Настоящее изобретение относится в общем к устройствам и способам изготовления предварительно сложенного или предварительно застегнутого нижнего белья и, в частности, к устройствам и способам для сцепления взаимодействующих компонентов застежек предварительно застегнутого впитывающего нижнего белья в процессе изготовления такого нижнего белья.
Впитывающее нижнее белье имеет множество применений, в том числе, в частности, в качестве подгузников, непромокаемых трусов и изделий, используемых в случаях недержания у взрослых. Типичное впитывающее нижнее белье представляет собой составную структуру, включающую в себя впитывающий пакет, расположенный между пропускающей жидкость подкладкой, прилегающей к телу, и внешней оболочкой. Эти компоненты могут сочетаться с другими материалами и элементами, такими как эластичные материалы и герметизирующие конструкции, для получения изделия, которое специально предназначено для определенных целей. Некоторое такое нижнее белье включает в себя застегивающие компоненты, которые предназначены для прикрепления друг к другу (например, для предварительного застегивания) в процессе изготовления нижнего белья, так чтобы оно было упаковано в полностью собранном, готовом для носки виде.
Например, детские непромокаемые трусы обычно имеют центральное впитывающее основание и передние, и задние боковые полоски, отходящие от основания в поперечном направлении и прилегающие к его противоположным продольным концам. Каждая из передних и задних боковых полосок имеет застегивающийся компонент, например, застежку типа "липучка". В процессе изготовления непромокаемых трусов центральное впитывающее основание первоначально делается в общем плоским, а затем складывается таким образом, чтобы передние и задние боковые полоски оказались друг напротив друга. Затем соответствующие застегивающиеся компоненты передних и задних боковых полосок выравниваются друг относительно друга и сцепляются с целью получения предварительно застегнутых непромокаемых трусов в их полностью собранной трехмерной форме.
Однако существующие способы изготовления традиционного впитывающего нижнего белья, такого как описанные выше непромокаемые трусы или другое предварительно застегнутое нижнее белье, в котором застегивающиеся компоненты предварительно застегиваются в процессе изготовления, являются в некоторых отношениях несоответствующими предъявляемым требованиям. В частности, типичные процессы изготовления выполняются с высокой скоростью, например, для изготовления 250 или более предварительно застегнутых предметов впитывающего нижнего белья в минуту. Одним, порой ограничивающим фактором, является то, что складывание нижнего белья, когда нижнее белье перемещается в машинном направлении с высокой скоростью, требует возвратно-поступательного движения складывающего устройства в направлении, перпендикулярном направлению движения материала нижнего белья. Это может привести к несоответствующему положению складки, по которой складывается нижнее белье. В обычно применяемых процессах также требуется множество станций вдоль изготавливающего устройства, например, одна станция, где белье складывается, и отдельная станция, где впоследствии боковые полоски скрепляются друг с другом. В частности, множество станций необходимо использовать для того, чтобы какое-либо из складывающих и скрепляющих устройств производственной линии не оказалось внутри предварительно застегнутого предмета нижнего белья, тем самым препятствуя дальнейшему перемещению этого предмета нижнего белья вдоль производственной линии.
С этой целью в японской выложенной патентной заявке 7-205943 раскрывается складывающее устройство, в котором имеется множество пар присасывающих складывающих средств на вращающемся барабане, причем каждая пара присасывающих складывающих средств выполнена с возможностью складывать один предмет впитывающего нижнего белья и скреплять друг с другом боковые края предмета нижнего белья. В частности, по мере вращения барабана соответствующая пара присасывающих складывающих средств оказывается в открытой конфигурации, когда складывающие средства лежат плоско или по касательной к вращающемуся барабану. В этой конфигурации предмет нижнего белья, который был отрезан от полотна таких предметов нижнего белья, присасывается в плоском виде к паре присасывающих складывающих средств. При дальнейшем вращении барабана на боковые края предмета нижнего белья наносится клей. Дальнейшее вращение барабана приводит к тому, что пара присасывающих складывающих средств складывается внутрь в направлении друг друга, при этом предмет нижнего белья остается присосанным к соответствующему складывающему средству. Тем самым предмет нижнего белья складывается пополам и при этом концы предмета нижнего белья соединяются. Края предмета нижнего белья касаются друг друга, и клей удерживает края вместе, образуя то, что обычно называется стыковой шов. Наконец, барабан поворачивается в положение, в котором присасывающие вкладывающие средства вновь раскрываются, при этом всасывающая сила, приложенная к одному из складывающих средств, ослабевает, так что сложенный предмет нижнего белья удерживается только другим складывающим средством и затем перемещается на конвейер для дальнейшей обработки.
Хотя такие складывающие устройства предназначены для увеличения скорости обработки для получения сложенного нижнего белья, стыковые швы в общем не желательны, поскольку стыковой шов имеет незаконченный вид. Более желателен шов, который обычно называется нахлесточным швом, когда боковые края предмета нижнего белья на одном конце накладываются и сцепляются с боковыми краями предмета нижнего белья на противоположном конце предмета нижнего белья. Например, в патенте США 5779831 раскрывается устройство, которое захватывает не сложенный предмет нижнего белья в четырех местах и складывает нижнее белье пополам. Захваченные участки предмета нижнего белья затем складываются в направлении друг к другу. В результате участки предмета нижнего белья, прилегающие к захваченным участкам, соединяются друг с другом устройством ультразвуковой сварки. Однако свариваемые участки предмета нижнего белья являются не захваченными (то есть перекрывающиеся участки, прилегающие к захваченным участкам) и поэтому не удерживаются надежным образом друг напротив друга. Существует риск, что движение устройства или другие окружающие условия могут вызвать смещение свариваемых участков, складки на них и т.п., что приведет к неудовлетворительной сварке.
Кроме того, хотя специалистам в данной области техники известны различные устройства и способы получения нахлесточных швов, такие устройства и способы обычно требуют, чтобы образование нахлесточного шва осуществлялось не на той же установке, где выполняется складывание нижнего белья. Таким образом, для изготовления такого нахлесточного шва требуется дополнительное устройство обработки и дополнительное время.
В соответствии с одним вариантом выполнения устройства для механического застегивания впитывающего нижнего белья для изменения конфигурации нижнего белья из частично собранной, не застегнутой конфигурации в предварительно застегнутую конфигурацию в процессе его первоначального изготовления, такое устройство содержит в общем устройство транспортировки, приводимое в движение для перемещения в направлении транспортировки. Продольное складывающее устройство, переносимое устройством транспортировки в направлении транспортировки, выполнено с возможностью перемещения относительно устройства транспортировки между открытой конфигурацией, в которой продольное складывающее устройство принимает впитывающее нижнее белье в его частичной собранной конфигурации, и закрытой конфигурацией, в котором впитывающее нижнее белье сложено в продольном направлении складывающим устройством. Первое поперечное складывающее устройство, переносимое устройством транспортировки в направлении транспортировки, выполнено с возможностью складывать первую застегивающуюся часть нижнего белья относительно складывающего устройства и в общем в направлении второй застегивающейся части и второго поперечного складывающего устройства, переносимого устройством транспортировки в направлении транспортировки и выполненного с возможностью складывать вторую застегивающуюся часть нижнего белья относительно складывающего устройства и в общем в направлении первой застегивающейся части нижнего белья для обеспечения расположения в общем напротив друг друга первой и второй застегивающихся частей для облегчения их сцепления друг с другом. Устройством транспортировки в направлении транспортировки переносится удерживающий элемент, отделенный от продольного складывающего устройства и поперечного складывающего устройства. Удерживающий элемент расположен относительно продольного складывающего устройства и поперечного складывающего устройства для нахождения внутри складывающего устройства, находящегося в закрытой конфигурации. Удерживающий элемент имеет рабочую поверхность и выполнен с возможностью притягивать к указанной рабочей поверхности по меньшей мере одну часть из первой застегивающейся части и второй застегивающейся части нижнего белья, причем нижнее белье перемещается устройством транспортировки и в направлении транспортировки.
В одном варианте осуществления способа механического получения предварительно застегнутого впитывающего нижнего белья в процессе первоначального производства нижнего белья впитывающее нижнее белье частично собрано и имеет конфигурацию, в которой нижнее белье является в общем не сложенным, а первая и вторая застегивающиеся части являются не застегнутыми. Впитывающее нижнее белье перемещается в направлении транспортировки и складывается в продольном направлении, так что первая и вторая конечные области нижнего белья оказываются расположенными в общем напротив друг друга. Стадия продольного складывания выполняется в процессе перемещения частично собранного нижнего белья в направлении транспортировки. Первую застегивающуюся часть нижнего белья принуждают сложиться в направлении второй застегивающейся части и в направлении рабочей поверхности удерживающего элемента, причем этот первая стадия принуждения выполняется во время перемещения нижнего белья и удерживающего элемента в направлении транспортировки. Удерживающий элемент выполнен с возможностью притягивать к себе и удерживать на себе первую застегивающуюся часть, причем эта стадия выполняется в процессе транспортировки нижнего белья и удерживающего элемента в направлении транспортировки. Вторую застегивающуюся часть вынуждают сложиться в направлении первой застегивающейся части, удерживаемой на рабочей поверхности удерживающего элемента для наложения друг на друга первой и второй застегивающихся частей, чтобы тем самым облегчить сцепление их друг с другом, при этом первая застегивающаяся часть находится на рабочей поверхности удерживающего элемента. Эта вторая стадия принуждения выполняется в процессе транспортировки нижнего белья и удерживающего элемента в направлении транспортировки.
В другом варианте выполнения способа механического получения заранее застегнутого впитывающего нижнего белья в процессе первоначального изготовления нижнего белья впитывающее нижнее белье является частично собранным и имеет конфигурацию, в которой нижнее белье является, в общем, не сложенным, а первая и вторая застегивающиеся части нижнего белья не застегнуты. Нижнее белье транспортируется в направлении транспортировки. Впитывающее нижнее белье складывается в продольном направлении, так что первая и вторая концевые области нижнего белья находятся в общем напротив друг друга, причем эта стадия продольного складывания выполняется в процессе транспортировки частично собранного нижнего белья в направлении транспортировки. Первая застегивающаяся часть нижнего белья складывается в направлении второй застегивающейся части во время транспортировки нижнего белья в направлении транспортировки. По существу вся вторая застегивающаяся часть удерживается на поперечном складывающем устройстве, при этом перемещая поперечное складывающее устройство относительно первой застегивающей части в положение, в котором поперечное складывающее устройство оказывается в общем напротив первой застегивающейся части, при этом вторая застегивающаяся часть удерживается на поперечном складывающем устройстве и располагается между поперечным складывающим устройством и первой застегивающейся частью, так чтобы вторая застегивающаяся часть сцеплялась застегивающимся образом с первой застегивающейся частью.
Фиг.1 - вид спереди варианта выполнения впитывающего нижнего белья в виде детских непромокаемых трусов, причем система застежек непромокаемых трусов изображена застегнутой с одной стороны и не застегнутой с противоположной стороны непромокаемых трусов;
Фиг.2 - вид снизу непромокаемых трусов, приведенных на фиг.1, в не застегнутом, не сложенном и уплощенном состоянии, на котором показана поверхность непромокаемых трусов, которая обращена от пользователя;
Фиг.3 - вид сверху непромокаемых трусов в не застегнутом, не сложенном и уплощенном состоянии, на котором показана поверхность непромокаемых трусов, которая обращена к пользователю, при этом на отдельных участках непромокаемых трусов сделаны вырезы, чтобы можно было видеть внутренние элементы;
Фиг.4 - схема сборочной системы для изготовления впитывающего нижнего белья, такого как непромокаемые трусы, приведенные на фиг.1-3;
Фиг.5 - схема участка непрерывно движущейся совокупности или полотна нижнего белья на одном участке сборочной системы, приведенной на фиг.4;
Фиг.6 - схематический вид сбоку одного варианта выполнения застегивающего устройства для складывания и предварительного застегивания впитывающего нижнего белья в процессе его первоначального изготовления;
Фиг.7 - разрез по плоскости линии 7-7 на фиг.7, впитывающее белье не показано;
Фиг.8 - детализированный вид в перспективе части застегивающего устройства на фиг.6, включающего в себя продольное складывающее устройство, поперечные складывающие устройства и удерживающие элементы;
Фиг.9 - вид сзади продольного складывающего устройства, поперечных складывающих устройств и удерживающих элементов застегивающего устройства, причем продольное складывающее устройство находится в сложенной конфигурации и впитывающее нижнее белье складывается складывающим устройством;
Фиг.10 - вид сзади, аналогичный приведенному на фиг.9, на котором пара поперечных складывающих устройств работает в дующем режиме для складывания боковых застегивающихся частей нижнего белья над удерживающими элементами;
Фиг.11 - вид сзади, аналогичный приведенному на фиг.9, на котором противоположная пара поперечных складывающих устройств находится в сложенной конфигурации для складывания противоположных боковых застегивающихся частей нижнего белья над удерживающими элементами; и
Фиг.12 - вид сзади, аналогичный приведенному на фиг.9, на котором нижнее белье находится в предварительно застегнутой конфигурации.
На всех чертежах соответственные символы позиций обозначают соответственные элементы.
Способы и устройства настоящего изобретения могут применяться для изготовления различного впитывающего белья, в том числе, в частности, подгузников, непромокаемых трусов, предметов женской гигиены, изделий для лиц, страдающих недержанием, медицинской одежды и других предметов личной гигиены и ухода за больными, купальных трусов, спортивной одежды, трусов, шортов и т.п. Для облегчения понимания способы и устройства настоящего изобретения в дальнейшем преимущественно описываются в связи с изготовлением предварительно застегнутых детских непромокаемых трусов, обозначенных в общем позицией 20 на фиг.1. В частности, способы и устройства описываются с точки зрения изготовления предварительно застегнутых одноразовых непромокаемых трусов, аналогичных трусам, описанным в опубликованной заявке РСТ WO 00/37009, опубликованной 29 июня 2000 г., поданной А. L. Fletcher и др., описание которой включено в настоящий документ посредством ссылки. Непромокаемые трусы 20 могут также быть изготовлены при помощи способов и устройств, раскрытых в патенте США 4940464, выданном 10 июля 1990 г. VanGompel и др.; и патенте США 5766389, выданном 16 июня 1998 г. Brandon и др.; описания которых также включены в настоящий документ посредством ссылки.
Если обратиться к чертежам и, в частности, к фиг.1, то непромокаемые трусы 20 изображены в частично застегнутом состоянии и содержат впитывающее основание 32 и систему 80 застежек. Впитывающее основание 32 включает в себя переднюю поясную зону 22 (грубо говоря, первая продольная концевая зона), заднюю поясную зону 24 (грубо говоря, вторая продольная концевая зона) и паховую зону 26 (в более широком смысле, центральную зону), находящуюся между и соединяющую переднюю и заднюю поясные зоны, внутреннюю поверхность 28, которая обращена к пользователю и наружную поверхность 30, которая находится напротив внутренней поверхность и обращена от пользователя. Если обратиться также к фиг.2 и 3, то впитывающее основание 32 также имеет пару противоположных относительно поперечного направления боковых краев 36 и пару противоположных относительно продольного направления поясных краев, обозначающих соответственно передний поясной край 38 и задний поясной край 39. Передняя поясная зона 22 прилегает к переднему поясному краю 38, а задняя поясная зона 24 прилегает к заднему поясному краю 39.
