс формирования композита и расширяет технологические возможности способа при его применении. Кроме того, возможность получения и распределения в матрице армирующего компонента в ультрадисперсной форме позволяет получать качественно новые композиционные материалы, что также способствует достижению технического результата.
Использование для получения матричного и армирующего компонентов распыленных частиц, энергия которых достаточна при достижении поверхности для выстраивания кристаллической решетки, является основой создания собственно композиционного материала. Недостаток энергии частиц приведет к получению механической смеси матричного и армирующего компонентов в ультрадисперсном состоянии. Избыток энергии частиц приведет к оплавлению матричного компонента, нарушению распределения армирующего компонента в матрице из-за различия физических свойств и потребует дополнительных операций по обеспечению распределения армирующего компонента в матричном.
Напыление матричного и армирующего компонентов на подготовленную соответствующим образом для уменьшения адгезии полученного композита поверхность способствует отделению композиционного материала от поверхности. Это расширяет технологические возможности способа при распространении его на другие составляющие композита.
Изменение соотношения содержания матричного и армирующего компонентов изменением потоков распыленных составляющих упрощает процесс изменения содержания армирующего компонента в матрице в широких пределах, вплоть до превращения армирующего компонента в матричный, и расширяет технологические возможности способа.
Отделение композиционного материала от поверхности завершает способ получения собственно композита и делает применимым его для разнообразных составляющих и не привносит влияния свойств материала поверхности на свойства получаемого композита. Это также направлено на достижение технического результата.
Таким образом, предлагаемое изобретение позволяет значительно расширить технологические возможности при получении металлических пленочных композиционных материалов путем распространения на широкий круг составляющих и упростить процесс введения и распределения армирующего компонента в матрице. Об этом свидетельствуют результаты технологических испытаний, выполненных на установке, в которой матричный и армирующий компоненты переводят в распыленное состояние посредством двух магнетронов постоянного тока, поверхность для напыления композиционного материала выполнена из легированной стали высокого класса обработки. Чередование потоков распыленных матричного и армирующего компонентов организовано перемещением поверхности относительно потоков в определенном порядке.
Поддержание энергии распыленных частиц на уровне, достаточном для формирования кристаллической решетки армирующего и матричного компонентов, осуществляли изменением мощности, подводимой к магнетронам при распылении мишеней, и расстояния от распыляемой мишени до поверхности, на которой происходит формирование композита.
Пример 1. Композиционный материал, в котором матричным компонентом является свинец, а армирующим алюминий, получен напылением частицами, полученными распылением мишеней из соответствующих металлов при атомном соотношении чередующихся потоков частиц распыленного свинца к алюминию, равном 3,63. Введение и распределение армирующего компонента проведено во время формирования матричного. Подводимая к магнетронам мощность для распыления свинцовой мишени 129,6 Вт, алюминиевой 115,1 Вт, расстояние от мишеней до поверхности 40 мм. В качестве материала поверхности использован медьсодержащий сплав. Получен пленочный композиционный материал, содержащий 78,4 ат.% свинца и 21,6 ат.% алюминия толщиной 1,45 μм. Свинец и алюминий по данным рентгеноструктурного анализа представлены отдельными фазами (приведено на чертеже). Анализ выполнен до отделения композиционного материала от поверхности и поэтому на рентгенограмме присутствует медь. Композиционный материал на основе свинца с армирующим компонентом алюминием приобрел новое качество - при криогенных испытаниях установлено увеличение критической силы тока по сравнению с компактным свинцом более чем в 5•103 раз. Получение данного материала расплавлением составляющих не представляется возможным из-за расслоения расплава.
