Настоящее изобретение относится к изготовлению и компоновке изделий, содержащих оптическое защитное устройство.
Кодированные дифракционные микропластины известны из международной публикации WO 2005/078530 A.
Изобретение относится к методам и изделиям, формируемым с использованием этих методов, для включения таких кодированных дифракционных микропластин в такие материалы, как бумага, пластик и фольга горячего тиснения для обеспечения защиты этих материалов и для обеспечения способа доставки и переноса дифракционных микропластин в конечное защищенное изделие. В таком конечном изделии кодированные дифракционные микропластины могут быть аутентифицированы для обеспечения, при необходимости, высокозащитной проверки аутентичности бумажного документа, пластиковой карты или наложенной трансферной фольги или фольги горячего тиснения.
Голограммы и другие формы дифракционных защитных изображений известны и используются в качестве визуально аутентифицируемых защитных устройств, используемых в приложениях защиты от подделки и защиты от копирования, поскольку они могут создавать уникальные оптические эффекты или нести уникальные свойства, которые чрезвычайно трудно скопировать или подделать. Дифракционные устройства используются в области защитной печати для защиты защитных документов, например банкнот, ценных бумаг и пр., и в областях защиты бренда и защиты изделия, в особенности, применительно к пронумерованным или уникально идентифицированным ценным изделиям.
Дифракционные устройства могут создавать изображения в процессе оптической дифракции, которые могут создаваться для формирования оптически переменных изображений с характерными признаками, которые можно проверять публично или с помощью простых увеличительных стекол или простых устройств аутентификации. Признаки можно создавать для того, чтобы необходимую оригинальную технологию было чрезвычайно трудно воспроизвести или обойти с использованием простых альтернативных методов, например, печати или простых дифракционных пленок.
Примеры и детали возможных оптических методов защиты, предусматривающих лазерное формирование оригинала и электронно-лучевую литографию, можно найти в международной публикации WO 03/009225 A2, где подробно описано использование электронно-лучевой литографии для формирования уникально защищенных визуально и микроскопически аутентифицируемых изображений, где оригинальная дифракционная картина формируется путем прямой записи посредством электронно-лучевой литографии. Раскрыты способы литографического формирования изображений и другие методы, позволяющие формировать новые формы публично распознаваемых признаков, например, смены изображений и скрытые микроскопически аутентифицируемые признаки в форме нано-текста и нано-карт.
Объединенные открытые и скрытые дифракционные оптические защитные признаки также известны из международной публикации WO 02/02351 A1, где описано, как оптически переменный линейный эффект (оптический кинетический эффект) можно объединить со скрыто проверяемым лазерно-проецируемым изображением для создания усовершенствованного защитного устройства, содержащего как публично распознаваемый признак движения (расширения и сжатия или видимого движения), так и внеплоскостное лазерно-проверяемое скрытое изображение, проверяемое лазерным устройство считывания, с приспособленным устройством формирования изображения. Такой защитный оптический признак особенно пригоден для создания оригинала с помощью электронно-лучевой литографии и также может изготавливаться путем классического голографического лазерно-интерферометрического изготовления оригинала.
Кроме того, известно применение голографических/дифракционных изображений в областях голографии и защитной печати с применением способа изготовления материала этикетки, или фольги горячего тиснения, и их переноса на изделия или документы в процессе горячего тиснения или нанесения этикеток. Обычно в этих процессах единственное исходное изображение (мастер-изображение) создается и переносится в процессе плакирования и механической или оптической рекомбинации в ряд объединенных изображений на шаблоне тиснения, выполненного в виде металлической прокладки тиснения, в процессе плакирования никеля. Последовательность материнских - дочерних прокладок копирования из прокладок, снабженных изображениями, можно производить с одной генерацией, используемых для термического (или методом УФ-литья) дублирования дифракционного изображения, обычно в условиях нагрева и давления, в термоформуемый материал или покрытие, обычно в процессе от барабана к барабану. Окончательные изображения почти всегда металлизируются, обычно с помощью ярких отражающих материалов, например алюминия, хотя можно использовать ряд других отражателей, например материалов типа стекла или других инертных металлов. В общем случае этикетки и фольги, формируемые в таких процессах тиснения, имеют ограниченную устойчивость к потере изображения вследствие нагрева или под действием химически агрессивных сред в чувствительных приложениях.
Из уровня техники также известно использование пронумерованных голографических изображений, потенциально, несущих скрытую информацию для уникальной идентификации ценных изделий и, таким образом, защиты от подделки. Широко применяется этикетка с заметным признаком защиты от подделки, несущая вытравленный лазером номер или термически нанесенный номер. Опять же в чувствительных приложениях в высокотемпературных или агрессивных средах такие этикетки или фольга могут иметь ограниченный срок службы (например, деталь двигателя, подвергающаяся воздействию нагрева и растворителей, например бензина или масел, тормозных жидкостей, и пр.) или, например, в основе идентификационной карты, подвергающейся атаке подделки/изменения с целью изменения данных или подвергающейся долговременному, многолетнему истиранию.
Из уровня техники также известно изготовление продуктов для производства изделий, например автомобилей, которые используют индивидуально помеченные полиэфирные микропластины, которые обычно можно наносить с использованием распылителя. Пример такой системы изготавливается австралийской компанией Datadot Technology Limited, которая изготавливает полиэфирные микропластины диаметром 1 мм и толщиной 0,1 мм, несущие идентификационный код, выжженный лазером, но не несущие никаких дифракционных устройств аутентификации. Такие микропластины смешиваются с особым адгезивом и наносятся, например, на автомобильные детали и участки кузовов автомобилей в качестве маркеров.
Различные другие кодированные микрочастицы также известны в уровне технике и подробно описаны в международной публикации WO 2005/078530. Здесь раскрыта альтернативная форма кодированной голографической металлической микропластины, совместно со способом изготовления кодированных идентификационных микропластин, причем микропластины несут голографический идентификационный код, записанный модифицированным способом электроосаждения, который нелегко скопировать или подделать - эти кодированные голографические микропластины далее именуются частицами OVDot™. Задачей настоящего изобретения является обеспечение усовершенствованных защитных устройств, например, по сравнению с уровнем техники, и способов их изготовления.
Как указано выше, настоящее изобретение относится к более ранней работе, описанной в международной публикации WO 2005/078530, и ставит перед собой задачу выявление новых устройств, сформированных путем включения кодированных голографических металлических микропластин, как описано в этом документе, в защищенную бумагу, основы пластиковых идентификационных карт и фольги горячего тиснения, используемые в качестве средства переноса, и защиты точек на защищенных документах и пр., соответствующего способа их формирования.
В любом случае международные публикации WO 2005/078530 A, WO 03/09225 A2 и WO 02/02351 A1 включены сюда посредством ссылки.
Следует понимать, что изобретение предусматривает способы, согласно которым фольги горячего тиснения, типографские краски и основы пластиковых карт можно изготавливать, включая частицы OVDot для формирования уникальных защитных структур, когда эти материалы применяются, например, к защищенным бумагам, например ценным бумагам, паспортам, отметкам об уплате налога, банкнотам и пр.
Такие новые способы можно использовать для включения уникально кодированных металлических микропластин OVDot в типографские краски, фольги горячего тиснения и листы пластика, сформированные методом экструзии, и также для включения таких устройств в широкий круг ранее недоступных окончательных защищенных устройств, например документы, карты и пр.
Общим вопросом этого изобретения является защита относительно стандартного доступного продукта, например бумаги, печатных документов или фольги горячего тиснения или сырья пластиковой основы путем включения в поверхность или основу частиц OVDot для формирования ряда уникальных защищенных продуктов. Также предусмотрен традиционный способ нанесения/переноса частиц OVDot, позволяющий доставлять их в виде устройства защиты от подделки на продукт или в приложение без чрезмерных дополнительных затрат.
Общим вопросом изготовления в этом изобретении является использование особых и нестандартных методов рассеяния и нанесения частиц OVDot на подложку, когда это необходимо, для формирования уникального продукта, например бумаги, покрытой частицами OVDot, или пленки или голографической пленки с частицами OVDot.
