Изобретение относится к товарам народного потребления, в частности к осветительным приборам, применяемым в бытовых целях, и может быть использовано для изготовления как в напольном, так и подвесном вариантах.
Известен абажур, содержащий каркас, состоящий из двух колец, распорок, соединенных с кольцами посредством узлов фиксации, и чехол, при этом распорки выполнены жесткими и одинаково изогнутыми с образованием конфигурации в виде любой ломаной выпуклой и/или вогнутой линии, а чехол выполнен замкнутым по образующей, выполненной идентичной конфигурации распорки, при этом размеры горловин чехла выполнены равными размерам соответствующих колец каркаса (см. заявку US 2765400 А, 02.10.1956).
Сборку известного абажура производят следующим образом. В соответствии с выбранной объемной формой абажура изготавливают чехол, замкнутый по образующей. Затем изготавливают каркас, состоящий из двух колец, распорок, соединенных с кольцами посредством узлов фиксации. После этого размещают чехол на каркасе, при этом устанавливают горловины чехла на кольцах и закрепляют.
Недостатком известного абажура является ограниченный ассортимент форм исполнения (купол, цилиндр, конус), поскольку распорки каркаса и конструкция узлов крепления распорок к кольцам каркаса не позволяют собрать каркас любой другой формы, кроме как купол, цилиндр или конус.
Невозможность изготовить абажур любой желаемой формы объясняется и тем, что с чехлом соединяют заранее изготовленный каркас.
Целью заявляемых изобретений является обеспечение изготовления абажуров любой объемной формы, упрощение монтажа изделия, повышение эстетических и функциональных качеств изделия.
Поставленная цель достигается тем, что в абажуре, содержащем каркас, состоящий из двух колец, распорок, соединенных с кольцами посредством узлов фиксации, и чехол, при этом распорки выполнены жесткими и одинаково изогнутыми с образованием конфигурации в виде любой ломаной выпуклой и/или вогнутой линии, а чехол выполнен замкнутым по образующей, выполненной идентичной конфигурации распорки, при этом размеры горловин чехла выполнены равными размерам соответствующих колец каркаса, новым является то, что распорки каркаса выполнены в виде линейных и узловых распорок определенных размеров и форм поперечного сечения, а каркас выполнен как соединением между собой смежных концевых участков линейной и узловой распорок, при этом поверхности их сопряжены и имеют определенные размеры и формы поперечного сечения, так и соединением каждого из смежных концевых участков линейной и узловой распорок с крепежной деталью, при этом поверхность крепежной детали сопряжена с поверхностью каждого из концевых участков распорок, а каждое из колец каркаса представляет собой отдельный замкнутый контур, выполненный из соответствующих распорок каркаса, внутреннее пространство которого свободно от чехла, при этом размеры каждой из горловин чехла выполнены равными размерам этого замкнутого контура.
Абажур может быть выполнен и из частей, каждая из которых представляет собой отдельный замкнутый контур, выполненный из линейных и узловых распорок каркаса, непосредственно соединенных между собой смежными концевыми участками с зафиксированным на нем отдельным сегментом чехла, при этом части абажура соединены между собой с образованием его поверхности.
Благодоря тому, что линейные и узловые распорки каркаса выполнены жесткими, а также благодаря тому, что каркас выполнен как соединением между собой смежных концевых участков, при этом их поверхности сопряжены и имеют определенные размеры и формы поперечного сечения, так и соединением каждого из смежных концевых участков распорок с крепежной деталью, поверхность которой сопряжена с поверхностью каждого из смежных концевых участков, обеспечивается геометрическая неизменяемость каркаса, необходимая при изготовлении абажура любой объемной формы, любого поперечного размера каркаса. При этом повышаются прочность изделия и его функциональные качества.