Пример 2. Композиционный материал, в котором матричным является алюминий, а армирующим свинец, получен при напылении соответствующих чередующихся потоков частиц при атомном соотношения алюминия к свинцу, равном 3,88. Введение и распределение армирующего компонента проведено во время формирования матричного. Подводимая к магнетронам мощность составила при распылении алюминия 430,2 Вт, свинца - 30,9 Вт, расстояние от алюминиевой мишени до поверхности 45 мм, свинцовой - 55 мм. После отделения от поверхности получен композиционный пленочный материал, содержащий 79,5 ат.% алюминия и 20,5 ат.% свинца, толщиной 0,9 μм. Алюминий и свинец представлены отдельными фазами. Полученный композиционный материал имеет более высокую (6,8 К) температуру перехода в сверхпроводящее состояние по сравнению с пленочным алюминием (5,8 К).
Пример 3. Композиционный материал, в котором матричным является свинец, а армирующим бериллий, получен при напылении соответствующих чередующихся потоков частиц при массовом соотношении свинца к бериллию, равном 17,34. Введение и распределение армирующего компонента проведено во время формирования матричного. Подводимая к магнетронам при распылении мишеней мощность составляла при распыленнии частиц бериллия 500 Вт, свинца - 150-200 Вт, расстояние до поверхности от бериллиевой мишени 35 мм, свинцовой - 55 мм. После отделения от поверхности получен пленочный композиционный материал, содержащий 5,45 мас.% бериллия, остальное свинец, толщиной 1,3 μм. Выполнить рентгеновский анализ композиционного материала свинец-бериллий не представилось возможным из-за малой интенсивности линий бериллия на фоне свинца вследствие весьма большой разницы атомных весов. Получение расплавлением несмешивающихся составляющих композиционных материалов из металлов, плотность которых отличается в 6,16 раз в условиях гравитационного поля Земли, не представляется возможным. Композиционный материал приобрел новое качество - повышение критического тока в сравнении с компактным свинцом составило (8-9)•102 раз.
Пример 4. Композиционный материал на основе алюминия с дисперсным армирующим компонентом из бериллия получен при напылении соответствующих чередующихся потоков частиц при атомном соотношении алюминия к бериллию, равном 11,5. Введение и распределение армирующего компонента проведено во время формирования матричного. Подводимая к магнетронам при распылении мишеней мощность составляла при распыленнии частиц бериллия 500 Вт, алюминия - 100 Вт, расстояние до поверхности от бериллиевой и алюминиевой мишеней составило 40 мм. После отделения от поверхности получен пленочный композиционный материал, содержащий 8,0 ат.% бериллия, остальное - алюминий, толщиной 20 μм. Композиционный пленочный материал на основе алюминия при армировании дисперсным бериллием изменил прочностные характеристики по сравнению с чистым алюминием по справочным данным: увеличение предела упругости в 6,3, модуля упругости в 3,1, предела прочности в 6,1 раза.
