Изобретение относится к области: металлургии и может быть использовано при подготовке к работе фурмы доменной печи.
Известна дутьевая фурма доменной печи, которая содержит фланец, наружный конический и внутренний цилиндрический стаканы, рыльную часть, патрубки подвода воды и дополнительного топлива, цилиндрический дутьевой канал в рыльной части, диаметр d которого равен диаметру фурмы, а глубина - 0,2-0,5 d. Цилиндрическая выборка в рыльной части и внутренняя поверхность внутреннего стакана покрыты слоем теплоизоляционной огнеупорной футеровки в виде цилиндрической трубы, наружный диаметр которой равен внутреннему диаметру фланца фурмы, а внутренний диаметр равен диаметру цилиндрического дутьевого канала в рыльной части. Слой футеровки выполнен с отверстием для ввода дополнительного топлива в дутье и покрыт слоем алюмохромофосфатной связки, при использовании изобретения обеспечивается снижение теплопотерь с охлаждающей водой /см. патент РФ 2138559, кл. С 21 В 7/16, 1999/.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известной фурмы, относится то, что в результате воздействия жидких продуктов плавки происходит уменьшение толщины наружного стакана на участке вне гарнисажного слоя со скоростью около 0,0123 мм/сутки, имеет место истирание верха рыльной части коксом, движущимся в зоне циркуляции; в фурменном очаге, нижняя часть наружного стакана, расположенная на всю длину в гарнисаже, подвергается химическому износу. Это коррозионное разрушение возникает обычно в нижней части наружного стакана в районе пересечения сварных швов продольного на наружном стакане и поперечного, соединяющего стакан с рыльной частью. В силу указанных причин тело наружного стакана в процессе службы утоняется до толщины менее 1 мм, и на этих участках возникают трещины и отверстия, обычно после снижения давления дутья давление воды разрывает медь.
Известна дутьевая фурма доменной печи, включающая водоохлаждаемый корпус, состоящий из наружного и внутреннего стаканов, по торцам соединенных фланцем и рыльной частью, с облицовкой поверхности наружного и внутреннего стаканов и рыльной части защитным слоем толщиной 0,5-2,0 мм, образованным за счет диффузии алюминия в медь путем обработки корпуса фурмы в течение 3,5-4 ч при температуре 750oС в контейнере в среде порошка, для алитирования /80% алюминия, 2% хлорида аммония, 20% инертных добавок/ /см, патент РФ 2124054, кл. С 21 В 7/16, 1997/.
К причине, препятствующей достижению указанного ниже технического результата при использовании известной фурмы, относится то, что в ней имеют место значительные теплопотери.
Известна дутьевая фурма доменной печи, в которой на поверхности наружного и внутреннего стаканов нанесен алюмосилицированием защитный слой из непрерывного ряда твердых растворов алюминия и кремния в меди толщиной 0,5-2,0 мм при 750oС в течение 7 ч /см. патент РФ 2153001, кл. С 21 В 7/16, 1999/.
Известная фурма также имеет значительные теплопотери при эксплуатации, при изготовлении защитного слоя алитированием и алюмосилицированием в атмосферу цеха выделяются пары аммиака и соляной кислоты.
Наиболее близким способом подготовки к работе фурмы доменной печи к заявленному изобретению по совокупности признаков является способ, в котором у фурмы, содержащей фланец, трубу подачи газа, слой теплоизоляционной огнеупорной футеровки, наружный и внутренний стаканы, рыльную часть, наружную поверхность наружного стакана и рыльной части подвергают очистке металлической дробью, выполняют газотермическое нанесение алюминийсодержащего покрытия из сплава с содержанием не менее 60% алюминия толщиной 0,5-0,8 мм на поверхности рыльной части фурмы, ее наружного стакана и сварного шва, их соединяющего, причем алюминийсодержащее покрытие наносят вначале на поверхность наружного стакана, двигаясь от фланца, затем на поверхность рыльной части, выполняют термическую обработку фурмы не ранее чем через 5 ч после нанесения покрытия, нагревая фурму со скоростью не более 50oС/ч до 550-600oС, выдерживая в течение 0,4-06 ч на этом уровне, далее нагревая со скоростью не более 50oС/ч до 850-880oС с выдержкой 3-4 ч при указанной температуре, охлаждая далее о печью до 120-150oС /см. патент РФ 2147614, кл. С 21 В 7/16, 2000/.
К причинам, препятствующим достижению: указанного ниже технического результата, относится то, что не используется полезно тепло, которое аккумулировала фурма во время газотермического напыления, так как процесс ее изготовления прерывается перед термообработкой алюминийсодержащего покрытия не менее чем на 5 ч, формовка слоя теплоизоляционной огнеупорной футеровки производится после термообработки алюминийсодержащего покрытия, а термообработка футеровки фурмы, следующая за формовкой футеровки, приводит к дополнительному расходу энергоресурсов и увеличению времени подготовки фурмы к работе.
