Изобретение относится к способам нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке.
Известен способ повышения стойкости режущего инструмента (РИ), при котором на его поверхность вакуумно-дуговым методом наносят покрытие из нитрида титана (TiN) или карбонитрида титана (TiCN) (см. Табаков В.П. Работоспособность режущего инструмента с износостойкими покрытиями на основе сложных нитридов и карбонитридов титана. - Ульяновск: УлГТУ, 1998, 122 с.). К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе покрытия, обладающие хорошей адгезией к инструментальному материалу, имеют относительно низкую твердость и уровень сжимающих напряжений, либо имеют высокую микротвердость, но недостаточную прочность сцепления с инструментальной основой. В результате этого покрытие легко подвергается абразивному износу, в нем быстро зарождаются и распространяются трещины, приводящие к разрушению покрытия, что снижает стойкость РИ с покрытием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ повышения стойкости РИ, включающий вакуумно-плазменное нанесение многослойного покрытия, состоящего из нижнего слоя нитрида титана TiN и верхнего слоя карбонитрида титана TiCN (см. Смирнов М. Ю. Повышение работоспособности торцовых фрез путем совершенствования конструкций износостойких покрытий. Дисс....канд. техн. наук. - Ульяновск. - 2000. - 232 с.), принятый за прототип.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что в известном способе многослойное покрытие содержит слои нитрида и карбонитрида титана, обладающие невысокими физико-механическими и физико-химическими свойствами (микротвердостью, прочностью сцепления с основой, трещиностойкостью и стойкостью к окислению). В результате покрытие плохо сопротивляется процессам износа и разрушения при прерывистом резании.
Повышение в последнее время стоимости металлорежущего инструмента и ужесточение требований к точности обрабатываемых деталей сделало еще более актуальной проблему повышения стойкости РИ. Основной причиной износа РИ при прерывистом резании является возникновение трещин в его режущей части, являющихся причиной появления сколов и выкрашиваний, связанных с усталостным разрушением в результате воздействия переменных силовых и, особенно, тепловых воздействий. Одним из путей повышения стойкости и работоспособности РИ с покрытием является нанесение покрытий многослойного типа. Наличие в покрытии слоев с определенными теплофизическими и механическими свойствами способно тормозить процессы образования и распространения трещин без снижения микротвердости, улучшить термонапряженное состояние РИ с покрытием и повысить стойкость РИ.
Технический результат - повышение работоспособности РИ и качества обработки.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе на рабочие поверхности РИ вакуумно-дуговым методом наносится многослойное покрытие. Особенность заявляемого способа заключается в том, что в качестве нижнего слоя наносят карбонитрид титана TiCN, в качестве промежуточного слоя наносят нитрид титана-циркония TiZrN, а в качестве верхнего слоя наносят нитрид титана TiN. Кроме того, для трехслойного покрытия в случае фрезерования с высокой скоростью резания толщины всех слоев равны 2 мкм при общей толщине многослойного покрытия, равной 6 мкм, а в случае фрезерования с низкой скоростью резания толщины всех слоев равны 1,5 мкм при общей толщине многослойного покрытия, равной 4,5 мкм.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источников, характеризующихся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа, как наиболее близкого по совокупности признаков аналога, позволил установить совокупность существенных по отношению к усматриваемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения. Следовательно, заявленное изобретение соответствует условию "новизна".
