Изобретение относится к способу изготовления многослойного коэкструдата, содержащего слой пластика, обладающий неадгезивными свойствами относительно клеящих веществ, причем материалы, создающие неадгезивные свойства, расположены внутри слоя пластика.
Целью изобретения является создание указанного способа, при помощи которого может быть рационально изготовлен комбинированный материал, состоящий из полотна, клея, неадгезивного слоя и другого полотна для неадгезивного слоя.
Эта цель согласно изобретению достигается тем, что при изготовлении коэкструдата предусмотрено первое полотно, на одну сторону которого наносят клеевой слой, за которым следует слой пластика с неадгезивными свойствами, который в свою очередь соединен со вторым полотном.
Благодаря этой коэкструзии за одну операцию создается по меньшей мере основная структура комбинированного материала.
При этом особенно благоприятным является вариант исполнения изобретения, в котором слои коэкструдата коэкструдируют одновременно.
Благодаря этому обеспечивается особенно рациональное изготовление общей структуры слоев.
Особенно предпочтительное исполнение изобретения состоит в том, что слои экструдируют одновременно методом пневматического формования.
Согласно еще одному варианту исполнения изобретения слои могут быть также изготовлены в виде гладкой пленки методом литья.
Согласно другому предпочтительному варианту исполнения изобретения первое или второе полотно могут быть выполнены в виде основы, на которую наносят за одну операцию методом экструзии остальные слои.
Этот способ особенно благоприятен при использовании полотна, которое не может или лишь с трудом может быть коэкструдировано, так как все остальные слои могут быть нанесены за одну операцию на полотно, служащее основой.
Также весьма предпочтительным является вариант исполнения изобретения, в котором в виде основы предусмотрена полимерная пленка, на которую наносят методом экструзии за одну технологическую операцию остальные слои.
Другой предпочтительный вариант исполнения изобретения отличается тем, что производят вытяжку по меньшей мере одной основы.
Таким образом повышается прочность коэкструдата.
Далее, согласно другому предпочтительному варианту исполнения изобретения возможна также вытяжка экструдата в целом.
Таким образом все вытягиваемые слои способствуют повышению показателей прочности.
Согласно предпочтительному варианту исполнения изобретения многослойный коэкструдат имеет по меньшей мере две полимерных пленки, между которыми размещены клеевой слой и другой слой с неадгезивными свойствами относительно клея.
Другой предпочтительный вариант исполнения изобретения состоит в том, что предусмотрены другие слои, размещенные по выбору с обеих сторон полимерных пленок.
Весьма предпочтительным оказался вариант исполнения изобретения, в котором производят вытяжку части структуры коэкс-трудата.
Благодаря вытяжке основы или готового коэкструдата обеспечивается значительное повышение прочности.
Изобретение наглядно представлено на фигурах двумя примерами исполнения, а именно:
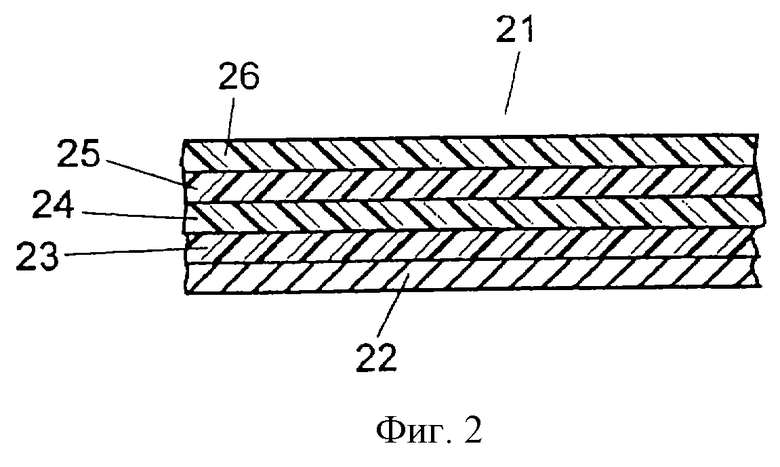
- на фиг.1 - схематичная структура четырехслойного комбинированного материала и
- на фиг.2 - схематичная структура другого комбинированного материала, состоящего из пяти слоев.
Цифрой 1 на фиг.1 обозначен комбинированный материал, состоящий из четырех слоев и изготовленный методом коэкстру-зии. На одной стороне первого полотна 2 расположен клеевой слой 3, за которым следует слой 4 с неадгезивными свойствами относительно клея.
Этот неадгезивный слой 4, в свою очередь, соединен со вторым полотном 5. Если оба полотна 2 и 5 выполнены из коэкструдируемого пластика, все четыре слоя могут быть изготовлены одновременно как методом пневматического формования, так и методом литья. Однако полотно 2 или полотно 5 могут быть изготовлены также дополнительно методом коэкструзии вместе с другими слоями.
