Изобретение относится к дутьевой фурме для шахтных печей, в частности доменных печей или вагранок с горячим дутьем согласно ограничительной части п.1 формулы изобретения.
Дутьевые фурмы такого типа, изготовленные большей частью из отлитых из меди или медных сплавов деталей и охлаждаемые водой, широко применяются для подачи горячего воздуха с целью обеспечения эффективной работы шахтной печи. В случае доменной печи температура горячего дутья составляет примерно от 700 до 1300oС при давлении от 2,5 до 5,5 бар. При этом сильной нагрузке подвергается не только внутренняя оболочка дутьевой фурмы, но в особенности, передняя часть. С увеличением износа огнестойкой обмуровки шахтной печи и тем самым обнажении передней части дутьевой фурмы оболочка подвергается сильному воздействию жидких фаз расплава, например чугуна, шлака, частично уменьшившихся шихтовых веществ и цинка, а также абразивному действию кокса и/или дутья. Чтобы при таком экстремальном нагружении обеспечить необходимый срок службы, нужно поддерживать температуру дутьевой фурмы на допустимом уровне путем интенсивного охлаждения протекающей через нее охлаждающей средой, преимущественно охлаждающей водой. Кроме того, нужно при помощи подходящих мер минимизировать износ наружной поверхности дутьевой фурмы, вызванный коррозионным действием жидких фаз расплава и абразивным действием.
Из DE-OS 3505968 известна дутьевая фурма для шахтной печи. В этой конструкции на основании закреплен полый корпус с двойными стенками, состоящий из внутренней и наружной оболочек и соединенной с ними передней части. Полость, образованная между внутренней и наружной оболочками, разделена расположенной в передней области промежуточной стенкой на предварительную камеру и примыкающую к ней главную камеру. Расположенный в основании подвод для охлаждающей среды проходит в виде трубы через главную камеру и промежуточную стенку до входа в предварительную камеру. Промежуточная стенка имеет несколько отверстий, так что охлаждающая среда может перетекать обратно из предварительной камеры в главную камеру. Оттуда она вытекает через имеющиеся в основании отверстия в кольцевую камеру, снабженную соединительным элементом для слива.
Недостаток этой конструкции состоит в том, что дутьевая фурма охлаждается только одной системой циркуляции охлаждающей среды, и при отказе охлаждения или при возникновении неплотностей в дутьевой фурме и требующемся при этом, как правило, принудительном дросселировании потока охлаждающей воды, она нагружается настолько сильно, что быстро разрушается со всеми вытекающими из этого отказами и опасностями. Следующий недостаток состоит в том, что в некоторых местах охлаждающая вода не проходит, так что возникают завихрения, которые способствуют образованию пузырей пара; тем самым отвод тепла в этих местах сильно снижается. В крайнем случае это может привести к локальному расплавлению и соответственно к порче дутьевой фурмы.
Из US 2735409 известна усовершенствованная дутьевая фурма, полый корпус которой разделен на расположенную в передней части предварительную камеру и примыкающую к ней главную камеру, причем предварительная и главная камеры гидравлически полностью отделены друг от друга и имеют отдельные циркуляционные контуры охлаждающей среды с собственными соединительными элементами. Циркуляционный контур охлаждения главной камеры состоит из плотно намотанной по спирали трубки, образующей наружную оболочку, а циркуляционный контур охлаждения предварительной камеры состоит из двух параллельно расположенных прямых трубок, которые входят в U-образный кольцевой канал передней части. В первом варианте выполнения внутренняя оболочка выполнена в виде гладкой конической трубы, а обе прямые трубки предварительной камеры расположены между внутренней и наружной оболочками. Во втором варианте выполнения внутренняя оболочка тоже образована плотно намотанной по спирали трубкой. Передняя часть выполнена в виде отдельной детали и соединена с торцевой стороны с внутренней и наружной оболочками либо через анкер с задним соединительным элементом, либо непосредственно сварным швом.
Недостатками этой известной фурмы, обусловленными конструктивными соображениями, являются очень маленькие и имеющие невыгодную поперечную форму (прямоугольник) охлаждающие каналы в области главной камеры, а также очень малые поперечные сечения подводов к предварительной камере. Обусловленное уменьшением поперечного сечения и увеличением отличия его фурмы от круглой сверхпропорциональное снижение объемного потока охлаждающей среды как в предварительной, так и в главной камерах приводит к существенному ухудшению охлаждения. Другой недостаток состоит в том, что, в соответствии с описанием в упомянутом источнике, поперечное сечение охлаждающего канала в предварительной камере должно быть таким же малым, как охлаждающего канала в главной камере. Поэтому, исходя из фурмы поперечного сечения, получается прямоугольный охлаждающий канал предварительной камеры с очень невыгодным соотношением сторон и соответственно плохим охлаждением. К недостаткам также относится вход подводящих каналов в охлаждающий канал предварительной камеры, так как это означает высокое гидравлическое сопротивление в данном циркуляционном контуре охлаждения, результатом чего является малый объемный поток или малая скорость охлаждающей среды в предварительной камере и вызванное этим худшее охлаждение. Общая конструкция очень дорога в изготовлении и имеет много проблем в отношении уплотнений, которые не решены. Не решена также проблема внешнего воздействия на главную камеру известной дутьевой фурмы стекающих жидких фаз расплава в доменной печи.
