Текст описания в факсимильном виде (см. графическую часть) Тi
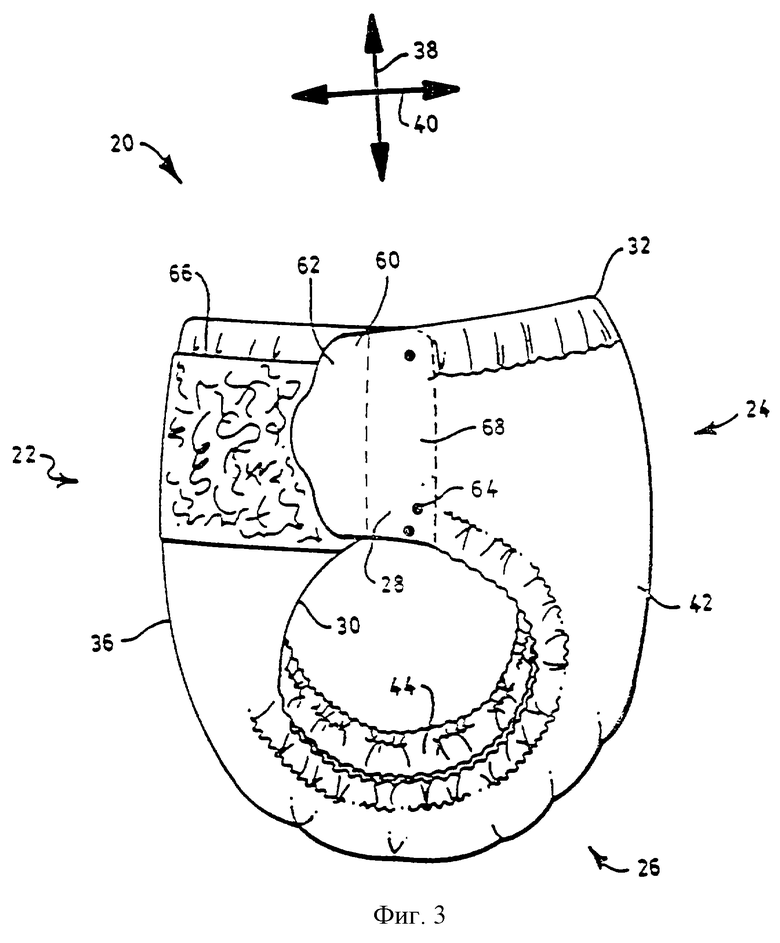
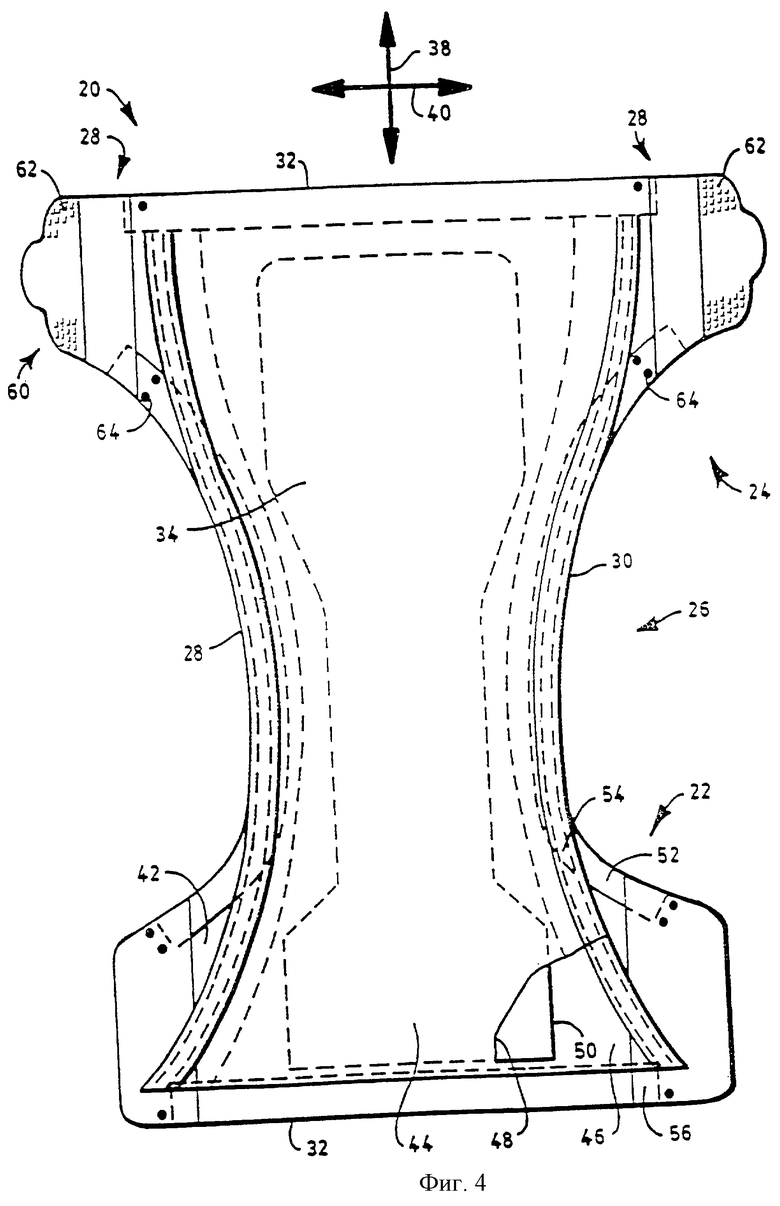
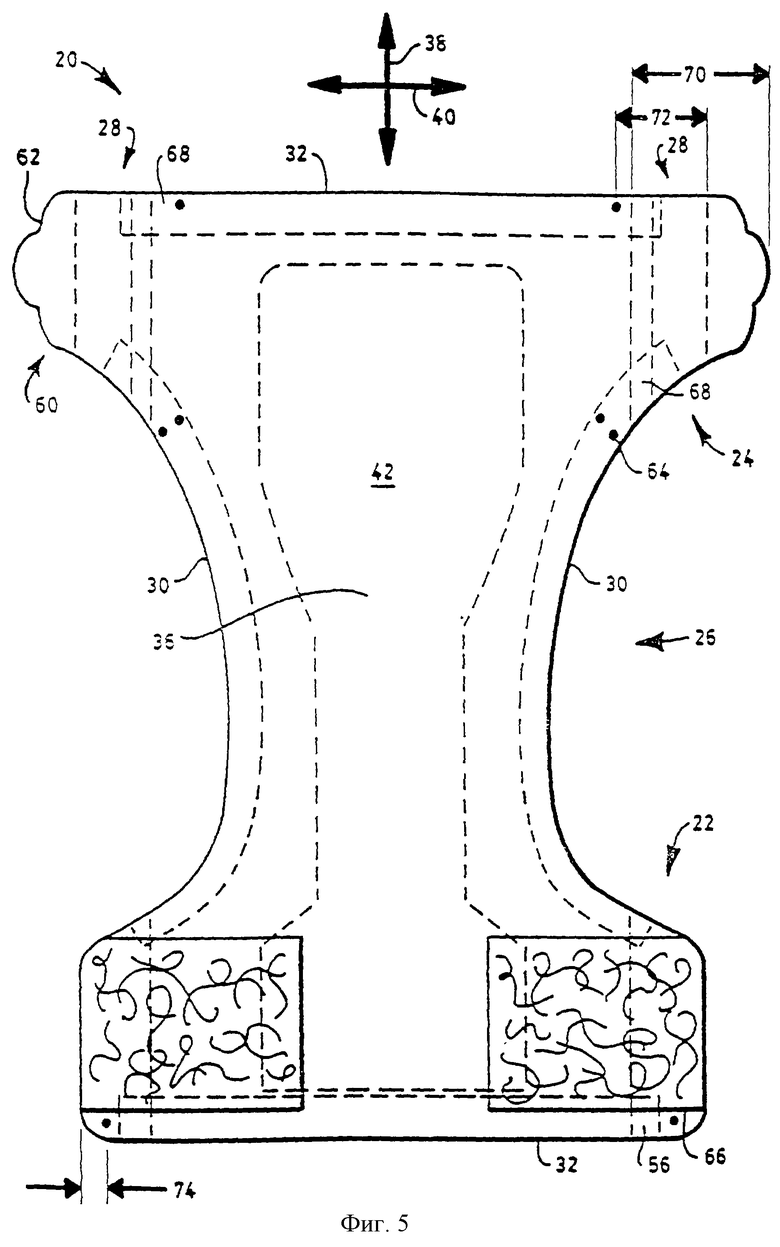
Способ предусматривает образование непрерывного полотна из взаимосоединенных поглощающих изделий, каждое из которых содержит пару первичных застежек, которые расположены на боковых краях изделия в одной из поясных областей изделия. Способ предусматривает также разрезание непрерывного полотна из взаимосоединенных изделий на отдельные поглощающие изделия, которые складывают вокруг линии сгиба, проходящей в поперечном направлении через промежную область изделия, позиционируя в соответствии с этим поясные области изделия внешними поверхностями наружу, после чего образуют поддающееся рассоединению соединение поясных областей между собой. Способ дополнительно предусматривает складывание первичных застежек поверх и на противоположную поясную область для поддающегося рассоединению соединения с противоположной поясной областью для получения предварительно застегнутого поглощающего изделия. Образование поддающегося рассоединению соединения между собой поясных областей облегчает сохранение предварительно застегнутого поглощающего изделия в предварительно застегнутом состоянии, при надевании изделия натягиванием поверх бедер или при снимании изделия стягиванием поверх бедер пользователя. 2 с. и 19 з.п.ф-лы, 5 ил.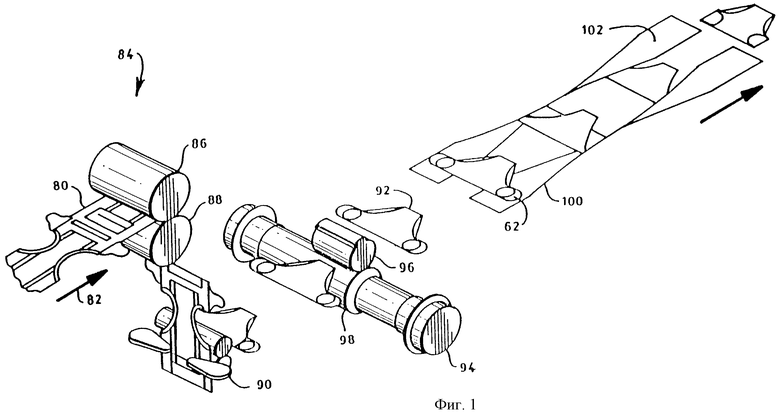
1. Способ изготовления предварительно застегнутого поглощающего изделия одноразового использования, которое содержит поглотитель, переднюю поясную область, заднюю поясную область и промежную область, проходящую между указанными поясными областями и соединяющую указанные поясные области между собой, пару противоположных боковых краев и пару противоположных поясных краев, предусматривающий а) формирование непрерывного полотна из взаимосоединенных поглощающих изделий, каждое из которых содержит пару первичных застежек, которые расположены на указанных боковых краях указанного изделия в одной из указанных поясных областей указанного изделия, б) избирательное разрезание указанного непрерывного полотна на отдельные поглощающие изделия, в) складывание каждого из указанных дискретных поглощающих изделий вокруг линии