Изображенное впитывающее основание 32 содержит составную структуру 33, которая в уплощенном виде может представлять собой прямоугольник или любую другую требуемую форму и имеет пару противоположных относительно поперечного направления передних боковых полосок 34 и пару противоположных относительно поперечного направления задних боковых полосок 134, отходящих от него. Составная структура 33 и боковые полоски 34 и 134 могут содержать два или более отдельных элементов, как показано на фиг.1, или представлять собой единое целое. Боковые полоски 34, 134, являющиеся единым целым, и составная структура 33 содержат по меньшей мере некоторые общераспространенные материалы, таких как прилегающая к телу подкладка, составные клапаны, внешняя оболочка, другие материалы и (или) их сочетания, и (или) могут образовывать цельные эластичные, растягиваемые или нерастягиваемые трусы. Изображенная составная структура 33 содержит внешнюю оболочку 40, подкладку 42, прилегающую к телу (фиг.1 и 3), которая соединена с внешней оболочкой посредством наложения, впитывающий блок 44 (фиг.3), который расположен между внешней оболочкой и подкладкой, прилегающей к телу, и пару герметизирующих клапанов 46 (фиг.3). Изображенная составная структура 33 имеет противоположные концы 45, которые образуют части переднего и заднего поясных краев 38 и 39, и противоположные боковые края 47, которые образуют части боковых краев 36 впитывающего основания 32 (фиг.2 и 3). Для удобства ссылок стрелки 48 и 49 указывают соответственно ориентацию продольной оси и поперечной или боковой оси непромокаемых трусов 20.
Когда непромокаемые трусы 20 находятся в застегнутом положении, как частично показано на фиг.1, передние и задние боковые полоски 34, 134 прикреплены друг к другу, образуя трехмерные трусы, имеющие поясное отверстие 50, пару отверстий 52 для ног и внутреннее пространство 53. Передняя поясная зона 22 содержит часть непромокаемых трусов 20, которая, когда трусы надеты, располагается спереди пользователя, тогда как задняя поясная зона 24 содержит часть непромокаемых трусов, которая, когда трусы надеты, располагается сзади пользователя. Паховая зона 26 непромокаемых трусов 20 содержит часть непромокаемых трусов 20, которая, когда трусы надеты, располагается между ног пользователя и закрывает нижнюю часть туловища пользователя. Передние и задние боковые полоски 34 и 134 содержат части непромокаемых трусов 20, которые, когда трусы надеты, располагаются на бедрах пользователя. Поясные края 38 и 39 впитывающего основания 32 выполнены с возможностью обхватывать талию пользователя, когда трусы надеты, и совместно задавать поясное отверстие 50 (фиг.1). Части боковых краев 36 в паховой зоне 26 задают в общем отверстия 52 для ног.
Впитывающее основание 32 выполнено с возможностью удерживать и (или) впитывать любую жидкость, выделяемую пользователем. Например, впитывающее основание 32 желательно, хотя и необязательно, имеет пару герметизирующих клапанов 46 (фиг.3), которые выполнены с возможностью препятствовать поперечному течению выделяемых телом жидкостей. Упругий элемент 53 клапана (фиг.3) может быть функционально соединен с каждым герметизирующим клапаном 46 любым подходящим образом, известным из уровня техники. Герметизирующие клапаны 46 с вставленной в них резинкой образуют незакрепленный край, который загибается вверх по меньшей мере в области паха 26 непромокаемых трусов 20 для плотного прилегания к телу пользователя. Герметизирующие клапаны 46 могут располагаться вдоль боковых краев 36 впитывающего основания 32 и могут быть вытянуты в продольном направлении по всей длине впитывающего основания или могут лишь занимать лишь часть длины впитывающего основания. Подходящие конструкции и конфигурации герметизирующих клапанов 46 в общем хорошо известны специалистам в данной области техники и описаны в патенте США 4704116, выданном 3 ноября 1987 Enloe, который включен в настоящий документ посредством ссылки.
Для еще лучшего удержания и (или) впитывания выделяемых телом жидкостей непромокаемые трусы 20 желательно, хотя и необязательно, содержат передний поясной упругий элемент 54, задний поясной упругий элемент 56 и ножные упругие элементы 58, как известно специалистам в данной области техники. Поясные упругие элементы 54 и 56 могут быть функционально соединены с внешней оболочкой 40 и (или) с прилегающей к телу подкладкой 42 на противоположных поясных краях 38 и 39 и могут тянуться по части или по всей длине поясных краев. Ножные упругие элементы 58 могут быть функционально соединены с внешней оболочкой 40 и (или) с прилегающей к телу подкладкой 42 на противоположных боковых краях 36 и расположены в паховой области 26 непромокаемых трусов 20. Ножные упругие элементы 58 могут располагаться вдоль каждого бокового края 47 составной структуры 33.
Упругие элементы 53 клапанов, поясные упругие элементы 54 и 56 и ножные упругие элементы 58 могут быть выполнены из любого подходящего упругого материала. Как известно специалистам в данной области техники, подходящие упругие материалы включают в себя листы, нити и ленты из натурального каучука, синтетического каучука или термопластичных эластомерных полимеров. Упругие материалы могут вытянуть и приклеить к основе, приклеить к собранной в складку основе или приклеить к основе и затем собрать на тонкую резинку или сморщить, например, посредством нагревания, так чтобы к основе были приложены упругие силы сжатия.
Внешняя оболочка 40 предпочтительно содержит материал, который по существу не пропускает жидкость и может быть упругим, растяжимым или нерастяжимым. Наружная оболочка 40 может представлять собой один слой не пропускающего жидкость материала, но желательно содержит многослойную структуру, в которой по меньшей мере один из слоев не пропускает жидкость. Например, внешняя оболочка 40 может включать в себя пропускающий жидкость наружный слой и не пропускающий жидкость внутренний слой, которые соответствующим образом соединены друг с другом клеем для соединения слоев, ультразвуковой сваркой, тепловыми связями или тому подобным. Подходящие клеи для соединения слоев могут наноситься непрерывно или прерывисто в виде капель, напыления, параллельных змеек или подобными способами. Пропускающий жидкость наружный слой может быть любым подходящим материалом и желательно таким, который обладает в общем строением, как у ткани. Внутренний слой внешней оболочки 40 может быть непроницаемым как для жидкости, так и для пара, либо может быть непроницаемым для жидкости и проницаемым для пара. Внутренний слой может быть изготовлен из тонкой пластиковой пленки, хотя может также использовать и другие гибкие пропускающие жидкость материалы. Внутренний слой, или не пропускающая жидкость внешняя оболочка в случае одного слоя, не дает использованному материалу мочить вещи, такие как простыни и одежду, а также пользователя и лица, на попечении которого он находится.
Пропускающая жидкость подкладка 42, прилегающая к телу, изображена покрывающей внешнюю оболочку 40 и впитывающий блок 44, и может, хотя и необязательно, иметь те же размеры, что и наружная оболочка 40. Подкладка 42, прилегающая к телу, желательно является легко деформируемой, мягкой на ощупь и не раздражающей кожу ребенка. Кроме того, подкладка 42, прилегающая к телу, может быть менее гидрофильной, чем впитывающий блок 44, чтобы предоставить пользователю относительно сухую поверхность и обеспечивать быстрое проникновение жидкости сквозь его толщину. Или же подкладка 42, прилегающая к телу, может быть более гидрофильной или может обладать по существу такой же впитывающей способностью, что и впитывающий блок, чтобы предоставить пользователю относительно влажную поверхность для усиления ощущения влаги. Ощущение влаги может быть полезно в качестве обучающего средства. Гидрофильные/гидрофобные свойства могут изменяться по длине, ширине и глубине подкладки 42, прилегающей к телу, и впитывающего блока 44 для обеспечения требуемого ощущения мокроты или стойкости к протеканию.
Подкладка 42, прилегающая к телу, может быть изготовлена из широкого ассортимента ленточных материалов, таких как синтетические волокна (например, волокна из полиэфира или полипропилена), натуральные волокна (например, древесные или хлопчатобумажные волокна), сочетание натуральных и синтетических волокон, поропласты, сетчатые пеноматериалы, пластиковые пленки с отверстиями или тому подобное. В качестве подкладки 42, прилегающей к телу, можно использовать различные тканые и нетканые материалы. Например, подкладка, прилегающая к телу, может быть выполнена из полиолефиновых волокон в виде полотна типа мелтблоун и спанбонд. Подкладка, прилегающая к телу, может представлять собой нетканое кардное полотно, выполненное из натуральных и (или) синтетических волокон. Подкладка, прилегающая к телу, может быть выполнена из по существу гидрофобного материала, и этот гидрофобный материал может факультативно быть обработан поверхностно-активным веществом или обработан иным образом для придания требуемого уровня смачиваемости и гидрофильности. Внешняя оболочка 40, подкладка 42, прилегающая к телу, и другие материалы, используемые для создания трусов, могут содержать эластомерные или неэластомерные материалы.
Впитывающий блок 44 (фиг.3) расположен между внешней оболочкой 40 и подкладкой 42, прилегающей к телу, которые могут быть соединены друг с другом любым подходящим средством, таким как клеи, ультразвуковая сварка, тепловое соединение или тому подобное. Впитывающий блок 44 может представлять собой любую структуру, которая в общем является сжимаемой, податливой, не раздражающей кожу ребенка и способной впитывать и удерживать жидкости и определенные отходы жизнедеятельности, и могут изготавливаться в самых различных размерах и формах и из широкого спектра впитывающих жидкость материалов, обычно используемых в уровне техники. Например, впитывающий блок 44 может содержать матрицу гидрофильных волокон, таких как холст из целлюлозного ворса, смешанного с частицами материала с высокой поглощающей способностью, обычно называемого сверхпоглощающим материалом. В частном варианте выполнения поглощающий блок 44 содержит матрицу из целлюлозного ворса, такого как древесный целлюлозный ворс, и сверхпоглощающих гидрогельобразующих частиц. Древесный целлюлозный ворс может быть заменен на синтетические, полимерные, мелтблоун-волокна или укороченные гомофильные бикомпонентные синтетические волокна и натуральные волокна. Сверхпоглощающие частицы могут быть смешаны с гидрофильными волокнами по существу до однородной массы или могут быть смешаны до неоднородной массы. Ворс и сверхпоглощающие частицы могут быть избирательно помещены в требуемые участки впитывающего блока 44 с целью лучшего удержания и впитывания выделяемых телом жидкостей. Концентрация сверхпоглощающих частиц также может изменяться по толщине впитывающего блока 44. Или же впитывающий блок 44 может содержать слоистую структуру из волокнистых материалов и сверхвпитывающего материала или другое подходящее средство удержания сверхпоглощающего материала на ограниченном участке.
Подходящие сверхвпитывающие материалы можно выбрать из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Сверхвпитывающие материалы могут быть неорганическими материалами, такими как силикагели, или органическими соединениями, такими как сшитые полимеры, например, нейтрализованная натрием полиакриловая кислота. Как правило, сверхпоглощающий материал способен поглощать по меньшей мере в 15 раз больше своего веса в воде и предпочтительно способен поглощать более чем в 25 раз больше своего веса в воде. Как правило, сверхпоглощающий материал присутствует в поглощающем блоке 44 в количестве от 0 до примерно 90 весовых процентов от общего веса впитывающего блока. Впитывающий блок 44 может быть или может не быть обернут или окружен подходящей оберткой, которая может способствовать поддержанию целостности и (или) формы впитывающего блока.
Впитывающая основа 32 может также включать в себя другие материалы, предназначенные в первую очередь для приема, временного хранения и перемещения жидкости вдоль взаимно противолежащей поверхности впитывающего блока 44, тем самым максимально увеличивая впитывающую способность впитывающего блока. Один подходящий материал называется приливным слоем (не показан) и может быть расположен вблизи впитывающего блока 44 (например, между впитывающим блоком и подкладкой 42) и прикреплен к различным компонентам изделия 20, таким как впитывающая структура и (или) подкладка 42, прилегающая к телу, известными из уровня техники способами, такими как приклеивание, ультразвуковая или термическая сварка. Приливной слой способствует замедлению или распределению приливов или потоков жидкости, которая может быть быстро направлена во впитывающий блок 44. Желательно, чтобы приливной слой мог быстро принять и временно удержать жидкость до поступления жидкости в удерживающие участки впитывающего блока 44. Примеры подходящих приливных слоев описаны в патенте США №5486166 и патенте США №5490846. Другие подходящие приливные материалы описаны в патенте США №5820973. Описания этих патентов полностью включены в настоящий документ посредством ссылки.
Как указывалось ранее, передние и задние боковые полоски 34 и 134 расположены на противоположных продольных сторонах впитывающего основания 32 на расстоянии в продольном направлении друг от друга. Передние боковые полоски 34 могут быть намертво соединены по швам 66 с составной структурой 33 впитывающего основания 32 на соответствующих задней и передней поясных зонах 22 и 24. Более конкретно, как лучше всего видно на фиг.2 и 3, передние боковые полоски 34 могут быть намертво соединены с боковыми краями 47 составной структуры 33 и идти от них в поперечном направлении в передней поясной зоне, а боковые задние полоски 134 могут быть намертво соединены с боковые краями составной структуры и идти от них в поперечном направлении в задней поясной зоне. 24. Боковые полоски 34 и 134 могут быть соединены с составной структурой 33 при помощи средств прикрепления, известных специалистам в данной области техники, таких как приклеивание, тепловая и ультразвуковая сварка. Или же боковые полоски 34 и 134 могут быть выполнены в виде единого целого с некоторым компонентом составной структуры 33. Например, боковые полоски могут содержать в общем более широкую часть внешней оболочки 40, подкладки 42, прилегающей к телу, и (или) другого компонента впитывающего основания 32. Как показано на чертеже, передняя и задняя боковые полоски 34 и 134 могут быть намертво соединены или разъемным образом соединены друг с другом при помощи застегивающей системы 80.
Боковые полоски 34, 134 могут, но необязательно, содержать эластичный материал, способный растягиваться в направлении, в общем параллельном поперечной оси 49 непромокаемых трусов 20. Подходящие эластичные материалы, а также один способ соединения эластичных боковых полосок с непромокаемыми трусами, описаны в следующих патентах США: 4940464, выданный 10 июля 1990 г. Van Gompel и др.; 5224405, выданный 6 июля 1993 г. Pohjola; 5,104,116, выданный 14 апреля 1992 г. Pohjola; и 5046272, выданный 10 сентября 1991 г. Vogt и др.; все они включены в настоящий документ посредством ссылки. В частных вариантах выполнения эластичный материал содержит терморастянутый слоистый материал (stretch-thermal laminate) (STL), соединенный перетяжками слоистый материал (neck-bonded laminate) (NBL), слоистый материал с обратимыми перетяжками (reversibly necked laminate) или соединенный в растянутом состоянии слоистый материал (strectch-bonded laminate) (SBL). Способы изготовления таких материалов хорошо известны специалистам в данной области техники и описаны в патенте США 4663220, выданном 5 мая 1987 г. Wisneski и др.; патенте США 5226992, выданном 13 июля 1993 г. Морман; и европейской патентной заявке ЕР 0217032, опубликованной 8 апреля 1987 г. от имени Taylor и др.; все они включены в настоящий документ посредством ссылки. Или же материал боковых полосок может содержать иные тканые или нетканые материалы, например, описанные выше в качестве подходящих материалов для внешней оболочки 40 или подкладки 42, прилегающей к телу; механически предварительно деформированные композиты или растягиваемые, но неэластичные материалы.
Изображенные непромокаемые трусы 20 включают в себя систему 80 застежек для многократного закрепления непромокаемых трусов на поясе пользователя. Изображенная система 80 застежек включает в себя первые застегивающиеся компоненты 84, выполненные с возможностью многократного сцепления с соответствующими вторыми застегивающимися компонентами 82. В одном варианте выполнения одна поверхность каждого из первых застегивающихся компонентов 84 содержит множество сцепляющих элементов, которые выступают над этой поверхностью. Сцепляющие элементы первых застегивающихся компонентов 84 выполнены с возможностью многократно сцепляться и расцепляться со сцепляющими элементами вторых застегивающихся компонентов 82.
Застегивающиеся компоненты 84, 82 могут содержать отдельные элементы, соединенные с боковыми полосками 34, 134, или они могут составлять единое целое с боковыми полосками. Таким образом, если не указано иное, термин "застегивающийся компонент" включает в себя отдельные компоненты, которые выполняют функцию застежек, и участки материалов, таких как боковые полоски, которые выполняют функцию застежек. Кроме того, один материал может содержать множество застегивающихся компонентов в том смысле, что различные участки материала выполняют функцию отдельных застежек. Застегивающиеся компоненты 84, 82 могут быть расположены на боковых полосках 34, 134, между боковыми полосками, например, на впитывающем основании, или образовывать сочетание того и другого. Застегивающиеся компоненты 84, 82 могут содержать многоразовые застежки, подходящие для впитывающих изделий, такие как приклеивающиеся застежки, сцепляющиеся застежки, механические застежки или тому подобные. В частных вариантах выполнения застегивающиеся компоненты содержат механически застегивающиеся элементы для повышения качества застегивания. Подходящие механически застегивающиеся элементы могут быть снабжены материалами взаимно сцепляющихся геометрических форм, такими как крючки, петли, луковки, грибки, стрелки, шарики на ножках, штыревые и гнездовые сопрягающиеся компоненты, скобки, защелки или тому подобные.
