Изобретение относится к устройствам индукционного нагрева, в частности к устройствам индукционного нагрева, обеспечивающим необходимое распределение температуры в нагреваемом изделии, и может быть использовано для термообработки изделий сложного профиля, несимметричных изделий, например железнодорожных рельсов и других.
В области индукционного нагрева часто встречаются задачи, когда требуется различные зоны обрабатываемой поверхности нагревать до разных температур, например при закалке изделий, имеющих сложный профиль, и в других применениях. Это требует, соответственно, чтобы разные зоны индуктора выделяли разную мощность. Самый простой подход к решению такой задачи - соединение отдельных секций индуктора с отдельными источниками питания. Однако при этом создаются дополнительные трудности из-за магнитной связи секций индуктора, которая не дает возможности точного регулирования. Магнитная изоляция секций индуктора требует больших затрат и приводит к высоким энергетическим потерям. Другой подход к решению указанной проблемы заключается в изменении расстояния между индуктором и нагреваемой поверхностью, которое приводит к изменению мощности, выделяемой различными секциями индуктора за счет изменения магнитной связи индуктора и нагреваемой детали. Но этот подход требует сложного и точного оборудования для точной регулировки зазора, кроме того, опять же наличие магнитной связи между секциями индуктора не позволит точно регулировать выделяемую мощность. Существует и другой подход к решению указанной задачи, который заключается в использовании сложных схем управления питанием отдельных секций индуктора. Известен патент США 4506131, 19.03.85 "Устройство и способ подачи питания к индуктору для многозонного нагрева", в котором желаемый температурный профиль достигается шунтированием различных секций индуктора, соответствующих различным зонам нагрева, дополнительными трансформаторами с сердечниками, путем регулирования величины тока отводимой от данной зоны за счет регулирования степени насыщения сердечника дополнительного трансформатора, соответствующего выбранной секции индуктора, при этом меняется мощность, выделяемая в этой зоне, а соответственно, и температура нагрева этой зоны. Известны также патенты США 5059762 и 6078033, в которых также используются дополнительные трансформаторы для шунтирования тока, подаваемого к различным секциям индукторов, при этом для регулирования степени насыщения сердечника трансформатора, которая определяет величину шунтируемого тока, используются сложные схемы управления, включающие процессорные средства управления, что приводит к существенному усложнению и удорожанию устройств для нагрева.
В качестве прототипа изобретения выбрано устройство по патенту США 4506131, совпадающее по назначению и имеющее сходные признаки с предлагаемым изобретением: содержащее обмотку индуктора, разделенную на несколько секций, каждая из которых соответствует определенной локальной зоне нагрева, и высокочастотный источник питания, соединенный с обмоткой индуктора через согласующий трансформатор.
Задача, решаемая изобретением, заключается в создании простого и дешевого устройства, с возможностью обеспечения заданного температурного распределения при нагреве детали сложной формы одним секционированным индуктором, используя один источник питания.
Поставленная задача решается тем, что в устройстве для нагрева, обеспечивающем заданный температурный профиль, содержащем обмотку индуктора, разделенную на несколько секций, каждая из которых соответствует определенной локальной зоне нагрева, и высокочастотный источник питания, соединенный с обмоткой индуктора через согласующий трансформатор, каждая из секций индуктора соединена с источником питания через отдельный согласующий трансформатор и выполнена в виде вторичной обмотки соответствующего ей согласующего трансформатора, при этом замкнутые магнитопроводы сердечника трансформатора расположены на обратных витках индуктора, прямые и обратные витки каждой секции индуктора подключены к зажимам конденсаторной батареи, образуя с ней последовательный резонансный контур, а первичные обмотки согласующих трансформаторов соединены в последовательную цепь и подключены к выходным зажимам источника питания, при этом число витков первичной обмотки, соответствующей каждой секции индуктора, определено из величины мощности электромагнитного излучения, необходимой для достижения заданной температуры в данной локальной области нагреваемой детали.
Кроме того, для возможности изменения коэффициента трансформации согласующих трансформаторов и для более точного регулирования температурного профиля путем комбинации секций первичных обмоток согласующие трансформаторы выполнены секционированными, для чего замкнутые магнитопроводы выполнены в виде нескольких ферритовых колец для каждой секции индуктора, а необходимое число витков первичной обмотки каждой зоны распределено по нескольким кольцам в виде отдельных секций, выполненных с отпайками.