Приведенные таким образом примеры реализации способа и результаты, изложенные в них, свидетельствуют о простоте и эффективности введения и распределения армирующего компонента и возможности применения его для металлов, имеющих большие различия в свойствах, и может быть распространено на другие материалы, переведенные в распыленное состояние, что свидетельствует о расширении технологических возможностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ШИРОКУЮ ЛЕНТУ | 2001 |
|
RU2203979C2 |
| СПОСОБ ФОРМИРОВАНИЯ СВЕРХПРОВОДЯЩЕГО ПЛЕНОЧНОГО ПОКРЫТИЯ И ПРОВОДНИК НА ЕГО ОСНОВЕ | 2000 |
|
RU2199170C2 |
| СПОСОБ ЛЕГИРОВАНИЯ МЕТАЛЛОВ В ПЛЕНКАХ | 2004 |
|
RU2276206C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕРИЛЛИЕВОЙ И БЕРИЛЛИЙСОДЕРЖАЩЕЙ ФОЛЬГИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2194087C2 |
| СПОСОБ ПОЛУЧЕНИЯ БЕРИЛЛИЕВОЙ И БЕРИЛЛИЙСОДЕРЖАЩЕЙ ФОЛЬГИ | 2000 |
|
RU2188876C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ | 2001 |
|
RU2199111C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2002 |
|
RU2214476C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АНОДА ЭЛЕКТРОЛИТИЧЕСКОГО КОНДЕНСАТОРА ИЗ ТАНТАЛА | 2004 |
|
RU2271051C1 |
| УСТАНОВКА ДЛЯ НАПЫЛЕНИЯ ПОКРЫТИЙ | 2002 |
|
RU2214477C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛЕНОЧНОГО ПОКРЫТИЯ И МАГНЕТРОННОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2210619C2 |
Изобретение относится к области получения металлических композиционных материалов на основе цветных металлов и сплавов и может быть использовано в электротехнике, электронике, машиностроительной, приборостроительной и других отраслях промышленности. Способ включает получение матричного компонента одновременно с введением в матричный компонент и распределением в нем дисперсного армирующего компонента, производимое напылением на подготовленную поверхность чередующимися потоками частиц матричного и армирующего компонентов, обладающих энергией, достаточной при рекомбинации для формирования кристаллической решетки матричного и армирующего компонентов, изменение соотношения количества компонентов осуществляют изменением соотношения потоков распыленных матричного и армирующего компонентов, а полученный в виде пленки композиционный материал отделяют от поверхности. Технический результат изобретения заключается в расширении технологических возможностей способа и упрощении процессов введения и распределения армирующего компонента в матрице. 1 ил.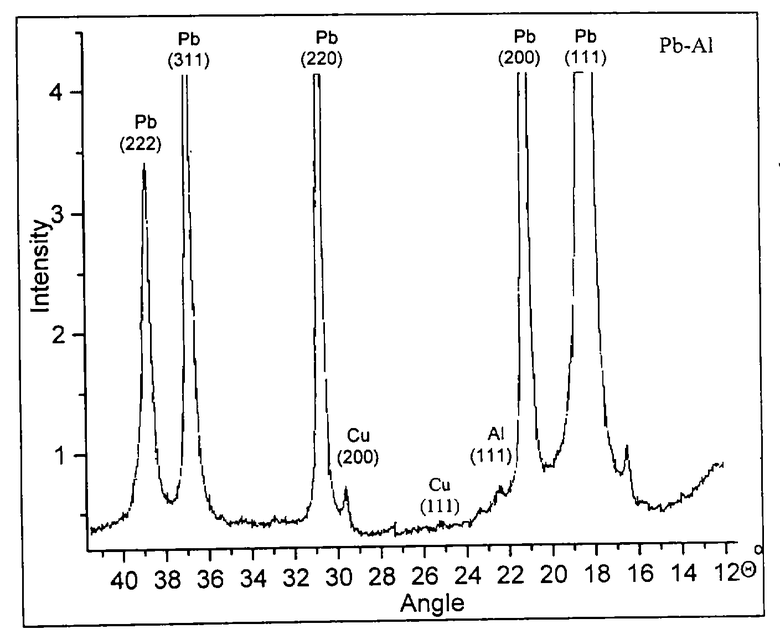
Способ получения композиционных материалов, состоящих из армирующего и матричного компонентов, напылением, отличающийся тем, что композиционный материал получают напылением на подложку чередующихся потоков частиц матричного и армирующего компонентов с энергией, достаточной при рекомбинации для формирования кристаллической решетки матричного и армирующего компонентов, при этом изменение соотношения количества компонентов осуществляют изменением соотношения потоков распыленных матричного и армирующего компонентов, а полученный в виде пленки композиционный материал отделяют от подложки.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПЕЧЕННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ МЕДИ | 1997 |
|
RU2112068C1 |
| СПОСОБ ПОЛУЧЕНИЯ НИКЕЛЕВОГО ПОКРЫТИЯ НА МАТЕРИАЛАХ ИЗ УГЛЕРОДНЫХ ВОЛОКОН | 1993 |
|
RU2063461C1 |

