Изобретение относится к черной металлургии, в частности к конструкции дутьевой фурмы для доменной печи.
Для повышения стойкости фурм предлагалось много разных вариантов. Например, известна фурма, состоящая из наружного и внутреннего стаканов, по торцам соединенных фланцем и рыльной частью, облицовка наружной поверхности стаканов и рыльной части выполнена из железохромоалюминиевого сплава толщиной 1- 1,5 толщины стенки корпуса, а соединяющий стык заполнен обмазкой двуокиси циркония [Авторское свидетельство СССР N 576341, кл. C 21 B 7/16, 1976].
Недостатком фурмы такой конструкции является слабое сцепление облицовочного слоя, нанесенного на рифленую поверхность фурмы методом заливки, и, как следствие, - отслаивание облицовки от поверхности фурмы.
Известна конструкция фурмы с защитным покрытием из хрома [Патент Японии N 1683-48, кл. 10 A 523, 1973]. Первый слой такого покрытия наносится методом осаждения из парогазовой фазы. В результате получается слой хрома высокой чистоты, который обладает высокой твердостью и плотностью. На этот слой методом напыления наносят высокотвердый слой на основе хрома.
Недостатком фурмы такой конструкции является трудоемкость нанесения слоев покрытия, сложность оборудования для его нанесения. Кроме того, опыт эксплуатации такой фурмы показал, что в процессе работы из-за разности коэффициентов термического расширения материалов фурмы и покрытия происходит его отслаивание.
Наиболее близкой по технической сущности и достигаемому эффекту к предлагаемой является конструкция фурмы с защитной облицовкой из "оксидной пленки фтористой меди" [Авторское свидетельство СССР N 798178, C 21 B 7/16].
Такая облицовка наносится путем обработки поверхности медной фурмы газообразным фтором.
Недостатком фурмы данной конструкции является трудоемкость нанесения покрытия, сложность оборудования для его нанесения и необходимость организации особых мер безопасности, поскольку газообразный фтор ядовит. При установке и в процессе эксплуатации фурмы происходит механическое нарушение целостности пленочной облицовки из-за царапания и трения коксом, что ослабляет ее защитные свойства от химического износа.
Задача, на решение которой направлено техническое решение - увеличение стойкости фурмы от химического износа и снижение трудоемкости при нанесении защитного слоя.
Поставленная задача достигается путем насыщения внешней поверхности наружного и внутреннего стаканов и рыльной части медной дутьевой фурмы алюминием (например, алитированием) с образованием на защищаемой поверхности непрерывного ряда твердых растворов алюминия в меди, толщиной 0,5 - 2,0 мм.
Сопоставительный анализ предложенного технического решения с прототипом показывает, что заявляемое решение отличается от прототипа тем, что защитный слой наружного стакана и рыльной части фурмы выполнен из непрерывного ряда твердых растворов алюминия в меди толщиной 0,5 - 2,0 мм. Отсюда следует, что предложенное техническое решение соответствует критерию "новизна".
Сравнительный анализ предложенного решения не только с прототипом, но и с другими техническими решениями показал, что облицовка защитным материалом широко известна, однако использование в качестве защитного слоя непрерывного ряда твердых растворов алюминия в меди обеспечивает снижение трудоемкости процесса нанесения защитного слоя, исключает возникновение внутренних напряжений, приводящих к отслоению облицовочного слоя, и приводит к увеличению стойкости фурмы.
Следовательно, заявленная совокупность существенных отличий обеспечивает получение упомянутого технического результата, что, по мнению авторов, соответствует критерию изобретения "изобретательский уровень".