Таким образом, устройство решает следующие задачи: во-первых, создание необходимого заранее заданного температурного профиля, во-вторых, обеспечивает возможность регулирования внутри заданного температурного поля, соединяя отпайки различных секций первичной обмотки в каждой зоне индуктора, в-третьих, обеспечивает возможность на одном и том же индукторе изменять температурное поле за счет комбинации различных секций первичной и вторичной обмотки между собой. Кроме того, такое выполнение устройства решает задачу создания легкоразъемных индукторов, обеспечивающих нагрев поверхностей сложной формы с одновременным повышением КПД устройства.
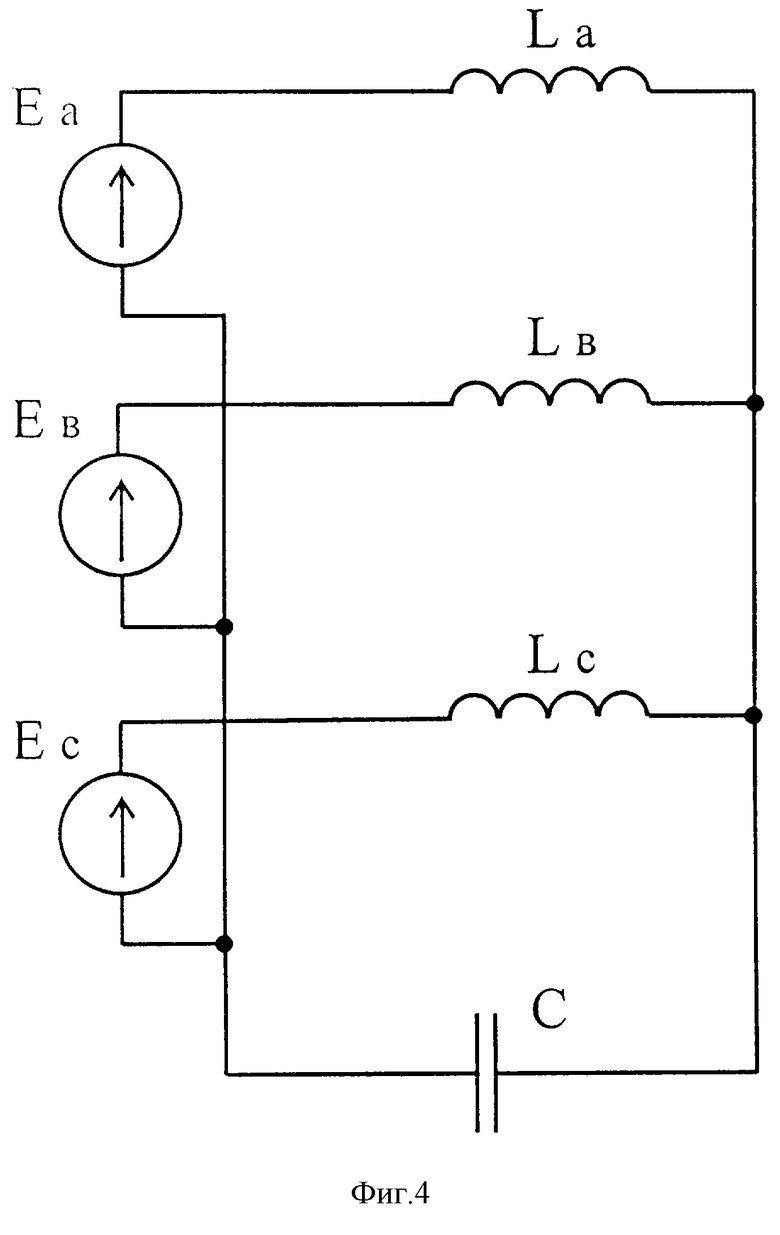
Далее изобретение поясняется чертежами, на которых представлено: фиг.1 - электрическая схема устройства по данному изобретению; фиг.2а, 2b - схематически представлено выполнение устройства; фиг.3 - электрическая схема устройства с секционированными согласующими трансформаторами по п.2 формулы изобретения; фиг.4 - эквивалентная схема устройства, показанного на фиг.1.