Эти новые технологии изготовления и диспергирования необходимы потому, что размер частиц OVDot и их плотность затрудняют осуществление покрытия или печати с использованием традиционных технологий - типичные частицы печатной краски имеют размеры от доли микрона до нескольких микрон, но частица OVDot представляет собой диск диаметром 50-250 микрон и толщиной примерно от 3 до 20 микрон, что сильно затрудняет процесс покрытия или печати с использованием стандартных технологий, поскольку большинство валов для глубокой прямой печати невозможно применять с частицами материала такого относительно большого размера. Технологии флексографской печати или литографической печати также невозможно применять для частиц такого размера.
Особенно полезный аспект этого изобретения предусматривает использование распылителя для распыления частиц OVDot и лака, содержащего частицы OVDot, на частицы, и нанесение частиц OVDot при формировании полотна для изготовления бумаги и пленки, защитных частицами OVDot. Предполагается, что распылитель форсункой подходящего внутреннего диаметра используется для распыления частиц OVDot, смешанных с лаком (на основе растворителя). Изобретение охватывает все устройства, выполненные с использованием этого способа и включающие в себя частицы OVDot, обычно для защитных бумаг и пленки.
Согласно одному аспекту настоящего изобретения предусмотрено защитное изделие с возможностью защиты от подделки, аутентификации и отслеживания, содержащее материал подложки, содержащий, по меньшей мере, одну или, предпочтительно, несколько, кодированных голографических металлических микропластин, включенных в поверхность или толщу (тело) изделия, причем, по меньшей мере, одна микропластина несет поверхностную рельефную дифракционную структуру, и ее можно аутентифицировать путем обследования голографического устройства с помощью освещения и обследования (проверки) невооруженным глазом, с помощью очков и увеличительного стекла, и которую также можно аутентифицировать путем обследования с увеличением сквозного отверстия произвольной формы в металлической микропластине, несущей код аутентификации.
Проверка необходима и также может служить для аутентификации признака, аутентифицируемого с помощью лазерного устройства считывания.
Следует понимать, что изобретение может предусматривать такие изделия, как защитные бумаги, пленки или фольгу, основы пластиковых идентификационных карт и пр., в поверхность или толщу материала которых включена новая форма дифракционной металлической микропластины/диска, содержащая дифракционные изображения, аутентифицируемые в условиях эксплуатации, и идентификационный код.
Согласно другому аспекту этого изобретения предусмотрено изделие, подобное описанному выше, в котором материалом тела голографической металлической микропластины является никель, который также можно аутентифицировать как никель с помощью масс-спектроскопии, электрохимического и электрического исследования или другого вида химического анализа.
Предпочтительно размер голографических металлических микропластин составляет от 50 нм до 1 мм, хотя предпочтительный диапазон размеров составляет 100-300 микрон. Частицы могут иметь круглую форму или форму простых фигур.
Преимущественно материал подложки представляет собой, по отдельности или в комбинации, бумагу, защищенную бумагу, горячештампованную фольгу, горячештампованную фольгу, снабженную дифракционным изображением с высоким показателем преломления (HRI), или лист пластика или формуемый материал, например, но без ограничения, полиэтилен-терефталат (ПЭТ), поликарбонат, поливинил-хлорид (ПВХ) или ацетат целлюлозы. Кроме того, согласно этому аспекту, материал основы голографической металлической микропластины может содержать никель, который также можно аутентифицировать как никель с помощью масс-спектроскопии или другого вида химического анализа.
Согласно еще одному аспекту изобретения предусмотрено защитное устройство, описанное выше, в котором материалом подложки является бумага или защитная бумага, и в котором голографические металлические микропластины включены в поверхность в процессе распыления голографических металлических микропластин на мокрое бумажное полотно.
Согласно еще одному аспекту изобретения предусмотрено защитное устройство, подобное описанному выше, в котором материалом подложки является текстиль или другой материал на основе ткани.
Преимущественно устройство может быть сформировано с помощью распылителя, который используется для распыления частиц в воздухе по мокрому бумажному полотну, причем размеры форсунок распылительного устройства и расход при распылении регулируются для обеспечения нужной плотности голографических металлических микропластин на готовом изделии.
В порядке дополнительного примера материал подложки содержит бумагу, например защитную бумагу, причем голографические металлические микропластины включены в поверхность устройства в процессе нанесения на мокрое полотно с использованием технологии нанесения покрытия стержня Мейера, глубокой печати, выворотной глубокой печати или выворотного нанесения покрытия контактным способом.
Предпочтительно вал для прямой или выворотной глубокой печати несет на себе шаблон непрерывной канавки или шаблон тройной спирали, который имеет размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
Преимущественно шаг между линиями аппликационного вала равен обычному максимальному расстоянию между вершинами, которое на 30% превышает размер голографической металлической микропластины, т.е. обычно составляет 150 микрон для микропластин размером 100 мкм и 275 микрон для микропластин размером 200 микрон.
Как будет раскрыто ниже, согласно одному способу, отвечающему изобретению, предусмотрено устройство для изготовления бумаги, содержащей защитное поверхностное покрытие OVDot с использованием дифракционных металлических микропластин, и для их равномерного нанесения на изделия, в котором применяется распылительное устройство для диспергирования частиц в воздухе по полотну материала с покрытием сразу после нанесения покрытия, и когда оно все еще находится в мокром состоянии и поддерживается на сеточном транспортере (в варианте исполнения плоского сеточного транспортера) - частицы OVDot имеют тенденцию к плоскому осаждению, поскольку они скользят вниз под действием силы тяжести и, таким образом, не выступают, но погружаются в покрытие и фиксируются в нем. Для бумаги обычно используется смола, предназначенная связываться с бумагой и фиксировать металлические диски. Также следует понимать, что бумагу также можно изготавливать с использованием вращающегося барабана в бумажной пульпе для формирования исходного мокрого полотна бумаги, в которое могут наносить распылением частицы OVDot. Объем этого изобретения применительно к изготовлению бумаги, содержащей частицы OVDot, охватывает обе разновидности процесса изготовления бумаги, с использованием барабана и плоского сеточного транспортера, как и любые другие разновидности процесса изготовления бумаги.
Согласно предпочтительному варианту осуществления изобретения частицы OVDot добавляются на поверхность бумаги путем распыления на мокрое бумажное полотно за счет размещения головки распылителя, распыляющей частицы OVDot на мокрое бумажное полотно сразу после формирования бумажной массы в качестве мокрого бумажного полотна на барабане сеточного транспортера на бумагоделательной машине. Распылитель частиц OVDot ориентирован так, чтобы распылять их вниз на полотно для формирования потока мягко падающих частиц, которые ложатся на мокрое бумажное полотно и слегка погружаются в поверхность для захвата на поверхности бумаги в ходе сушки. Размеры головок форсунок распылителя и расход распыляемого материала предпочтительно тщательно регулировать для обеспечения мягкого медленного распыления, чтобы диски OVDot могли ориентироваться параллельно бумажному полотну, выравниваясь с длинной осью, параллельной бумажному полотну, при посадке на поверхность бумаги.
Таким образом, бумага с защитным покрытием OVDot может содержать, например, несколько частиц OVDot на размер страницы или этикетки после сушки. Покрытие и бумагу также, в необязательном порядке, можно каландрировать для выравнивания и разглаживания бумаги под высоким давлением между разглаживающими валами, что обычно осуществляется в бумагоделательной машине, для продвижения любых выступающих частиц в бумагу и обеспечения однородной плоской поверхности. Затем на полотно можно наносить покрытие или печать.
Согласно другому варианту осуществления этого изобретения бумагу, включающую в себя частицы OVDot, также можно формировать смешиванием частиц OVDot с древесной массой, используемой в качестве бумажного сырья до выработки бумаги стандартным методом - с использованием сырьевой бумажной массы для переноса частиц OVDot. Для этого требуется одно отличие от стандартного процесса изготовления бумаги. Обычно бумажная масса на бумагоделательной машине фильтруется, но, поскольку это приведет к отделению частиц OVDot, этот этап не осуществляется, и суспензию предпочтительно подвергать предварительной фильтрации до смешивания с частицами OVDot. Этот способ может быть менее предпочтителен, чем подход распыления, поскольку частицы OVDot распределяются в толще бумаги, а не вблизи поверхности, где их проще аутентифицировать.
Также следует заметить, что в альтернативных вариантах осуществления изобретения альтернативные технологии нанесения покрытия, используемые для изготовления фольги, также можно использовать для покрытия бумаги частицами OVDot.
В дополнительном варианте осуществления изобретения, относящемся к вышеупомянутым защитным устройствам и защищенным подложкам, изобретение предусматривает устройство, способ изготовления и изделие, в котором первый материал подложки содержит горячештампованную фольгу или горячештампованную фольгу, тисненую дифракционным изображением и металлизированную HRI, в котором голографические металлические микропластины включены способом покрытия фольги или отделяемого покрытия клеем, схватывающимся при нагреве, или лаком, распыления голографических металлических микропластин в клей, схватывающийся при нагреве, с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве, для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины.
В дополнительном варианте осуществления изобретения, относящемся к вышеупомянутым защитным устройствам и защищенным подложкам, изобретение предусматривает устройство, способ изготовления и изделие, созданное дополнительным способом, в котором первый материал подложки содержит горячештампованную фольгу или горячештампованную фольгу, тисненую дифракционным изображением и металлизированную HRI, в котором голографические металлические микропластины включены способом мокрого нанесения покрытия на фольгу клеем, схватывающимся при нагреве, или лаком, и в котором покрытие содержит голографические металлические микропластины с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используется технология нанесения покрытия, по меньшей мере, одной из прямой глубокой печати, выворотной глубокой печати или выворотного нанесения покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон из непрерывных канавок или шаблон из рисунка в форме тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
В еще одном варианте осуществления изобретение предусматривает изготовление горячештампованной фольги (прозрачной) или других типов фольги с частицами OVDot в слое клея, включенными с использованием ряда других технологий покрытия или распыления. Это делается с использованием стандартных технологий нанесения покрытия при изготовлении каждой горячештампованной фольги для создания отделяемого покрытия и клеев, с дополнительными этапами, на которых сначала распыляют частицы на мокрую поверхность нанесенного слоя клея до сушки и затем повторно наносят фиксирующий слой, обычно второй слой клея.
При этом формировании фольги, несущей частицы OVDot, и горячештампованной фольги, несущей частицы OVDot, или голографической горячештампованной фольги можно использовать покрытие традиционным клеем, схватывающимся при нагреве, или традиционным лаком посредством прямой или выворотной глубокой печати, стержня Мейера или какой-либо другой пригодный способ покрытия, и частицы OVDot можно затем распылять на полотно, обычно сверху, для формирования плавного осаждения свободно падающих дисков для выравнивания дисков, благодаря чему они ложатся с длинной осью, параллельной направлению полотна, и осаждаются в покрытие, для блокировки в клеевом покрытии. На втором предпочтительном этапе рулон горячештампованной фольги можно затем повторно покрыть другим слоем или слоями того же или другого клея для вторичного покрытия частиц для гарантии, что они полностью заблокированы в толще или теле покрытия и, таким образом, переносятся с толщей покрытия в условиях горячей штамповки, когда несущий слой переносится в условиях применения нагрева и давления для плавления клея, схватывающегося при нагреве, и для связывания с несущей подложкой, например бумагой, пластиком или металлом, и затем для активации отделяемого слоя, чтобы несущий слой можно было переносить на аппликационное изделие.
В обеих вышеописанных технологиях скорость распыления частиц OVDot можно регулировать для обеспечения нужной плотности частиц на готовом продукте и преимущественно отслеживать в реальном времени с использованием системы камер с компьютерным управлением, для анализа полотна.
Заметим, что предпочтительный способ может содержать распылительное нанесение частиц OVDot, и изобретение также предусматривает использование, вместо распылителя, встряхивающего устройства, выполненного наподобие мелкоячеистой сетки, подвешенной над мокрым полотном, для обеспечения другого способа введения микропластин на первом этапе.
Линейная структура может содержать валы с линиями для нанесения покрытия, содержащие, например, 110, 100 или 90 линий на дюйм (2,54 см), что дает приблизительно, для валика с 90 линиями, зазор глубиной обычно 25-35 мкм и шириной 150 мкм между вершинами в структуре треугольных канавок для валика с линиями, пригодного для осуществления покрытия дисками OVDot диаметром, например, 100 мкм. Такой вал для нанесения покрытия, предпочтительно, содержит линейную канавку, значительно превышающую по размеру максимальный размер частицы OVDot, что позволяет им свободно перемещаться через нее, и обычно способен наносить покрытие OVDot в подходящем лаке или, в случае горячештампованной фольги, в подходящем клее, схватывающемся при нагреве.
В процессе нанесения покрытия предпочтительным способом нанесения покрытия является выворотное нанесение покрытия контактным способом, когда вал для нанесения покрытия наносит материал, двигаясь в направлении, противоположном направлению движения полотна, действие, которое обеспечивает сглаживающий эффект в отношении покрытия, что имеет преимущество в обеспечении плоской посадки дисков OVDot, когда полотно материала поступает в печи для нанесения покрытия для высушивания растворителей и связывания частиц OVDot и покрытий друг с другом. Также очевидно, что также можно использовать другие режимы нанесения покрытия, например прямую глубокую печать, выворотную глубокую печать и стержень Мейера. В идеальном случае вязкость покрытия из клея, схватывающегося при нагреве, или лака, несущего частицы OVDot, можно регулировать, чтобы частицы OVDot оставались в суспензии, и можно обеспечить установки для непрерывного встряхивания резервуара с покрытием во избежание выпадения в осадок материала из раствора. Согласно предпочтительному способу после нанесения первого покрытия поверх него наносится другое покрытие для гарантии гладкого покрытия и для гарантии, что любые частицы OVDot на поверхности вторично покрыты и, таким образом, зафиксированы в клее. Подходящая для этого технология нанесения покрытия может включать технологию прямой глубокой печати с использованием вала с очень гладкой поверхностью для гладкой отделки покрытия.
Следует также заметить, что технологии, подробно описанные выше, можно применять для формирования продукта в виде постоянного ламината, а не переводной фольги, который можно, например, затем наслаивать на второе полотно для захвата частиц OVDot с долговечной структурой пластика. Такая структура идеально подходит для использования в качестве идентификационных карт, пластиковых карт и т.д., и ее также можно сделать голографической с использованием одного слоя голографического ламината, который преимущественно покрывать прозрачным отражающим слоем, например, диоксида титана или сульфида цинка. Такие изделия можно использовать в качестве основ идентификационных карт, смарт-карт и с PE покрытиями для традиционных карт, ламинированных в условиях нагрева.
Следует также заметить, что окончательная фольга в обоих вышеописанных альтернативных способах изготовления также может включать в себя дополнительные покрытия, например износостойкое покрытие для обеспечения повышенной устойчивостью к истиранию на готовых документах и не для предотвращения повреждения частиц, но для гарантии, что они не будут удалены с поверхности. Горячештампованная фольга может, в необязательном порядке, дополнительно нести голографическое изображение и, например, металлизированный слой HRI для обеспечения увеличенной области визуально наблюдаемого дифракционного изображения, а также для аутентификации частиц OVDot с помощью микроскопа или невооруженным глазом.
В другом альтернативном варианте осуществления способа, отвечающего изобретению, для формирования фольги, несущей частицы OVDot, и горячештампованной фольги, несущей частицы OVDot, или голографической горячештампованной фольги, может быть обеспечен традиционный клей, схватывающийся при нагреве, содержащий рассеянные частицы OVDot, с использованием очень специфического типа вала для нанесения покрытия, на котором сформирована микроскопическая структура в виде относительно большой непрерывной прямолинейной канавки или спиральной структуры.