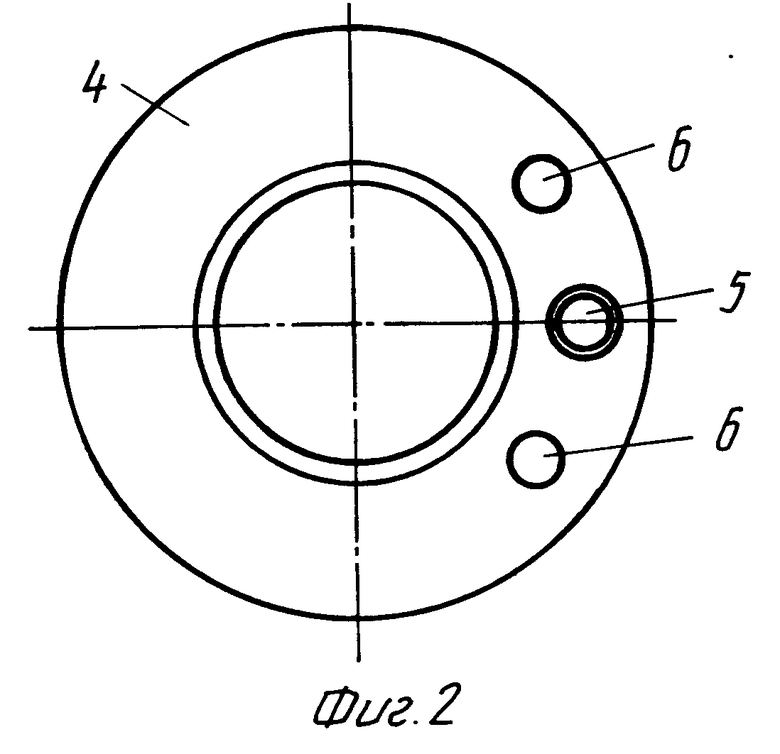
Фурма (фиг. 1 и 2) состоит из водоохлаждаемого корпуса, состоящего из наружного (1) и внутреннего (2) медных стаканов, по торцам соединенных медной рыльной частью (3) и стальным фланцем (4) с пропущенной через него трубкой для ввода добавок (5) и отверстиями для подачи охлаждающей воды (6). Наружная поверхность наружного (1) и внутреннего (2) стаканов и рыльной части (3) облицованы защитным слоем, представляющим собой непрерывный ряд твердых растворов алюминия в меди толщиной 0,5 - 2,0 мм. Указанный слой повышает твердость поверхностного слоя в 6 - 8 раз, его износостойкость, окалиностойкость и стойкость к химическому износу.
Слой толщиной менее 0,5 мм имеет повышенную пористость, что снижает защитные свойства покрытия, а более 2 мм - имеет в своем составе значительное количество алюминия, что заметно снижает теплопроводность стенок и рыльной части фурмы, а также усложняет изготовление такого слоя.
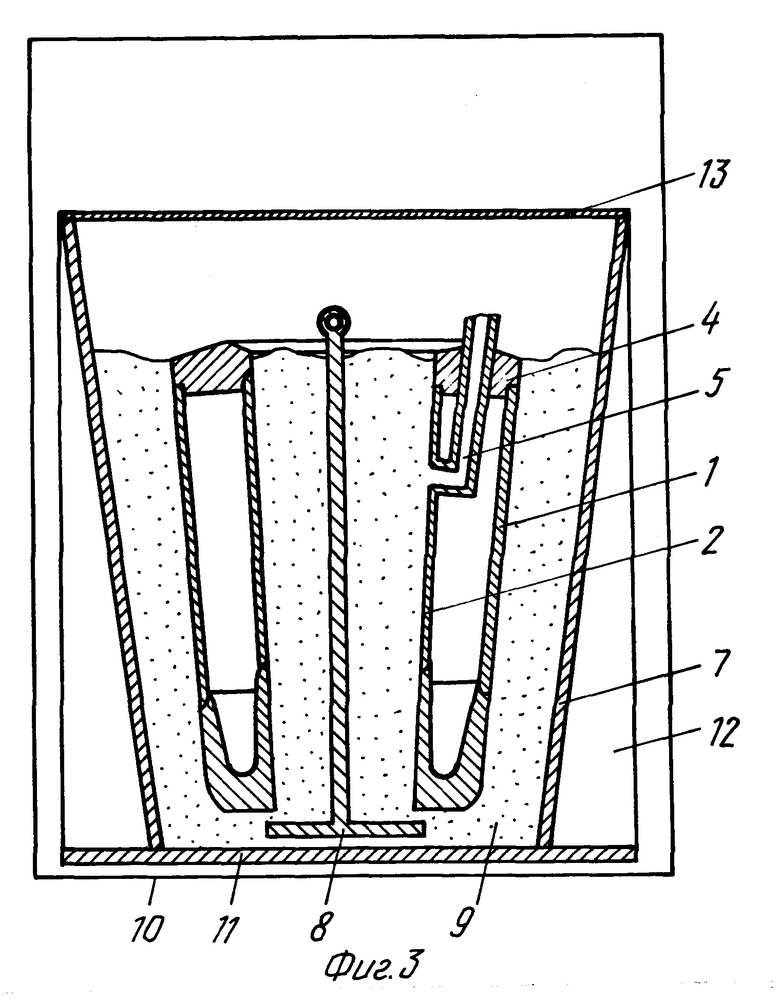
На фиг. 2 и 3 схематически показаны операции по подготовке медной фурмы к нанесению защитного слоя алитированием в порошках и устройство для нанесения защитного покрытия, разрез.