Устройство для нагрева с получением заданного распределения температуры по зонам нагрева состоит из индуктора 1, разделенного на последовательные зоны 1a, 1b, 1с...1n; согласующих трансформаторов, состоящих из сердечников, выполненных в виде ферритовых колец 2а, 2b, 2с...2n, размещенных на обратных витках каждой секции индуктора, и первичных обмоток 3а, 3b, 3с...3n, соединенных в последовательную цепь и подсоединенных к источнику 4 высокой частоты. Секции индуктора 1a, 1b, 1c...1n являются вторичными обмотками соответствующих согласующих трансформаторов. Первичные обмотки 3а, 3b, 3с...3n размещены на кольцах сердечника, при этом число витков каждой первичной обмотки Wa, Wb, Wc...Wn определено из величины мощности, которую необходимо выделить в соответствующей зоне нагрева для получения заданной температуры. В данной конструкции секции магнитопровода 2а, 2b, 2с...2n выполняют также и функцию экранирования прямых и обратных витков секций индуктора, обеспечивая дополнительное повышение КПД. Прямые и обратные витки всех секций индуктора подключены к зажимам конденсаторной батареи, обозначенной на чертежах емкостью 5, образуя с ней последовательный резонансный контур в цепи каждой секции, за счет того, что прямые витки являются индуцирующими, а обратные - источниками ЭДС En, наводимыми в них первичными обмотками трансформаторов (Фиг.4).
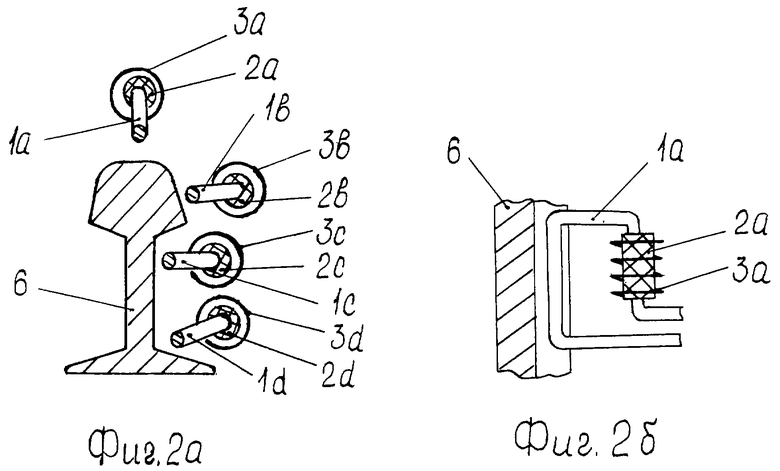
Секции индуктора могут легко организовываться в конфигурацию, огибающую нагреваемое изделие любой сложной формы. В качестве примера на Фиг.2а представлено выполнение устройства для нагрева железнодорожного рельса 6, где показаны обратные витки секций индуктора 1a, 1b, 1c, 1d, расположенные так, чтобы огибать поверхность нагреваемого рельса и создавать соответствующую каждой зоне нагрева температуру. На обратных витках расположены ферритовые кольца 2а, 2b, 2c, 2d, на которых размещены витки первичных обмоток трансформаторов 3а, 3b, 3с и 3d, число которых соответствует мощности, которую необходимо выделить в соответствующей зоне.
На фиг. 2b схематически представлена одна секция индуктора 1а с размещенным на ней кольцом 2а сердечника согласующего трансформатора и витками первичной обмотки 3а.