В изображенном варианте выполнения первые застегивающиеся компоненты 84 содержат крючковые застежки, а вторые застегивающиеся компоненты 82 содержат сопрягающиеся с ними петельные застежки. В другом частном варианте выполнения первые застегивающиеся компоненты 84 содержат петельные застежки, а вторые застегивающиеся компоненты 82 содержат сопрягающиеся крючковые застежки. Или же застегивающиеся компоненты 84, 82 могут содержать взаимно сцепляющиеся подобные поверхностные застежки, приклеивающиеся и сцепляющиеся застегивающиеся элементы, такие как приклеивающиеся застежки и клейкие участки или материал. Хотя у непромокаемых трусов 20, приведенных на фиг.1, задние боковые полоски 134 накладываются на передние боковые полоски 34, непромокаемые трусы 20 могут вместо этого быть выполнены таким образом, что передние боковые полоски накладываются на задние боковые полоски.
Как показано на фиг.3, застегивающиеся компоненты 82 расположены на внутренней поверхности 28 задних боковых полосок 134. Застегивающиеся компоненты 82 расположены вдоль продольных внешних краев задних боковых полосок 134 и в общем образуют разделенные в поперечном направлении вторые застегивающиеся части задней или второй концевой зоны 24 трусов 20. Как показано на фиг.2, вторые застегивающиеся компоненты 84 расположены на внешней поверхности 30 передних боковых полосок 34. Вторые застегивающиеся компоненты 84 имеют такой размер, чтобы принять первые застегивающиеся компоненты, и расположены вдоль внешних краев передних боковых панелей 34, чтобы в общем образовать разделенные в поперечном направлении первые застегивающиеся части в передней, или первой, концевой зоне 22 трусов 20. Следует понимать, что застегивающиеся компоненты 82, 84 могут также выходить в продольном направлении за пределы внешних краев боковых полосок 134, 34. Там, где первые застегивающиеся компоненты 82 содержат петельные застежки, расположенные на внутренней поверхности 28, а вторые застегивающиеся компоненты 84 содержат крючковые застежки, расположенные на внешней поверхности 30, первые застегивающиеся компоненты могут иметь больший размер, чем вторые застегивающиеся компоненты, чтобы полностью покрыть направленные наружу крючки. В настоящем документе термин "застегивающаяся часть" в общем относится к тем частям предмета одежды, которые должны накладываться друг на друга и сцепляться друг с другом с образованием предварительно застегнутой (например, трехмерной готовой к носке) конфигурации трусов 20.
Застегивающиеся компоненты 84, 82 могут быть приклеены к соответствующим боковым полоскам 34, 134 любым способом, известным специалистам в данной области техники, например, посредством склеивания, ультразвуковой сварки или термической сварки. Застегивающиеся компоненты 84, 82 могут содержать раздельные застегивающие элементы или различающиеся участки цельного материала. Например, непромокаемые трусы 20 могут включать в себя цельный второй застегивающийся материал, расположенный в передней поясной зоне 22, для многократного соединения с первым застегивающимся компонентом 82 двумя или более участками, которые образуют второй застегивающийся компонент 84 (фиг.1). В частном варианте выполнения застегивающиеся компоненты 82, 84 могут содержать части, составляющие единое целое с поясными зонами 24, 22. Например, одна из эластомерных передних или задних боковых полосок 34, 134 может выполнять функцию вторых застегивающихся компонентов 84 в том смысле, что они могут содержать материал, который разъемным образом соединяется с застегивающимися компонентами 82, расположенными в противоположной поясной зоне.
В сцепленном состоянии изображенные застегивающиеся компоненты 82, 84 (а точнее, первые и вторые застегивающиеся части) трусов 20 образуют многократно соединяемые швы 88 (фиг.1). Для соединяемых швов 88, располагающихся по бокам пользователя, может быть особенно желательно, чтобы поперечное расстояние между застегивающимися компонентами 82 задних боковых полосок 134 было по существу равно поперечному расстоянию между застегивающимися компонентами 84 передней боковой полоски 134. Поперечное расстояние между совокупностью застегивающихся компонентов 82, 84 измеряется параллельно поперечной оси 49 между продольными центральными линиями застегивающегося компонента, причем измерение проводится, когда боковые полоски 34, 134 находятся в ненатянутом состоянии. Или же поперечное расстояние между застегивающимися компонентами 82 может быть больше или меньше поперечного расстояния между застегивающимися компонентами 84. Возможен также вариант, не выходящий за пределы объема изобретения, когда застегивающиеся компоненты 82 (и (или) застегивающиеся компоненты) расположены в поперечном направлении не напротив друг друга или лишь частично напротив друг друга, например, посредством смещения в продольном направлении.
На фиг.4 приведен общий вид одного варианта выполнения подходящей сборочной системы, обозначенной в общем позицией 100, для сборки непрерывного полотна впитывающего нижнего белья, разрезаемого впоследствии на отдельные предметы нижнего белья, такие как непромокаемые трусы 20, изображенные на фиг.1-3, и затем предварительно застегиваемого с образованием полностью собранной, или предварительно застегнутой, конфигурации. В сборочной системе 100 различные компоненты непромокаемых трусов 20 могут быть скреплены вместе любыми способами, известными специалистами в данной области техники, например, посредством склеивания, термической и (или) ультразвуковой сварки. Некоторое оборудование, используемое для производства одежды, которое является хорошо известным и понятным из уровня техники, в том числе, рамы и крепежные конструкции, устройства для ультразвуковой сварки и склеивания, транспортеры, передающие валики, направляющие валики, натяжные валики и т.п. известные из уровня техники и не приведены на фиг.4. Например, подходящие механизмы подачи впитывающего материала, устройства для перемотки полотна, системы транспортеров, системы совмещения, системы приводов, системы управления и т.п. раскрыты в патенте США №5766389, выданном 16 июня 1998 Brandon и др., описание которого полностью включено в настоящий документ посредством ссылки.
Как видно на сборочной системе 100, приведенной на фиг.4, источник 106 подачи материала обеспечивает непрерывную подачу материала 104, используемого для создания подкладки 42, прилегающей к телу. Источник 106 подачи материала может содержать, например, любой стандартный разматывающий механизм, который обычно включает в себя пару валов, фестонный блок и плавающий валик для подачи материала 104 подкладки, прилегающей к телу, с требуемой скоростью и натяжением. По мере перемещения материала в машинном направлении, указанном стрелкой 108, на материал 104 подкладки, прилегающей к телу, могут наноситься и (или) прикрепляться различные компоненты. В частности, на установке 110 нанесения может подаваться приливной слой, который располагается и (или) прикрепляется к материалу 104 подкладки, прилегающей к телу. Приливной слой может представлять собой либо непрерывное полотно, либо отдельные листы. Кроме того, ниже по движению от источника 106 подачи материала может располагаться модуль 112 герметизирующих клапанов для прикрепления заранее собранных герметизирующих клапанов к материалу 104 подкладки, прилегающей к телу. По мере добавления различных компонентов в сборочной системе 100 образуется непрерывно перемещающееся собранное изделие 113.
От соответствующего источника 115 подачи может поступать множество впитывающих блоков 114. Источник 115 подачи может представлять собой любой традиционный механизм подачи впитывающих блоков 114. В общем традиционный источник подачи может включать в себя молотковую мельницу для образования, если требуется, ворсовых волокон для создания камеры для смешивания сверхвпитывающего материала с ворсовыми волокнами и затем нанесения ворса и сверхвпитывающего материала на формирующий барабан, имеющий требуемую впитывающую конструкцию. Отдельные впитывающие блоки 114 могут поочередно наноситься на непрерывно перемещающийся материал 104 подкладки, прилегающей к телу, по одному на каждую пару непромокаемых трусов. Положение впитывающих блоков 114 может быть совмещено с положением приливного материала в случае применения последнего. Впитывающие блоки 114 могут быть прикреплены к одному или нескольким другим компонентам при помощи клеев и других подходящих средств. Или же составные впитывающие материалы могут поступать в процесс преобразования из валиков или из уплотненных упаковок, например, из фестончатых кип.
Непрерывные полотна материала 116, используемого для боковых полосок 34, 134, могут поступать из подходящих источников 117 подачи. Источники 117 подачи могут содержать один или несколько стандартных разматывающих механизмов. Материал 116 боковых полосок может быть разрезан на отдельные полоски 118 и расположен частично на материале 104 подкладки, прилегающей к телу, при помощи устройства 120 нанесения. В направлении, перпендикулярном машинному, отдельные полоски 118 предпочтительно отходят вбок от материала 104 подкладки, прилегающей к телу (см. фиг.4 и 7), и перекрывают материал подкладки, прилегающей к телу, примерно на 2 или более сантиметров для обеспечения соединения полосок с материалом подкладки, прилегающей к телу, и (или) герметизирующего клапана. В машинном направлении 108 положение полосок 118 может быть зафиксировано относительно впитывающих блоков 114, так чтобы собранное изделие 113 можно было разрезать между впитывающими блоками вместе с каждой полоской 118 материала 116 боковых полосок, образующего как переднюю боковую полоску 34, так и заднюю боковую полоску 134 идущих подряд трусов.
Одно подходящее устройство 120 нанесения раскрыто в выданных Pohjola патентах США 5104116, выданном 14 апреля 1992 г, и 5224405, выданном 6 июля 1993 г., которые включены в настоящий документ посредством ссылки. Устройство 120 нанесения может содержать разрезающий блок 122 и вращающийся перемещающий валик 124. Разрезающий блок 122 использует вращающийся ножевой валик 126 и вращающийся вакуумный опорный вал 128 для нарезания отдельных полосок 118 из непрерывного материала 116 для боковых полосок. Полоски 118, нарезанные лезвием ножевого валика 126, могут удерживаться на опорном вале 128 при помощи вакуума и быть перенесены на перемещающий вал 124.
Вращающийся перемещающий вал 124 может содержать множество вращающихся вакуумных притягивающих брусков 130. Вакуумные притягивающие бруски 130 принимают полоски 118 материала 116 от разрезающего блока 122 и поворачивают и перемещают полоски на непрерывно движущийся материал 104 подкладки, прилегающей к телу. Когда полоски 118 оказываются расположенными требуемым образом относительно материала 104 подкладки, прилегающей к телу, полоски освобождаются от притягивающих брусков 130 посредством снятия вакуума в брусках. Бруски 130 могут продолжать вращаться в направлении разрезающего блока 122 для приема других полосок. Как описано Van Gompel и др., материал 116, используемый для создания боковых полосок, может в альтернативном варианте подаваться в непрерывном виде, а для разрезания материала с образованием ножных отверстий 52 в нижнем белье могут применяться струи жидкости под давлением или ротационная высекальная машина. Еще в одном варианте боковые полоски 34, 134 непромокаемых трусов 20 могут быть образованы частями подкладки 42, прилегающей к телу, внешней оболочки 40 и (или) других компонентов трусов.
Непрерывная подача материала 140, используемого для получения внешней оболочки 40, может обеспечиваться подающим валом 142 или другим подходящим источником. Материал 140 внешней оболочки 140 может быть пропущен через ламинаторный вал 144 и соединен с материалом 104 подкладки, прилегающей к телу. Тем самым впитывающие блоки 114 оказываются зажатыми между непрерывными материалами 104 и 140. Внутренние части полосок 118 материала 116 боковых полосок также могут располагаться между материалом 104 подкладки, прилегающей к телу, и материалом 140 внешней оболочки. Альтернативные конфигурации для прикрепления материала 116 блоковых полосок раскрыты Van Gompel и др. Различные компоненты, такие как ножные резинки 58 или поясные резинки 54 и 56, могут быть прикреплены к материалу 140 внешней оболочки в секции 146 нанесения перед соединением материала 104 подкладки, прилегающей к телу, и материала 140 внешней оболочки. Или же ножные резинки и поясные резинки могут быть изначально прикреплены к материалу 104 подкладки, прилегающей к телу, или к другому материалу.
После ламинаторного вала 144 могут применяться соединяющие устройства 148, такие как установки ультразвуковой сварки, для соединения материала 104 подкладки, прилегающей к телу, материала 116 боковых полосок 116 и материала 140 внешней оболочки. Например, эти материалы могут перемещаться между вращающимся ультразвуковым излучателем и опорным валом. Подходящие вращающиеся ультразвуковые излучатели описаны в патенте США 5110403, выданном Ehlert, который включен в настоящий документ посредством ссылки. Соединяющие устройства 148 могут также представлять собой известные соединяющие устройства термического, прижимного и склеивающего типа.
Непрерывно движущееся собранное изделие 113 далее попадает в секцию 150 нанесения застежек, где к полоскам 118 материала 116 для боковых полосок прикрепляются застегивающиеся компоненты 82, 84. Расположение застегивающихся компонентов на составном изделии зависит отчасти от конфигурации сборочной системы 100. Как показано на фиг.4, сборочная система 100 имеет такую конфигурацию, что верхняя поверхность собранного изделия 113 становится внешней поверхностью 30 непромокаемых трусов 20, а нижняя поверхность становится внутренней поверхностью 28. Кроме того, изображенная сборочная система 100 выполнена с возможностью изготавливать частично собранные непромокаемые трусы, у которых передняя поясная зона 22 переднего предмета нижнего белья соединена с задней поясной зоной 24 следующего предмета нижнего белья. Однако следует понимать, что сборочная система 100 может также использовать любое сочетание различных ориентаций. Например, верхняя поверхность собранного изделия 113 может образовывать внутреннюю поверхность 28 конечного продукта. Кроме того, или в качестве альтернативы, задняя поясная зона 24 переднего предмета нижнего белья может быть соединена с передней поясной зоной 22 следующего предмета нижнего белья, или предметы нижнего белья могут быть расположены по системе "перед к переду"/"спина к спине". В еще одном варианте сборочная система 100 может быть сконструирована таким образом, что процесс выполняется в направлении, перпендикулярном машинному, когда продольная ось 48 каждого предмета белья может быть перпендикулярна машинному направлению 108 в течение части или всего процесса сборки.
Места расположения застегивающихся компонентов 82, 84 в этом варианте выполнения лучше всего изображены на фиг.5., где показана часть собранного изделия 113, перемещающегося в направлении, указанном стрелкой 108, сразу же после секции 150 нанесения застежек. Каждая отдельная полоска 118 материала 116 боковых полосок образует передний край 152, задний край 154, дальний край и внутренний край 158. Пунктирной линией 159 показано место, где собранное изделие 113 может быть впоследствии обрезано для получения частично собранных непромокаемых трусов. Исходя из изображенной ориентации непрерывно перемещающегося собранного изделия 113 первые застегивающиеся компоненты 82 могут быть прикреплены к нижней стороне полосок 118, а вторые застегивающиеся компоненты 84 могут быть прикреплены сверху полосок. Кроме того, первые застегивающиеся компоненты 82 могут быть расположены относительно ближе к заднему краю 154, а вторые застегивающиеся компоненты 84 могут быть расположены относительно ближе к переднему краю 152. Первые застегивающиеся компоненты 82 могут быть отделены в машинном направлении 108 от вторых застегивающихся компонентов 84, так чтобы линия 159 разреза проходила между ними.