Задача, решаемая изобретением - сокращение расхода энергоресурсов на подготовку фурмы к работе и сокращение времени на подготовку.
Технический результат - сокращение расхода энергоресурсов на изготовление слоя теплоизоляционной огнеупорной футеровки за счет использования части тепла, аккумулированного фурмой при газотермическом напылении алюминийсодержащего покрытия, для подсушки материала футеровки, и совмещения термообработок алюминийсодержащего покрытия и слоя теплоизоляционной огнеупорной футеровки в одной операции, сокращение времени на изготовление фурмы с уменьшенными теплопотерями и более высокой стойкостью наружного стакана и рыльной части, снижение простоев доменной печи на замене фурм.
Указанный технический результат достигается тем, что в известном способе подготовки к работе фурмы доменной печи, состоящей из наружного и внутреннего стаканов, фланца, рыльной части и трубы для подачи газа, причем внутренняя поверхность внутреннего стакана и цилиндрическое выборка рыльной части покрыты слоем теплоизоляционной огнеупорной футеровки, включающем очистку наружной поверхности фурмы металлической дробью, газотермическое нанесение алюминийсодержащего покрытия вначале на поверхность наружного стакана, затем на поверхность сварного шва, соединяющего его с рыльной частью, и рыльной части фурмы, термическую обработку не ранее чем через 5 ч после нанесения покрытия, причем фурму нагревают со скоростью не более 50oС/ч до 550-600oС, выдерживают в течение 0,4-0,6 ч, нагревают со скоростью не более 50oС/ч до 850-880oС, выдерживают 3-4 ч и охлаждают с печью до 120-150oС, особенность состоит в том, что термическую обработку фурмы проводят после формовки слоя теплоизоляционной огнеупорной футеровки.
Другой особенностью заявленного способа подготовки фурмы к работе является то, что формовку слоя теплоизоляционной огнеупорной футеровки выполняют пневмотрамбованием из набивной муллитокорундовой массы при снижении температуры фурмы до 100oС после газотермического напыления алюминийсодержащего покрытия.
Кроме того, особенностью способа подготовки фурмы является то, что ее нагревают до 550-600oС со скоростью 30oС/ч.
Опытами по подбору состава футеровки и термообработки ее после формовки в фурме без напыления алюминийсодержащего слоя на наружную поверхность установили, что для обеспечения стойкости теплоизоляционной огнеупорной футеровки наиболее пригодна набивная муллитокорундовая масса, содержащая не менее 88% Al2O3, не более 1% Fe2O3, 2,5-3,0% P2O5 при влажности 4,5-6,0%. Формовку массы в фурме следует производить засыпкой слоями высотой до 50 мм между шаблоном, диаметр которого равен диаметру фурмы, и внутренним стаканом при непрерывном уплотнении пневмотрамбовкой до плотности 2,5 г/см3.
Перед установкой шаблона в фурму для устранения забивки трубы для газа массой часть трубы, примыкающей к дутьевому каналу, заполняли древесными опилками, которые удаляли при вырезке в футеровке отверстия для ввода газа в дутье.
После формовки футеровку сушили по выработанному режиму: нагрев в газовом сушиле со скоростью 30 с/ч до 550-600oС, выдержка на атом уровне 0,4 ч, далее нагрев до 850-900oС газовой горелки со скоростью 50oС/ч, выдержка 1 ч, охлаждение до 120-150oС с сушилом, далее охлаждение на воздухе. Время термообработки слоя футеровки - 50,4 ч.
Так как режимы термообработки алюминийсодержащего покрытия и футеровки близки, возможно их объединение в одну операцию, учитывая, что термообработка футеровки должна вестись непрерывно. Для использования тепла, аккумулированного фурмой при газотермическом напылении алюминийсодержащего слоя для подсушки набивной массы, опытами установили, что приемлемой для начала формовки слоя футеровки является температура рыльной части 100oС - более высокая температура создает неблагоприятные условия для работы огнеупорщика, производящего формовку. Совмещение термообработок алюминийсодержащего слоя и футеровки в одной операции согласно заявленному изобретению позволяет свести время термообработки фурмы с 102 ч до 57,4 ч.