сгиба, проходящей в поперечном направлении через указанную промежную область указанного изделия, позиционируя указанные поясные области внешними поверхностями наружу, г) образование соединений, поддающихся рассоединению, указанной противоположной поясной области, с указанной одной поясной областью, и д) складывание указанных первичных застежек поверх и на указанную противоположную поясную область для сцепления, с возможностью расцепления, с указанной противоположной поясной областью для получения указанного предварительно застегнутого поглощающего изделия.2. Способ по п.1, в котором указанные первичные застежки являются застежками типа крючок.3. Способ по п.1, в котором указанные первичные застежки располагают на указанных противоположных боковых краях в указанной задней поясной области указанного поглощающего изделия и складывают поверх указанной передней поясной области для сцепления, с возможностью расцепления, для получения указанного предварительно застегнутого поглощающего изделия.4. Способ по п.1, в котором указанные поясные области соединяют вместе с возможностью рассоединения посредством по меньшей мере двух точечных соединений, поддающихся рассоединению.5. Способ по п.4, в котором указанные поддающиеся рассоединению точечные соединения соединяют указанный поясной край и указанный боковой край указанной одной поясной области с указанными боковыми краями указанной противоположной поясной области.6. Способ по п.1, в котором указанные боковые края указанной противоположной поясной области соединяют с возможностью рассоединения с указанной одной поясной областью в месте, расположенном внутрь от указанных первичных застежек.7. Способ по п.6, в котором указанные боковые края указанной противоположной поясной области соединяют с возможностью рассоединения с указанной одной поясной областью в месте, расположенном на указанной противоположной поясной области внутрь от указанных боковых краев на расстоянии, равном от около 0,2 см до около 2,5 см.8. Способ по п.1, в котором указанные поясные области соединяют между собой с возможностью рассоединения с помощью ультразвукового соединения.9. Способ по п.1, в котором указанные поясные области соединяют между собой с возможностью рассоединения, при этом величина прочности на отрыв не превышает 1500 г.10. Способ по п.1, в котором внутреннюю поверхность указанного поглощающего изделия в указанной одной поясной области соединяют с возможностью рассоединения с внутренней поверхностью указанного поглощающего изделия в указанной противоположной поясной области.11. Способ изготовления предварительно застегнутого поглощающего изделия одноразового использования, которое содержит переднюю поясную область, заднюю поясную область и промежную область, проходящую между указанными поясными областями и соединяющую указанные поясные области между собой, пару противоположных боковых краев и пару противоположных поясных краев, предусматривающий а) обеспечение непрерывно движущегося полотна из внешнего покрывающего материала, б) прерывистое соединение поглощающего основания с указанным внешним покрывающим материалом для получения непрерывно движущегося полотна из взаимосоединенных поглощающих изделий, каждое из которых содержит одно указанное поглощающее основание, в) прерывистое присоединение пары первичных застежек к указанным противоположным в поперечном направлении боковым краям указанной задней поясной области каждого из указанных взаимосоединенных поглощающих изделий, г) избирательное разрезание указанного непрерывного полотна из взаимосоединенных поглощающих изделий на дискретные поглощающие изделия, д) складывание каждого из указанных дискретных поглощающих изделий вокруг линии сгиба, проходящей в поперечном направлении через указанную промежную область указанного поглощающего изделия, позиционируя указанные поясные области указанного поглощающего изделия внешними поверхностями наружу, при этом указанные первичные застежки проходят в поперечном направлении наружу за указанные боковые края, е) образование поддающегося рассоединению соединения указанной передней поясной области с указанной задней поясной областью, и ж) складывание указанных первичных застежек поверх и на указанную переднюю поясную область для сцепления, осуществляемого с возможностью расцепления, с указанной передней поясной областью для получения указанного предварительно застегнутого поглощающего изделия.12. Способ по п.11, в котором указанные первичные застежки являются застежками типа крючок.13. Способ по п.11, в котором указанный этап