Как показано на фиг.4, непрерывные полотна материала 160 для вторых застежек, используемого для получения вторых застегивающихся компонентов 84, могут подаваться от подающих валов 162 или других подходящих источников. Материал 160 для вторых застежек может быть разрезан на отдельные вторые застежки 84 разрезающими блоками 164 или другими подходящими устройствами. Приведенные разрезающие блоки 164 включают в себя вращающиеся ножевые валики 166, вращающиеся вакуумные опорные валы 167 и вращающиеся поддерживающиеся валики 168. Непрерывный материал 160 для вторых застежек может быть разрезан лезвиями на ножевых валиках 166, удерживаться при помощи вакуума на опорных валах 167 и приклеиваться к верхней поверхности полосок 118 материала 116 боковых полосок. Аналогично, непрерывные полотна материала 170 для первых застежек, используемого для получения первых застегивающихся компонентов 82, могут подаваться от подающих валов 172 или других подходящих источников. Материал 170 для первых застежек может быть разрезан на отдельные первые застегивающиеся компоненты разрезающими блоками 174 или другими подходящими устройствами. Приведенные разрезающие блоки 174 включают в себя вращающиеся ножевые валики 176, вращающиеся вакуумные опорные валы 177 и вращающиеся поддерживающиеся валики 178. Непрерывный материал 160 для первых застежек может быть разрезан лезвиями на ножевых валиках 176, удерживаться при помощи вакуума на опорных валах 177 и приклеиваться к верхней поверхности полосок 118 материала 116 боковых полосок.
Можно представить себе другие варианты конструкции, которые можно использовать для прикрепления застегивающихся компонентов 82, 84 к материалу 116 боковых полосок. Например, в рамках объема настоящего изобретения застегивающиеся компоненты 82, 84 могут прикрепляться к материалу 116 боковых полосок до соединения материала боковых полосок с материалом 104 подкладки, прилегающей к телу, и (или) материалом 140 внешней оболочки; застегивающиеся компоненты могут наноситься на материал 104 подкладки, прилегающей к телу, и (или) материал 140 внешней оболочки вне зависимости от того, используются ли отдельные боковые полоски 34, 134 или нет; части других компонентов, таких как подкладка, прилегающая к телу, и (или) внешняя оболочка могут образовывать один или несколько застегивающихся компонентов; отдельные боковые полоски или цельные боковые полоски могут сами образовывать один или несколько застегивающихся компонентов; застегивающиеся компоненты 82, 84 могут быть скреплены в качестве предварительно сцепленных составных элементов и т.п.
После того как застегивающиеся компоненты 82, 84 оказываются расположенными на полосках 118 материала 116 боковых полосок, могут применяться соединяющие устройства 180, такие как установки ультразвуковой сварки, термической сварки, прижимного соединения, клеевого соединения или другие подходящие соединяющие устройства, для соединения застегивающихся компонентов с полосками. Например, полоски 118 могут пропускаться между вращающимся ультразвуковых излучателем и опорным валом, каковые устройства расположены с каждой стороны процесса в месте застегивающихся компонентов 82, 84, перпендикулярном машинному направлению. Полоски 118 материала 116 боковых полосок могут быть подрезаны, например, для получения скошенных и (или) изогнутых участков материала боковых полосок в задней поясной зоне 24 (фиг.2 и 3). С этой целью сборочная система 100 может включать высекальный вал 182 и поддерживающий вал 184. В приведенном варианте выполнения часть каждой полоски 118 подрезается с заднего края 154 (фиг.7) для получения скошенных и (или) изогнутых участков в задней поясной зоне 24.
Как показано на фиг.6, непрерывная сборка 113 из частично собранных непромокаемых трусов подается через зазор, имеющийся между разрезающим валиком 187 и опорным валом 188, для разрезания полотна на отдельные, частично собранные непромокаемые трусы 20 (в более широком смысле, предметы одежды). Разрезающий валик 187 может включать в себя один или несколько гибких лезвий из закаленной стали, причем разрез создает сила сжатия между лезвием на разрезающем валике 187 и опорным валом 188. Разрезающий валик 187 может иметь одно или несколько лезвий в зависимости от требуемого расстояния между разрезами. Опорный вал 188 приведенного варианта выполнения может являться вакуумным опорным валом, так чтобы после разрезания отдельные, частично собранные непромокаемые трусы удерживались присасывающей силой опорного вала.
На фиг.6 приведен один вариант выполнения устройства, обозначенного в общем позицией 200, для реконфигурирования частичного собранного впитывающего нижнего белья в сложенную и предварительно застегнутую конфигурацию, в которой предметы нижнего белья, такие как непромокаемые трусы 20 на фиг.1, являются полностью собранными и готовыми к ношению. Вакуумный опорный вал 188 может быть расположен вблизи застегивающего устройства 200 для передачи отдельных, частично собранных непромокаемых трусов после разрезания непосредственно в устройство в не застегнутом и не сложенном состоянии. Однако должно быть понятно, что в рамках изобретения опорный вал 188 необязательно должен быть вакуумным опорным валом и что он может быть расположен вдалеке от застегивающего устройства 200, а отдельные непромокаемые трусы 20 могут доставляться к застегивающему устройству посредством транспортера или других подходящих перемещающих устройств. Таким образом, в широком смысле застегивающее устройство 200 получает отдельные, частично собранные предметы впитывающего нижнего белья (например, собранные, но с не застегнутыми застегивающимися компонентами и не сложенные) от источника частичного собранных предметов одежды. Источник частичного собранных предметов впитывающего нижнего белья может включать в себя сборочную систему 100 и разрезающий и опорный валы 187, 188, описанные выше и приведенные на фиг.4 и 6, или другую подходящую сборочную систему и устройство перемещения.
Кроме того, в приведенном варианте выполнения отдельные непромокаемые трусы 20 подаются к застегивающему устройству 200 в продольном направлении (то есть параллельно продольной оси 48) и, в частности, передним концом 38 вперед и с внешней оболочкой 40, обращенной к застегивающему устройству. Однако должно быть понятно, что в рамках изобретения отдельные предметы нижнего белья 20 могут подаваться к застегивающему устройству 200 в продольном направлении задним концом 39 вперед, или они могут подаваться к застегивающему устройству в поперечном направлении (например, боковым краем 36 вперед), или они могут подаваться к застегивающему устройству 200 из стопки и весь предмет нижнего белья ложится на застегивающее устройство одновременно.
Застегивающее устройство 200 приведенного варианта выполнения содержит барабан (в более общем смысле, устройство перемещения) 202, на котором одни или несколько отдельных, частично собранных непромокаемых трусов 20 перемещаются в процессе предварительного застегивания трусов. Барабан 202 выполнен на основе подходящей каркасной конструкции 201 (фиг.6) и функционально соединен с центральным валом 204, который, в свою очередь, приводится в движение подходящим приводным электродвигателем (не показан) для вращения оси вала для определения направления перемещения, в котором движется барабан (в общем смысле, устройство перемещения) и которое обозначено на фиг.6 стрелкой. Барабан 202 перемещает в направлении перемещения множество продольных складывающих устройств, обозначенных в общем позицией 206 (например, на фиг.6 на барабане изображено десять таких продольных складывающих устройств). Число складывающих устройств 206 может быть различным в зависимости, по меньшей мере частично, от размера барабана, размера предварительно застегиваемого предмета нижнего белья и требуемой скорости производственной линии, частью которой является застегивающее устройство 200. Каждое складывающее устройство 206 выполнено с возможностью принимать частично собранные непромокаемые трусы 20 и удерживать непромокаемые трусы на продольном складывающем устройстве, так что барабан, продольное складывающее устройство и непромокаемые трусы совместно перемещаются в направлении перемещения, что более подробно рассмотрено ниже. Продольное складывающее устройство 206 также выполнено с возможностью складывать непромокаемые трусы 20, например, располагая переднюю и заднюю поясные зоны 22, 24 непромокаемых трусов напротив друг друга в процессе перемещения складывающего устройства в направлении перемещения.
Каждое продольное складывающее устройство 206 приведенного варианта выполнения может содержать пару складывающих пластин 208, 210, которые могут перемещаться относительно барабана 202 (то есть устройства перемещения) между открытой конфигурацией (например, как показано на угловых позициях A, G, Н, I и J на фиг.6), в которой пластины лежат в общем в одной плоскости и ориентированы в общем по касательной к барабану, и закрытой конфигурацией (например, как показано на угловых позициях D и Е на фиг.6), в которой пластины расположены напротив друг друга и ориентированы в общем в радиальном направлении относительно барабана. Термин "продольный", используемый в настоящем документе в отношении складывающего устройства 206 и, более конкретно, в отношении складывающих пластин 208, 210, относится к направлению, идущему от одного конца каждой складывающей пластины к противоположному концу той же складывающей пластины. Например, при открытой конфигурации продольного складывающего устройства 206 продольное направление каждой складывающей пластины 208, 210 направлено по касательной к барабану 202, а в закрытом положении складывающего устройства продольное направление каждой складывающей пластины в общем параллельно радиусу барабана. Термины "поперечный и боковой", используемые в настоящем документе в отношении складывающего устройства 206, относятся к направлению, перпендикулярному как к продольному направлению, так и к радиусу барабана 202, например, параллельному оси вращения барабана. Складывающие пластины 208, 210 могут быть расположены вблизи периметра барабана 202 при открытой конфигурации пластин и могут втягиваться относительно внутрь окружности барабана в закрытой конфигурации складывающего устройства 206.
Как показано на фиг.7 и 8, в приведенном варианте выполнения продольные складывающие устройства 206 могут быть расположены на каркасной конструкции барабана 202. В частности, для каждого складывающего устройства 206 к центральному валу 204 прикреплен соединительный элемент 212 для вращения на оси вала. К соединительному элементу 212 прикреплены одним концом (а именно, радиально внутренним концом) пара неподвижных стержней, которые отходят от него в радиальном направлении. На противоположных (то есть на радиально внешних) концах неподвижных стержней установлен неподвижный элемент, который соединен с каркасной конструкцией 201 барабана 202 (фиг.6) для соединения барабана с приводным центральным валом 204. На неподвижных стержнях 214 между соединительным элементом 212 и неподвижным элементом установлен с возможностью скольжения при помощи подходящих подшипников 218 скользящий элемент 216 для обеспечения скользящего перемещения скользящего элемента относительно барабана 202. К скользящему элементу прикреплена пара противоположных элементов 220, приводимых в движение кулачком, которые выступают в поперечном направлении из скользящего элемента и имеют такое пространственное расположение, чтобы между ними входила рабочая поверхность кулачка 222. Рабочая поверхность кулачка 222 охватывает 360 градусов вокруг центрального вала 204, при этом расстояние между рабочей поверхностью кулачка и валом меняется на протяжении 360-градусного пути рабочей поверхности кулачка для обеспечения изменения радиального положения скользящего элемента 216 относительно центрального вала с целью, которая станет ясна ниже.
К скользящего элементу параллельно друг другу прикреплена одним концом (а именно, радиально внутренним концом) пара приводных штанг 224, расположенных относительно неподвижных стержней 214 таким образом, чтобы совершать совместное со скользящим элементом радиальное перемещение. Каждая приводная штанга 224 проходит через неподвижный элемент 215 и установлена с возможностью скольжения на неподвижном элементе при помощи подходящих подшипников 226. К противоположным концам (то есть радиально внешним концам) приводных штанг 224 прикреплен монтажный элемент 228 для совместного со скользящим элементом 216 и приводными штангами 224 радиального перемещения относительно приводного центрального вала 204, неподвижного элемента 215 и барабана 202. Монтажный элемент 228 имеет две пары штифтовых креплений 230, причем каждая пара соответствует одной из продольных складывающих пластин 208, 210 для установки складывающих пластин на монтажном элементе с возможностью их поворота.
Подходящие соединительные звенья (не показаны) одним концом соединены с возможностью поворота с соответствующими штифтовыми креплениями 231 (фиг.8) на внешнем конце одной из складывающих пластин 208, а противоположным концом соединены с возможностью поворота к неподвижной структуре, такой как неподвижный элемент 215 или другая каркасная конструкция 201 барабана 202. Дополнительные соединительные звенья (не показаны) одним концом соединены с возможность повтора к соответствующим штифтовым креплениям 233 на внешнем конце другой складывающей пластины 210, а противоположным концом соединены с неподвижной структурой, такой как неподвижный элемент 215 или другая каркасная конструкция 201 барабана 202. Соответственно, получается, что складывающие пластины 208, 210 и соответствующие соединительные звенья между штифтовыми креплениями 231, 233 и неподвижным элементом 215 или другой каркасной конструкцией 201 образуют четырехштанговую соединительную конструкцию, в которой перемещение скользящего элемента 216 приводит к радиальному перемещению внутренних концов складывающих пластин, а перемещение внешних концов пластин определяется четырехштанговой соединительной конструкцией.
Каждая из продольных складывающих пластин 208, 210 имеет внутреннюю полость (не показана) и пористую рабочую поверхность 250 (фиг.9-12), 252 (то есть поверхность, на которую поступает впитывающее нижнее белье 20, подающееся на складывающее устройство, как показано на фиг.6) для обеспечения сообщения между внутренней полостью и окружающими условиями снаружи складывающих пластин. Внутренняя полость каждой продольной складывающей пластины 208, 210 сообщается с подходящим источником вакуума (не показан), например, посредством одного или нескольких вакуумных шлангов (не показаны) и соответствующих впускных отверстий 253 (фиг.8), так что каждая из продольных складывающих пластин может работать и, более предпочтительно, может работать по отдельности в вакуумном режиме, когда во внутренней полости соответствующей складывающей пластины создается разрешение для притягивания и удержания нижнего белья 20 на пористой рабочей поверхности 250, 252 складывающей пластины.
Из уровня техники хорошо известно, что вакуум может создаваться вакуумной направляющей (не показана). Вакуумная направляющая, хотя не показана на чертежах, представляет собой круговую полость, в который создан вакуум, которая либо прижимается к износостойкой накладке или удерживается в непосредственной близости (например, в пределах 0,004 дюйма (0,1 мм)) для минимизации потери вакуума. Вакуумная направляющая является неподвижной и имеет на концах затычки (например, колпачковые заглушки) для включения и выключения вакуума. Износостойкая пластина прикреплена к вращающемуся элементу. При вращении износостойкой пластины дыры и прорези в ее поверхности входят в вакуумную направляющую и принимают вакуум или выходят из вакуумной направляющей и вызывают снятие вакуума.
Продольные складывающие пластины 208, 210 имеют каждая подходящую длину, так чтобы рабочая поверхность 250, 252 была по меньшей мере такой же длины, и более предпочтительно, большей длины, чем половина длины отдельных непромокаемых трусов 20, причем при поступлении непромокаемых трусов на складывающее устройство (то есть, когда продольная ось непромокаемых трусов ориентирована в продольном направлении складывающих пластин) одна складывающая пластина 210 (например, первая складывающая пластина, далее именуемая передней складывающей пластиной) притягивает и удерживает на себе переднюю поясную зону 22 и, более предпочтительно, переднюю половину непромокаемых трусов, а другая складывающая пластина 208 (например, вторая складывающая пластина, далее именуемая задней складывающей пластиной) притягивает и удерживает на себе заднюю поясную область 24 и, более предпочтительно, заднюю половину непромокаемых трусов. Передняя и задняя складывающие пластины 210, 208 имеют также ширину, предпочтительно доходящую до и, более предпочтительно, выходящую за пределы впитывающего блока 32 трусов, удерживаемых на складывающих пластинах. Например, приведенные передняя и задняя складывающие пластины 210, 208 доходят в поперечном направлении до частей трусов, образуемых передней и задней боковыми полосками 34, 134, но не доходят до поперечных внешних частей боковых полосок 34, 134 и, более предпочтительно, не доходят до застегивающихся частей боковых полосок (например, застегивающихся частей 84, 82 в приведенном варианте выполнения). Таким образом, застегивающиеся части боковых полосок 34, 134, предпочтительно, выходят в боковом направлении за пределы передней и задней складывающих пластин 210, 208.