На фиг. 2 представлен другой комбинированный материал 21, состоящий из пяти слоев. При этом полотно 22 служит основой для неадгезивного слоя 24. Этот неадгезивный слой 24 обращен к клеевому слою 23, закрепленный на полотне 25, изготовленное из пластика. Это полотно 25, служащее центральным слоем, имеет с обращенной от клеевого слоя 23 стороны поверхностный слой 26. Подобный же поверхностный слой может быть также предусмотрен на полотне 22, служащем основой для неадгезивного слоя.
В качестве основы для неадгезивного слоя могут быть использованы различные пластики.
Хорошие результаты были получены, например, с LDPE (полиэтиленом низкой плотности), LLDPE (линейный полиэтилен низкой плотности), HDPE (полиэтилен высокой плотности), РР (полипропилен), mРЕ (металлизированная полиэфирная пленка), РЕТР (полиэтилентерефталат) и PS (полистирол) толщиной в пределах 20-40 мкм, причем собственно неадгезивный слой имеет толщину от 5 до 10 мкм.
Для полотна с клеевым слоем успешно применялись РР, ОРР (ориентированный полипропилен), РЕ (полиэтилен), LDPE, LLDPE, mРЕ, PS и PET, причем толщина материала в зависимости от применяемого материала составляет 60-200 мкм. Отчасти для улучшения печатных свойств предусмотрено также нанесение покрытия с наружной стороны этого полотна.
Частично полотна также разделены на ряд отдельных слоев из различных материалов.
В качестве клеев применяются успешно получаемые экструзией постоянно клейкие клеи на основе термоклеев, контактные клеи-расплавы и полиолефины с соответствующими придающими клеящие свойства добавками.
Пример 1
Применяются блок-сополимеры SIS, SBS, SEBS и SEP с индексом расплава в интервале 8 и 65 г/10 мин при 200oС и 5 кг. Содержание стирола в полимерах составляет 10-35%. Свойства слоя клеящего вещества управляются за счет добавок смол и мягчителей, например алифатических углеводородных смол, политерпеновых смол, гидролизированных углеводородных смол, ароматических углеводородных смол, парафинов, микрокристаллического воска, полиизобутилена и технологических масел.
Жидкие компоненты предварительно компаундируют для придания им пригодной для экструдирования формы.
Температура экструзии составляет 100-240oС при одновременном недопущении слишком высоких сдвигающих усилий.
Пример 2
Другой вариант получения клеевого слоя состоит во введении УФ-акрилатов или УФ-отверждаемого PSA (клея, эффективного при кратковременном прижатии) между коэкструдируемыми основой и неадгезивным слоем методом подачи расплава.
Отверждаемые излучением исходные вещества представлены, например, акрилатными сополимерами со встроенным фотоинициатором. УФ-сшивание происходит через полимерную подложку клея.
Акрилатные сополимеры могут модифицироваться смолами и мягчителями, причем клейкость клеевого слоя может регулироваться через дозу облучения.
Типичные длины волн облучения сшивания лежат в диапазоне 250 и 260 нм (UVC).
Типичные температуры обработки акрилатных сополимеров составляют 110-150oС.
При использовании основы, слои на которую наносятся методом коэкструзии, для повышения показателей прочности может производиться вытяжка как самой основы, так и готового коэкструдата.
При получении полной структуры в виде коэкструдата для повышения показателей прочности коэкструдата также может производиться его вытяжка.
Способ изготовления многослойного коэкструдата, содержащего слой пластика, обладающий неадгезивными свойствами относительно клея, причем материалы, создающие неадгезивные свойства, находятся внутри слоя пластика, а при изготовлении коэкструдата предусмотрено первое полотно, на одну из сторон которого нанесен клеевой слой, за которым следует слой пластика с неадгезивными свойствами, который, в свою очередь, соединен со вторым полотном, при этом слои коэструдата коэкструдируют одновременно. 3 з.п. ф-лы, 2 ил.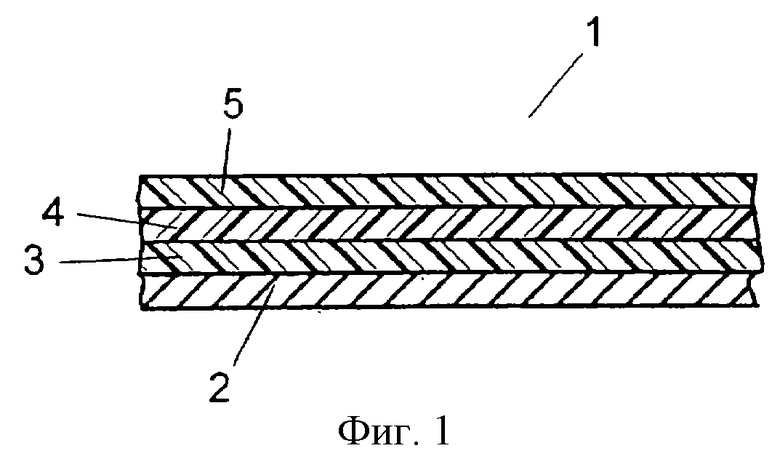
| US 4339485 A, 13.07.1982 | |||
| ЛИПКАЯ ЛЕНТА | 0 |
|
SU265347A1 |