На фланце (4) фурмы, прошедшей очистку поверхности, устанавливают заглушки на отверстия (6) для охлаждающей воды во избежание попадания порошка для алитирования в омываемую водой полость фурмы. После этого (фиг. 3) фурму на подставке (8) помещают в контейнер (7) и засыпают порошком для алитирования (9), освобождают отверстия (6) для охлаждающей воды от заглушек и устанавливают контейнер (7) в шахтную печь (10).
Контейнер (7) состоит из конусообразного корпуса с приваренным днищем (11) и стопорами (12), закрываемый крышкой (13).
Порошок для алитирования (9) представляет собой смесь источника насыщения (алюминия), активатора (хлорида аммония или др.) и инертных добавок (окись алюминия, кварцевый песок). Состав порошка может иметь следующий состав, мас.%: активатор 2,0, инертные добавки 20, остальное источник насыщения.
Нанесение защитного слоя на наружные поверхности фурмы осуществляют при температуре 750oC в течение 3,5 часов следующим образом (фиг. 3).
При разогреве до указанных температур в контейнере (7) происходят следующие реакции:
1. Разложение хлористого аммония, входящего в состав порошка для алитирования 9, и образование хлорида, а затем субхлорида алюминия на поверхности частиц алюминия, вытеснение воздуха из контейнера:
NH4Cl = NH3 + HCl,
6HCl + 2Al = 2AlCl3 + 3H2,
AlCl3 = AlCl + Cl2;
2. Самовосстановление алюминия на медной поверхности фурмы:
3AlCl = AlCl3 + 3Al.
Затем алюминий с поверхности меди диффундирует во внутрь, образуя защитный слой толщиной 0,5 - 2,0 мм, который повышает твердость поверхностного слоя в 6 - 8 раз, его износостойкость, окалиностойкость и стойкость по химизносу.
При использовании предложенной дутьевой фурмы снизится интенсивность износа фурмы (как механического, так и химического), уменьшится выход фурм из строя по причине образования трещин в сварном шве за счет проникновения в поры сварного шва атомов алюминия, т.е. уменьшения контакта материала с агрессивной средой.
Допустимо алитировать не всю поверхность наружного и внутреннего стаканов, а лишь швы и районы наиболее сильного химического износа поверхности фурм.
Пример.
Был проведен опытно-промышленный эксперимент. По вышеуказанной методике было облицовано 40 фурм. Все установлены на доменной печи N 6 НЛМК, средний срок службы этих фурм составил 143 дня, при этом, средний срок серийных фурм в период эксперимента составил 90 дней. Причем, по причине химического износа не вышло из строя ни одной алитированной фурмы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2153001C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2001 |