Как показано на фиг.8, вблизи передней (то есть первой) складывающей пластины имеется первая пара поперечных складывающих устройств, обозначенная в общем позицией 256, для облегчения обращения с передними боковыми полосками 34, а, конкретнее, с застегивающимися частями передних боковых полосок, во время перемещения нижнего белья 20 в направлении перемещения, а вблизи задней (то есть второй) складывающей пластины 208 имеется вторая пара поперечных складывающих устройств, обозначенная в общем позицией 254, для облегчения обращения с задними боковыми полосками 134 и, конкретнее, с застегивающими частями задних боковых полосок во время перемещения нижнего белья в направлении перемещения. В приведенном варианте выполнения поперечные складывающие устройства, связанные с передней складывающей пластиной 210, содержат пару разделенных в поперечном направлении и вытянутых в продольном направлении боковых пластин 260, расположенных вблизи и, более предпочтительно, прикрепленных к противоположных боковым сторонам передней складывающей пластины. Поперечные складывающие устройства 254, связанные с задней складывающей пластиной 208, содержат пару разделенных в поперечном направлении и вытянутых в продольном направлении боковых пластин 258, расположенных вблизи и, более предпочтительно, прикрепленных к противоположным боковым сторонам задней складывающей пластины.
Длина каждой из боковых пластин 258, 260 предпочтительно больше соответствующих боковых полосок 134, 34 непромокаемых трусов 20, но может быть меньше полной длины задней и передней складывающих пластин 208, 210. Каждая боковая пластина 258, 260 имеет соответствующую внутреннюю полость (не показан), отделенную по меньшей мере частично и, более предпочтительно, полностью от внутренней полости соответствующей задней и передней складывающей пластины 208, 210. Ширина каждой боковой пластины 258, 260 предпочтительно достаточна для того, чтобы выступать в поперечном направлении за пределы соответствующей задней и передней складывающей пластины 208, 210 вплоть до и, более предпочтительно, за пределы соответствующих задней и передней боковых полосок 134, 34, более предпочтительно, за пределы застегивающихся частей боковых полосок и еще более предпочтительно, за пределы боковых краев непромокаемых трусов на боковых полосках непромокаемых трусов 20, подлежащих предварительному застегиванию.
Каждая боковая пластина 258, 260 имеет также пористую рабочую поверхность 262 (фиг.9-12), 264 для обеспечения сообщения между внутренней полостью боковой пластины и условиями снаружи боковой пластины. Внутренняя полость каждой боковой пластины 258, 260 сообщается с источником вакуума (не показано), например, посредством подходящего вакуумного шланга (не показан) и соответствующего впускного отверстия 265, для обеспечения работы каждой из боковых пластин (то есть поперечных складывающих устройств) в вакуумном режиме, при котором соответствующие передние и задние боковые панели 34, 134, или, по меньшей мере, застегивающиеся части передней и задней боковых панелей притягиваются к пористым рабочим поверхностям 262, 264 боковых пластин и удерживаются на них. Источник вакуума, который сообщается с внутренними полостями боковых пластин 258, 260, может быть тем же самым, что и источник вакуума, который сообщается с внутренними полостями задней и передней складывающих пластин 208, 210, либо источник вакуума для боковых пластин может быть отдельным от источника вакуума для складывающих пластин. Кроме того, может быть один источник вакуума, который сообщается с каждой из боковых пластин 258, 260, или один источник вакуума для боковых пластин, прикрепленных к задней складывающей пластине 208, и другой источник вакуума для боковых пластин, прикрепленных к передней складывающей пластине 210, или один источник вакуума для каждой из боковых пластин.
Как лучше всего показано на фиг.10, боковые пластины 260 (в широком смысле, поперечные складывающие устройства 256), которые прикреплены к передней складывающей пластине 210, предпочтительно закреплены так, чтобы не допустить перемещения относительно передней складывающей пластины. Например, в одном варианте выполнения эти боковые пластины 260 могут быть представлять собой единое целое с передней складывающей пластиной 210 и иметь внутреннюю стенку (не показана), отделяющую внутренние полости боковых пластин от внутренней полости передней складывающей пластины. В другом варианте выполнения эти боковые пластины 260 могут быть выполнены отдельно от передней складывающей пластины 210 и прикреплены к ней любым подходящим способом крепления, таким как сварка, механическое крепление и т.п. Боковые пластины, прикрепленные в передней складывающей пластине 210, предпочтительно работают каждая, переключаясь между описанным ранее вакуумным режимом и нагнетающим режимом, при котором сжатый газ (например, воздух) подается во внутреннюю полость боковой пластины, чтобы вытечь наружу через пористую рабочую поверхность 264 боковой пластины. Например, источник вакуума может работать в обратном направлении для подачи воздуха во внутреннюю полость боковых пластин 260, или источник вакуума может быть отключен или иным образом отрезан от сообщения с внутренними полостями боковых пластин, и обеспечивается сообщение с внутренними полостями боковых пластин отдельного источника сжатого газа.
Каждая боковая пластина 258, прикрепленная к задней складывающей пластине, предпочтительно соединена с ним шарнирным образом соответствующим протяженным в продольном направлении шарнирным элементом 266 для обеспечения шарнирного перемещения боковых пластин (в более широком смысле, поперечных складывающих устройств 254) относительно задней складывающей пластины между несложенной конфигурацией (фиг.10), при которой рабочие поверхности 262 боковых пластин лежат в общем в одной плоскости с рабочими поверхностями 250 задней складывающей пластины, и сложенной конфигурацией (фиг.11), при которой боковые пластины сложены в направлении передних складывающих пластин 210, например, под углом в диапазоне от примерно 10 до примерно 100 градусов. В другом варианте выполнения боковые пластины 258, прикрепленные к задней складывающей пластине 208, могут быть прикреплены таким образом, чтобы не допустить перемещения относительно нее, и могут работать, переключаясь между описанным ранее вакуумным режимом и нагнетающим режимом, аналогичным описанному ранее нагнетающему режиму, и боковые пластины 260, прикрепленные к передней складывающей пластине 210, могут быть соединены шарнирным образом с передней складывающей пластиной для перемещения, как описано выше, между несложенной и сложенной конфигурацией.
Понятно также, что в рамках объема изобретения боковые пластины 258, прикрепленные к задней складывающей пластине 208, и боковые пластины 260, прикрепленные к передней складывающей пластине 210, могут быть каждая закреплена так, чтобы не допустить перемещения относительно соответствующей пластины из задней и передней складывающихся пластин, могут работать как в вакуумном режиме, так и в нагнетающем режиме, или боковые пластины, прикрепленные к задней складывающей пластине, могут быть прикреплены к ней шарнирным образом, а боковые пластины, прикрепленные к передней складывающей пластине, могут быть прикреплены к ней шарнирным образом. Кроме того, понятно, что в рамках объема изобретения прикрепленные шарнирным образом боковые пластины 258 могут шарнирно перемещаться и также работать как в вакуумном режиме, так и в нагнетающем режиме.
Для облегчения надлежащего выравнивания и сцепления между застегивающимися частями (например, застегивающимися компонентами 82, 84 в приведенном варианте выполнения) боковых полосок 134, 34 нижнего белья 20, к неподвижному элементу 215 (или другой каркасной структуре барабана 202) на каждом продольном складывающем устройстве закреплен по меньшей мере один удерживающий элемент и, более предпочтительно, пара разделенных в поперечном направлении удерживающих элементов 268 для перемещения вместе с соответствующим складывающим устройством в направлении перемещения. Удерживающие элементы 268 предпочтительно разнесены в поперечном направлении на противоположные стороны барабана 202, находясь в общем на поперечной осевой линии между задней и передней складывающими пластинами 208, 210 каждого складывающего устройства 206, и идут в радиальном направлении относительно барабана. В частности, как лучше всего видно на фиг.9, удерживающие элементы 268 расположены в поперечном направлении таким образом, чтобы занимать промежуточное положение внутри складывающего устройства 206, например, между противоположными задней и передней складывающими пластинами 208, 210, находясь в поперечном направлении несколько внутри относительно боковых пластин 258, 260 в закрытой конфигурации складывающего устройства 206, но будучи достаточно разделенными, чтобы паховая область 26 трусов 20 проходила в поперечном направлении между удерживающими элементами. Каждый удерживающий элемент 268 имеет внутреннюю полость 269 (фиг.7) и продольную обращенную наружу пористую рабочую поверхность для обеспечения сообщения между внутренней полостью и условиями снаружи удерживающего элемента.
Внутренняя полость каждого удерживающего элемента 268 сообщается с источником вакуума (не показан), например, посредством подходящего вакуумного шланга (не показан) и соответствующих впускных отверстий 271 (фиг.7 и 8), для работы удерживающего элемента в вакуумном режиме, при котором по меньшей мере одна из передней и задней боковых полосок 34, 134, и более предпочтительно, их застегивающаяся часть, притягивается к удерживающему элементу и удерживается на нем. Как показано на фиг.6 и 7, удерживающие элементы 268 имеют такую длину и расположены таким образом относительно задней и передней складывающих пластин 208, 210, что в закрытом положении складывающего устройства 206 (например, при угловом положении D на фиг.6) каждый удерживающий элемент тянется в продольном направлении (например, в радиальном направлении для приведенного варианта выполнения) на достаточное расстояние, чтобы сравняться с боковыми полосками 34, 134 непромокаемых трусов 20. Например, удерживающие элементы 268, приведенные на фиг.6, в продольном направлении слегка выходят за пределы концов складывающих пластин 208, 210 в закрытой конфигурации складывающего устройства 206. В открытом положении складывающего устройства 206 (например, при угловом положении G на фиг.6) продольно внешний, или свободный, конец 272 каждого из удерживающих элементов 268 предпочтительно находится приблизительно на одном уровне и, более предпочтительно, ниже (то есть в радиальном направлении внутри) рабочих поверхностей 250, 252 задней и передней складывающих пластин 208, 210.
При работе согласно одному варианту выполнения способа механического получения предварительно застегнутого впитывающего нижнего белья, отдельные частично собранные предметы нижнего белья (например, непромокаемые трусы 20) подаются последовательно от источника частичного собранного нижнего белья (например, от сборочной системы 100, разрезного валика 187 и вакуумного опорного вала 188 в приведенных на фиг.4 и 6 вариантах выполнения) на застегивающее устройство 200 в общем в не сложенном и не застегнутом виде. Барабан 202 застегивающего устройства 200 непрерывно приводится в движение на центральном валу 204, так что множество продольных складывающих устройств на барабане последовательно проходят мимо вакуумного опорного вала 188 для приема непромокаемых трусов 20 на складывающие устройства. При угловом положении барабана, обозначенном на фиг.6 как угловое положение А, продольные складывающие пластины 208, 210 продольного складывающего устройства 206 только что миновали вакуумный опорный вал 188, причем складывающее устройство 206 находится в открытой конфигурации, то есть складывающие пластины раскрыты и расположены в общем в одной плоскости относительно друг друга по касательной к барабану 202, а боковые пластины 258 (в более широком смысле, поперечные складывающие устройства 254) прикреплены к задней складывающей пластине 208 в не сложенном положении в одной плоскости с задней складывающей пластиной.
Продольными складывающими пластинами 208, 210 была принята отдельная, частично собранная пара непромокаемых трусов 20, и складывающие пластины и соответствующие боковые пластины 258, 260 работают каждая в соответствующем вакуумном режиме и удерживают непромокаемые трусы 20 на складывающих пластинах и боковых пластинах, причем передняя поясная зона 22 и, более предпочтительно, передняя половина непромокаемых трусов 20 притягивается к рабочей поверхности 252 передней складывающей пластины 210 и удерживается на ней, передние боковые полоски 34 и, более предпочтительно, застегивающиеся части передних боковых полосок, притягиваются к рабочим поверхностям 260 противоположных относительно поперечного направления боковых пластин 260, прикрепленных к передней складывающей пластине, и удерживаются на них. Задняя поясная область 24 и, более предпочтительно, задняя половина непромокаемых трусов притягивается к рабочей поверхности 250 задней складывающей пластины и удерживается на ней, а задние боковые полоски 134 и, более предпочтительно, застегивающиеся части задних боковых полосок притягиваются к рабочим поверхностям противоположных относительно поперечного направления боковых пластин 258, прикрепленных к задней складывающей пластине, и удерживаются на них.
При дальнейшем перемещении барабаном 202 непромокаемых трусов 20 в направлении перемещения (например, в приведенном варианте выполнения против часовой стрелки) в угловое положение, обозначенное на фиг.6 положением В, элементы 220, приводимые в движение кулачком, следуют изменениям рабочей поверхности кулачка 222 для подтягивания скользящего элемента 216, приводных штанг 224 и складывающего устройства 206 в радиальном направлении внутрь барабана. Это движение приводит к радиальному, направленному внутрь перемещению внутренних концов задней и передней складывающих пластин 208, 210, в результате чего начинается складывание продольных складывающих пластин (и прикрепленных к ним боковых пластин 258, 260), а следовательно, и удерживаемых на них непромокаемых трусов, относительно барабана 202 в направлении закрытой конфигурации продольного складывающего устройства. Можно предусмотреть, хотя на чертежах это не показано, чтобы в начале складывания трусов с паховой зоной 26 соприкасался и надавливал на нее поперечный проталкивающий нож (например, вращающийся или возвратно-поступательный проталкивающий нож), не являющийся частью складывающего устройства, чтобы облегчить образование складок на трусах в процессе складывания трусов. Однако должно быть понятно, в рамках объема изобретения проталкивающий нож может быть исключен.
В угловом положении С барабана 202 складывающие пластины 208, 210 складываются еще дальше внутрь к закрытой конфигурации продольного складывающего устройства 206. При дальнейшем вращении барабана 202 до углового положения D задняя и передняя складывающие пластины 208, 210 (и, следовательно, прикрепленные к ним соответствующие боковые пластины 258, 260) находятся напротив друг друга в закрытой конфигурации складывающего устройства 206. Соответственно, непромокаемые трусы 20 складываются таким образом, что передняя и задняя поясные зоны (то есть первая и вторая концевые зоны) 22, 24 трусов расположены напротив друг друга, равно как и передняя, и задняя боковые полоски 34, 134 непромокаемых трусов.
Боковые пластины 260 (в более общем смысле, первые поперечные складывающие устройства 256), прикрепленные к передней складывающей пластине 210, затем работают в нагнетающем режиме (то есть вместо вакуумного режима) для подачи потока сжатого газа наружу через пористые рабочие поверхности 264 боковых пластин. Сжатый газ вынуждает передние боковые полоски 34 и, более предпочтительно, их застегивающиеся части (то есть первые застегивающиеся части) складываться внутрь в направлении задних боковых полосок 134 и, более предпочтительно, в направлении их застегивающихся частей (то есть вторых застегивающихся частей) и через рабочие поверхности 270 удерживающих элементов 268, которые работают в вакуумном режиме, притягивать передние боковые полоски (и более конкретно, застегивающиеся части передних боковых полосок) к рабочим поверхностям удерживающих элементов, как показано на фиг.10, для их удержания на них. Таким образом, застегивающиеся части (например, застегивающиеся компоненты 84 или крючковые застежки в приведенных вариантах выполнения) на передних боковых полосках 34 обращены наружу от рабочих поверхностей 270 удерживающих элементов 268. При повороте барабана 202 в угловое положение Е в варианте выполнения на фиг.6 шарнирно закрепленные боковые пластины 258 (в более широком смысле, вторые поперечные складывающие устройства 254), прикрепленные к задней складывающейся пластине 208, поворачиваются в направлении сложенного положения, чтобы тем самым сложить задние боковые полоски 134 и, более предпочтительно, застегивающиеся части (то есть вторые застегивающиеся части) задних боковых полосок на рабочие поверхности 270 удерживающих элементов 268 и, более конкретно, на сложенные передние боковые полоски 34 (и, более предпочтительно, на застегивающиеся части, а именно, на первые застегивающиеся части, передних боковых полосок), удерживаемых удерживающим элементом. Соответственно застегивающиеся компоненты 82 (например, петельные застежки) на передних боковых полосках 134 сцепляются с застегивающимися компонентами 84 на задних боковых полосках 34 для скрепления передней и задней боковых полосок.
