Изобретение относится к способам образования трубок, таких как катетеры, со скошенным концом, предназначенным для облегчения вставки, и в частности изобретение относится к способам образования скошенных концов на вставляемых периферически внутривенных катетерах.
Предпосылки изобретения
Давно известно, что наличие скошенного конца на периферически вставляемом катетере является преимуществом, поскольку такой конец облегчает вставку катетера в тело пациента. Внутривенные катетеры используются для введения крови, плазмы, лекарственных препаратов или других текучих сред в тело пациента, а также для отвода крови или обеспечения возможности введения других предметов, таких как катетеры меньшего размера, через отверстие в коже. При изготовлении катетеров в виде исходных заготовок их отрезают от трубных заготовок или экструдируют на месте. Трубная заготовка или катетер в виде экструдированной трубки часто имеет тупой, резко обрывающийся конец, который при вставке вызывает травмы. Следовательно, многие периферически вставляемые катетеры скашивают, начиная на некотором расстоянии от удаленного конца; можно использовать, например, конусность 3o, а на самом конце используют конусность 27o на очень коротком участке конца с изменяющейся формой для облегчения первоначальной вставки, когда игла проходит в тело пациента с трубкой катетера.
В данной области техники известны многие способы скашивания конца катетера на конус, например, в патенте США 4661300, озаглавленном "Способ и устройство для образования конца внутривенного катетера без заусенцев", показан способ формования, при котором конец катетера обрезают в процессе формования. В патентах США 5397512, 5425903 и 5484422 показан лазерный способ образования скошенного конца катетера, при котором сначала на катетере образуют конус с углом конусности 3o, а после образуют конус с углом конусности 27o посредством контакта лазера с трубкой катетера и удаления лишнего материала с поверхности лазерным излучением для образования необходимой конусности.
Сущность изобретения
Настоящее изобретение относится к способу образования скошенного конца на катетере. В соответствии с одним аспектом изобретения устанавливают стержень внутри трубчатого катетера таким образом, что стержень выходит за конец катетера. Нагревают пресс-форму, имеющую внутреннюю поверхность, соответствующую по форме желательной наружной поверхности конца катетера, причем указанная нагретая пресс-форма имеет зону с более высокой температурой и зону с более низкой температурой, удаленную от зоны с более высокой температурой, вставляют стержень и катетер в пресс-форму таким образом, что стержень доходит по меньшей мере до дальнего конца формообразующей поверхности пресс-формы для образования пространства, ограниченного по меньшей мере частично указанным стержнем поверхностью пресс-формы, продолжают подачу катетера вперед в указанное пространство таким образом, что зона с более высокой температурой заставляет материал катетера размягчаться и течь до тех пор, пока материал не войдет в контакт с зоной с более низкой температурой, после чего материал катетера перестает течь.
Кроме того, пресс-форму нагревают путем ввода наружной поверхности пресс-формы в контакт с нагревательным блоком, имеющим температуру, превышающую температуру пресс-формы для передачи тепла указанной пресс-форме. Указанную зону пресс-формы, имеющую более высокую температуру, изготавливают из первого материала, а зону пресс-формы, имеющую более низкую температуру, изготавливают из второго материала, имеющего более низкую теплопроводность, причем пресс-форме придают такую конфигурацию, которая обеспечивает меньшую передачу тепла от нагревательного блока к указанной зоне по сравнению с теплопередачей к зоне с более высокой температурой.
Кроме того, пресс-форме придают конфигурацию, обеспечивающую более быстрое охлаждение зоны с более низкой температурой по сравнению с зоной с более высокой температурой. Пресс-форма контактирует с нагревательным блоком вдоль зоны с более высокой температурой, причем с нагревательным блоком вдоль зоны с более низкой температурой контакт отсутствует. Далее стержень и катетер извлекают из пресс-формы, причем после вынимания из пресс-формы стержня из указанной пресс-формы удаляют катетер.
Указанная пресс-форма имеет изолирующую зону между зоной с более высокой температурой и зоной с более низкой температурой.
В соответствии с другим аспектом изобретения предлагается способ образования скошенного конца на катетере, при котором нагревают пресс-форму, имеющую внутреннюю поверхность, соответствующую по форме желательной наружной поверхности конца катетера, причем пресс-форма имеет стержень, выступающий из нее и предназначенный для надевания катетера на него, причем пресс-форма имеет зону с более высокой температурой и зону с более низкой температурой, удаленную от зоны с более высокой температурой. Далее вставляют стержень в трубчатый катетер и подают катетер в пресс-форму, продолжают подачу катетера вперед в указанную пресс-форму таким образом, что зона с более высокой температурой заставляет материал катетера размягчаться и течь до тех пор, пока указанный материал не войдет в контакт с зоной с более низкой температурой, после чего материал катетера перестает течь. Пресс-форму нагревают путем ввода наружной поверхности пресс-формы в контакт с нагревательным блоком, имеющим температуру пресс-формы для передачи тепла указанной пресс-форме.
Кроме того, зону пресс-формы, имеющую более высокую температуру, изготавливают из первого материала, а зону пресс-формы, имеющую более низкую температуру, изготавливают из второго материала, имеющего более низкую теплопроводность, причем зону пресс-формы, имеющую более высокую температуру, изготавливают из первого материала, а зону пресс-формы, имеющую более низкую температуру, изготавливают из второго материала, имеющего более низкую удельную теплоемкость.
Пресс-форме придают конфигурацию, обеспечивающую меньшую передачу тепла от нагревательного блока к зоне с более низкой температурой по сравнению с теплопередачей к зоне с более высокой температурой, причем пресс-форме придают конфигурацию, обеспечивающую более быстрое охлаждение зоны с более низкой температурой по сравнению с зоной с высокой температурой. В процессе нагрева пресс-форма контактирует с нагревательным блоком вдоль зоны с более высокой температурой, причем с нагревательным блоком вдоль зоны с более низкой температурой контакт отсутствует. Далее стержень вынимают из пресс-формы и после этого из указанной пресс-формы удаляют катетер.
Кроме того, в пресс-форме предусматривают изолятор, расположенный между указанной зоной с более высокой температурой и зоной с более низкой температурой.
Далее пресс-форму обдувают охлаждающим воздухом для охлаждения пресс-формы и повторного затвердевания катетера, причем охлаждающий воздух по меньшей мере частично направляют по меньшей мере на часть с более низкой температурой.
Краткое описание чертежей
Далее изобретение будет описано со ссылкой на сопровождающие чертежи, на которых:
фиг. 1 представляет собой поперечное сечение пресс-формы и оправки, используемых при операции образования скошенного конца,
фиг. 2 представляет собой поперечное сечение катетера, скошенный конец которого образован с использованием способа по настоящему изобретению,
фиг. 3 представляет собой частичное поперечное сечение в увеличенном масштабе, чтобы показать концевую зону пресс-формы, используемой при способе по настоящему изобретению, и
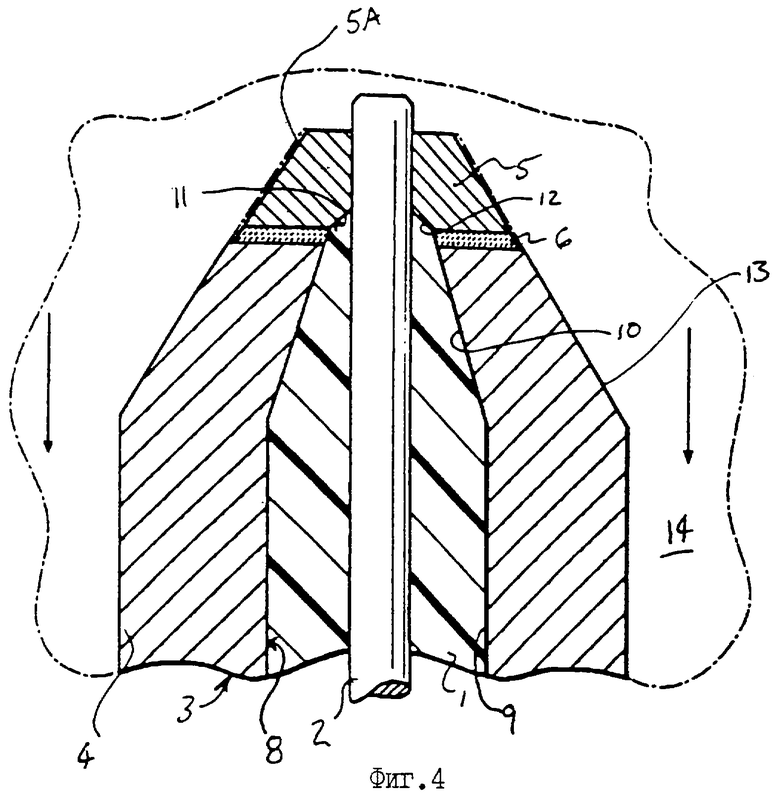
фиг.4 представляет собой поперечное сечение альтернативного варианта осуществления изобретения.
Подробное описание предпочтительного варианта осуществления
Операция получения заготовки катетера представляет собой часть обычного процесса изготовления катетеров, и на этой операции получают заготовку катетера, имеющую люэровскую соединительную часть в виде втулки, прикрепленной к далеко выступающей (проходящей) трубчатой части, которая предназначена для вставки в тело пациента. Эта заготовка перед тем, как на ней будет выполнен требуемый скошенный конец, используется в качестве исходного материала для операции по настоящему изобретению. Заготовку надевают на концентрический стержень. Например, для катетера размера (калибра) 20 используют стержень диаметром 0,0282 дюйма (0,71628 мм), который вставляют внутрь трубки катетера таким образом, что он проходит за конец катетера. Стержень предпочтительно изготовлен из нержавеющей стали или другого металлического материала, который может быть точно механически обработан с получением надлежащих размера и формы. Предпочтительно, материал стержня мягче материала пресс-формы, поскольку это позволяет уменьшить риск повреждения или износа пресс-формы. Трубку 1 катетера и стержень 2 смещают одновременно друг с другом по существу как один узел, по меньшей мере, в одном варианте осуществления настоящего изобретения.
Предусмотрена пресс-форма 3, имеющая, по меньшей мере, две части, причем часть 4 с более высокой температурой и часть 5 с более низкой температурой разделены, например, с помощью керамического изолятора 6. Часть 4 с более высокой температурой предпочтительно изготовлена из нержавеющей стали или другого проводящего металла, и этот материал благодаря своим характеристикам выбирается в качестве материала пресс-формы также благодаря своей теплопроводности и способности удерживать теплоту (то есть удельной теплоемкости). Изолятор 6 (фиг.4) предпочтительно выполнен керамическим, и выбирается такой изолятор, который позволяет уменьшить или предотвратить теплопередачу от части 4 с более высокой температурой к части 5 с более низкой температурой. Часть 5 с более низкой температурой предпочтительно изготовлена из керамики (фиг. 1) или титанового сплава (фиг.4), такого как сплав с 6% алюминия, 4% ванадия, и размеры этой части выбираются такими, чтобы она имела меньшую тепловую массу по сравнению с частью 4 с более высокой температурой.
Часть 5 с более низкой температурой имеет отверстие 7, образованное в ней, через которое будет проходить стержень 2. Если используется стержень размером 0,0282 дюйма (0,71628 мм), то отверстие выполняют с диаметром 0,0285 дюйма (0,7239 мм) для создания зазора для стержня и обеспечения возможности выпуска воздуха и газа по мере поступления пластика в форму. Внутренняя поверхность 8 части с высокой температурой образует в этой части участок с цилиндрической поверхностью 9 и участок с конической поверхностью 10. Коническая поверхность 10 выполнена в виде конуса, имеющего угол конуса, равный 3o, тем самым образуется плавный конический переход к концу материала катетера при формовании. Часть 5 с более низкой температурой может быть изготовлена из керамики, при этом устраняется необходимость в отдельном керамическом изоляторе.
Внутренняя поверхность 11 части с более низкой температурой образует в этой части участок с поверхностью 12 усеченного конуса, соответствующей по форме коническому участку с углом конуса 27o, который желательно получить на удаленном конце катетера. Как теперь можно видеть, когда стержень 2 установлен на место внутри пресс-формы 3, наружная поверхность стержня 2 образует вместе с цилиндрической поверхностью 9, конической поверхностью 10 и конической поверхностью 12 форму, имеющую пространство, образующее желательную конфигурацию конца катетера. То есть внутренние поверхности пресс-формы и наружная поверхность стержня образуют поверхности, соответствующие по форме катетеру, который надлежит изготовить.
Пресс-форма 3 имеет наружную коническую поверхность 13. Как можно видеть на фиг. 1, наружная коническая поверхность 13 имеет немного срезанный участок, образованный рядом с частью 5 с более низкой температурой. Для нагрева пресс-формы предусмотрен нагревательный блок 14. Нагревательный блок 14 сконструирован в виде большой тепловой массы для быстрой передачи тепла пресс-форме. Пресс-форма 3 установлена в сопряженный с ней конус внутри нагревательного блока, так что наружная поверхность 13 контактирует с нагревательным блоком и, следовательно, воспринимает тепло, передаваемое от нагревательного блока пресс-форме. Пространство 5А между частью 5 с более низкой температурой и нагревательным блоком предотвращает передачу тепла или существенно уменьшает количество тепла, передаваемого от нагревательного блока к данной части пресс-формы. В том случае, когда часть с более низкой температурой изготовлена из керамики, пространство 5А является предпочтительным, но более предпочтительный вид этого пространства представлен в варианте осуществления по фиг. 4. Следовательно, как легко можно видеть, когда пресс-форма нагревается до надлежащей температуры, часть с более высокой температурой получает часть тепла, переданного от нагревательного блока, в то время как часть с более низкой температурой получает уменьшенную часть или очень небольшое количество тепла, переданного от нагревательного блока. Таким образом, пресс-форма приводится в состояние, при котором она имеет градиент температуры от части 4 с более высокой температурой до части 5 с более низкой температурой. На чертежах пресс-форма и нагревательный блок показаны в контакте друг с другом во время операции формования. Однако при использовании их отделяют друг от друга перед вставкой катетера, чтобы обеспечить возможность охлаждения формы для повторного затвердевания полимера. После завершения операции формования пресс-форму снова вводят в контакт с нагревательным блоком для нагрева ее для следующей операции формования.
В предпочтительном варианте осуществления для катетера из полимерного материала типа сополимера тетрафторэтилена и гексафторпропилена часть с более высокой температурой имеет температуру приблизительно 575-850oF (301,7-343,3oС), а температура части с более низкой температурой приблизительно на 100o(55,6o) меньше. После этого стержень 2 вставляют внутрь пресс-формы. В предпочтительном варианте осуществления на стержень предварительно надевают трубку 1 катетера, и по мере того, как стержень проходит через пресс-форму и выходит наружу из удаленного конца пресс-формы (то есть конца, находящегося рядом с частью с более низкой температурой), материал катетера вдавливается в пространство, образованное между стержнем и цилиндрической поверхностью 9, конической поверхностью 10 и конической поверхностью 12. Катетер изготовлен из термопластичного материала, такого как сополимер тетрафторэтилена и гексафторпропилена или полиуретан. В случае использования такого полимерного материала, как сополимер тетрафторэтилена и гексафторпропилена, который имеет температуру размягчения 550oF (287,8oС), часть пресс-формы с более высокой температурой нагревают приблизительно до 575-650oF (301,7- 343,3oС). При контакте или смещении в зону этой части с более высокой температурой трубка 1 катетера размягчается и начинает течь (растекаться). В данном случае термин "flow" (поток, течение) необязательно означает жидкое состояние, но, скорее, пластичное состояние, обеспечивающее возможность легкого пластического деформирования материала благодаря нагреву и размягчению материала. По мере подачи катетера вперед в пространство пресс-формы текущий материал катетера течет вдоль пресс-формы и прилегает к конической поверхности 10 до тех пор, пока он не столкнется с внутренней поверхностью 11. Внутренняя поверхность 11 имеет температуру, которая ниже температуры внутренней поверхности 10 и достаточна для того, чтобы обеспечить возможность начала повторного затвердевания материала катетера или, по меньшей мере, перехода этого материала в более вязкое состояние, чем в высокотемпературной части 4 пресс-формы. Таким образом, материал, который попал на внутреннюю поверхность 11, начинает действовать в качестве преграды, предотвращающей вытекание материала дальше, и обеспечивает возможность полного заполнения самой пресс-формы без избыточного облоя (заусенцев).
Размер стержня 2 выбирается таким, что он имеет немного меньшую величину по сравнению с размером отверстия 7, и стержень 2 может проходить через это отверстие с небольшим зазором. Этот небольшой зазор обеспечивает возможность выхода газов, находящихся перед материалом катетера внутри пресс-формы. Тем не менее формуемый материал не выходит за внутреннюю поверхность 11, так как более низкая температура заставляет текущий материал катетера становится более вязким и тем самым иметь меньшую склонность к проходу через небольшой зазор, предусмотренный в наконечнике пресс-формы, с образованием заусенцев.
Легко можно видеть, что части пресс-формы с высокой температурой и низкой температурой можно просто получить за счет конфигурации пресс-формы, а не с помощью различных материалов. Например, часть пресс-формы с более низкой температурой может иметь ребра, вырезанные на ней, чтобы способствовать охлаждению пресс-формы в этой зоне, в то время как часть пресс-формы с высокой температурой имеет большую тепловую массу для создания "резервуара" тепловой энергии, при этом уменьшается способность этой части охлаждаться. Таким образом, охлажденная зона низкотемпературной части пресс-формы ведет к образованию градиента температуры от части с более высокой температурой, окруженной тепловой массой, чтобы создать эффект преграды для текущего термопластичного материала.
В альтернативном варианте осуществления стержень 2 может быть постоянно установлен в заданном положении внутри пресс-формы или пропущен через пресс-форму от удаленного конца в пресс-форму, так что после этого катетер надевают на стержень путем вставки кончика стержня в удаленный конец материала катетера, смещения катетера вдоль стержня путем скольжения до тех пор, пока катетер не войдет в контакт с внутренней поверхностью пресс-формы, и последующего вдавливания катетера внутрь пресс-формы, так что размягченный материал течет от части с более высокой температурой к части с более низкой температурой. После образования готового изделия катетера стержень можно вынуть через верхнюю часть пресс-формы (через конец пресс-формы, удаленный от места вставки катетера), и катетер после этого или перед извлечением стержня можно вынуть из пресс-формы.
Изобретение было описано со ссылкой на предпочтительные варианты его осуществления. Приложенные пункты формулы изобретения определяют объем изобретения, однако можно выполнить множество модификаций, отличных от тех, которые описаны для предпочтительного варианта осуществления, и вместе с тем находящихся в рамках идеи и объема приложенной формулы изобретения.


Изобретение относится к медицине, а именно к устройствам для хирургии. Изобретение обеспечивает снижение травматичности за счет повышения качества изготовления скошенного конца катетера. Способ образования конца катетера заключается в том, что выполняют пресс-форму, которая имеет внутреннюю поверхность, соответствующую по форме желательной наружной поверхности конца катетера, и которая имеет две температурные зоны. Первая зона с более высокой температурой расположена вблизи от удаленного конца катетера, а зона с более низкой температурой удалена от зоны с более высокой температурой. Катетер, на котором следует образовать скошенный конец, надевают на оправку или иглу и пресс-форму нагревают. Материал катетера размягчается и начинает течь внутри пресс-формы. Часть с более высокой температурой является источником тепла, необходимого для размягчения материала катетера, и этот материал стекает в зону с более низкой температурой, в которой более низкая температура заставляет материал катетера становиться более вязким или повторно затвердевать. Когда материал катетера становится более вязким, он на самом конце действует в качестве преграды для предотвращения дальнейшего течения материала, что позволяет исключить образование заусенцев (облоя) на конце пресс-формы. 2 с. и 19 з.п.ф-лы, 4 ил.
| US 5484422 А, 16.01.1996 | |||
| US 5397512 А, 14.03.1995 | |||
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
| Катетер Стащука-Минкова | 1980 |
|
SU1042754A1 |