Для проверки соответствия заявленного изобретения условию "изобретательский уровень" заявитель провел дополнительный поиск известных решений, чтобы выявить признаки, совпадающие с отличительными от прототипа признаками заявленного способа повышения стойкости РИ. Результаты поиска показали, что заявленное изобретение не вытекает для специалиста явным образом из известного уровня техники, поскольку из уровня техники, определенного заявителем, не выявлено влияние предусматриваемых существенными признаками заявленного изобретения преобразований на достижение технического результата. В частности, заявленным изобретением не предусматриваются следующие преобразования:
- дополнение известного средства какой-либо известной частью, присоединяемой к нему по известным правилам, для достижения технического результата, в отношении которого установлено влияние именно такого дополнения;
- замена какой-либо части известного средства другой известной частью для достижения технического результата, в отношении которого установлено влияние именно такой замены;
- исключение какой-либо части средства с одновременным исключением обусловленной ее наличием функции и достижением при этом обычного для такого исключения результата;
- увеличение количества однотипных элементов, действий для усиления технического результата, обусловленного наличием в средстве именно таких элементов, действий;
- выполнение известного средства или его части из известного материала для достижения технического результата, обусловленного известными свойствами этого материала;
- создание средства, состоящего из известных частей, выбор которых и связь между которыми осуществлены на основании известных правил, рекомендаций, и достигаемый при этом технический результат обусловлен только известными свойствами частей этого средства и связей между ними.
Описываемое изобретение не основано на изменении количественного признака (признаков), представлении таких признаков во взаимосвязи, либо изменении ее вида. Имеется в виду случай, когда известен факт влияния каждого из указанных признаков на технический результат, и новые значения этих признаков или их взаимосвязь могли быть получены исходя из известных зависимостей, закономерностей. Следовательно, заявленное изобретение соответствует условию "изобретательский уровень".
Сущность изобретения заключается в следующем. В процессе прерывистого резания во время рабочего хода РИ работает в условиях всестороннего сжатия, что благополучно сказывается на работоспособности РИ. Во время холостого хода в поверхностных слоях РИ начинают действовать напряжения растяжения, возникающие в результате более интенсивного охлаждения поверхностных слоев инструментального материала по отношению к нижележащим слоям. Наличие растягивающих напряжений отрицательно сказывается на работоспособности РИ при прерывистом резании, так как они активизируют процесс трещинообразования. Кроме того, при обработке с высокой скоростью резания и большой шириной фрезерования интенсифицируются процессы окисления материала покрытия и нижележащей твердосплавной основы в результате периодического контакта термомеханически активированных площадок инструмента с воздухом, а также из-за проникновения кислорода вглубь РИ по трещинам и за счет диффузии. Нижний слой покрытия должен иметь высокий уровень остаточных сжимающих напряжений для того, чтобы во время холостого хода в покрытии сохранялся высокий уровень сжимающих напряжений, препятствующих появлению магистральных трещин, и высокую адгезию с инструментальным материалом. Верхний слой должен обладать такими контактными характеристиками, чтобы снизить уровень контактных температур и амплитуду их колебаний за время рабочего и холостого хода, что приводит к снижению амплитуды колебаний напряжений, действующих на поверхности инструмента за время рабочего и холостого хода. Промежуточный слой должен препятствовать процессам распространения трещин, а также окислению покрытия и проникновению кислорода вглубь РИ. Причем для фрезерования с высокими скоростями резания наносят слои, равные 2 мкм, при общей толщине покрытия 6 мкм, а для фрезерования с низкими скоростями резания наносят слои, равные 1,5 мкм, при общей толщине покрытия 4,5 мкм.
Пластины с покрытиями, полученные с отклонениями от указанных в формуле изобретения пределов толщины внутреннего и среднего слоев, показали более низкие результаты. Увеличение толщины нижнего твердого слоя приводило к увеличению хрупкости покрытия, снижению адгезии с инструментальной основой. Уменьшение толщины верхнего более мягкого слоя приводило к тому, что он более интенсивно разрушался в процессе резания. Уменьшение толщины промежуточного слоя приводило к снижению микротвердости и трещиностойкости всей многослойной композиции и, как следствие, снижению стойкости инструмента. Увеличение толщины промежуточного слоя приводило к увеличению отслоения покрытия.