Работа шарнирно закрепленных боковых пластин 258 в вакуумном режиме затем прекращается, чтобы дать возможность шарнирно закрепленным боковым пластинам отделиться от задних боковых полосок 134 (и, более конкретно, от застегивающихся частей задних боковых полосок) при вращении боковых пластин обратно в их первоначальное не сложенное положение в одной плоскости с задней складывающей пластиной 208, при этом передняя и задняя боковые полоски 34, 134 остаются сцепленными друг с другом и удерживаются на удерживающих элементах 268. Понятно, что вакуум, подаваемый на удерживающие элементы 268, может быть достаточен для притягивания обеих наложенных друг на друга и сцепленных передней и задней боковых полосок 34, 134 к удерживающим элементам, или он может быть достаточен только для притягивания нижележащих полосок (например, задних боковых полосок в приведенном варианте выполнения) к удерживающим элементам, а накладывающиеся боковые полоски удерживаются посредством сцепляющего соединения с нижележащей боковой полоской.
Работа удерживающих элементов 268 в вакуумном режиме после этого прекращается (например, посредством отключения источника вакуума или иного прекращения сообщения между источником вакуума и внутренней полостью 269 удерживающих элементов), и барабан 202 вращается дальше в направлении углового положения F. Вакуум, подаваемый на первую складывающую пластину 210, также уменьшается и, более предпочтительно, снимается, когда барабан 202 поворачивается в направлении углового положения F. Элементы 220, приводимые в действие кулачком, следуют рабочей поверхности 222 кулачка для перемещения скользящего элемента 216, приводных штанг 224 и, следовательно, складывающего устройства 206 наружу в радиальном направлении, тем самым раскрывая заднюю и переднюю складывающие пластины 208, 210 в направлении открытой конфигурации складывающего устройства. Сложенные и теперь предварительно застегнутые непромокаемые трусы 20 по-прежнему притягиваются к рабочей поверхности 250 задней складывающей пластины 208 и удерживаются на ней, когда складывающее устройство 206 перемещается в направлении открытой конфигурации, как показано в угловом положении F на фиг.6. Застегнутые боковые полоски 34, 134 съезжают (например, наружу в радиальном направлении) по рабочим поверхностям 270 удерживающих элементов 268 до тех пор, пока боковые полоски не сойдут со свободных концов 272 удерживающих элементов (то есть удерживающие элементы больше не находятся в пределах внутреннего пространства 53 предварительно застегнутых непромокаемых трусов 20). В угловом положении G барабана 202 складывающее устройство 206 находится в полностью открытой конфигурации, а сложенные и предварительно застегнутые непромокаемые трусы 20 лежат в общем плоско на рабочей поверхности 250 задней складывающей пластины 280 и удерживаются на ней.
Барабан 202 вращается далее в угловое положение Н, в котором складывающие пластины 258, 260 в открытой конфигурации складывающего устройства 206 находятся в общем напротив подходящего устройства перемещения, такого как традиционный транспортер 274 с вакуумной камерой, приведенный на фиг.6. Транспортер с вакуумной камерой 274 притягивает предварительно застегнутые непромокаемые трусы 20 от складывающего устройства 206 и перемещает непромокаемые трусы от складывающего устройства для дальнейшей обработки. В одном варианте выполнения разрежение транспортера 274 с вакуумной камерой предпочтительно больше разрежения, удерживающего непромокаемые трусы 20 на передней складывающей пластине 208, чтобы притянуть непромокаемые трусы от передней складывающей пластины. Или же, или в дополнение к этому, понятно, что вакуум во внутренней полости передней складывающей пластины можно уменьшить или даже снять для еще большего облегчения перемещения непромокаемых трусов 20 на устройство 274 перемещения. В другом варианте выполнения устройство 274 перемещения может содержать простой (то есть невакуумный) транспортер или другое устройство перемещения, и непромокаемые трусы 20 можно переместить на транспортер под действием силы тяжести или посредством переключения задней складывающей пластины 208 в нагнетающий режим, чтобы через рабочую поверхность 250 задней складывающей пластины дул сжатый газ, тем самым вынуждая непромокаемые трусы переместиться со складывающей пластины на транспортер, или другим подходящим способом.
