Изобретение относится к порошковой металлургии, в частности к спеченным композиционным материалам на основе меди, предназначенных для изготовления деталей антифрикционного назначения, работающих в условиях смазки и полусухого трения.
Известны спеченные изделия с использованием алюминиевой бронзы [1, 2], в частности состава 7 - 8 мас.% алюминия, медь - остальное [3]. Достижение высоких механических свойств таких материалов возможно при условии их высокой плотности и гомогенности состава. Выполнение этих условий требует высоких температур спекания, что в свою очередь вызывает значительные объемные изменения спекаемого материала. Это противоречит технологическому решению сохранения размеров спекаемых изделий.
Известен материал состава [4] , мас.%: Al - 10 - 12; Fe - 6 - 8; Cu - остальное. Для этого материала характерны высокая твердость, но низкая пластичность. Прессованные изделия из таких материалов испытывают значительный рост при спекании, тем больший, чем выше в исходной смеси концентрация алюминия и железа. Введение меньшего количества легирующих добавок [5] несколько снижает рост спекаемых изделий, но пластичность таких материалов остается низкой.
Дело в том, что рост прессовок из такого материала обусловлен, в частности и тем, что алюминий, взаимодействуя с частицами железа при спекании, вызывает их рост. Увеличиваясь в размерах, частицы раздвигают прилегающие области и тем самым вызывают расширение всего образца, одновременно препятствуя усадке за счет повышения вязкости спекаемого материала. Кроме того, формирующийся на частицах железа интерметаллидный слой обладает большой дефектностью, что снижает пластичность и несущую способность материала. Действительно, известно [6], что диффузия алюминия в железо носит униполярный характер и приводит к образованию на частицах последнего твердого и хрупкого интерметаллидного слоя, содержащего большое количество трещин. Таким образом, материал, содержащий такие дефектные частицы, будет и сам обладать пониженной пластичностью под нагрузкой.
Таким образом, для повышения износостойкости при одновременном снижении себестоимости спеченной алюминиевой бронзы целесообразно вводить в нее как можно больше твердых и дешевых частиц наполнителя, а с другой стороны, наличие дефектов на границе матрица - наполнитель снижает пластичность и несущую способность изделий из такого материала и тем значительнее, чем больше концентрация подобных частиц в сплаве. Так, например, известен спеченный материал на основе марганцовистой бронзы БрМг4, где в качестве наполнителя использовались активированные в аттриторе порошки меди ПМС-1 и(или) стружковых отходов бронзы БрА9ЖЗЛ без или с добавлением ферромарганца [7]. Общее содержание добавок в описанных сплавах достигало 18 мас.%. Обнаружено отрицательное влияние алюминия на механические, а железа на триботехнические свойства спеченных сплавов на основе меди. Причиной низких механических свойств являются хрупкие, содержащие алюминий, фазы на границах зерен [6].
Наиболее близким к изобретению по технической сущности и достигаемому результату является спеченный материал антифрикционного назначения на основе БрМц4, содержащий дополнительно молотых в аттриторе 4 мас.% стружковых отходов бронзы БрА9ЖЗЛ и 11 мас.% меди марки ПМС-1 [8].
Основным недостатком известного материала является то, что при его получении для улучшения спекаемости используются добавки, подвергнутые активированию и измельчению путем аттриторного помола. Это длительная и энергоемкая операция существенно удорожает используемые добавки, а следовательно, и конечную продукцию, что ограничивает их разумное количество при введении в спекаемый материал. Кроме того, по изложенным причинам отказались от использования в качестве легирующей добавки легкого и дешевого алюминия [8], что также сказалось на цене и плотности спеченного материала. Отметим также, что в отсутствии алюминия данный материал претерпевает значительную усадку при спекании, а это затрудняет дальнейшее применение операции калибрования с целью стабилизации размеров полученных из него изделий.
Сущность изобретения заключается в следующем. Для сохранения размеров, а также повышения твердости и износостойкости спеченных изделий из алюминиевой бронзы в нее добавляют инертные твердые частицы или волокна. Введение значительного количества таких добавок приводит к возникновению ряда трудностей технологического характера на стадии получения и резкому падению пластичности спеченного материала.
В частности из-за наличия большого числа твердых частиц для формования изделий из подобных смесей требуется повышенное давление, а также наблюдается повышенный износ прессового инструмента, что сказывается на себестоимости конечной продукции. Кроме того, трудно добиться равномерного распределения материала добавок в матрице.
Наилучшим решением обозначенной проблемы должно являться введение в спекаемую смесь частиц, близких по составу к материалу матрицы, что должно обеспечить хорошую адгезию на границе матрица - наполнитель и тем самым повысить пластичность и прочность полученного материала.