|
RU2215043C2 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1997 |
|
RU2115740C1 |
| СПОСОБ ПОДГОТОВКИ К РАБОТЕ ВОЗДУШНОЙ ФУРМЫ ДОМЕННОЙ ПЕЧИ | 2011 |
|
RU2465333C2 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2167204C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1998 |
|
RU2138559C1 |
| ДУТЬЕВАЯ ФУРМА ДЛЯ ДОМЕННЫХ ПЕЧЕЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233338C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ НАНЕСЕНИЯ ЗАШИТНОГО ПОКРЫТИЯ НА ДУТЬЕВУЮ ФУРМУ ДОМЕННОЙ ПЕЧИ | 2002 |
|
RU2235789C2 |
| ФУРМА ДОМЕННОЙ ПЕЧИ И СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОГО ШВА ФУРМЫ ДОМЕННОЙ ПЕЧИ | 1995 |
|
RU2088671C1 |
| ДУТЬЕВАЯ ФУРМА ДОМЕННОЙ ПЕЧИ | 1999 |
|
RU2164949C1 |
Изобретение относится к области металлургии, в частности к конструкции дутьевой фурмы для шахтной печи. Сущность изобретения: устройство включает водоохлаждаемый корпус, состоящий из наружного и внутреннего стаканов, по торцам соединенных фланцем и рыльной частью, с облицовкой поверхности наружного и внутреннего стаканов и рыльной части защитным материалом толщиной 0,5 - 2,0 мм, в качестве которого используют непрерывный ряд твердых растворов алюминия в меди. Изобретение позволяет увеличить стойкость фурмы от химического износа и снизить трудоемкость при нанесении защитного слоя. 3 ил.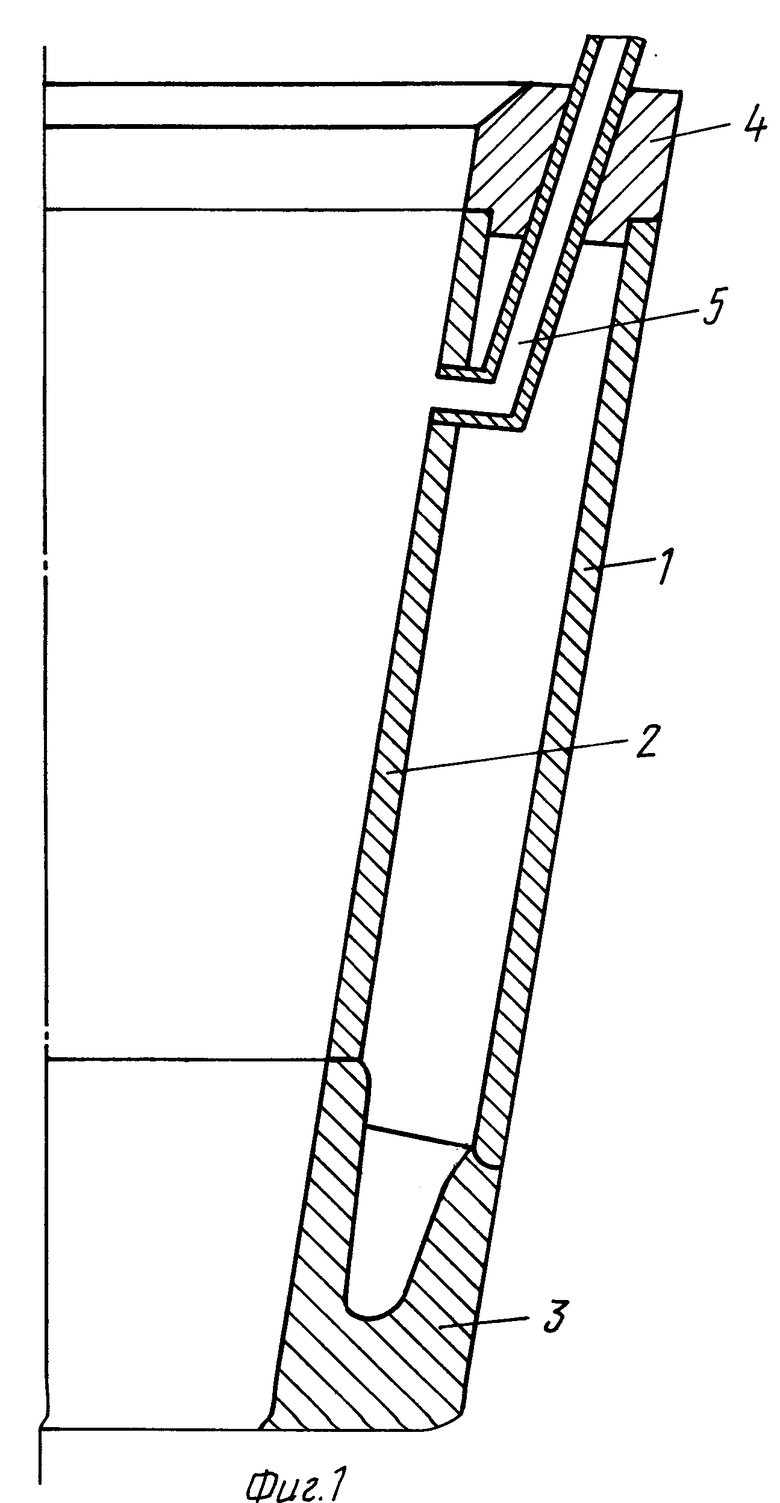
Дутьевая фурма доменной печи, включающая водоохлаждаемый корпус, состоящий из наружного и внутреннего стаканов, по торцам соединенных фланцем и рыльной частью, с облицовкой поверхности наружного и внутреннего стаканов и рыльной части защитным материалом, отличающаяся тем, что в качестве защитного материала используют непрерывный ряд твердых растворов алюминия в меди толщиной 0,5 - 2,0 мм.
| Дутьевая фурма доменной печи | 1979 |
|
SU798178A1 |
| Дутьевая фурма доменной печи | 1976 |
|
SU576341A1 |
| Фурма доменной печи | 1979 |
|
SU785362A1 |
| 0 |
|
SU159181A1 | |
| Устройство для занятий водным видом спорта | 2019 |
|
RU2732566C1 |
| US 4043542, 23.08.77 | |||
| ПОСЛЕДОВАТЕЛЬНОСТИ СИНТЕТИЧЕСКИХ НУКЛЕОТИДОВ, КОДИРУЮЩИХ ИНСЕКТИЦИДНЫЙ КРИСТАЛЛИЧЕСКИЙ БЕЛОК, И ИХ ПРИМЕНЕНИЯ | 2020 |
|
RU2820699C2 |
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |

