Изобретение касается головки бритвы, содержащей антифрикционный элемент, приваренный к основанию, и способа установки антифрикционного элемента на головке бритвы.
Известно много типов бритв, имеющих антифрикционный элемент или ленту, называемую также смазывающей или вспомогательной лентой, помогающей при бритье, которая содержит полимер или смесь полимеров, у которых одна из составляющих обладает смазывающими или косметическими свойствами и растворима в воде. Таким образом, при каждом проходе бритвы на кожу пользователя наносится пленка из косметического или смазывающего продукта, для того чтобы облегчить бритье и/или сделать его более комфортным.
Такие бритвы были описаны, например, в патентах FR 2410541, ЕР 550605 и ЕР 184440.
Можно выделить несколько групп смазывающих лент, классифицируемых, например, в зависимости от их формы или их формулы. Так смазывающие ленты могут иметь простую конструкцию, т. е. плоскую форму с закреплением на головке бритвы, или специфическую сложную форму, соответствующую форме головки, для обеспечения крепления посредством установки в гнездо или защелкиванием. Существует также множество формул таких смазывающих лент, которые могут быть выполнены из смеси полимерных материалов или же они могут содержать различные слои полимера (полимеров), наложенные друг на друга, в частности для того, чтобы свидетельствовать об износе, как, например, в патентах GILLETTE ЕР 772311 и WARNER-LAMBERT ЕР 773855.
Как правило, в случае плоских смазывающих лент крепление осуществляется приклеиванием.
В настоящее время имеется три основных группы клеев:
- клей, называемый "циано", который требует замедленного процесса склеивания (значит и изготовления бритвы) из-за отсутствия начальной клейкости и который имеет впрочем другие неудобства, обусловленные тем, что клей "циано" проникает в смазывающую ленту, где он может взаимодействовать с ее составляющими, и тем, что он плохо сопротивляется воде;
- клеи горячего плавления, которые обладают мгновенной клейкостью, но осуществляют связь между смазывающей лентой и головкой бритвы при помощи мягкой прокладки, толщина которой трудно воспроизводима и которая может быть легко оторвана;
- термоактивируемые клеи, которые требуют замедленного процесса склеивания (значит и изготовления бритвы).
Кроме того, эти процессы фиксации при помощи клея используют клеящие композиции в жидкой форме с более или менее высокой вязкостью. Использование таких продуктов является источником проблем в процессе изготовления с высоким ритмом, что имеет место при промышленном изготовлении бритв.
Следовательно, было бы желательно для устранения этих неудобств найти такие средства фиксации смазывающей ленты на головке бритвы, которые не влекут за собой изменение свойств смазывающей ленты, которые можно было бы применять легко и с высоким ритмом при промышленном использовании и которые обеспечивали бы очень прочную связь между головкой бритвы и смазывающей лентой.
Предусмотрено использование смесью нерастворимого и растворимого полимеров, закрепленной на головке бритвы при помощи сварки, как это описано в заявке на патент FR 2769535. Однако эти средства фиксации проявили себя как трудно осуществимые и иногда недостаточно высокого качества.
Вследствие углубленных исследований установлено, что возможно получить одновременно хорошую эффективность смазывающей ленты и высокую скорость и простоту фиксации смазывающей ленты на головке бритвы благодаря использованию особых средств фиксации, которые не требуют применения клея.
Задачей изобретения является создание головки бритвы, содержащей антифрикционный элемент, расположенный поблизости от лезвий и содержащий водно-растворимые реагенты, в которой антифрикционный элемент закреплен на головке бритвы посредством приварки подложки, состоящей из одного или нескольких нерастворимых полимеров, с которой жестко соединен посредством одновременной экструзии, заливки или двойного нанесения под давлением слоев полимеров верхний слой антифрикционного элемента.