Складывающие пластины 208, 210 предпочтительно сохраняют открытую конфигурацию складывающего устройства 206, когда барабан 202 поворачивается через угловые положения I and J, пока барабан не совершит полный оборот на 360 градусов и не вернется в угловое положение А.
При знакомстве с элементами настоящего изобретения или его предпочтительного(ых) варианта(ов) выполнения единственное число означает, что имеется один или несколько элементов. Термины "содержит", "включает в себя" и "имеет" являются не ограничивающими и означают, что могут иметься дополнительные элементы, отличные от перечисленных.
Поскольку в вышеприведенные конструкции могут быть внесены различные изменения без отступления от объема изобретения, подразумевается, что весь материал, содержащийся в вышеприведенном описании или изображенный на прилагаемых чертежах, должен считаться иллюстративным и не восприниматься в ограничительном смысле.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ЗАСТЕГНУТОГО ВПИТЫВАЮЩЕГО НИЖНЕГО БЕЛЬЯ | 2006 |
|
RU2393746C2 |
| ИЗГОТОВЛЕНИЕ И СБОРКА ВПИТЫВАЮЩИХ ИЗДЕЛИЙ С МНОЖЕСТВОМ КОМПОНЕНТОВ С НАНЕСЕННОЙ ПЕЧАТЬЮ | 2010 |
|
RU2540596C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2492843C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ | 2009 |
|
RU2491044C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ РЕГУЛИРОВАНИЯ ПОЯСА | 2009 |
|
RU2490000C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ ДЛЯ ЛИЧНОГО НОШЕНИЯ С ЯЗЫЧКОМ ДЛЯ УТИЛИЗАЦИИ | 2009 |
|
RU2489126C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ПОВТОРНО ЗАСТЕГИВАЮЩИМИСЯ БОКОВЫМИ ШВАМИ И ФУНКЦИЕЙ ПРОСТОЙ УТИЛИЗАЦИИ | 2007 |
|
RU2418570C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С НЕРАЗДРАЖАЮЩИМИ ЗАСТЕГИВАЮЩИМИСЯ С ВОЗМОЖНОСТЬЮ РАССТЕГИВАНИЯ СОЕДИНИТЕЛЬНЫМИ ЭЛЕМЕНТАМИ | 1999 |
|
RU2240095C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2529109C2 |
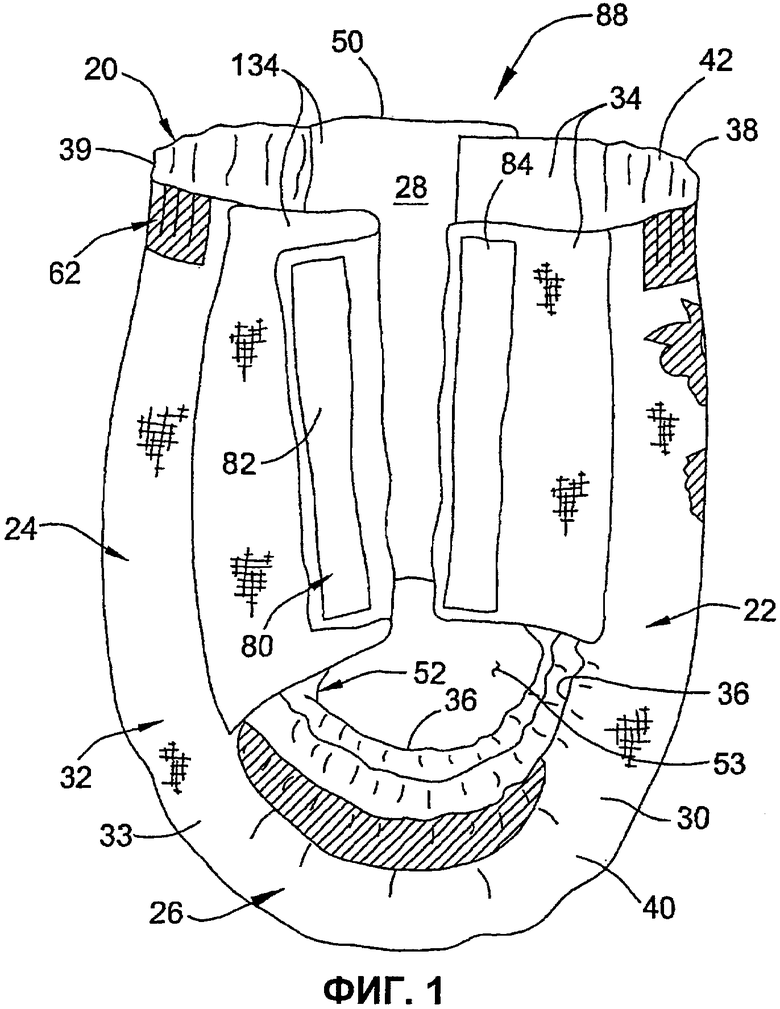
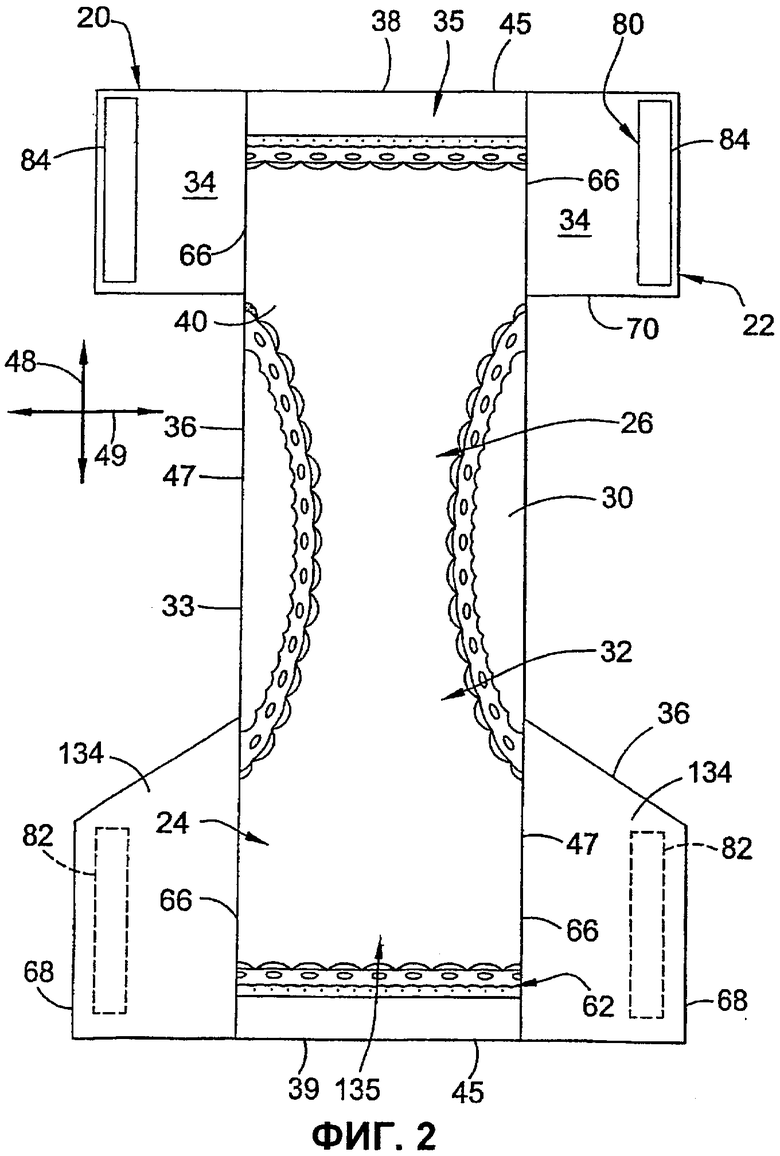
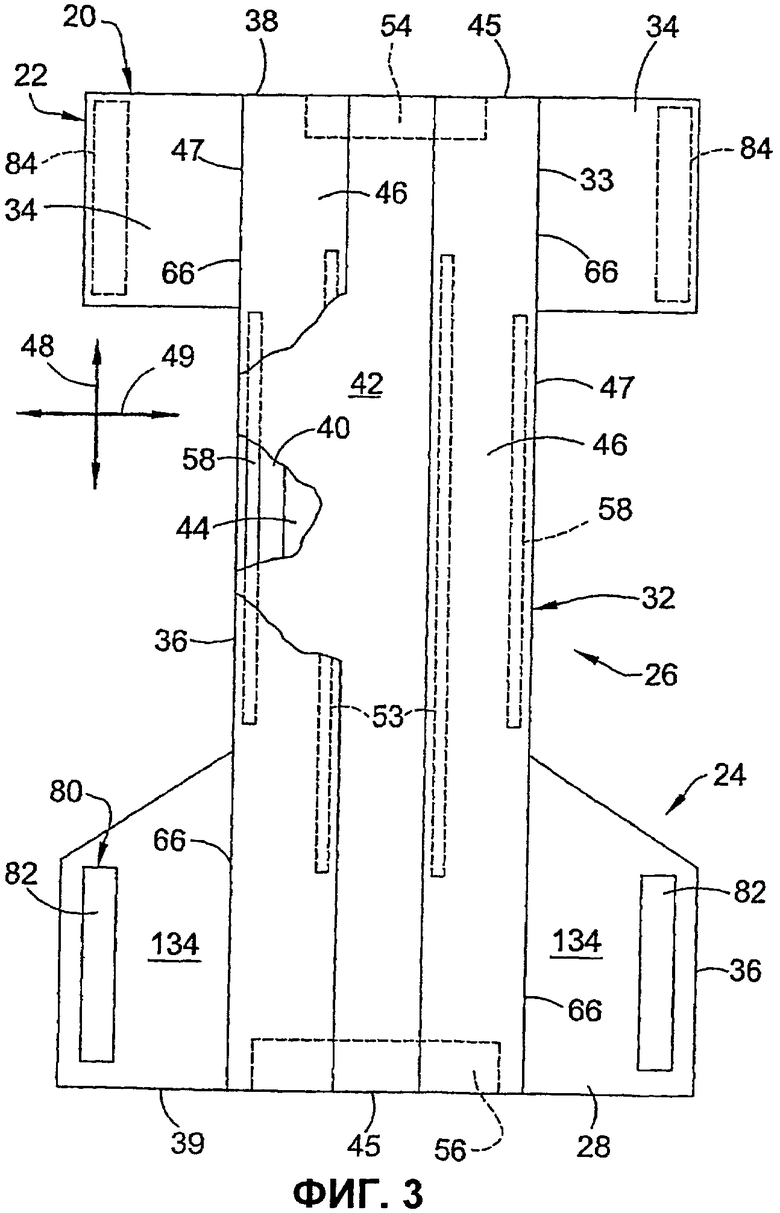
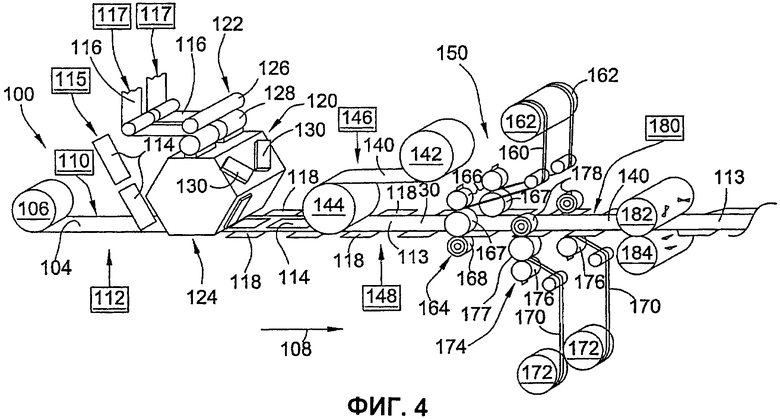
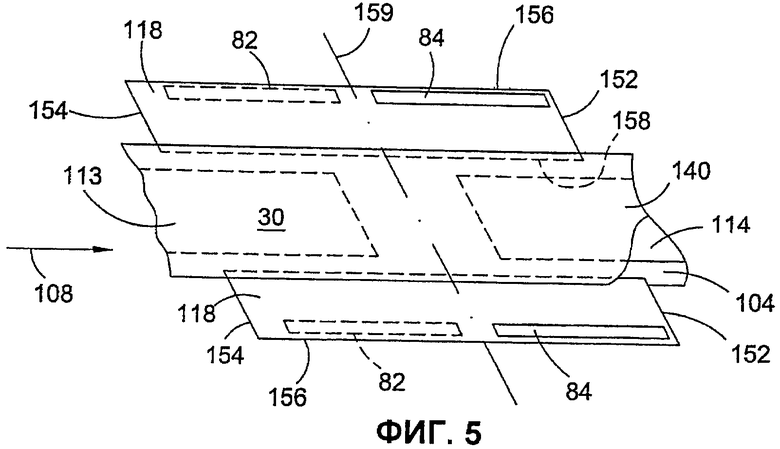
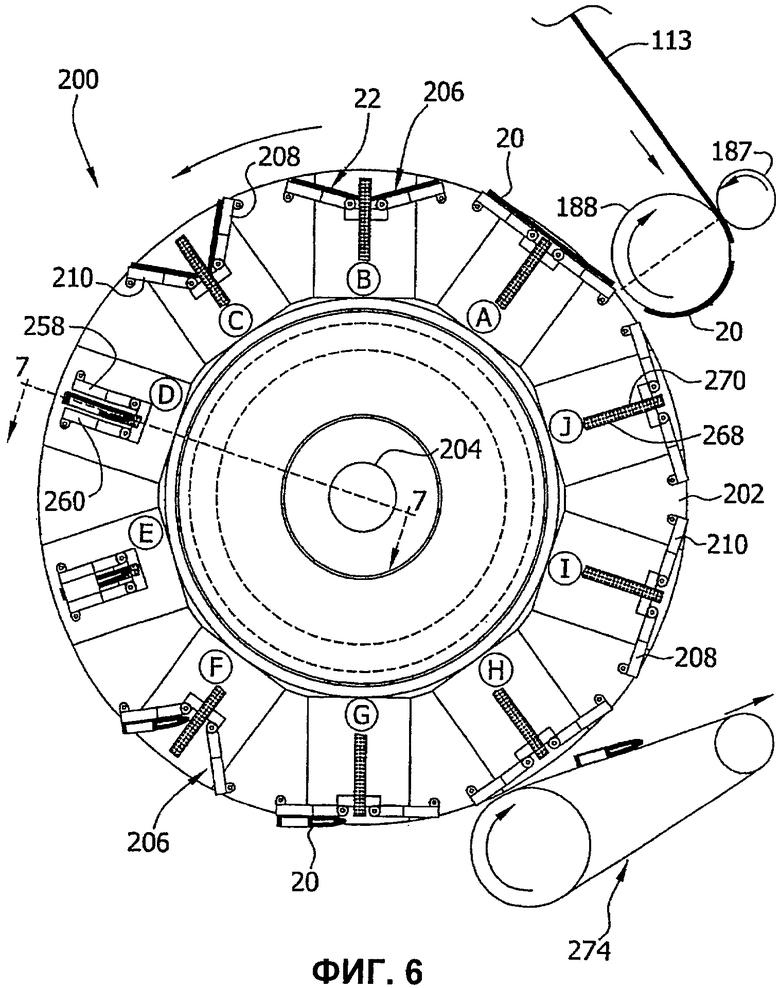
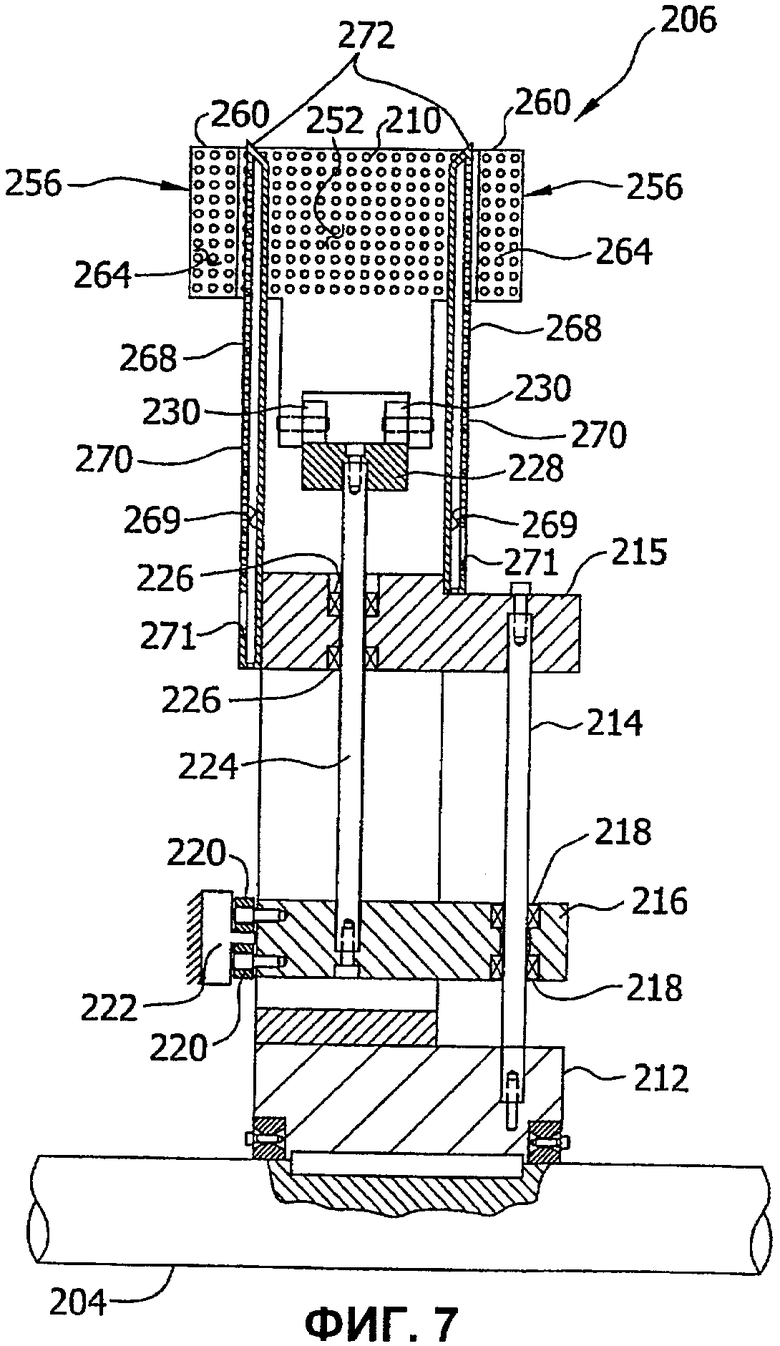
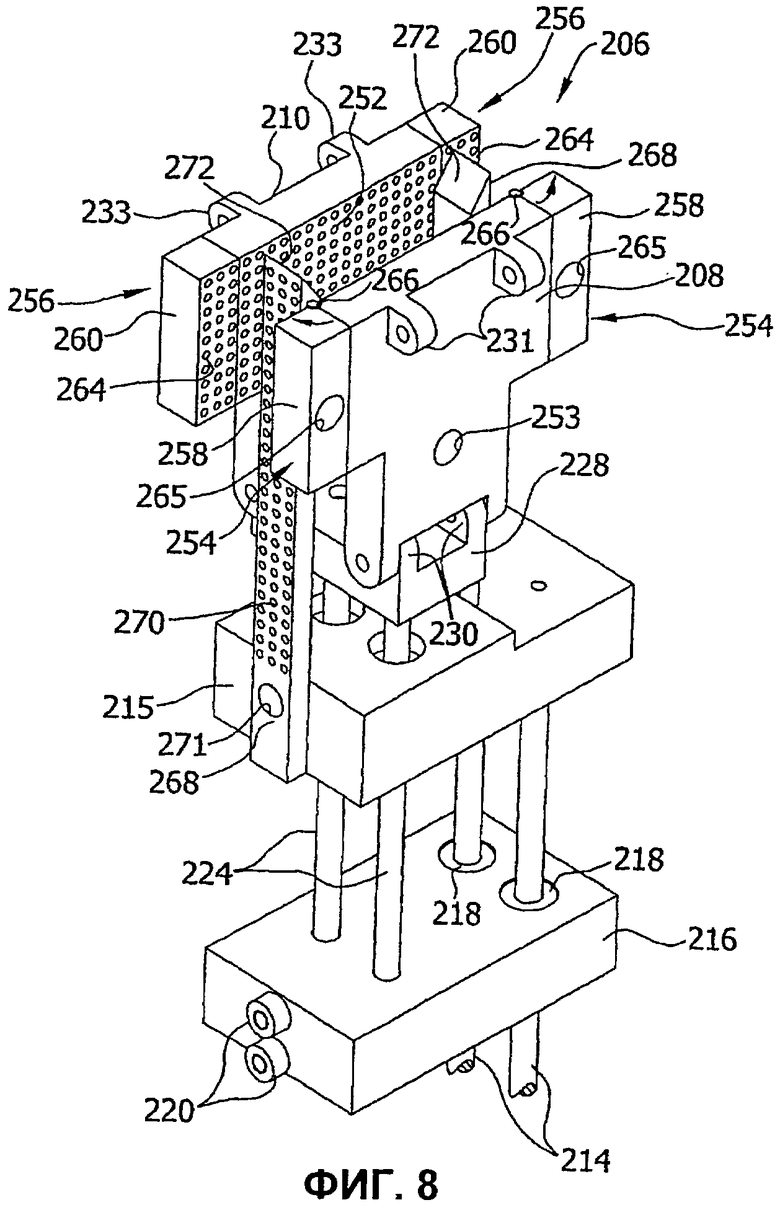
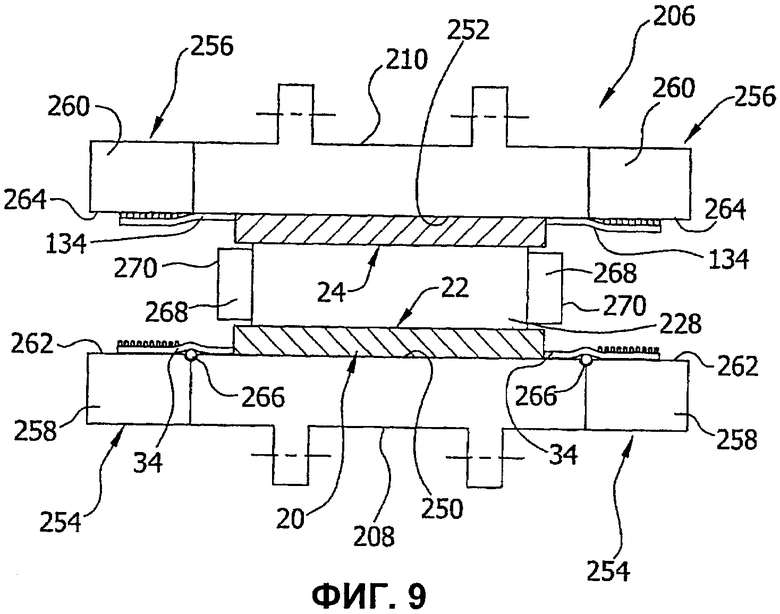
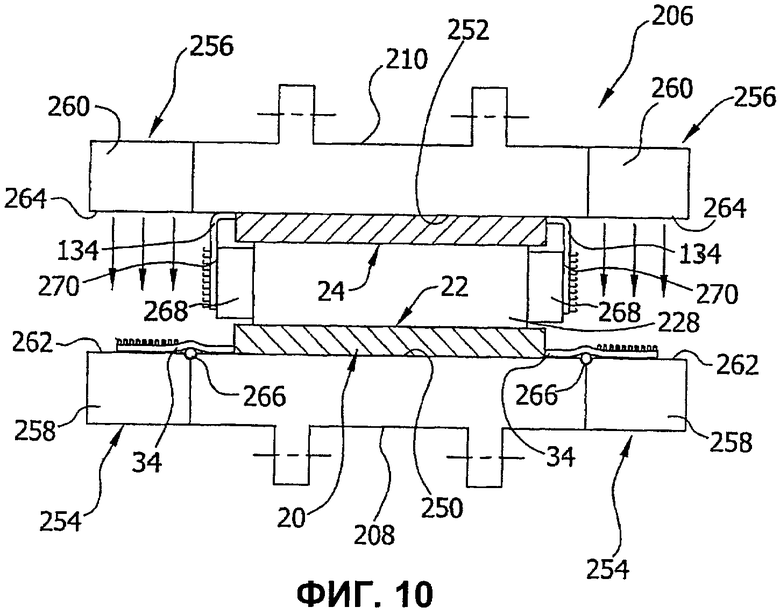
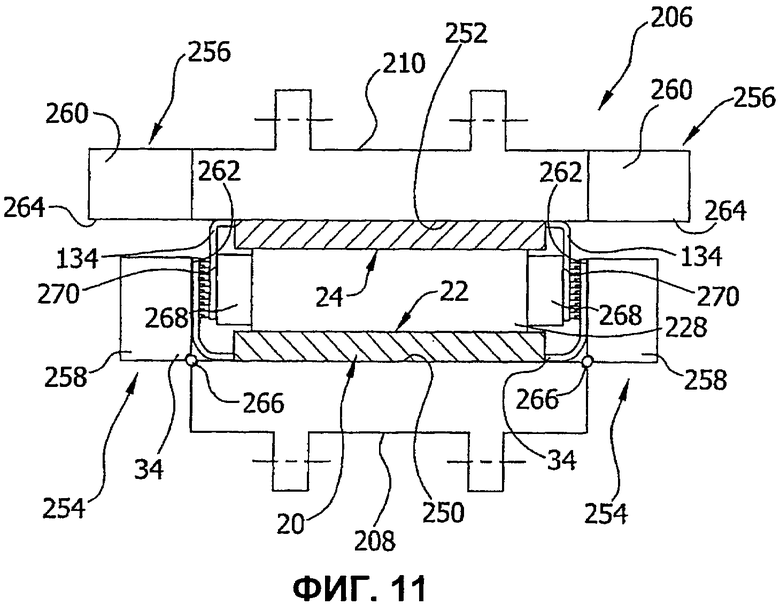
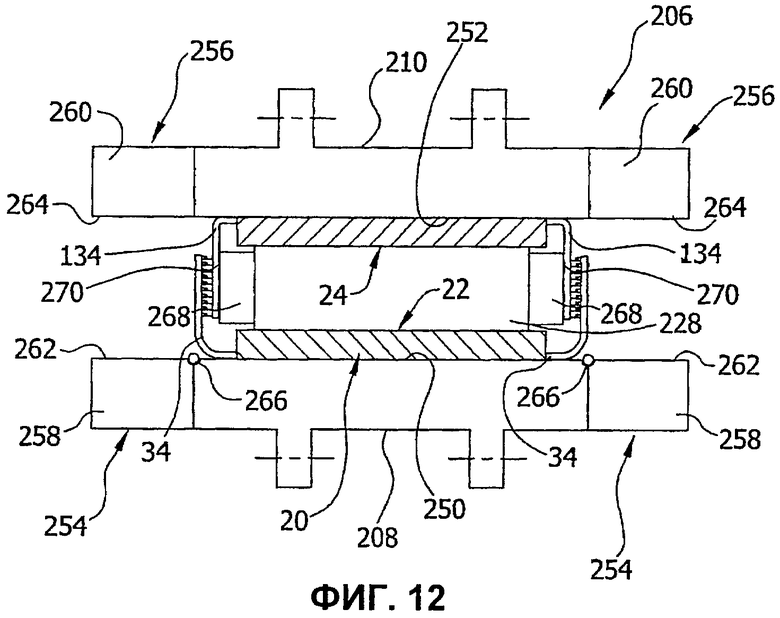
В способе изготовления предварительно застегнутого впитывающего нижнего белья продольное складывающее устройство для механического застегивания частично собранного впитывающего нижнего белья переносится устройством перемещения. Продольное складывающее устройство выполнено с возможностью перемещения между открытой конфигурацией, в которой оно принимает частично собранное нижнее белье, и закрытой конфигурацией, в которой нижнее белье складывается вдоль складывающим устройством. Первое поперечное складывающее устройство складывает первую застегивающуюся часть нижнего белья относительно складывающего устройства и, в общем, в направлении второй застегивающейся части. Второе поперечное складывающее устройство, переносимое устройством перемещения, складывает вторую застегивающуюся часть относительно складывающего устройства и, в общем, в направлении первой застегивающейся части для облегчения их взаимного сцепления. Отдельный удерживающий элемент переносится устройством перемещения и притягивает по меньшей мере одну часть из первой и второй застегивающихся частей к удерживающему элементу в процессе перемещения нижнего белья устройством перемещения. Изобретение обеспечивает исключение смещения частично собранного впитывающего нижнего белья в процессе складывания его в предварительно застегнутую конфигурацию. 3 н. и 16 з.п. ф-лы, 12 ил.