Техническим результатом является сохранение формы и размеров изделий из спеченного композиционного материала на основе меди при одновременном снижении их себестоимости и сохранении антифрикционных свойств.
Указанный технический результат при осуществлении изобретения достигается тем, что композиционный материал на основе меди имеет следующий состав, мас.%:
Cu+Al - 30 - 70
Медная проволока - 30 - 70
причем порошки Cu и Al вводят в соотношении 91 : 9.
Выбор содержания алюминия в данном материале обусловлен тем, что при большем его содержании в смеси диффузионное взаимодействие с медью приводит к появлению на границах зерен хрупкой β-фазы [6]. Наличие данной фазы вызывает снижение пластичности и прочности спеченного материала. Снижение концентрации алюминия в сплаве снижает твердость и повышает удельную плотность и цену предлагаемого материала.
Максимальное содержание проволоки обусловлено тем, что при большей чем 70 мас. % концентрации невозможно добиться ее равномерного распределения в сплаве, поскольку смесь такого состава склонна к расслоению при перемешивании и в процессе прессования. В результате в спеченном материале имеется много пористых участков, состоящих из проволоки и не содержащих связующей матрицы. При меньшем чем 30 мас.% содержании проволоки в смеси контакты между отдельными проволочками редки и они не образуют непрерывную сетку, эффективно препятствующую объемным изменениям прессовки при спекании.
Вводимая в матрицу медная проволока, не превышавшая по диаметру 0,5 и по длине 5,0 мм была получена на серийной установке по утилизации отходов кабельного производства и поврежденных при эксплуатации медных кабелей. Использование проволоки в указанных количествах позволило не только уменьшить объемные изменения изделий из предлагаемого материала в процессе спекания, но и существенно снизить их себестоимость, поскольку используемая в изобретении проволока предназначена для последующего переплава и по цене незначительно отличается от цены металлолома.
Для получения спеченного композиционного материала на основе меди готовили смеси порошков алюминия, меди и проволочек в указанных количествах. Смешивание указанных компонентов проводили в конусном смесителе в течение 1 ч. Из полученных смесей прессовали образцы диаметром 10 и высотой 12 мм. Прессование проводили на гидравлическом прессе. Спекание осуществляли в вакуумной печи в безокислительной атмосфере при давлении не выше 10-2 Па при температуре 1015oC с выдержкой 30 мин.
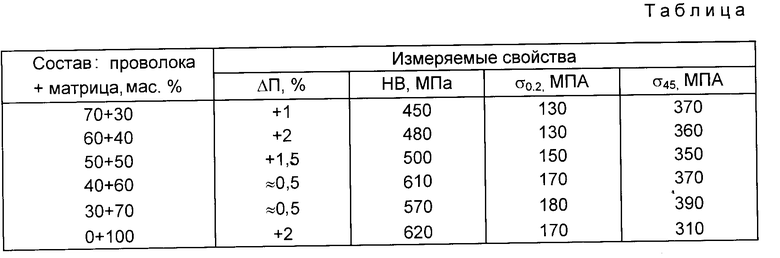
Пористость сырых и спеченных прессовок определяли путем обмера микрометром и взвешивания на аналитических весах. Результаты изменения пористости (± Δ П) представлены в таблице.
Механические испытания на сжатие проводили на установке "Instron-1185", твердость спеченных образцов определяли твердомером ТБ 5004 при диаметре шарика 5 мм и нагрузке Н с выдержкой 30 с.
Пластичность спеченных материалов определяли как относительное изменение длинны исходного спеченного образца - Δl/l0. Оказалось, что все образцы при сжатии способны претерпевать деформацию не менее 45%, т. е. укорачиваться без разрушения почти в 2 раза. Исходя из этого, значения прочности приведены для деформаций 0,2% и 45%. Первая величина соответствует условному пределу текучести исследуемого материала δo,2 , а вторая δ45 характеризует его способность к деформационному упрочнению. Полученные значения прочности приведены в таблице.
Коэффициент трения материалов определяли на машине трения СМТ-I по схеме диск - колодка, где испытываемый образец скользил по закаленной стальной пластине.