Целесообразным является также то, что подложка состоит, по меньшей мере, из одного полимера, пригодного для крепления при помощи сварки, выбранного из группы, содержащей, в частности, полиэфиры, такие как полифениленовый эфир; стирольные смолы, такие как полистирол, акрилонитрил-бутадиен-стирол (АБС); полиолефиновые смолы, такие как полипропилен, полиэтилен; полиакрилаты, такие как полиметилметакрилат "РММА", и виниловые смолы, такие как пластифицируемый или нет поливинилхлорид, или их смеси. Предпочтительным является то, что верхний слой, который должен контактировать с кожей при бритье, содержит смесь из не растворимых в воде полимеров, выбранных из группы, содержащей полиэфиры, такие как полифениленовый эфир; стирольные смолы, такие как полистирол, акрилонитрил-бутадиен-стирол (АБС); полиолефиновые смолы, такие как полипропилен и полиэтилен; полиакрилаты, такие как полиметилметакрилат "РММА" и виниловые смолы, такие как пластифицируемый или нет поливинилхлорид, или их смеси и растворимые полимеры, выбираемые, в частности из группы, содержащей полиоксиэтилены, полиакриламиды, полисахариды или их смеси.
Преимущественно бреющие головки выполнены из полистирола.
Подложка может быть изготовлена из полимера или из смеси полимеров, пригодной для сварки с головкой бритвы. Они могут быть выбраны, в частности, из группы, содержащей полистирол, полипропилен, поливинилхлорид или их смеси.
По предпочтительному варианту исполнения головки бритвы согласно изобретению подложка имеет ту же природу, что и головка бритвы, на которой она зафиксирована.
Преимущественно подложка выполнена из полистирола.
Верхний слой, который должен контактировать с кожей при бритье, содержит не растворимый в воде полимер в смеси, по меньшей мере, с одним растворимым в воде полимером и, при необходимости, добавки, такие как красители, пигменты, ароматизаторы, косметические продукты или продукты, обладающие фармакологическими свойствами, такие как способствующие заживлению реагенты, смягчающие реагенты, освежающие реагенты.
В качестве примера можно привести водно-растворимые полимеры полиоксиэтилены, полиакриламиды, полисахариды. Таким образом, слой антифрикционного материала может быть образован из смеси полистирола и полиоксиэтиленов, имеющих различные молекулярные массы.
Преимущественным образом антифрикционный элемент закреплен на головке бритвы через подложку при помощи ультразвуковой сварки. Этот процесс не требует нанесения никаких дополнительных продуктов и может быть легко встроен в конвейер с очень высоким ритмом, не уменьшая скорости конвейеров и не изменяя химические свойства верхнего слоя, который должен контактировать с кожей.
По предпочтительному варианту исполнения подложку жестко скрепляют с верхним слоем, который должен контактировать с кожей во время бритья, посредством склеивания, литья, одновременной экструзии, заливки или двойного нагнетания под давлением, преимущественно посредством одновременной экструзии.
Процесс одновременной экструзии осуществляют при температуре передней части фильеры, соответствующей условиям работы с термопластиками, преимущественно от 120 до 300oС, и еще более предпочтительно от 150 до 220oС.
Если антифрикционный элемент имеет нелинейную форму, то предпочитают использовать, в частности, способ двойного нагнетания или заливки.
Естественно промежуточные слои полимеров могут быть расположены между подложкой и верхним слоем, который должен контактировать с кожей во время бритья. Такие промежуточные слои могут быть растворимыми или нерастворимыми и могут включать добавки, выбранные из группы, содержащей, в частности, красители, пигменты, смягчители, ароматизаторы, витамины, косметические продукты.
Если имеется несовместимость между материалами, образующими подложку, с одной стороны, и верхним слоем, который должен контактировать с кожей во время бритья, с другой стороны, то между ними может быть помещена третья смесь из полимеров, образующая соединяющую связь двух первых слоев.
Толщина подложки составляет от 0,05 до 0,6 мм, преимущественно от 0,05 до 0,4 мм, и еще более преимущественно примерно 0,3 мм.
Толщина верхнего слоя, содержащего водно-растворимые полимер или полимеры, составляет от 0,1 до 1,5 мм, преимущественно от 0,3 до 1 мм.
Предпочтительным является то, что антифрикционный элемент имеет слой смеси, от 20 до 60% нерастворимого термопластичного полимера, преимущественно полистирола, от 20 до 80% полиоксиэтилена с молекулярной массой от 100000 до 6000000, который одновременно экструдирован со слоем полистирола, образуя подложку, причем подложка приварена ультразвуком к головке бритвы. Верхний слой, который должен контактировать с кожей во время бритья, может иметь совершенно плоскую форму или же полукруглую для того, чтобы иметь приятный контакт с кожей.