Горячештампованная фольга, изготовленная вышеописанным способом, обеспечивает альтернативный способ переноса частиц OVDot на защитную бумагу и пр. с использованием установленного способа печати горячей штамповкой. Таким образом, можно создать уникальное устройство с частицами OVDot, например, описанное в публикации WO 2005/078530, которое можно фиксировать на поверхности бумаги внутри горячештампованного слоя, который также может содержать другие защитные устройства, например флуоресцентные, преобразователи ИК в видимый свет или голографические/дифракционные эффекты.
Согласно еще одному аспекту изобретения, относящемуся к вышеописанному способу, может быть предусмотрено дополнительное устройство, где подложка устройства состоит из бумажного или пластикового материала, в поверхность которого включены голографические идентификационные микропластины в процессе переноса с горячей штамповкой с использованием голографической или обычной горячештампованной фольги.
Согласно еще одному аспекту изобретения, относящемуся к вышеописанному способу, может быть предусмотрено еще одно устройство, в котором подложка изготовлена с использованием холодной или горячештампованной переводной фольги согласно вышеописанным конструкции и способу формирования двойного покрытия.
Согласно еще одному аспекту изобретения конечный продукт содержит бумагу/фольгу, на которую нанесена печать, в которой частицы OVDot смешаны с печатной краской, внедренной в поверхность защитной бумаги (или, в необязательном порядке, пластика). В этом варианте осуществления изобретения частицы OVDot смешиваются с краской (высокой вязкости) и печатаются методом (ротационной) трафаретной печати. Нужно использовать трафарет, диаметр отверстий которого примерно в 3 раза превышает размер частиц (примерно 300-600 микрон) (чтобы частицы могли свободно проходить через трафарет с хорошим распределением). В результате получается чрезвычайно толстый слой печати. На предпочтительном дополнительном этапе можно использовать "вал для мокрого календрирования" с поджатием после печатающей головки для разрушения и плющения и вдавливания слоя в бумагу для проникновения в бумажное волокно, но до сушки продукта для уменьшения толщины слоя печати (этот вал должен иметь силиконовую поверхность). Также можно, при необходимости, дополнительно использовать традиционные материалы печати, например визуальные чернила, флуоресцентные материалы и преобразователи из ИК в видимый свет. В этом варианте осуществления изобретения предусмотрено использование этого способа изготовления, а также оптическое защитное устройство, включающее в себя частицы OVDot, изготовленное этим способом, в частности защитную бумагу, включающую в себя слой краски, содержащий частицы OVDot.
Можно обеспечить продукт, содержащий бумагу/фольгу, снабженную печатью, с частицами OVDot, содержащимися в печатной краске и включенными в поверхность защитной бумаги (или, в необязательном порядке, пластика).
Затем, согласно еще одному аспекту изобретения, вышеописанное защитное устройство, в котором подложка устройства состоит из пластика, бумаги или фольги, и голографические металлические микропластины наносятся локально или на все устройство в процессе печати, например ротационной или планшетной трафаретной печати или ротационной глубокой печати.
Согласно этому аспекту изобретения, связанному с печатью, можно создать вышеописанное защитное устройство, где используемая печатная краска состоит из голографических металлических микропластин, рассеянных в несущем лаке, обычно, для процесса трафаретной печати, подлежащем высушиванию либо посредством отверждения ультрафиолетовым светом, либо посредством высушивания растворителя или водного раствора.
Согласно еще одному варианту осуществления изобретения частицы OVDot также могут быть включены в систему печати на основе переноса магнитного тонера, использующую магнитный тонер, частицы можно покрывать по отдельности для переноса или, в необязательном порядке, покрывать покрытием, схватывающимся при нагреве, или смешивать с порошком из частиц, примешанных в связывающую смолу, активируемую нагревом, все из которых можно применять для печати с использованием стандартных технологий печати магнитным тонером, где барабан локально намагничивается. Намагниченная область, предпочтительно, собирает магнитные частицы OVDot (и тонер, когда применимо), после чего переносит их на подложку, например бумажную подложку, которую затем можно календрировать для проникновения частиц OVDot в бумагу или, в случае тонера, содержащего связывающее вещество, активируемое нагревом, бумага может подвергаться тепловой обработке для плавления термочувствительной смолы, которая служит для связывания тонера и частиц OVDot с поверхностью бумаги. Этот способ можно использовать для локального нанесения частиц OVDot в ходе персонализации документов, в процессе установления защиты или персонализации с использованием маркированных тонеров, содержащих частицы OVDot. Один такой способ создания локального шаблона частиц OVDot предусматривает использование только частиц OVDot или улучшение связывания с использованием частиц OVDot в подходящей системе обработки несущей смолы/тонера для обеспечения переноса рисунка с использованием более мелких никелевых дифракционных микропластин в локализованную область документа при персонализации для защиты, например, печатных документов от несанкционированного изменения и для обеспечения отслеживания и обработки, связанной с обеспечением защиты от подделки/изменения для документов, отпечатанных с использованием магнитного тонера.
Таким образом, изобретение также предусматривает защитное устройство, подробно описанное выше, в котором голографические металлические микропластины нанесены на подложку в процессе печати магнитным тонером, и изобретение также относится к изменению этого, в котором голографические металлические микропластины включены в локализованные области документа и используются как часть процесса персонализации для обеспечения дополнительной аутентификации.
Еще один вариант осуществления изобретения предусматривает включение частиц OVDot в экструдированную пластиковую пленку (поликарбонатную, обычно также применимо к ПВХ, ПЭТ) с частицами OVDot внутри для идентификационной карты, платежного документа и т.п.
В этой конфигурации частицы OVDot примешиваются к массе пластика для использования в процессе экструзии - обычно это пластиковый материал, хранящийся в форме гранул до плавления в экструзионной головке или линии. Затем пластиковая пленка экструдируется и подвергается окончательной обработке стандартными способами, известными в технике, путем экструзии измельченного материала с последующим растяжением материала в одном измерении для формирования плоского листа по мере остывания расплавленного пластика. Затем частицы OVDot вводят в гранулы пластика до экструзии, и они должны иметь такие размер и толщину, чтобы быть достаточно физически устойчивыми к напряжениям в процессе. Частицы OVDot для этого процесса должны коррелировать по толщине с экструдированной пленкой и должны быть относительно твердыми. Это связано с ограничением по размеру символа персонализации, прорезаемого в частицах, во избежание чрезмерного ослабления частиц.
Таким образом, с использованием этой технологии, частицы OVDot можно добавлять в толщу или тело пластиковой карты или лист пластика для добавления аутентифицирующего признака в пластиковую основу. Пригодными пластиками для этого процесса являются ПВХ, ПЭТ и, в частности, поликарбонат. Преимущество частиц OVDot для аутентификации такого листа пластика с помощью внедренных голографических металлических микропластин состоит в том, что долговечность частиц OVDot сравнима с долговечностью основы пластиковой карты, тогда как традиционные фольгированные голографические продукты обычно менее долговечны, чем основа карты с включенными в нее частицами OVDot, а также экструдированные пластики и карты, включающие в себя частицы OVDot согласно этому способу изготовления.
Таким образом, согласно альтернативному варианту осуществления и способу изготовления, защитное устройство, подробно описанное выше и содержащее основу и голографические металлические микропластины на поверхности или в толще основы, состоит из листа пластикового материала (например, полиэтилен-терефталата (ПЭТ), поликарбоната и поливинил-хлорида (ПВХ)), причем голографические металлические микропластины включаются в толщу гранул сырьевого пластикового материала до процесса экструзии и затем включаются в экструдированную пленку путем подвергания пленки процессу экструзии при ее нагреве и растяжении для внедрения голографических металлических микропластин в толщу материала пластиковой карты. Таким образом, согласно этому способу можно сформировать защищенное устройство, отвечающее изобретению, состоящее из идентификационной карты или кредитной карты и пр., содержащее голографические металлические микропластины, изготовленное в процессе экструзии, подробно описанном выше.
Согласно еще одному аспекту изобретения также очевидно, что частицы OVDot можно включить в изделия, полученные инжекционным формованием, посредством такого же процесса, как процесс экструзии, подробно описанный выше. Этого можно добиться примешиванием частиц OVDot к измельченному материалу до формования. Например, это можно обеспечить для оптических изделий, полученных инжекционным формованием, например, для аутентификации очковых оправ или в других устройствах, например компьютерной мыши.
Согласно еще одному варианту осуществления процесса экструзии защищенное устройство, состоящее из подложки, содержащей голографические металлические микропластины, может быть выполнено в виде изделия, сформованного из пластика, содержащего голографические металлические микропластины. Его можно формировать способом включения голографических металлических микропластин в гранулы сырья пластикового материала до их совместного инжекционного формования. Это позволяет включать голографические металлические микропластины в толщу формуемого материала для аутентификации сформованного изделия.
Также очевидно, что способы нанесения, отвечающие настоящему изобретению, также можно использовать для более традиционных защитных устройств типа микропластины/диска для формирования из них дополнительных уникальных структур, и мы намерены включить использование этих устройств в заявленный нами способ изготовления.
Очевидно, что настоящее изобретение относится к способам включения частиц OVDot в различные изделия и подложки, а также относится к самим по себе подложкам, несущим частицы OVDot, будь то бумага, фольга, голографическая фольга, голографические или обычные ламинаты, пластиковый листовой материал, и к способам и также к готовым защищенным изделиям, состоящим из бумаги, содержащей частицы OVDot.
Эти изделия, содержащие частицы OVDot, в основном применяются для защиты документов и персональных данных. На этой основе варианты осуществления изобретения охватывают защитные устройства, состоящие из подложки, содержащей одну или несколько голографических металлических микропластин на своей поверхности или в своей толще, которые можно аутентифицировать, и, как упомянуто, соответствующие подложки для этих защитных устройств на основе OVDot содержат бумаги, фольгу (дифракционные и обычные) и лист пластикового материала (например, поликарбоната), используемый в защитных документах, паспортах, визах, чеках, лицензиях, банкнотах, отметках об уплате налога и пластиковых кредитных и идентификационных картах.
Аспекты изобретения также относятся к связыванию кодирования на частицах OVDot с различными другими кодировками на готовом бумажном или карточном изделии, например, хранящимися в тексте, 2D штрихкодах, РЧ-чипах или чипах смарт-карты для дополнительной аутентификации изделий, прикрепленных к документу или карте, с конкретной информацией о нем. В этой связи полезно привести пример системы отслеживания отметок об уплате налога, описанной в публикации WO 01/95249 A2, где кодированные частицы OVDot добавляют дополнительный уровень защиты в отслеживаемую систему аутентификации.
Также очевидно, что различные аспекты этого изобретения можно применять для включения других типов защитных частиц в различные устройства, и что изобретение конкретно охватывает использование частиц OVDot с помощью этих технологий, частицы, связанные с OVDot, и любые изделия, выполненные с использованием этих технологий, включающие в себя другие точечные защитные устройства.
Изобретение относится к новым защитным устройствам, получаемым путем включения кодированных голографических металлических микропластин, описанных в публикации WO 2005/078530, в изделия, например, защитной бумаги, фольги, основы пластиковых идентификационных карт и пр., и печати, при которой в поверхность или толщу материала включается новая форма дифракционной металлической микропластины/диска, содержащая дифракционные изображения, аутентифицируемые в условиях эксплуатации, и идентификационный код. Следует понимать, что это предусматривает ряд новых технологий изготовления для включения микропластин в и на подложку.
Изобретение дополнительно описано ниже, исключительно в порядке примера, со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 - схематический вид микропластины OVDot, состоящей из малой металлической голограммы с отверстиями для формирования идентификационного кода;
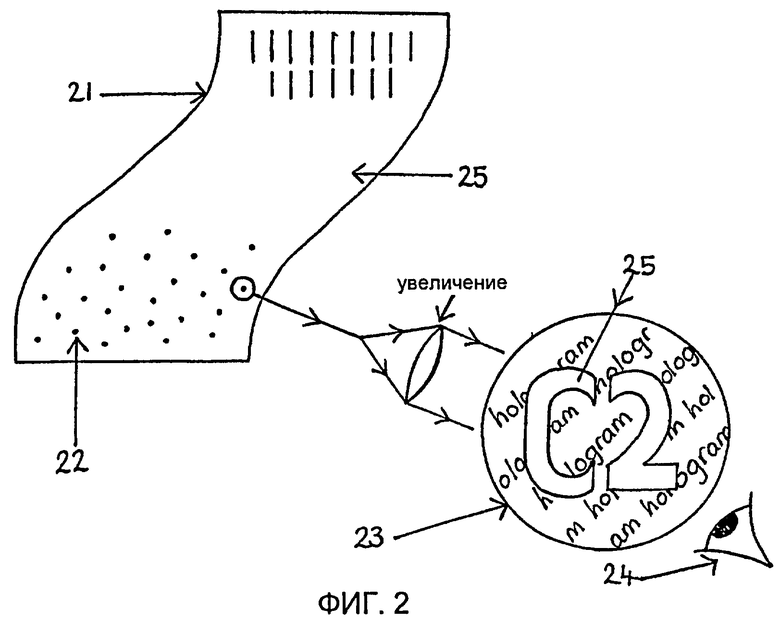
фиг. 2 и 3 - защищенное изделие, отвечающее изобретению, с возможностью защиты от подделки, аутентификации и слежения;
фиг. 4a и 4b - горячештампованная фольга, в этом случае горячештампованная голографическая фольга, содержащая частицы OVDot, внедренные в фольгу, лак или клей, размещенная на полиэфирном или аналогичном носителе, с клеем, активируемым нагревом и отделяемым слоем;
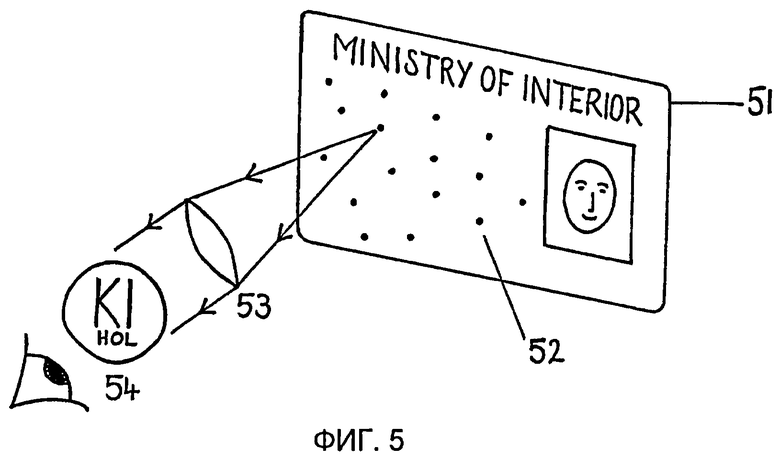
фиг. 5 - конечное применение частиц OVDot, внедряемых в процессе экструзии в толщу или тело пластиковой пленки, например, из поликарбоната, показанной обычно применительно к идентификационной карте, где частицы OVDot действуют как устройство аутентификации для обеспечения достоверности основы карты, причем частицы OVDot обладают примерно такой же долговечностью, как и сама основа карты и, таким образом, способны сохранять аутентифицируемость в неблагоприятных условиях;
фиг. 6a и 6b - схемы, иллюстрирующие изготовление частиц OVDot, наносимых путем распыления для формирования защитной бумаги, где частицы OVDot распыляются непосредственно на мокрое бумажное полотно, как показано на фиг. 6a, и на фиг. 6b показана дополнительная необязательная стадия нанесения лака на бумагу с последующей сушкой для формирования покрытия, фиксирующего частицы OVDot на поверхности;
фиг. 6c - схема формирования бумаги и частиц OVDot с использованием барабана в процессе изготовления бумаги, опять же, с распылением частиц OVDot на мокрую бумажную суспензию по мере ее формирования;
фиг. 7 - иллюстрация того, как частицы OVDot можно включать непосредственно в толщу подходящей пластиковой пленки, например, из поликарбоната, ПЭТ или ПВХ, путем примешивания материала OVDot в загружаемый материал для процесса экструзии, который затем экструдируется в условиях нагрева и давления/натяжения способом, известным в технике, для формирования плоского листа пленки, причем в этом случае частицы OVDot внедряются в толщу пленки;
фиг. 8 - иллюстрация того, как частицы OVDot можно наносить на горячештампованную фольгу путем нанесения клея на полотно с использованием процесса покрытия валом с последующим распылением частиц OVDot в клей до высушивания клея в туннельной сушилке;
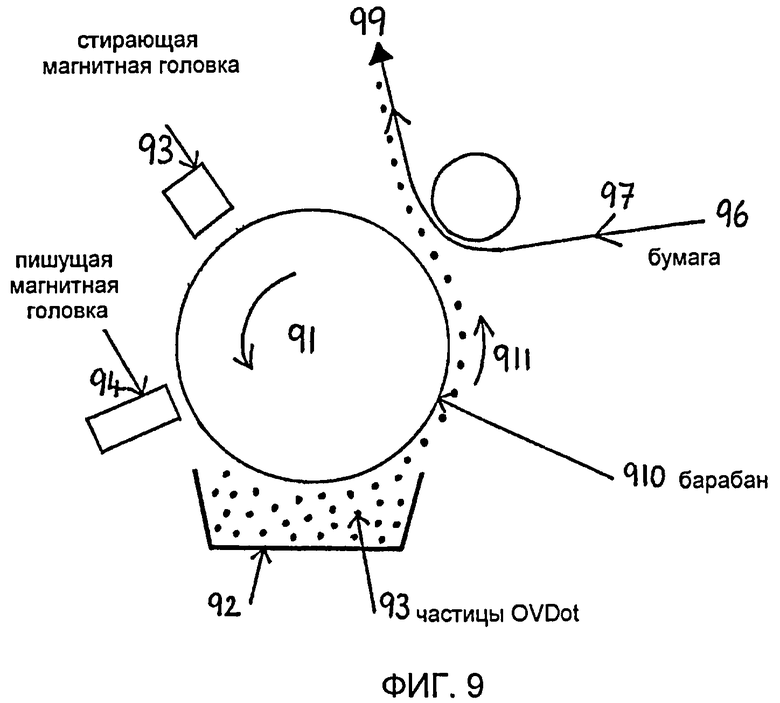
фиг. 9 - альтернативный вариант нанесения частиц OVDot, в этом случае, в системе, предназначенной для добавления частиц в ходе персонализации с использованием принтера с магнитным тонером.
На фиг. 1 показан схематический вид микропластины OVDot, состоящей из малой металлической голограммы с отверстиями для формирования идентификационного кода. На фиг. 1 схематически показан вариант осуществления металлической идентификационной микропластины, детально описанной в публикации WO 2005/078530 A1, в виде голографической металлической микропластины 11 в форме диска, содержащей голографическое или дифракционное изображение 13, расположенное на одной из плоских поверхностей, и потенциально уникальный идентификационный код, образованный набором отверстий в голограмме 12. Типичная микропластина или частица имеет 50-300 мкм в диаметре и 3-25 мкм в толщину в зависимости от назначения. Согласно предпочтительному варианту осуществления металлические микропластины имеют форму диска, будучи, по существу, круглыми и плоскими. В других вариантах осуществления можно формировать и использовать другие формы, например прямоугольные, линейные, многоугольные и т.д. в зависимости от используемого трафарета маски - эти изделия также обычно являются плоскими с размерами от 100x20 мкм до 500x500 мкм и обычно имеют толщину 3-20 мкм (от минимума до максимума, нормальная толщина равна 10 мкм). Способ изготовления этих микропластин описан в публикации WO 2005/078530 A1.
Как указано выше, на фиг. 2 и 3 показано защитное изделие 21 и 31 с возможностью защиты от подделки, аутентификации и слежения, содержащее материал подложки 25, 32, содержащий, по меньшей мере, одну или, предпочтительно, несколько кодированных голографических металлических микропластин 22, 33, включенных в поверхность или подложку 25, 31 изделия, причем микропластина несет поверхностную рельефную дифракционную структуру, и ее можно аутентифицировать путем обследования 23, 24 голографического устройства с помощью освещения и обследования невооруженным глазом, с помощью очков и увеличительного стекла 23 и которую также можно аутентифицировать путем обследования с увеличением сквозного отверстия произвольной формы в металлической микропластине 25, несущей код аутентификации, схематически показанный на фиг. 2. На фиг. 2 и 3 показано защитное устройство, содержащее голографические металлические микропластины, в котором материалом подложки 21, 31 является бумага, защитная бумага или пластик. На фиг. 2 показано, прежде всего, как бумажный документ 21 защищается покрытием с частицами OVDot, внедренными 33 в поверхность бумаги 25, 31, и как его можно аутентифицировать, рассматривая частицы OVDot на поверхности бумаги через увеличительное устройство для визуализации голограммы и кода.
Как отмечено выше, на фиг. 3 показано в разрезе, как частицы OVDot 33 могут распределяться на поверхности такой бумаги 31, 32.
На фиг. 4a и 4b показана горячештампованная фольга 41, в этом случае горячештампованная голографическая фольга, содержащая тисненую поверхностную рельефную структуру и покрытие HRI 43, 44, содержащее частицы OVDot, внедренные 46 в пленку, лак 43 или клей 45, 47, размещенную/ый на полиэфирном или аналогичном носителе 41 с клеем, активируемым нагревом и отделяемым слоем 47, 42 (фиг. 4A), который освобождается в условиях нагрева и давления при горячем тиснении 48 для переноса горячештампованной фольги на изделие 410, 49. На фиг. 4b показана структура 410, 49 после переноса горячештампованной фольги, где полиэфирный несущий слой удален, клей, активируемый нагревом, прилип к поверхности бумаги или пластика, и, таким образом, частицы OVDot 46 на постоянной основе перенесены на поверхность подложки, обычно бумаги или пластика, где они заключены в тонкий слой горячештампованной фольги и клея для аутентификации 47. В необязательном порядке фольга также может содержать видимую голограмму, в этом случае показана голограмма HRI 43, 44, но она также может быть деметаллизирована, например, в некоторых областях и иметь сплошную металлизацию в других областях в зависимости от желаемого эффекта.
На фиг. 5 показано конечное применение частиц OVDot 52, внедряемых в процессе экструзии в толщу пластиковой пленки 51, например, из поликарбоната, показанной обычно применительно к идентификационной карте 51, где частицы OVDot действуют как устройство аутентификации 53, 54 для обеспечения достоверности основы карты, причем частицы OVDot обладают примерно такой же долговечностью, как и сама основа карты и, таким образом, способны сохранять аутентифицируемость в неблагоприятных условиях.
На фиг. 6a и 6b показаны схемы, иллюстрирующие изготовление частиц OVDot 61 с использованием сеточного транспортера, применяемого путем распыления 65, 61, 67 для формирования защитной бумаги 63, где частицы OVDot распыляются непосредственно на мокрое бумажное полотно 63, как показано на фиг. 6a, после того, как бумажная суспензия 62 наложена на сеточный транспортер, формирующий бумагу 64. На фиг. 6b показана дополнительная необязательная стадия нанесения покровного лака 71 на бумагу с последующей сушкой 70 для формирования покрытия, фиксирующего частицы OVDot на поверхности. На фиг. 6a и 6b показано, что нанесение частиц OVDot 61 на бумагу для формирования бумаги 63 с защитой OVDot осуществляется по предпочтительной схеме непосредственно на бумагоделательной машине путем распыления частиц 61 непосредственно на мокрое бумажное полотно 62, 64 непосредственно при формировании 64 бумаги. На фиг. 6c показана схема формирования бумаги и частиц OVDot с использованием барабанного процесса изготовления бумаги, опять же, с распылением частиц OVDot на мокрую бумажную суспензию по мере ее формирования. Барабан 612 вращается в емкости с бумажной суспензией 611. По мере того как полотно мокрой бумаги, сформированное на поверхности вращающегося барабана, частично высушивается и затем снимается для формирования полотна мокрой бумаги 614, частицы OVDot 615 распыляются с использованием распылителя 613 для формирования бумажного полотна с частицами OVDot на поверхности и в толще бумаги 616.
На фиг. 7 показано, как частицы OVDot можно включать непосредственно в толщу подходящей пластиковой пленки, например, из поликарбоната, ПЭТ или ПВХ, путем примешивания материала OVDot в загружаемый материал 775 для процесса экструзии 74, 72, который затем экструдируется с использованием шнека 76 в условиях нагрева и давления/натяжения способом, известным в технике, для формирования плоского листа пленки 72, причем, в этом случае, частицы OVDot внедряются в толщу пленки 72.
На фиг. 8 показано, как частицы OVDot можно наносить на горячештампованную фольгу путем нанесения клея 82, 86 на полотно 81 с использованием процесса покрытия валом 82 с последующим распылением частиц OVDot 83, 84 в клей 85 до высушивания клея в туннельной сушилке 87 с использованием распылителя 83. В порядке альтернативного способа нанесение распылением можно заменить выворотным нанесением покрытия контактным способом с использованием частиц OVDot, растворенных в клее, схватывающемся при нагреве. На второй стадии фольга вторично покрывается 81, 82, 86, 87 вторичным покрытием клея, схватывающегося при нагреве, для фиксации частиц OVDot и гарантии переноса частиц OVDot на конечную подложку, например бумагу или пластик.
На фиг. 9 показан альтернативный вариант нанесения частиц OVDot, в этом случае, в системе, предназначенной для добавления частиц в ходе персонализации с использованием принтера с магнитным тонером 91. Частицы OVDot добавляются в резервуар, который может включать в себя связующее вещество тонера 92, 93, барабан 91 намагничивается 94 в соответствии с шаблоном печати, и затем переносит шаблон печати (включающий в себя частицы OVDot) на подложку 911, 99, например бумагу 97, которая затем обрабатывается в условиях нагрева и давления (обычно горячий вал с силиконовым покрытием) для вплавления тонера, активируемого нагревом, в поверхность подложки 99, которая обычно содержит бумагу или пластик, хотя также можно предусмотреть и фольгу. Таким образом, краску с частицами OVDot можно использовать для усиления защиты индивидуальных персонализованных данных на документе и для добавления защитной метки в пункте издания.
Из вышеприведенного описания следует, что изобретение может предусматривать изготовление изделия и соответствующее защитное устройство посредством вышеописанных этапов способа и применение идентификационных микропластин любого типа OVDot или идентификационных микропластин других типов. В частности, изобретение не ограничивается использованием металлических микропластин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ГОЛОГРАФИЧЕСКОЙ ДИФРАКЦИОННОЙ РЕШЕТКИ (ВАРИАНТЫ) И ГОЛОГРАММА | 2004 |
|
RU2375194C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ СВЯЗУЮЩИЙ МАТЕРИАЛ С ИЗМЕНЯЮЩИМИСЯ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2007 |
|
RU2459710C2 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ | 2006 |
|
RU2439235C2 |
| СПОСОБЫ ОБЕСПЕЧЕНИЯ ИЗОБРАЖЕНИЙ НА ПОДЛОЖКЕ | 1999 |
|
RU2207960C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2647442C2 |
| ЗАЩИТНОЕ УСТРОЙСТВО И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2669738C2 |
| ПОЛИМЕРСОДЕРЖАЩЕЕ КОМПОЗИЦИОННОЕ ЗАЩИЩЕННОЕ ИЗДЕЛИЕ | 2019 |
|
RU2706655C1 |
| ПЕРЕВОДНАЯ ПЛЕНКА ДЛЯ НАНЕСЕНИЯ ПОСЛЕДОВАТЕЛЬНОСТИ ДЕКОРАТИВНЫХ СЛОЕВ НА ПОДЛОЖКУ | 2000 |
|
RU2221702C2 |
| ОПТИЧЕСКИ ИЗМЕНЯЮЩИЕСЯ ЗАЩИТНЫЕ НИТИ И ПОЛОСКИ | 2013 |
|
RU2634772C1 |








Изобретение относится к изготовлению и компоновке изделий, содержащих оптическое защитное устройство. Защитное изделие для защиты от подделки, аутентификации и/или отслеживания содержит материал подложки, включающий в себя кодированную топографическую металлическую микропластину, в котором микропластина несет поверхностную рельефную дифракционную структуру, и ее можно аутентифицировать путем проверки с помощью топографического устройства посредством освещения и визуальной проверки с использованием средств увеличения, и которую также можно аутентифицировать путем проверки с увеличением отверстия в металлической микропластине, несущей код аутентификации. Изобретение повышает защищенность ценного документа от подделки. 17 н. и 29 з.п. ф-лы, 12 ил.
1. Защитное изделие для защиты от подделки, аутентификации и/или отслеживания, содержащее материал подложки, включающий в себя, по меньшей мере, одну кодированную голографическую металлическую микропластину, в котором микропластина несет поверхностную рельефную дифракционную структуру, и ее можно аутентифицировать путем проверки с помощью голографического устройства посредством освещения и визуальной проверки с использованием средств увеличения, и которую также можно аутентифицировать путем проверки с увеличением отверстия в металлической микропластине, несущей код аутентификации.
2. Изделие по п.1, в котором, по меньшей мере, одна микропластина включена в поверхность изделия.
3. Изделие по п.1 или 2, в котором, по меньшей мере, одна микропластина включена в тело изделия.
4. Изделие по пп.1 и 2, в котором материал подложки содержит, по меньшей мере, одну из бумаги, защитной бумаги, горячештампованной фольги, горячештампованной фольги HRI, снабженной дифракционным изображением, листа пластика или формуемого материала.
5. Изделие по пп.1 и 2, в котором голографическая металлическая микропластина имеет тело, содержащее никель.
6. Изделие по пп.1 и 2, в котором материал подложки содержит одну из бумаги или защитной бумаги и в котором голографические металлические микропластины распылены на поверхность изделия, содержащего бумажное полотно.
7. Изделие по п.6, формируемое с помощью распылителя, используемого для диспергирования частиц по мокрому бумажному полотну, причем размеры форсунок распылителя и расход распыляемого состава регулируются для обеспечения нужной плотности голографических металлических микропластин при статистической проверке готового изделия.
8. Изделие по пп.1 и 2, в котором материалом подложки является бумага или защитная бумага, и в котором голографические металлические микропластины нанесены путем мокрого покрытия на поверхность устройства.
9. Изделие по п.8, в котором микропластины нанесены в процессе мокрого нанесения покрытия с использованием технологии стержня Мейера, прямой глубокой печати или выворотного нанесения покрытия контактным способом.
10. Изделие по п.9, сформированное с помощью вала для прямой или выворотной глубокой печати, который несет на себе шаблон непрерывной канавки или шаблон тройной спирали, который имеет размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
11. Изделие по п.10, в котором шаг линий вала для нанесения равен обычному максимальному расстоянию между вершинами, которое на 30% превышает размер голографической металлической микропластины.
12. Изделие по пп.1 и 2, в котором подложка содержит горячештампованную фольгу или горячештампованную фольгу, тисненую дифракционным изображением и металлизированную HRI, причем голографические металлические микропластины включены способом покрытия фольги клеем, схватывающимся при нагреве, или лаком, распыления голографических металлических микропластин в клей, схватывающийся при нагреве, и с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины.
13. Изделие по пп.1 и 2, в котором подложка содержит горячештампованную фольгу или горячештампованную фольгу, тисненую дифракционным изображением и металлизированную HRI, причем голографические металлические микропластины включены способом мокрого нанесения покрытия на фольгу клеем, схватывающимся при нагреве, или лаком, в котором покрытие содержит голографические металлические микропластины, с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве, для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используется одна из технологий нанесения покрытия методом прямой глубокой печати, выворотной глубокой печати или выворотного нанесения покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон непрерывной канавки или шаблон тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
14. Изделие по пп.1 и 2, в котором подложка устройства состоит из бумажного или пластикового материала, в поверхность которого включены голографические идентификационные микропластины в процессе переноса горячим штампованием с использованием голографической или гладкой горячештампованной фольги, содержащей голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используется одна из технологий нанесения покрытия прямая глубокая печать, выворотная глубокая печать или выворотное нанесение покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон непрерывной канавки или шаблон тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
15. Изделие по п.14, изготовленное с помощью холодно- или горячештампованной переводной фольги, содержащей голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используется одна из технологий нанесения покрытия: прямая глубокая печать, выворотная глубокая печать или выворотное нанесение покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон непрерывной канавки или шаблон тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
16. Изделие по пп.1 и 2, в котором подложка устройства состоит из пластика, бумаги или фольги, причем голографические металлические микропластины нанесены локально или на все устройство в процессе печати, например ротационной или планшетной трафаретной печати или ротационной глубокой печати.