Для экспериментальной проверки заявленного способа было нанесено покрытие-прототип с соотношением слоев, соответствующему оптимальному значению, указанному в известном способе, а также трехслойные покрытия по предлагаемому способу. Покрытия наносили на твердосплавные пластины в вакуумной камере установки "Булат-6", снабженной тремя вакуумно-дуговыми испарителями, расположенными горизонтально в одной плоскости. В качестве катодов испаряемого металла при нанесении слоев TiN и TiCN использовали титановый сплав ВТ1-0. При нанесении слоя Ti, ZrN в качестве материала двух катодов использовался сплав ВТ1-0, а в качестве материала третьего катода - сплав циркония Э-110. Покрытия наносили после предварительной ионной очистки. Слои TiN осаждали в среде реакционного газа - азота при напряжении на подложке 140 В. Для осаждения слоев TiCN в качестве реакционного газа использовалась смесь азота и ацетилена (содержание ацетилена в смеси 30%), напряжение на подложке 160 В. Ток фокусирующих катушек при конденсации TiN составляет 0,3 А, при конденсации TiCN - 0,4 А.
Ниже приведены конкретные примеры осуществления предлагаемого способа.
Пример 1. Покрытие толщиной 6 мкм для фрезерования с высокими скоростями резания
Твердосплавные пластины МК8 (размером 4,7•12•12 мм) промывают в ультразвуковой ванне, протирают ацетоном, спиртом и устанавливают на поворотном устройстве в вакуумной камере установки "Булат-6", снабженной тремя испарителями, расположенными горизонтально в одной плоскости. В качестве катодов испаряемого металла используют титановый сплав марки ВТ1-0 и циркониевый сплав Э-110. Камеру откачивают до давления 6,65•103 Па, включают поворотное устройство, подают на него отрицательное напряжение 1,1 кВ, включают один испаритель и при токе дуги 100 А производят ионную очистку и нагрев пластин до температуры 560-580oС. Ток фокусирующей катушки 0,4 А. Затем снижают отрицательное напряжение до 160 В, включают два испарителя, подают в камеру реакционные газы - азот и ацетилен (содержание ацетилена в смеси 30%) и осаждают покрытие толщиной 2,0 мкм (слой TiCN) в течение 12 мин. Затем снижают напряжение до 140 В, ток фокусирующих катушек до 0,3 А, включают все три испарителя. В камеру подается реакционный газ - азот и осаждают второй слой покрытия (TiZrN) толщиной 2,0 мкм в течение 12 мин. Затем отключают испаритель из циркония и при напряжении 140 В, токе фокусирующих катушек 0,3 А, в камеру подают реакционный газ - азот и осаждают третий слой покрытия (TiN) толщиной 2,0 мкм в течение 12 мин. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
Пример 2. Покрытие толщиной 4,5 мкм для фрезерования с низкими скоростями резания
После подготовительных процедур, описанных в примере 1, производят ионную очистку и нагрев пластин до температуры 560-580oС. Ток фокусирующей катушки 0,4 А. Затем снижают отрицательное напряжение до 160 В, включают два испарителя, подают в камеру реакционные газы - азот и ацетилен (содержание ацетилена в смеси 30%) и осаждают покрытие толщиной 1,5 мкм (слой TiCN) в течение 9 мин. Затем снижают напряжение до 140 В, ток фокусирующих катушек до 0,3 А, включают все три испарителя. В камеру подается реакционный газ - азот и осаждают второй слой покрытия (TiZrN) толщиной 1,5 мкм в течение 9 мин. Затем отключают испаритель из циркония и при напряжении 140 В, токе фокусирующих катушек 0,3 А, в камеру подают реакционный газ - азот и осаждают третий слой покрытия (TiN) толщиной 1,5 мкм в течение 9 мин. Затем отключают испарители, подачу реакционного газа, напряжение и вращение приспособления. Через 15-20 мин камеру открывают и извлекают инструмент с покрытием.