Одним из важных достоинств предлагаемого материала является то, что вводимая в смесь проволока по составу близка к материалу матрицы. Этим обеспечивается хорошая адгезия между матрицей и наполнителем, которой обычно трудно достичь в композиционных материалах с разнородными составляющими. При спекании проволока, как и медный порошок матрицы, активно взаимодействует с добавками алюминия, образуя жидкость эвтектического состава, которая, растекаясь по прессовке, обеспечивает прочную связь между ее составляющими. Таким образом, вводимая в композиционный материал медная проволока фиксирует прилегающие слои матрицы и тем самым препятствует объемным изменениям всего образца при спекании. В то же время поскольку диаметр проволоки много больше поперечного размера медного порошка, внутренние ее области не успевают за время спекания прореагировать с алюминием матрицы и сердцевина остается пластичной, что не только не ухудшает, но и даже повышает пластичность всего композиционного материала, поскольку вязкая проволока будет играть роль эффективного стопора трещин, возникающих в материале при его нагружении. С другой стороны растворяя в себе некоторое количество алюминия, содержащегося в матрице, проволока своим присутствием снижает вероятность образования хрупкой β-фазы в материале по крайней мере в прилегающих к ней областях.
Важно отметить, что высокая пластичность и стабильность размеров спеченных изделий из предлагаемого материала существенно облегчает процесс их калибрования при необходимости такой операции. Тот факт, что размеры спеченных образцов не сильно отличаются от исходных, является еще одним важным преимуществом предлагаемого материала, поскольку это позволяет легко регулировать его конечную пористость, а, значит, и масловпитываемость, согласно требованиям конкретных условий эксплуатации в узлах трения изделий, полученных из данного материала. Антифрикционные свойства заявляемого материала не уступают по своим характеристикам аналогичным свойствам известных алюминиевых бронз при равной пористости.
Пример конкретного выполнения. Порошки меди и алюминия в соотношении 9:1 смешивали в конусном смесителе в течение 1 ч с медной проволокой в соотношениях, указанных в таблице. Из полученной смеси прессовали цилиндрические образцы одинакового веса диаметром 1 см на гидравлическом прессе при давлении 3000 кг на образец. В результате прессовки имели пористость около 20%. Пористость образцов, спеченных при 1015oC в течение 30 мин, была как и у исходных (±1,5%).
Спеченные образцы подвергались испытанию на сжатие и измерялась их твердость. Так, твердость по Бриннелю наиболее плотных образцов составляла при указанных температурах спекания 610 МПа.
Прочность на сжатие измерялась при относительном укорочении образцов на 0,2%, что соответствует условному пределу текучести δo,2, и на 45% - δ45. Так, предел текучести δo,2 при указанных режимах спекания был 130-180 МПа, а δ45 - 350-390 МПа.
Коэффициент трения указанных материалов, испытанных в присутствии смазки, составил 0,01-0,03, а в отсутствие смазки 0,07-0,09.
Таким образом, режим спекания при 1015oC с выдержкой 30 мин является для данных образцов оптимальным, поскольку вызывает минимальные изменения их исходных размеров, что важно при последующей операции калибрования, и позволяет использовать с этой целью пресс-формы, применяемые для прессования исходных образцов. Результаты представлены в таблице.
Источники информации
1. Авт.св. СССР N1514817, кл. C 22 C 9/00, 9/01, 30/00, 1989.
2. Анциферов В. Н. , Шаков А.А., Платонов В.Б. Заводская лаборатория. 1992, 58, N8, с.31-32.
3. Авт.св. СССР N 1346334, кл. B 22 F 1/00, 3/00, C 22 C 9/01, 1987.
4. Авт.св. СССР N 1640190, кл. C 22 C 9/01, 1991.
5. Положит. решение по заявке N 94015775/02 (015404), кл. C 22 C 9/01, 1994.
6. Русин Н.М., Савицкий А.П. Жидкофазное реакционное спекание порошковых смесей в системе алюминий - железо. - Порошковая металлургия, 1993, N1, с. 28-32.
7. Патент N 2058219, кл. B 22 F 1/00, 3/16, 1994.
8. Патент N 2061581, кл. B 22 F 8/00, 1994 (прототип).
Использование: для изготовления деталей антифрикционного назначения, работающих в условиях смазки и полусухого трения, и имеет следующий состав, мас. %: медь и алюминий в сумме 30 - 70; медная проволока 30 - 70. Готовят смесь порошков алюминия, меди и проволочек, причем порошки меди и алюминия вводят в соотношении 91 : 9. Из смеси прессуют образцы, спекают их в вакуумной печи в безокислительной атмосфере при давлении не выше 10-2 Па при температуре 1015oC с выдержкой 30 мин. Техническим результатом является сохранение формы и размеров изделий из спеченного композиционного материала на основе меди при одновременном снижении их себестоимости и сохранении антифрикционных свойств. 1 табл.
Спеченный композиционный материал на основе меди, содержащий алюминий, отличающийся тем, что он дополнительно содержит в качестве наполнителя измельченную медную проволоку, при следующем соотношении компонентов, мас.%:
Медь + алюминий - 30 - 70
Медная проволока - 30 - 70
причем порошки меди и алюминия вводят в соотношении 91 : 9.
| RU, патент 2061581, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