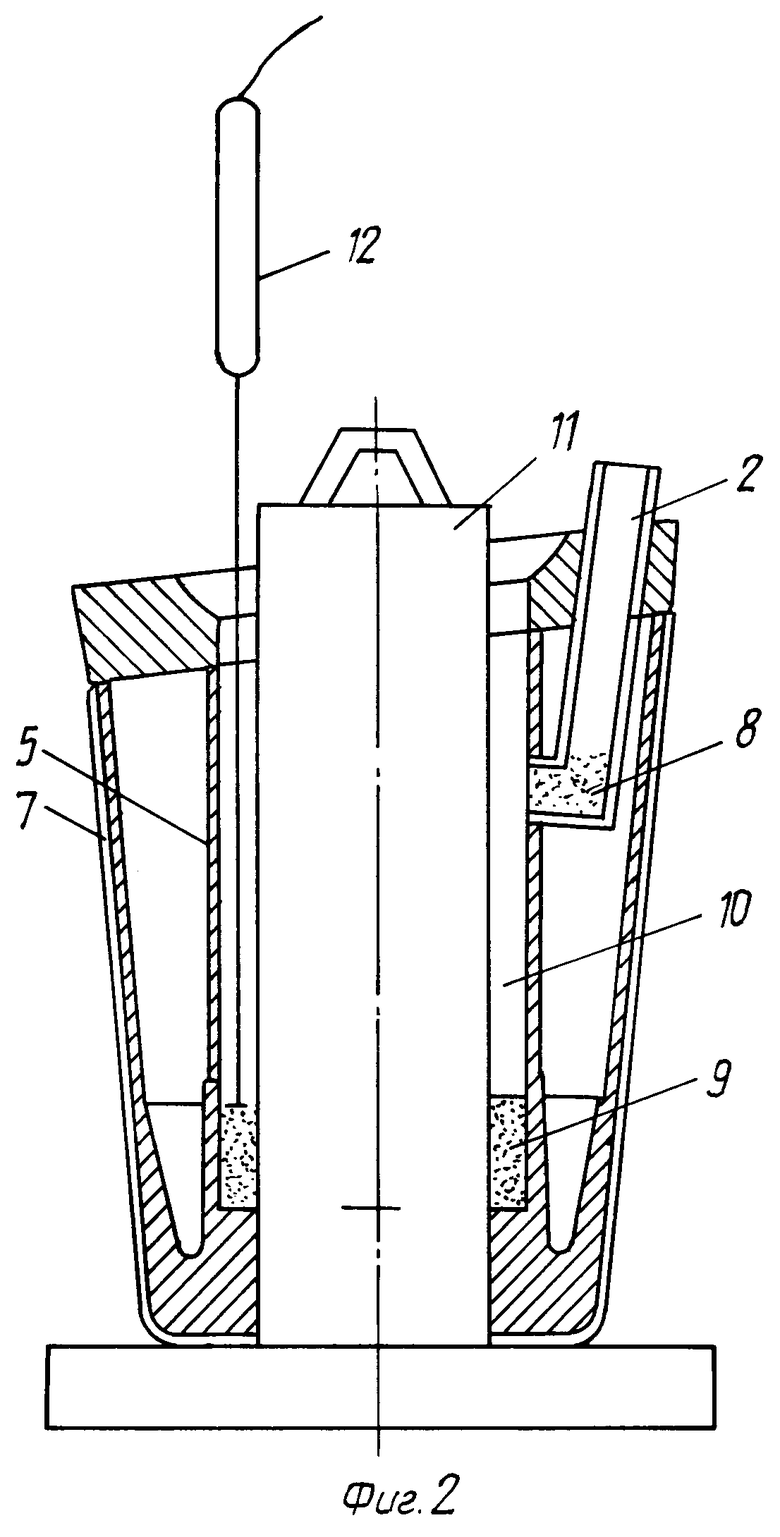
На чертежах изображено: фиг.1 - разрез фурмы после окончания операций по изготовлению алюминийсодержащего слоя и футеровки, на фиг. 2 - схема формовки слоя футеровки пневмотрамбованием.
На фиг. 1 представлено: 1 - фланец, 2 - труба для подачи газа, 3 - слой теплоизоляционной огнеупорной футеровки, 4 - наружный стакан, 5 - внутренний стакан, 6 - рыльная часть, 7 - защитное алюминийсодержащее покрытие.
На фиг. 2 представлен продольный разрез фурмы с алюминийсодержащим покрытием 7, в трубу 2 для подачи газа которой помещены древесные опилки 8, препятствующие попаданию набивной муллитокорундовой массы 9 в трубу 2 при заполнении зазора 10 между внутренним стаканом 5 и шаблоном 11, массу 9 трамбуют пневмотрамбовкой 12.