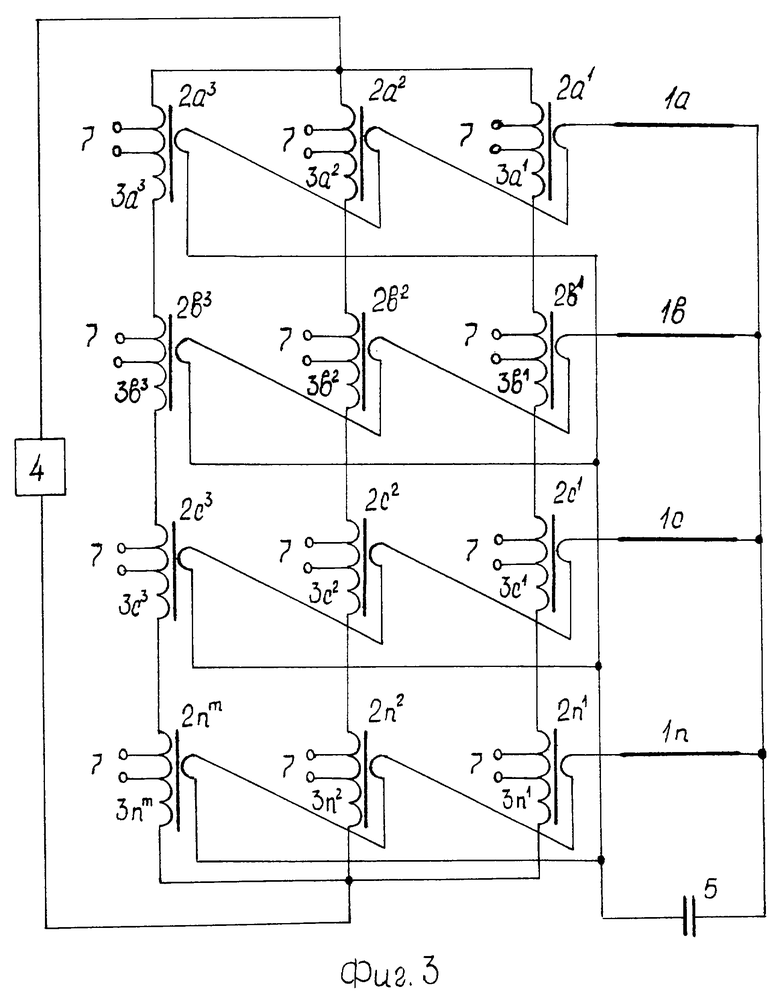
На фиг.3 представлена схема устройства с секционированными согласующими трансформаторами. Здесь для каждой секции индуктора имеется несколько ферритовых колец, на секции 1а - кольца 2а1-2аK, на секции 1b - кольца 2b1-2bL и так далее, где К, L, М - индексы количества ферритовых колец для секций индуктора. Соответственно, первичные обмотки распределены по кольцам для каждой секции индуктора, т.е. первичная обмотка 3а состоит из числа витков Wa1 на первом кольце, Wa2 - на втором кольце, и так далее до WaK, первичная обмотка 3b состоит из числа витков Wb1 на первом кольце, Wb2 - на втором, и так далее до WbL. Соответственно, для секции 1n - первичная обмотка 3n состоит из Wn1, Wn2...Wnm витков на соответствующих кольцах сердечника. На каждой секции первичной обмотки выполнены отпайки 7, используя которые, можно изменять коэффициенты трансформации для каждого согласующего трансформатора определенной секции индуктора и, тем самым, менять температурное поле в пределах индуктора. Кроме того, такое многоэлементное исполнение трансформатора дает возможность последовательно-параллельного включения секций первичных обмоток согласующих трансформаторов, тем самым также изменяя их коэффициент трансформации.
Устройство работает следующим образом: индуктор 1 располагают по поверхности нагреваемого рельса 6 с наперед заданным распределением температуры по зонам нагрева а, b, с...n. Затем первичные обмотки 3 согласующего трансформатора подключают к источнику 4 тока высокой частоты и пропускают по ним высокочастотный ток. Этот ток индуктирует токи высокой частоты в индуктирующем проводнике 1 цепи вторичной обмотки согласующего трансформатора. Протекая по виткам индуктирующего проводника 1, высокочастотный ток возбуждает вокруг него высокочастотное электромагнитное поле, которое и воздействует на зоны нагрева. При этом в зависимости от количества витков первичной обмотки 3, размещенных на кольцах сердечника 2а, 2b, 2с...2n плотность вихревых токов в витках индукторов 1a, 1b, 1c...1n различна, различна и напряженность высокочастотного электромагнитного поля, возбуждаемого в обратных витках секций индуктора, поэтому электромагнитное поле нагревает каждую из зон до температуры, определяемой количеством витков первичной обмотки 3, размещенных на кольцах сердечника 2, охватывающих обратные витки данной секции индуктора 1. Число витков Wa-Wn первичной обмотки согласующего трансформатора определяется заранее, исходя из известного требуемого распределения температуры по зонам нагрева а, b, с...n. Последовательный резонансный контур образуется в цепи каждой секции индуктора за счет того, что прямые витки секции являются индуцирующими, а обратные - источниками соответствующих ЭДС, наводимых в них первичными обмотками трансформаторов.
Устройство на фиг.3 работает аналогично устройству, показанному на фиг. 1, но здесь имеется возможность в пределах известного температурного поля производить регулировки, необходимость которых может быть вызвана изменением каких-либо условий нагрева. А также, соединяя между собой отпайки секций первичной обмотки в различной комбинации, можно менять температурное поле.