складывания указанного поглощающего изделия вокруг указанной линии сгиба предусматривает складывание указанного поглощающего изделия с совмещением друг с другом указанных поясных краев указанных поясных областей.14. Способ по п.11, в котором указанный этап образования поддающегося рассоединению соединения указанных поясных областей между собой предусматривает образование, по меньшей мере, двух поддающихся рассоединению точечных соединений, расположенных вдоль каждого бокового края указанной передней боковой области.15. Способ по п.13, в котором указанные поддающиеся рассоединению точечные соединения соединяют указанный поясной край и указанный боковой край указанной задней поясной области с указанными боковыми краями указанной передней поясной области.16. Способ по п.11, в котором указанный этап соединения предусматривает образование поддающегося рассоединению соединения указанных боковых краев указанной передней поясной области с указанной задней поясной областью в месте, расположенном внутрь от указанных первичных застежек.17. Способ по п.16, в котором указанные боковые края указанной передней поясной области соединяют с указанной задней поясной областью в месте, расположенном на указанной поясной области внутрь от указанных боковых краев на расстоянии, равном от 0,2 до 2,5 см.18. Способ по п.11, в котором указанный этап соединения предусматривает образование поддающегося рассоединению соединения указанных поясных областей между собой с помощью ультразвукового соединения.19. Способ по п.18, в котором указанное ультразвуковое соединение предусматривает пропускание указанного сложенного поглощающего изделия между ротационной консолью для ультразвукового соединения и опорным валком.20. Способ по п.11, в котором указанный этап образования поддающегося рассоединению соединения указанных поясных областей между собой обеспечивает получение величины прочности на отрыв между указанными поясными областями, не превышающей 1500 г.21. Способ по п.11, в котором указанный этап соединения, осуществляемый с возможностью рассоединения, предусматривает соединение внутренней поверхности указанного поглощающего изделия в указанной задней поясной области с внутренней поверхностью указанного поглощающего изделия в указанной передней поясной области.