Пример реализации способа
Дробеструйной обработкой подготовили наружную поверхность фурмы, газотермическим способом на поверхность наружного стакана, рыльной части и сварного шва, их соединяющего, нанесли алюминийсодержащее покрытие. Покрытие нанесли сначала на наружный стакан со стороны фланца и закончили на рыльной части. Материалом для покрытия служил порошок с размером частиц 0,08-0,12 мм следующего состава: алюминий 99,6%, остальное - железо, покрытие выполнили с толщиной слоя 0,6 мм. Через 3,5 ч после нанесения алюминийсодержащего покрытия температура рыльной части внутри цилиндрической выборки, замеренная контактной термопарой, составила 100oС. В трубу 2 /см. фиг,2/ поместили древесные опилки 8, фурму установили на шаблон и, засыпая набивную массу в зазор 10 между шаблоном и: внутренним стаканом 5 слоями по 50 мм, протрамбовали пневмотрамбовкой 12 на всю высоту слоя теплоизоляционной огнеупорной футеровки в течение 30 мин. Сняв фурму с шаблона, прорезали отверстие в футеровке для ввода газа в дутьевой канал, удалили древесные опилки из трубы.
Термическую обработку фурмы провели через 5 ч после окончания нанесения алюминийсодержащего покрытия в шахтной электропечи по режиму: нагрели фурму со скоростью 30oС/ч до 600oС, выдержали 0,5 ч, нагрели со скоростью 50oС/ч до 850oС, выдержали 3 ч, охладили до 150oС с печью, далее на воздухе. Время термообработки составило 57,4 ч. Футеровка и алюмосодержащее покрытие дефектов не имели, совмещение операций термообработки футеровки и алюминийсодержащего покрытия привело к экономии 80 м3 природного газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2164949C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2011 |
|
RU2465333C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2222602C1 |
| ФУРМЕННЫЙ ХОЛОДИЛЬНИК ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2229523C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2132391C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ И УСТАНОВКИ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2006 |
|
RU2327742C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2115740C1 |
| СПОСОБ ФУТЕРОВКИ ВОЗДУШНЫХ ФУРМ ДОМЕННОЙ ПЕЧИ | 2020 |
|
RU2752604C1 |
Изобретение относится к черной металлургии, а конкретно к изготовлению фурм для подачи дутья и дополнительного топлива в доменную печь. Способ включает газотермическое нанесение алюминийсодержащего покрытия на поверхности наружного стакана и рыльной части с предварительной очисткой покрываемых поверхностей металлической дробью, формовку слоя футеровки из набивной муллитокорундовой массы на внутренней поверхности внутреннего стакана и выборки рыльной части, термообработку не ранее 5 ч после нанесения алюминийсодержащего покрытия. Формовать футеровку начинают при снижении температуры рыльной части до 100oС после нанесения алюминийсодержащего покрытия. Термообработка включает нагрев со скоростью 50oС/ч до 550-600oС, выдержку 0,4-0,6 ч, нагрев со скоростью 50oС/ч до 850-880oС, выдержку 3-4 ч, охлаждение с печью до 120-150oС. Технический результат - сокращение энергозатрат на изготовление футеровки, сокращение времени на подготовку к работе фурмы, повышение стойкости фурмы. 2 з.п.ф-лы, 2 ил.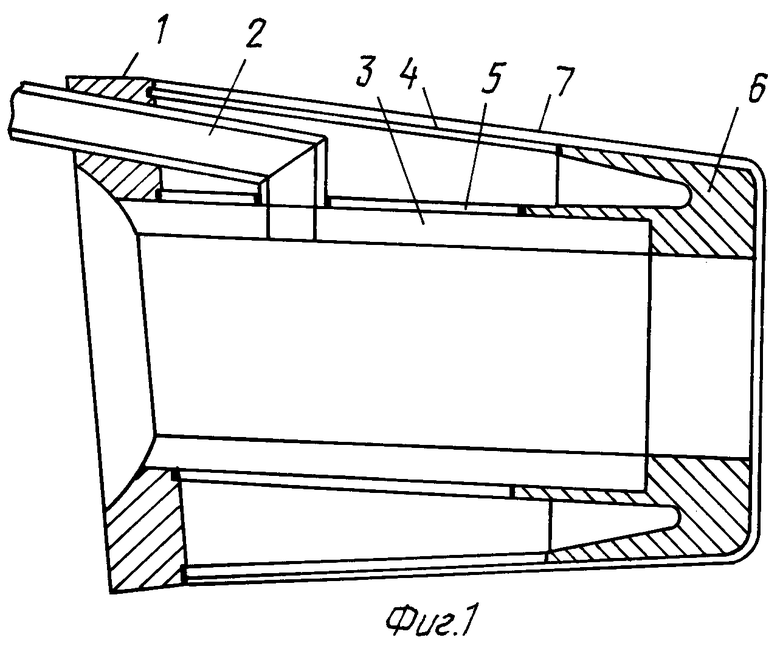
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2147614C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2115740C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2124054C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2132391C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |