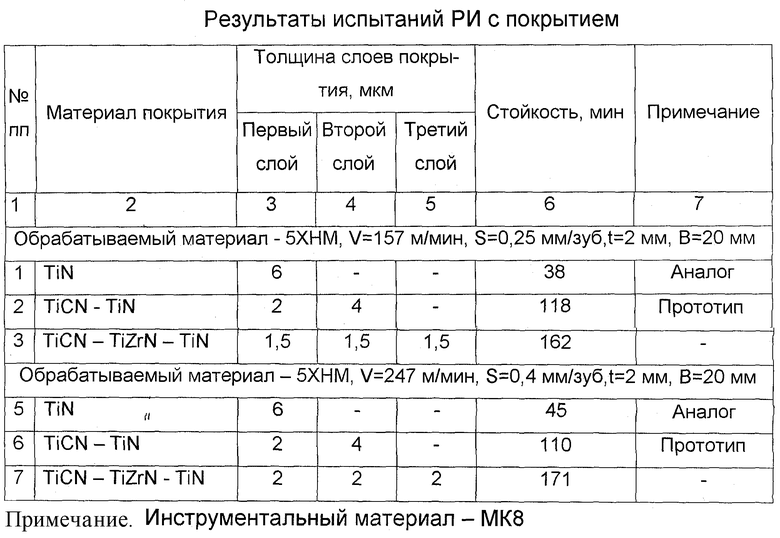
Стойкостные испытания проводили на вертикально-фрезерном станке модели 6Р12 торцевыми фрезами диаметром 125 мм при обработке конструкционной стали 5ХНМ. Испытывали твердосплавные пластины марки МК8, обработанные по известному и предлагаемому способам. Критерием износа служила фаска износа по задней поверхности шириной 0,4 мм.
Как видно из приведенных в таблице данных, стойкость пластин, обработанных по предлагаемому способу, выше износостойкости пластин, обработанных по способу-прототипу в 1,4-1,6 раз.
Таким образом, изложенные сведения свидетельствуют о выполнении при использовании заявленного способа повышения стойкости РИ следующей совокупности условий:
- способ повышения стойкости РИ, воплощающий заявленный способ при его осуществлении, предназначен для использования в промышленности, а именно для нанесения износостойких покрытий на РИ, и может быть использован в металлообработке;
- для заявленного способа повышения стойкости РИ в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью известных до даты приоритета средств и методов;
- способ повышения стойкости РИ, воплощающий заявленный способ при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленное изобретение соответствует условию "промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2003 |
|
RU2261936C2 |
| СПОСОБ ПОВЫШЕНИЯ СТОЙКОСТИ РЕЖУЩЕГО ИНСТРУМЕНТА | 2002 |
|
RU2219282C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260631C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2423548C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2424362C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2444579C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2430989C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2430987C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260632C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2010 |
|
RU2428508C1 |
Изобретение относится к технике нанесения износостойких покрытий на режущий инструмент и может быть использовано в металлообработке. Для повышения работоспособности режущего инструмента и качества обработки этим инструментом многослойное покрытие наносят вакуумно-плазменным методом. В качестве нижнего слоя наносят карбонитрид титана TiCN, в качестве промежуточного слоя - нитрид титана-циркония TiZrN, а в качестве верхнего слоя - нитрид титана TiN. В трехслойном покрытии для фрезерования с высокими скоростями резания наносят слои, равные 2 мкм, при общей толщине покрытия 6 мкм. В трехслойном покрытии для фрезерования с низкими скоростями резания наносят слои, равные 1,5 мкм, при общей толщине покрытия 4,5 мкм. 2 з.п. ф-лы, 1 табл.
| СМИРНОВ М.Ю | |||
| Повышение работоспособности торцевых фрез путем совершенствования конструкций износостойких покрытий.Автореферат дисс.канд.техн.наук | |||
| - Ульяновск, 2000, с.13-17 | |||
| SU 1565063 А1, 20.03.2001 | |||
| RU 1485666 A1, 20.01.1997 | |||
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РЕЖУЩИХ ИНСТРУМЕНТОВ | 1992 |
|
RU2062817C1 |
| US 5487922 A, 30.01.1996 | |||
| DE 4110539, 17.10.1991. | |||