Толщина слоя, который должен контактировать с кожей, такова, чтобы она обладала достаточным количеством водно-растворимых полимеров, необходимым для того, чтобы лента сохраняла эффективность до тех пор, пока лезвия бритвы остаются острыми.
Согласно преимущественному способу исполнения головки бритвы согласно изобретению антифрикционный элемент имеет слой смеси, от 20 до 60% нерастворимого термопластичного полимера, преимущественно полистирола, от 20 до 60% полиоксиэтилена с молекулярной массой от 100000 до 6000000, который одновременно экструдирован со слоем полистирола, образуя подложку, причем подложка приварена ультразвуком на головку бритвы. Антифрикционный элемент может также содержать от 1 до 20% полиоксиэтилена с молекулярной массой меньшей 30000.
Изобретение поясняется чертежами, на которых показано:
фиг. 1a - вид сверху смазывающей ленты, скрепленной с подложкой по первому способу исполнения изобретения,
фиг.1b - поперечный разрез по А-А' фиг.1а,
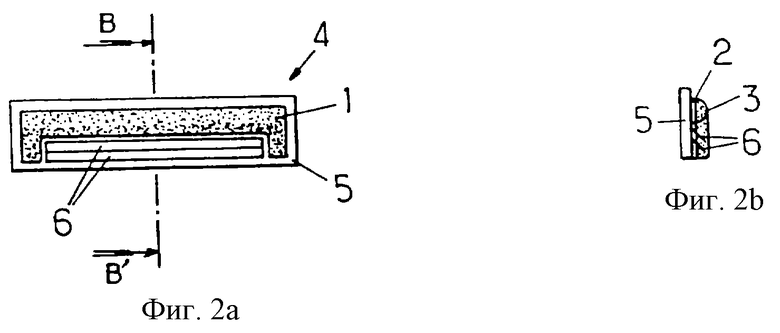
фиг.2а - вид сверху головки бритвы по второму способу исполнения изобретения,
фиг.2b - боковой разрез по В-В' фиг.2а,
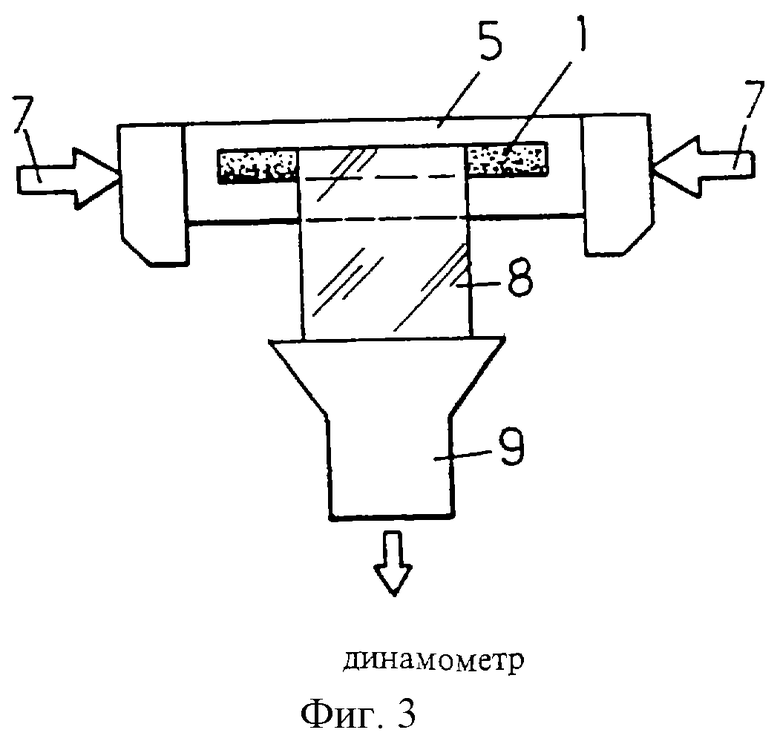
фиг.3 - устройство, используемое в примере 2 для оценки качества сварки.
На фиг. 1а представлен вид сверху антифрикционного элемента 1 согласно изобретению, содержащего подложку 2 и верхний слой 3, который должен контактировать с кожей, имеющий полукруглое поперечное сечение (фиг.1b).