1. Устройство для механического застегивания впитывающего нижнего белья для изменения конфигурации нижнего белья из частично собранной, незастегнутой конфигурации, в предварительно застегнутую конфигурацию в процессе его первоначального изготовления, причем впитывающее нижнее белье имеет продольную ось, поперечную ось, первую застегивающуюся часть и вторую застегивающуюся часть, разнесенную в продольном направлении от соответствующей первой застегивающейся части и способную сцепляться с первой застегивающейся частью для закрепления впитывающего белья в предварительно застегнутую конфигурацию, при этом указанные первая и вторая застегивающиеся части являются незастегнутыми, а указанное нижнее белье является, в общем, несложенным в указанной частично собранной конфигурации, указанное нижнее белье сложено, а указанные первая и вторая застегивающиеся части сцеплены друг с другом в указанной предварительно застегнутой конфигурации нижнего белья, указанное устройство содержит
устройство перемещения, приводимое в движение в направлении перемещения;
продольное складывающее устройство, переносимое устройством перемещения в направлении перемещения, при этом указанное продольное складывающее устройство содержит первую и вторую пластины, имеющие внутренние концы, причем перемещение радиально внутрь внутренних концов первой и второй складывающих пластин приводит к складыванию продольных складывающих пластин и впитывающего изделия, причем продольное складывающее устройство выполнено с возможностью перемещения относительно устройства перемещения между открытой конфигурацией, при которой продольное складывающее устройство принимает впитывающее нижнее белье в его частично собранной конфигурации, и закрытой конфигурацией, при которой впитывающее нижнее белье складывается в продольном направлении складывающим устройством;
первое поперечное складывающее устройство, переносимое устройством перемещения в направлении перемещения и выполненное с возможностью складывать первую застегивающуюся часть нижнего белья относительно складывающего устройства и, в общем, в направлении второй застегивающейся части, и второе поперечное складывающее устройство, переносимое транспортным устройством в направлении перемещения и выполненное с возможностью складывать вторую застегивающуюся часть нижнего белья относительно складывающего устройства и, в общем, в направлении первой застегивающейся части нижнего белья для получения, в общем, взаимного расположения напротив друг друга между первой и второй застегивающимися частями для облегчения сцепления между ними; и
удерживающий элемент, отделенный от продольного складывающего устройства и поперечного складывающего устройства и переносимый устройством перемещения в указанном направлении перемещения, причем указанный удерживающий элемент расположен относительно продольного складывающего устройства и указанных поперечных складывающих устройств так, чтобы оказаться внутри складывающего устройства в его закрытой конфигурации, при этом указанный удерживающий элемент имеет рабочую поверхность и выполнен с возможностью притягивать к рабочей поверхности по меньшей мере одну часть из первой застегивающейся части и второй застегивающейся части нижнего белья, когда нижнее белье перемещается устройством перемещения в направлении перемещения.
2. Устройство по п.1, отличающееся тем, что удерживающий элемент закреплен с целью недопущения перемещения относительно устройства перемещения, причем указанное продольное складывающее устройство выполнено с возможностью перемещения относительно указанного удерживающего элемента во время перемещения устройства перемещения в указанном направлении перемещения.
3. Устройство по п.1, отличающееся тем, что рабочая поверхность удерживающего элемента содержит пористую рабочую поверхность, указанный удерживающий элемент имеет внутреннюю полость, сообщающуюся с пористой рабочей поверхностью, устройство дополнительно содержит источник вакуума, сообщающийся с внутренней полостью удерживающего элемента, причем указанный источник вакуума выполнен с возможностью работы в вакуумном режиме удерживающего элемента для притягивания к указанной рабочей поверхности и удержания на ней по меньшей мере одной части из первой и второй застегивающихся частей нижнего белья.
4. Устройство по п.1, отличающееся тем, что каждое из первого и второго поперечных складывающих устройств имеет пористую рабочую поверхность и внутреннюю полость, сообщающуюся с пористой рабочей поверхностью, каждое указанное поперечное складывающее устройство выполнено с возможностью работы в вакуумном режиме, при котором во внутренней полости поперечного складывающего устройства создается вакуум для притягивания к рабочей поверхности поперечного складывающего устройства и удерживания на ней соответствующей части из первой застегивающейся части и второй застегивающейся части нижнего белья.
5. Устройство по п.1, отличающееся тем, что продольное складывающее устройство содержит первую и вторую складывающие пластины, способные перемещаться относительно друг друга между открытой и закрытой конфигурациями, причем в закрытой конфигурации складывающего устройства складывающие пластины расположены напротив друг друга, а в открытой конфигурации складывающего устройства пластины не находятся напротив друг друга, при этом удерживающий элемент расположен относительно продольного складывающего устройства и указанных поперечных складывающих устройств таким образом, чтобы в закрытой конфигурации складывающего устройства находиться между первой и второй складывающими пластинами.
6. Устройство по п.5, отличающееся тем, что первое поперечное складывающее устройство прикреплено к первой складывающей пластине для совместного перемещения с первой складывающей пластиной между открытой и закрытой конфигурациями складывающего устройства, второе поперечное складывающее устройство прикреплено ко второй складывающей пластине для совместного перемещения со второй складывающей пластиной между открытой и закрытой конфигурациями складывающего устройства.
7. Устройство по п.4, отличающееся тем, что по меньшей мере одно устройство из первого поперечного складывающего устройства и второго поперечного складывающего устройства выполнено с возможностью переключения между вакуумным режимом и нагнетающим режимом, при котором во внутреннюю полость указанного по меньшей мере одного устройства из первого и второго поперечных складывающих устройств подается сжатый газ для вытекания через пористую рабочую поверхность, чтобы тем самым побудить соответствующую первую и вторую застегивающуюся часть нижнего белья удалиться с указанной рабочей поверхности в направлении рабочей поверхности удерживающего элемента.
8. Устройство по п.4, отличающееся тем, что по меньшей мере одно устройство из первого поперечного складывающего устройства и второго поперечного складывающего устройства выполнено с возможностью перемещения в процессе работы в указанном вакуумном режиме относительно складывающего устройства в закрытой конфигурации указанного складывающего устройства для складывания соответствующей первой и второй застегивающихся частей в направлении рабочей поверхности удерживающего элемента.
9. Устройство по п.8, отличающееся тем, что указанное по меньшей мере одно устройство из первого поперечного складывающего устройства и второго поперечного складывающего устройства прикреплено шарнирным образом к продольному складывающему устройству для шарнирного перемещения относительно него в закрытой конфигурации складывающего устройства для складывания соответствующей первой и второй застегивающихся частей в направлении рабочей поверхности удерживающего элемента.
10. Устройство по п.1, отличающееся тем, что нижнее белье имеет пару первых застегивающихся частей, разделенных в поперечном направлении относительно друг друга, и пару вторых застегивающихся частей, разделенных в поперечном направлении относительно друг друга и разделенных в продольном направлении относительно первых застегивающихся частей, причем каждая из вторых застегивающихся частей выполнена с возможностью сцепления с соответствующей частью из первых застегивающихся частей для формирования предварительно застегнутой конфигурации нижнего белья, при этом устройство содержит пару первых поперечных складывающих устройств, разделенных в поперечном направлении относительно друг друга, каждое из которых выполнено с возможностью работы в закрытой конфигурации складывающего устройства для складывания соответствующей части из первых застегивающихся частей в направлении соответствующих вторых застегивающихся частей, пару вторых поперечных складывающих устройств, разделенных в поперечном направлении относительно друг друга, каждое из которых выполнено с возможностью работы в закрытой конфигурации складывающего устройства для складывания соответствующей части из вторых застегивающихся частей в направлении соответствующей первой застегивающей части для получения их наложенного взаимного расположения.
11. Устройство по п.10, отличающееся тем, что первые поперечные складывающие устройства имеют такие размеры и расположение, чтобы выходить в поперечном направлении за пределы первых застегивающихся частей нижнего белья, а вторые поперечные складывающие устройства имеют такие размеры и расположение, чтобы выходить в поперечном направлении за пределы вторых застегивающихся частей нижнего белья.
12. Способ механического формирования предварительно застегнутого впитывающего нижнего белья во время первоначального изготовления указанного нижнего белья, указанное впитывающее нижнее белье имеет продольную ось, поперечную ось, первую продольную концевую зону, вторую продольную концевую зону и центральную зону, промежуточную в продольном направлении и соединяющую первую и вторую концевые зоны, первая застегивающаяся часть в указанной первой концевой зоне и вторая застегивающаяся концевая часть в указанной второй концевой зоне отделены в продольном направлении от соответствующей первой застегивающейся зоны и выполнены с возможностью сцепления с ней для закрепления впитывающего нижнего белья в предварительно застегнутую конфигурацию, указанный способ содержит стадии, на которых
частично собирают впитывающее нижнее белье до конфигурации, при которой нижнее белье является в общем несложенным, а первая и вторая застегивающиеся части незастегнутыми;
перемещают впитывающее нижнее белье в направлении перемещения;
складывают впитывающее нижнее белье вдоль так, чтобы первая и вторая концевые зоны нижнего белья оказались, в общем, напротив друг друга, причем указанная стадия продольного складывания выполняется в процессе перемещения указанного частично собранного нижнего белья в направлении перемещения;
подвергают первую застегивающуюся часть складыванию в направлении второй складывающей части и в направлении рабочей поверхности удерживающего элемента, причем эта первая стадия подвергания складыванию выполняется в процессе перемещения указанного нижнего белья и указанного удерживающего элемента в направлении перемещения;
управляют удерживающим элементом для притягивания и удержания на себе первой застегивающейся части, причем эта стадия управления выполняется в процессе перемещения указанного нижнего белья и указанного удерживающего элемента в направлении перемещения; и
подвергают вторую застегивающуюся часть складыванию в направлении первой застегивающейся части, удерживаемой на рабочей поверхности удерживающего элемента, для наложения указанных первой и второй застегивающихся частей, чтобы тем самым облегчить их сцепление друг с другом во время удержания указанной первой застегивающей части на рабочей поверхности удерживающего элемента, причем эта вторая стадия подвергания складыванию выполняется в процессе перемещения нижнего белья и удерживающего элемента в направлении перемещения, причем нижнее белье имеет внутреннюю поверхность и внешнюю поверхность, при этом стадия складывания предусматривает стадию, на которой удерживают внешнюю поверхность нижнего белья по существу по всей первой и второй концевым зонам нижнего белья, в том числе всю первую и вторую застегивающиеся части, на складывающем устройстве, в общем, в несложенной конфигурации складывающего устройства и управляют складывающим устройством для перемещения складывающего устройства в сложенную конфигурацию, в которой первая и вторая концевые области нижнего белья находятся, в общем, в положении напротив друг друга.
13. Способ по п.12, отличающийся тем, что направление перемещения, в котором перемещается нижнее белье, является дугообразным.
14. Способ по п.12, отличающийся тем, что стадия управления удерживающим элементом предусматривает стадию, на которой управляют удерживающим элементом для подачи вакуума на первую застегивающуюся часть нижнего белья.
15. Способ по п.12, отличающийся тем, что первая стадия принуждения предусматривает стадию, на которой направляют сжатый газ на указанную первую застегивающуюся часть для принуждения указанной первой застегивающейся части к складыванию в направлении второй застегивающейся части и на рабочую поверхность удерживающего элемента.
16. Способ по п.12, отличающийся тем, что вторая стадия принуждения предусматривает стадию, на которой удерживают вторую застегивающуюся часть на поперечном складывающем устройстве в процессе перемещения поперечного складывающего устройства относительно удерживающего элемента в положении, в общем, напротив рабочей поверхности удерживающего элемента, чтобы тем самым наложить вторую застегивающуюся часть на первую застегивающуюся часть и ввести их в сцепление друг с другом.
17. Способ по п.16, отличающийся тем, что нижнее белье имеет внутреннюю поверхность и внешнюю поверхность, при этом первая стадия принуждения предусматривает стадию, на которой внутреннюю поверхность нижнего белья на указанной первой застегивающейся части принуждают сложиться в направлении второй застегивающейся части и в направлении рабочей поверхности удерживающего элемента так, чтобы внутренняя поверхность нижнего белья на указанной первой застегивающейся части притягивалась к рабочей поверхности удерживающего элемента и удерживалась на ней, причем внешняя поверхность нижнего белья в указанной первой застегивающейся части обращена в противоположную сторону от рабочей поверхности удерживающего элемента, а вторая стадия принуждения предусматривает стадию, на которой удерживают внешнюю поверхность второй удерживающей части на поперечном складывающем устройстве в процессе перемещения поперечного складывающего устройства относительно удерживающего элемента, чтобы тем самым наложить вторую застегивающуюся часть на первую застегивающуюся часть так, чтобы внутренняя поверхность второй застегивающейся части оказалась напротив внешней поверхности первой застегивающейся части, удерживаемой на удерживающем элементе, и вступила в сцепление с ней.
18. Способ механического формирования предварительно застегнутого нижнего белья в процессе первоначального изготовления указанного нижнего белья, указанное впитывающее нижнее белье имеет продольную ось, поперечную ось, первую продольную концевую зону, вторую продольную концевую зону и центральную зону, промежуточную в продольном направлении и соединяющую первую и вторую концевые зоны, первая застегивающаяся часть в указанной первой концевой зоне и вторая застегивающаяся концевая часть в указанной второй концевой зоне отделены в продольном направлении от соответствующей первой застегивающейся зоны и выполнены с возможностью сцепления с ней для закрепления впитывающего нижнего белья в предварительно застегнутую конфигурацию, указанный способ предусматривает стадии, на которых
частично собирают впитывающее нижнее белье до конфигурации, при которой нижнее белье является, в общем, несложенным, а первая и вторая застегивающиеся части незастегнутыми;
перемещают впитывающее нижнее белье в направлении перемещения;
складывают впитывающее нижнее белье вдоль так, чтобы первая и вторая концевые зоны нижнего белья оказались, в общем, напротив друг друга, причем указанная стадия складывания вдоль выполняется в процессе перемещения указанного частично собранного нижнего белья в направлении перемещения;
складывают первую застегивающуюся часть в направлении второй застегивающейся части в процессе перемещения указанного нижнего белья в направлении перемещения; и
удерживают по существу всю вторую застегивающуюся часть на поперечном складывающем устройстве в процессе перемещения поперечного складывающего устройства относительно первой застегивающейся части в положение, при котором поперечное складывающее устройство находится, в общем, напротив первой застегивающейся части, при этом вторая застегивающаяся часть удерживается на поперечном складывающем устройстве и расположена между поперечным складывающим устройством и первой застегивающейся частью, так что вторая застегивающаяся часть сцепляется с первой застегивающейся частью.
19. Способ по п.18, в котором нижнее белье имеет внутреннюю поверхность и внешнюю поверхность, при этом стадия складывания предусматривает стадию, на которой удерживают внешнюю поверхность нижнего белья по существу по всей первой и второй концевым зонам нижнего белья, включая всю первую и вторую застегивающиеся части, на складывающем устройстве, в общем, в несложенной конфигурации складывающего устройства и управляют складывающим устройством для перемещения складывающего устройства в сложенную конфигурацию, в которой первая и вторая концевые области нижнего белья находятся в общем в положении напротив друг друга.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| US 3994486 A, 30.11.1976 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО ЗАСТЕГНУТЫХ ПОГЛОЩАЮЩИХ ИЗДЕЛИЙ ОДНОРАЗОВОГО ИСПОЛЬЗОВАНИЯ | 1999 |
|
RU2218900C2 |