Поставленная цель достигается также и тем, что в способе изготовления абажуров, включающем изготовление чехла в соответствии с выбранной объемной формой абажура, замкнутого по образующей, выполненной идентичной конфигурации жесткой распорки каркаса, изогнутой в виде любой ломаной выпуклой и/или вогнутой линий, и состоящего из сегментов, равных по количеству числу распорок, и с размерами горловин, равными соответственно размерам верхнего и нижнего колец каркаса, новым является то, что каждый сегмент чехла представляет собой развертку на плоскость соответствующей части поверхности, задаваемой каркасом, ограниченной отдельным замкнутым контуром, границами которого являются линейные и узловые распорки, как соединенные между собой смежными концевыми участками, так и соединенные смежными концевыми участками с крепежной деталью, после чего смежные сегменты чехла соединяют, при необходимости, между собой по их границе, затем внутрь готового чехла через горловину чехла последовательно заводят линейные и узловые распорки каркаса, а при необходимости и крепежные детали, и соединяют между собой как смежные концевые участки линейных и узловых распорок, при этом иx поверхности сопряжены между собой, так и смежные концевые участки линейных и узловых распорок с крепежной деталью, при этом поверхность каждого из смежных концевых участков сопряжена с поверхностью крепежной деталью, после чего поверхность каждого сегмента чехла сопрягается с поверхностью соответствующих распорок каркаса и закрепляется с распоркой по его границам посредством фиксатора чехла, при этом кольцо выполняется путем размещения на соответствующем замкнутом контуре каркаса границ сегментов, образующих горловину чехла.
Каркас может быть выполнен и из отдельных замкнутых контуров, состоящих из соединенных линейных и узловых распорок, а чехол выполняют из отдельных сегментов, при этом по его границе каждый сегмент чехла закрепляют на соответствующем замкнутом контуре каркаса, при этом изготовленные таким образом части абажура соединяют между собой с образованием его поверхности.
Благодаря тому, что каждый сегмент чехла представляет собой развертку на плоскость соответствующей части поверхности, задаваемой каркасом, ограниченной отдельным замкнутым контуром, границами которого являются линейные и узловые распорки, как соединенные между собой смежными концевыми участками, так и соединенные смежными концевыми участками с крепежной деталью, а также благодаря тому, что внутрь готового чехла через горловину последовательно заводят распорки предложенной конструкции, а при необходимости и крепежные детали, и соединяют между собой или смежные концевые участки распорок, или смежные концевые участки распорок с крепежной деталью, а также благодаря тому, что поверхность каждого сегмента чехла сопряжена с поверхностью соответствующих распорок каркаса к закреплена по его границам с распоркой посредством фиксатора чехла, обеспечиваются условия, при которых абажур уже в процессе сборки принимает окончательную требуемую форму. При этом появилась возможность изготавливать абажуры любой объемной формы.
Благодаря тому, что абажур выполняется из отдельных частей предложенной конструкции, а также благодаря тому, что изготовленные части абажура соединяют между собой с образованием его поверхности, обеспечиваются условия сборки абажуров различной конфигурации из одного комплекта отдельных его частей.
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку заявляемый способ предназначен для изготовления абажура предложенной конструкции. Заявленные изобретения решают одну и ту же задачу - обеспечения изготовления абажуров любой объемной формы, упрощения монтажа, повышения эстетических и функциональных качеств при полном исключении подгонки чехла в процессе сборки.