Согласно другому способу выполнения головки бритвы согласно изобретению, представленному на фиг.2, на головке бритвы 5 приварен антифрикционный элемент в виде ленты 1, который в данном случае не прямолинейный, а содержит на своих концах такие боковые отрезки, что лезвия 6 расположены перед антифрикционным элементом 1 в пространстве, заключенном между двумя боковыми отрезками.
Как и в предыдущем варианте выполнения, антифрикционный элемент имеет подложку и верхний слой, контактирующий с кожей, имеющий полукруглое поперечное сечение (фиг.2b).
Настоящее изобретение будет описано далее более детально при помощи примеров, данных чисто иллюстративно.
Примеры
Пример 1
Антифрикционный элемент в виде ленты, как показано на фиг.1, готовят посредством совместной экструзии полистирола (S) и компаунда (С), который представляет собой смесь, содержащую на 100 г:
- 30 г полистирола и примерно 70 г полиоксиэтилена с молекулярной массой, превышающей 5000000, продаваемой под именем PEG 115M.
Составляющие (S) и (С) помещают в два отдельных экструдера одночервячного типа с головкой экструзии, позволяющей наложение друг на друга слоев материала при температуре от 180 до 200oС. Расход в экструдерах установлен таким образом, чтобы высота верхней ленты была бы 0,5 мм и высота подложки, т. е. слоя (S) - 0,3 мм. Ширина ленты составляет 3,5 мм. Фильера экструдера позволяет получить верхний слой (С) слегка выпуклой формы с тем, чтобы при окончательном использовании иметь приятный контакт с кожей. Полученная лента была разрезана потом на куски длиной по 35 мм.
Подложка каждой ленты затем была приварена ультразвуком при помощи аппарата с частотой 36 КГц, продаваемого Обществом TELSONIC, на головку выбрасываемой бритвы из полистирола около режущего лезвия.
Пример 2
С целью проверки прочности ультразвуковой сварки были проведены сравнительные испытания.
Было приготовлено:
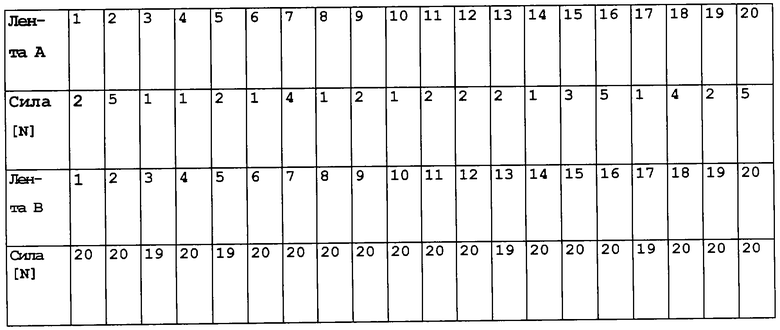
- с одной стороны, 20 антифрикционных лент (А) посредством экструзии смеси, содержащей 30 г полистирола и 70 г полиоксиэтилена с молекулярной массой, превышающей 5000000, продаваемой под именем PEG 115M. Эти ленты имели следующие размеры: ширина - 3,5 мм, длина - 35 мм и высота 0,8 мм,
- и, с другой стороны, 20 антифрикционных лент (В), скрепленных с подложкой, изготовленной в соответствии с примером 1.
С помощью устройства, представленного на фиг.3, прочность ультразвуковой сварки была измерена следующим образом.
Головка бритвы (5) удерживаема своими торцами в системе крепления (7).
Липкая лента (8) шириной 25 мм была закреплена перпендикулярно длине ленты, приваренной ультразвуком к головке бритвы. С помощью захвата "крокодил" (9), соединенным с динамометром, липкую ленту натягивали до отрыва от антифрикционной ленты. Сила, необходимая для отрыва этой ленты, была измерена и полученные результаты занесены в таблицу
Из этих сравнительных испытаний следует, что экструдированные ленты (В) значительно лучше сопротивляются отрыву, чем ленты (А) по известному решению, поскольку сила, приводящая к отрыву, для этих лент (В) значительно выше. Кроме того, эта значительная сила приводит к отрыву только верхней ленты, которая должна контактировать с кожей при бритье, от подложки, но не приводит к отрыву подложки, которая остается скрепленной с головкой бритвы.
Кроме того, качество сварки, полученное для ленты (В), значительно более регулярное, чем качество сварки, полученное для ленты (А), поскольку дисперсия результатов испытаний для ленты (В) существенно меньше, чем для ленты (А).