17. Изделие по п.16, изготовленное с использованием печатной краски, состоящей из голографических металлических микропластин, диспергированных в несущем лаке, обычно для процесса трафаретной печати, подлежащем высушиванию, либо посредством отверждения ультрафиолетовым светом, либо посредством высушивания растворителя или водного раствора.
18. Изделие по пп.1 и 2, в котором голографические металлические микропластины нанесены на подложку в процессе печати магнитным тонером, где магнитно-активный вал притягивает частицы для поверхностного осаждения, причем печатный цилиндр магнитно активен.
19. Изделие по п.18, в котором голографические металлические микропластины включены в локализованные области документа и используются как часть процесса персонализации для обеспечения аутентификации добавления.
20. Изделие по пп.1 и 2, содержащее лист пластикового материала, причем голографические металлические микропластины включены в тело гранул сырьевого пластикового материала до процесса экструзии, и затем включаются в экструдированную пленку путем подвергания пленки процессу экструзии при ее нагреве и растяжении для внедрения голографических металлических микропластин в толщу материала пластиковой карты.
21. Изделие по п.20, содержащее одну из идентификационной карты или кредитной карты и тому подобное.
22. Изделие по пп.1 и 2, содержащее изделие, сформованное из пластика, содержащее голографические металлические микропластины, включенные в гранулы сырья пластикового материала до их совместного инжекционного формования, благодаря чему голографические металлические микропластины включены в толщу формуемого материала для аутентификации сформованного изделия.
23. Изделие по пп.1 и 2, в котором материал подложки содержит текстиль или другой материал на основе ткани.
24. Изделие по пп.1 и 2, в котором отверстие демонстрирует фиксированное кодирование.
25. Изделие по пп.1 и 2, в котором отверстие демонстрирует переменное кодирование.
26. Способ формирования защитного изделия по любому из предыдущих пунктов.
27. Способ изготовления изделия по пп.1-5, в котором материалом подложки является бумага или защитная бумага и в котором голографические металлические микропластины включают в поверхность в процессе распыления голографических металлических микропластин на мокрое бумажное полотно.
28. Способ изготовления изделия по п.6, в котором применяют распылитель для диспергирования частиц по мокрому бумажному полотну, в котором размеры форсунок распылителя и расход распыляемого состава регулируют для обеспечения нужной плотности голографических металлических микропластин.
29. Способ изготовления изделия по любому из пп.1-5, в котором материалом подложки является бумага или защитная бумага, и в котором голографические металлические микропластины включают в поверхность устройства в процессе мокрого нанесения покрытия с использованием технологии нанесения покрытия стержня Мейера, прямой глубокой печати, выворотной глубокой печати или вывороточного нанесения покрытия контактным способом.
30. Способ по п.29, в котором применяют вал для прямой или выворотной глубокой печати, который несет на себе шаблон непрерывной канавки или шаблон тройной спирали, который имеет размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
31. Способ по п.30, в котором шаг линий вала равен обычному максимальному расстоянию между вершинами, которое на 30% превышает размер голографической металлической микропластины.
32. Способ изготовления изделия по любому из пп.1-5, в котором материалом подложки является горячештампованная фольга или горячештампованная фольга, тисненая дифракционным изображением и металлизированная HRI, и в котором голографические металлические микропластины включают способом покрытия фольги или отделяемого покрытия клеем, схватывающимся при нагреве, или лаком, распыления голографических металлических микропластин в клей, схватывающийся при нагреве, с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины.
33. Способ изготовления изделия по любому из пп.1-5, в котором первым материалом подложки является горячештампованная фольга или горячештампованная фольга, тисненая дифракционным изображением и металлизированная HRI, и в котором голографические металлические микропластины включают способом мокрого нанесения покрытия на фольгу клеем, схватывающимся при нагреве, или лаком, в котором покрытие содержит голографические металлические микропластины, с последующим вторичным покрытием вторым слоем клея, схватывающегося при нагреве, для вторичного покрытия частиц для гарантии переноса для формирования переводной фольги, содержащей голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используют одну из технологий нанесения покрытия: прямую глубокую печать, выворотную глубокую печать или выворотное нанесение покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон непрерывной канавки или шаблон тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность подложки.
34. Способ изготовления изделия по любому из пп.1-5, в котором подложка устройства состоит из бумажного или пластикового материала, включающий в себя этап, на котором включают голографические идентификационные микропластины в поверхность в процессе переноса горячим штампованием с использованием голографической или обычной горячештампованной фольги.
35. Способ по п.34, в котором используют холодно- или горячештампованную переводную фольгу, содержащую голографические металлические микропластины, в котором в первом процессе мокрого нанесения покрытия используют одну из технологий нанесения покрытия: прямую глубокую печать, выворотную глубокую печать или выворотное нанесение покрытия контактным способом, где гравированный вал для нанесения покрытия несет на себе шаблон непрерывной канавки или шаблон тройной спирали, имеющий размер отверстия, достаточный, чтобы голографические металлические микропластины могли проходить через них на поверхность основы.
36. Способ изготовления изделия по любому из пп.1-5, в котором подложка устройства состоит из пластика, бумаги или фольги, и голографические металлические микропластины наносят локально или на все устройство в процессе печати, например ротационной или планшетной трафаретной печати или ротационной глубокой печати.
37. Способ по п.36, в котором используют печатную краску, состоящую из голографических металлических микропластин, рассеянных в несущем лаке для процесса трафаретной печати, подлежащем высушиванию либо посредством отверждения ультрафиолетовым светом, либо посредством высушивания растворителя или водного раствора.
38. Изделие по любому из пп.1-5, изготовленное с нанесением голографических металлических микропластин на подложку в процессе печати магнитным тонером.
39. Изделие по п.38, в котором голографические металлические микропластины включают в локализованные области документа и используют как часть процесса персонализации для обеспечения дополнительной достоверности.
40. Способ изготовления изделия по любому из пп.1-5, причем изделие состоит из листа пластикового материала, включающий в себя этап, на котором включают голографические металлические микропластины в тело гранул сырьевого пластикового материала до процесса экструзии и которые затем включают в экструдированную пленку путем подвергания пленки процессу экструзии при ее нагреве и растяжении для внедрения голографических металлических микропластин в толщу материала пластиковой карты.
41. Способ изготовления изделия по любому из пп.1-5, причем изделие сформовано из пластика, содержащего голографические металлические микропластины, включающий в себя этап, на котором включают голографические металлические микропластины в гранулы сырья пластикового материала до их совместного инжекционного формования, таким образом, включая голографические металлические микропластины в толщу формуемого материала для аутентификации сформованного изделия.
42. Защищенное изделие, содержащее изделие по любому из пп.1-3, в котором размер голографических металлических микропластин составляет от 50 нм до 1 мм.
43. Защищенное изделие, содержащее изделие по любому из пп.1-5, которое можно аутентифицировать путем машинного обследования признака, считываемого с помощью лазерного устройства проверки.
44. Защитное устройство, содержащее изделие, изготовленное согласно способу по любому из пп.27-41.
45. Горячештампованная фольга, сформированная посредством способа по любому из пп.27-41 и включающая в себя идентификационные микропластины OVDot.
46. Устройство на основе горячештампованной фольги, сформированное посредством способа по любому из пп.27-41 и включающее в себя идентификационные микропластины OVDot.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| RU 2004104348 A, 27.03.2005 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ получения ацетона | 1940 |
|
SU62463A1 |