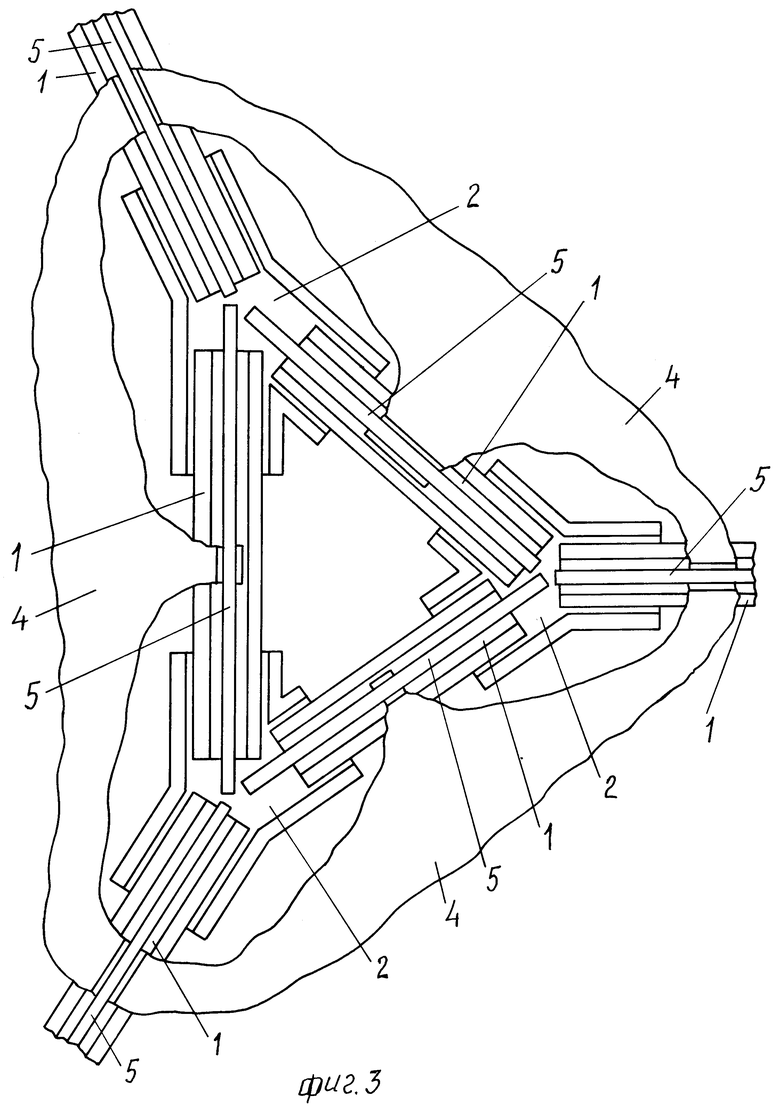
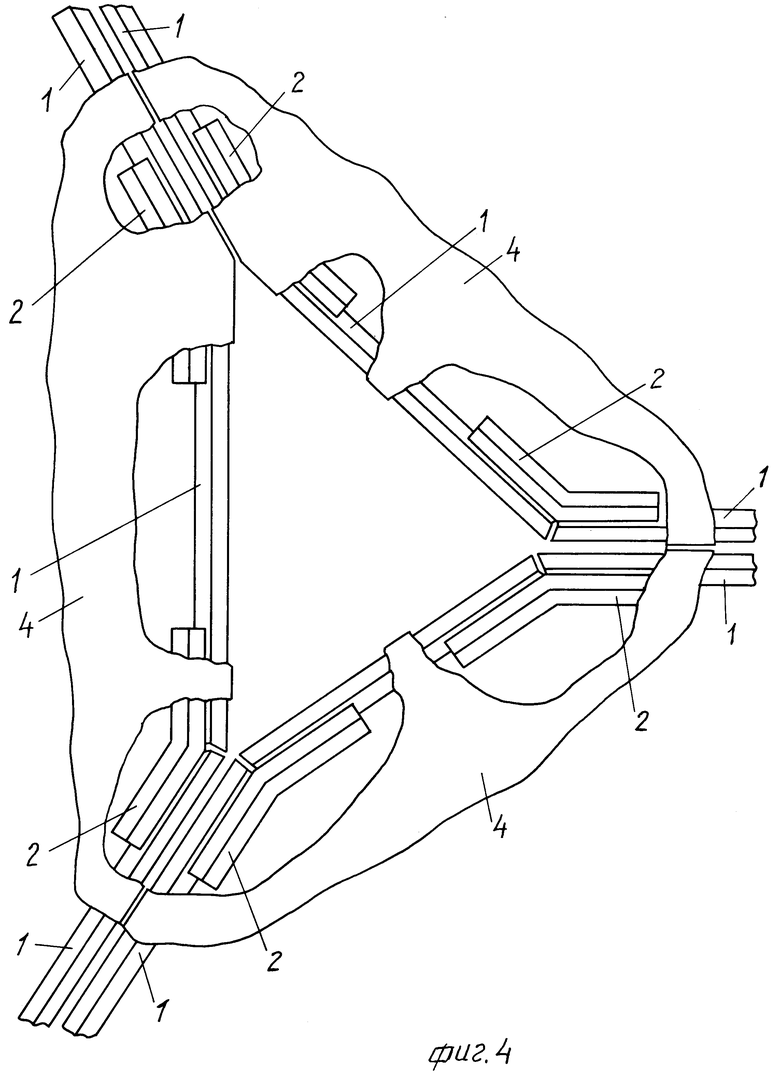
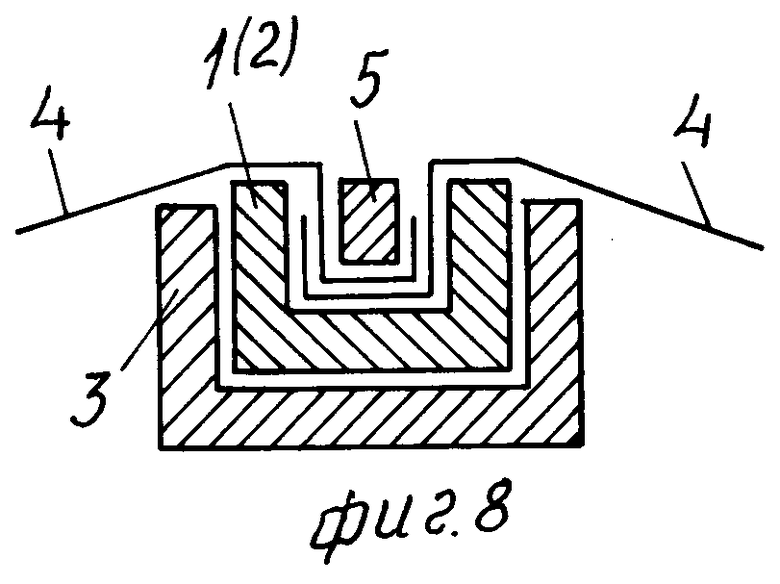
Сущность изобретений поясняется чертежами, где на фиг.1 представлен абажур (одна из возможных объемных форм), на фиг.2 - фрагмент абажура с соединением линейных и узловых распорок с крепежными деталями (вид снаружи абажура), на фиг. 3 - фрагмент абажура с непосредственным соединением линейных и узловых распорок (вид снаружи абажура), на фиг.4 - фрагмент абажура, собранного из отдельных частей (вид снаружи абажура), на фиг.5 - узел соединения отдельных частей абажура (вид вдоль продольной оси распорок), на фиг.6 - узел соединения линейной и узловой распорок, фиксатора и сегмента чехла в отдельной части абажура (вид поперек продольной оси линейной распорки), на фиг. 7 - узел непосредственного соединения линейной и узловой распорок, фиксатора и сегментов чехла (вид вдоль продольной оси распорок), на фиг.8 - узел соединения линейной и узловой распорок с крепежной деталью, фиксатора и сегментов чехла (вид вдоль продольной оси распорок).
Абажур содержит каркас, выполненный из линейных распорок 1 и узловых распорок 2, два кольца, каждое из которых представляет собой отдельный замкнутый контур, выполненный из соответствующих распорок, внутреннее пространство которого свободно от чехла, чехол и узел 6 крепления электропатрона, выполненный в кольце абажура.
Линейные распорки 1 и узловые распорки 2 выполнены жесткими, например металлическими, изогнутыми в виде любой желаемой ломаной выпуклой и/или вогнутой линии. При необходимости на распорки 1 и 2 устанавливаются крепежные детали 3. Чехол состоит из необходимого количества сегментов 4, закрепленных фиксатором 5 на распорках 1 и 2 каркаса. Каждый сегмент 4 чехла устанавливается по его границам на поверхности соответствующих распорок 1 и 2. Количество линейных и узловых распорок 1, 2 может быть любым. Количество концевых участков узловых распорок может быть различным. Формы поперечного сечения соединенных концевых участков линейных и узловых распорок могут быть различными.