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУДИРОВАННАЯ АНТИФРИКЦИОННАЯ ЛЕНТА ДЛЯ ГОЛОВКИ БРИТВЫ И ГОЛОВКА БРИТВЫ, ВКЛЮЧАЮЩАЯ В СЕБЯ ТАКУЮ ЛЕНТУ | 1998 |
|
RU2194610C2 |
| Смазывающий контактирующий с кожей элемент | 2014 |
|
RU2662352C2 |
| СМАЗЫВАЮЩИЙ ЭЛЕМЕНТ ВСПОМОГАТЕЛЬНОГО СРЕДСТВА ДЛЯ БРИТЬЯ | 2014 |
|
RU2620338C1 |
| БРИТВЕННЫЙ УЗЕЛ (ВАРИАНТЫ) | 1995 |
|
RU2203799C2 |
| ГОЛОВКА БРИТВЫ | 2019 |
|
RU2779500C1 |
| ЛЕЗВИЙНАЯ ГОЛОВКА БЕЗОПАСНОЙ БРИТВЫ | 1994 |
|
RU2127660C1 |
| ОПОРА ЛЕЗВИЯ, РЕЖУЩИЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ОПОРУ ЛЕЗВИЯ, ГОЛОВКА БРИТВЫ, СОДЕРЖАЩАЯ ТАКОЙ РЕЖУЩИЙ ЭЛЕМЕНТ, И МЕХАНИЧЕСКИЙ БРИТВЕННЫЙ СТАНОК, СОДЕРЖАЩИЙ ТАКУЮ ГОЛОВКУ БРИТВЫ | 2018 |
|
RU2760146C2 |
| СИСТЕМЫ ДЛЯ БРИТЬЯ | 2004 |
|
RU2316422C2 |
| НАГРЕВАТЕЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ ЛЕЗВИЙНОЙ БРИТВЫ | 2016 |
|
RU2676376C1 |
| КАРТРИДЖ БРИТВЕННОГО ПРИБОРА С КОНТАКТИРУЮЩИМ С КОЖЕЙ КОМПОНЕНТОМ | 2009 |
|
RU2462345C1 |
Головка бритвы содержит антифрикционный элемент, расположенный поблизости от лезвий и включающий контактирующий с кожей при бритье верхний слой, содержащий водно-растворимые реагенты и подложку. Подложка состоит из одного или нескольких нерастворимых полимеров. Антифрикционный элемент закреплен на головке бритвы посредством приварки подложки, а верхний слой жестко соединен с подложкой посредством одновременной экструзии, заливки или двойного нагнетания под давлением слоев полимеров. Предложенные способы фиксации обеспечивают прочную связь, не влекут за собой изменения свойств антифрикционного элемента, а также легко применимы в промышленном производстве. 2 с. и 8 з.п. ф-лы, 5 ил., 1 табл.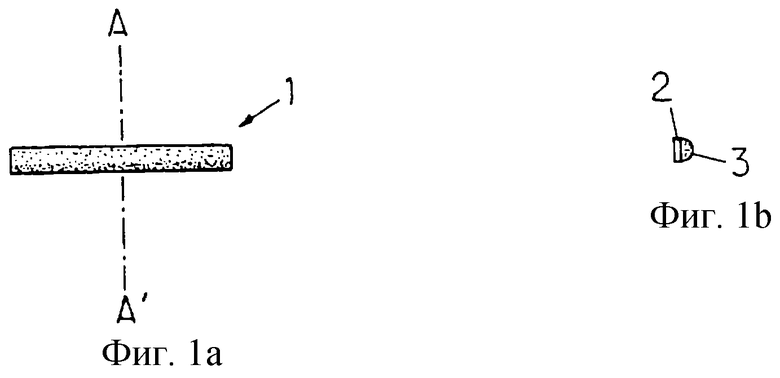
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Испытательная установка на динамический разрыв образцов металла | 2021 |
|
RU2769535C1 |
| УДЛИНЕННЫЙ ЗАЩИТНЫЙ ЭЛЕМЕНТ ДЛЯ УСТАНОВКИ В КОРПУСЕ БРИТВЫ, СБОРКА БРИТВЫ | 1993 |
|
RU2104860C1 |