Устройство достаточно дешево и просто при изготовлении, просто в обслуживании и обладает повышенным коэффициентом полезного действия за счет сокращения длины подводящих проводников в результате использования в качестве индуктирующего проводника вторичной обмотки согласующего трансформатора, а его сердечника в качестве экрана, развязывающего прямые и обратные витки обмотки индуктора. Кроме того, такая конструкция позволяет создать разъемный индуктор, охватывающий поверхность детали любой сложности.
Изобретение относится к устройствам индукционного нагрева, в частности к устройствам индукционного нагрева, обеспечивающим необходимое распределение температуры в нагреваемом изделии, и может быть использовано для термообработки изделий сложного профиля, несимметричных изделий, например железнодорожных рельсов и других. Задача, решаемая изобретением, заключается в создании простого и дешевого устройства, с возможностью обеспечения заданного температурного распределения при нагреве детали сложной формы одним секционированным индуктором, используя один источник питания. Поставленная задача решается тем, что обмотка индуктора разделена на несколько секций, каждая из которых соответствует определенной локальной зоне нагрева, каждая из секций индуктора соединена с источником питания через отдельный согласующий трансформатор, выполненный особой конструкции ферритовыми кольцами, и выполнена в виде вторичной обмотки соответствующего ей согласующего трансформатора, при этом число витков первичной обмотки, соответствующей каждой секции индуктора, определено из величины мощности электромагнитного излучения, необходимой для достижения заданной температуры в данной локальной области нагреваемой детали. 1 з.п.ф-лы, 4 ил.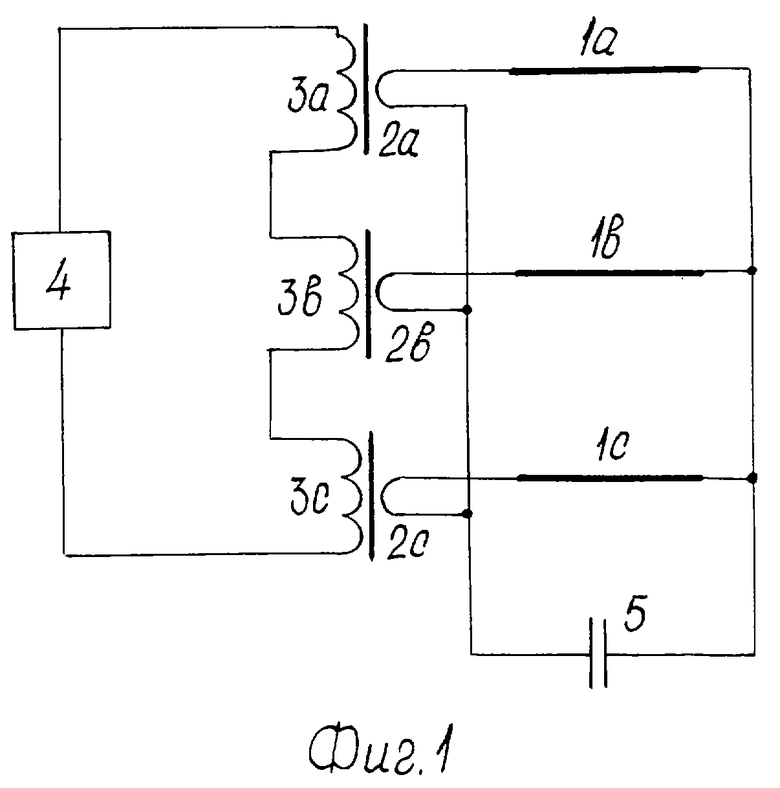
| US 4506131 А, 19.03.1985 | |||
| УСТРОЙСТВО для НАГРЕВА ТОКОПРОВОДЯЩИХ ИЗДЕЛИЙ | 0 |
|
SU206746A1 |
| СПОСОБ ЗАКАЛКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 1991 |
|
RU2008363C1 |
| Индукционная нагревательная установка | 1984 |
|
SU1290570A1 |
| ИСТОЧНИК ПИТАНИЯ ИНДУКЦИОННОГО НАГРЕВАТЕЛЯ | 1995 |
|
RU2093971C1 |
| Индукционная установка для нагрева металлических заготовок | 1986 |
|
SU1525953A1 |