Предложенная конструкция абажура позволяет расширить ассортимент изготовляемых осветительных приборов как по форме (например, шарообразная, торообразная, эллипсоидная и любая неправильная форма), так и по размерам.
Заявленный способ изготовления абажура осуществляется следующим способом: в соответствии с выбранной объемной формой абажура и в соответствии с выбранной конфигурацией распорок 1, 2 каркаса изготавливают линейные распорки 1 и узловые распорки 2 с определенными поперечными сечениями концевых участков и крепежные детали 3 с формами и размерами, необходимыми для сопряжения с соответствующими концевыми участками линейных и узловых распорок 1 и 2, изготавливают сегменты 4 чехла (например, из ткани) таким образом, чтобы каждый сегмент 4 представлял собой развертку на плоскость соответствующего замкнутого контура поверхности, задаваемой каркасом, образованного соединенными концевыми участками линейных и узловых распорок 1 и 2 с необходимым запасом материала, например ткани, для соединения сегментов 4 чехла, после чего смежные сегменты 4 чехла соединяют при необходимости соответствующими сторонами по их границе. Внутрь готового чехла через любую из горловин заводят последовательно линейные 1 и узловые 2 распорки каркаса, соединяют их между собой посредством крепежной детали 3 или непосредственно. Затем, после установки всех распорок каркаса последовательно сопрягают каждый сегмент чехла по его границам с поверхностью распорок и закрепляют с ними фиксаторами 5 (например, сажают на клей).
Каркас может быть выполнен и из отдельных замкнутых контуров, состоящих из линейных распорок 1 и узловых распорок 2, а чехол выполняется из отдельных сегментов 4, каждый сегмент 4 чехла закрепляют на соответствующем замкнутом контуре каркаса по границам сегмента 4 чехла, при этом изготовленные таким образом части абажура соединяют между собой с образованием его поверхности.
Таким образом, предложенный абажур и способ его изготовления за счет приемов и параметров, приведенных в формуле изобретений, позволяют значительно расширить ассортимент осветительных приборов, упрощают процесс сборки, а главное - появилась возможность изготавливать абажуры любой объемной формы при сохранении эстетических и функциональных качеств изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБАЖУР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2183790C2 |
| АБАЖУР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2734631C2 |
| Чехол для размещения, хранения и транспортирования отработавших тепловыделяющих сборок | 2020 |
|
RU2773730C1 |
| СТЫКОВОЕ СОЕДИНЕНИЕ СТЕНОВЫХ ПАНЕЛЕЙ | 2009 |
|
RU2473749C2 |
| СЕПАРИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ТВЕРДЫХ ЧАСТИЦ ИЗ ПОТОКОВ ЖИДКОСТИ И ГАЗА ДЛЯ БОЛЬШИХ ПЕРЕПАДОВ ДАВЛЕНИЯ | 2015 |
|
RU2645393C1 |
| ЗАЩИТНЫЙ ЧЕХОЛ ТРАНСПОРТНОГО СРЕДСТВА | 1995 |
|
RU2097211C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2542324C1 |
| ТЕНТОВОЕ УКРЫТИЕ | 1989 |
|
RU2029044C1 |
| УСТРОЙСТВО ДЛЯ УДЕРЖАНИЯ КАНАЛА, ДРЕНАЖНАЯ СИСТЕМА И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2020 |
|
RU2816594C1 |
| ТОРОИДАЛЬНЫЙ ФЮЗЕЛЯЖ БЕСПИЛОТНОГО ВОЗДУШНОГО ЛЕТАТЕЛЬНОГО АППАРАТА | 1993 |
|
RU2108267C1 |




Изобретение относится к электротехнике. Техническим результатом является обеспечение изготовления абажура объемной формы, упрощение монтажа изделия, повышение эстетических и функциональных качеств изделия. Абажур содержит каркас, выполненный из линейных (1) распорок и узловых (2) распорок, два кольца, чехол и узел (6) крепления электропатрона, выполненный в кольце абажура. Распорки выполнены жесткими и изогнутыми в виде любой ломаной выпуклой и/или вогнутой линии различной формы и с концевыми участками, непосредственно соединенными между собой или с крепежной деталью (3). Поверхность крепежной детали (3) сопряжена с поверхностью каждого концевого участка. Чехол выполнен из сегментов (4), которые крепятся к каркасу фиксаторами (5). В соответствии с выбранной формой абажура готовят чехол из сегментов (4). Внутрь готового чехла через горловину последовательно заводят распорки каркаса, а при необходимости и крепежные детали (3) и соединяют все элементы между собой. Каркас может быть выполнен и из отдельных замкнутых контуров, состоящих из распорок, а чехол выполняется из отдельных сегментов (4), каждый из которых закрепляют по его границам на замкнутом контуре каркаса, при этом изготовленные таким образом части абажура соединяют между собой с образованием его поверхности. 2 с. и 2 з.п. ф-лы, 8 ил.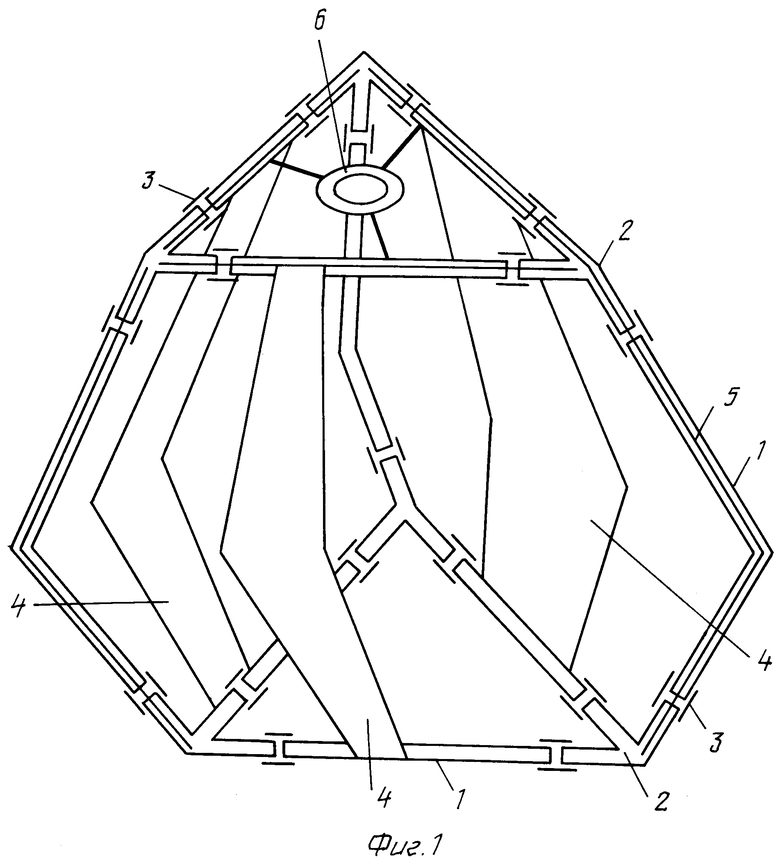
| ОТКАЗОУСТОЙЧИВЫЙ ИНТЕГРАЛЬНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2018 |
|
RU2765400C2 |
| ОТРАЖАТЕЛЬ СВЕТИЛЬНИКА | 1994 |
|
RU2069289C1 |
| Отражатель | 1975 |
|
SU559066A1 |
| US 3866087 А, 23.12.1958 | |||
| ПРИЕМНИК ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ | 1988 |
|
SU1825246A1 |
| ДОМИК ДЛЯ СОДЕРЖАНИЯ САМОК НОРОК И КЛЕТОЧНЫХ СОБОЛЕЙ В ПЕРИОД ЩЕНЕНИЯ И ЛАКТАЦИИ, ПРИМЕНЯЕМЫЕ В УСЛОВИЯХ СЕВЕРА | 2013 |
|
RU2564568C2 |
| КОТЕЛЬНАЯ УСТАНОВКА | 2007 |
|
RU2334913C1 |