Задачей данного изобретения является создание дутьевой фурмы описанного выше типа, которая при приемлемых затратах на изготовление имеет, благодаря чрезвычайно эффективному охлаждению сильно термически нагруженной передней части, несравнимо большую долговечность и тем самым меньшие эксплуатационные расходы, а также обеспечивает благоприятный режим работы оснащенной этой формой шахтной печи, без существенного изменения количества используемой охлаждающей воды и разности давлений. Дальнейшая задача состоит в том, чтобы путем придания дутьевой фурме соответствующей геометрии как можно лучше защитить ее от стекающих жидких фаз расплава в шахтной печи и снабдить чрезвычайно эффективным охлаждением также и главную (заднюю) камеру, которая, как правило, не очень сильно термически нагружена, не изменяя существенно количества используемой охлаждающей воды и разности давлений, а также непосредственно связанные с ними эксплуатационные расходы на охлаждающую воду.
Эта задача решена с помощью признаков, указанных в п.1 формулы изобретения. Целесообразные усовершенствования являются предметами зависимых пунктов формулы.
Согласно изобретению, предусмотрено образование наружной оболочки выполненным в виде цельной детали, симметричным в поперечном сечении относительно вертикальной оси основным корпусом, который спереди плавно переходит в переднюю часть. Внутренняя оболочка образована конической вваренной деталью, которая образует внутреннюю оболочку спирального охлаждающего канала главной камеры. Другим важным признаком является расположение каналов, снабжающих переднюю часть охлаждающей средой, в зоне дутьевой фурмы, положение которой соответствует числу 12 на циферблате часов, и, относительно ее продольной оси, вне первоначального поперечного сечения главной камеры. Предлагаемое расположение охлаждающих каналов предварительной камеры учитывает разное нагружение дутьевой фурмы в направлении по ее периферии. Как было установлено, дутьевая фурма в зоне, положение которой соответствует числу 12 на циферблате часов, нагружена больше, чем в боковых зонах. Благодаря интенсивному охлаждению этой нагруженной зоны существенно повышается долговечность дутьевой фурмы. Циркуляционный контур охлаждающей среды главной камеры может быть по выбору либо выполнен в виде двухходового спирального охлаждающего канала, либо может быть снабжен спиральным охлаждающим каналом и прямым каналом, расположенным в зоне, положение которой соответствует числу 6 на циферблате часов. Прямой, параллельный продольной оси дутьевой фурмы и не имеющий выступов охлаждающий канал расположен относительно продольной оси дутьевой фурмы вне первоначального поперечного сечения ее главной камеры, а соединительные элементы для подвода и отвода расположены вблизи соединительных элементов предварительной камеры в зоне, положение которой соответствует числу 12 на циферблате часов. Расположение прямого охлаждающего канала в зоне дутьевой фурмы, положение которой соответствует числу 6 на циферблате часов, учитывает разное нагружение дутьевой фурмы в направлении ее периферии. Дутьевая фурма нагружена сильнее, чем в боковых зонах, не только в зоне, положение которой соответствует числу 12 на циферблате часов, но и в зоне, положение которой соответствует числу 6 на циферблате часов. Благодаря интенсивному охлаждению также и этой зоны срок службы дутьевой фурмы дополнительно повышается.
Как было сказано выше, согласно изобретению, подводящие и отводящие каналы для предварительной камеры, а также отводящий канал главной камеры выведены из области первоначального поперечного сечения главной камеры, а именно проходят каждый вне главной камеры в радиальном направлении относительно продольной оси дутьевой фурмы. Благодаря этому в охлаждающем канале главной камеры отсутствуют сужения поперечного сечения из-за подводящих и отводящих каналов. Поэтому в главной камере создаются оптимальные условия протекания охлаждающей среды с максимально возможными скоростями. Далее, все указанные каналы имеют почти постоянное поперечное сечение по своей длине, а участки, на которых имеет место необходимое изменение поперечного сечения в области соединительных элементов, а также изменение направления с малым радиусом, получаются скругленными и без уступов.
Благодаря этим мерам в главной камере достигаются скорости течения охлаждающей среды, которые по меньшей мере в два раза выше, чем в известных конструкциях. Это достигается вследствие устранения мертвых зон, участков завихрения, участков дросселирования, мест подпора, а также благодаря возможности оптимального выполнения фурмы поперечного сечения охлаждающих каналов (круглые, трапециевидные) и размеров поперечного сечения их отдельных участков. Возможность оптимального выполнения подводящих и отводящих каналов для предварительной камеры позволяет при неизменной разности давлений в ней существенно увеличить скорости течения. Если далее обеспечить, чтобы вследствие сбалансированного соотношения мощности насоса и поперечного сечения канала достигались требуемые высокие скорости течения, то благодаря этому также подавляется образование пузырьков пара. При имеющейся в наличии низкой разности давлений, например 2 бар, для охлаждения сильно нагруженной предварительной камеры требуется скорость течения не менее 10 м/с, а для главной камеры - не менее 6 м/с. Предлагаемая конструкция дутьевой фурмы пригодна как для предварительной камеры с только одним кольцевым каналом, так и для более длинных предварительных камер со спиральным каналом.
Однако, как уже было указано, дутьевая фурма нагружена не только термически, но и химически и механически, в особенности, если износ огнезащитной обмуровки шахтной печи достиг определенной степени. В этой связи целесообразно, чтобы поперечное сечение дутьевой фурмы в зоне, положение которой соответствует числу 12 на циферблате часов, было выполнено в виде крыши. Преимущество такого варианта состоит в том, что падающие или капающие на дутьевую форму вещества могут легко соскальзывать или стекать. Это, в частности, должно уменьшить нежелательный контакт жидкого цинка, чугуна или шлака с изготовленной из меди или медного сплава дутьевой формой. Так как цинк реагирует с медью, толщина медных стенок уменьшается вследствие химической коррозии.
Дутьевая фурма, согласно изобретению, поясняется подробнее на примере ее выполнения со ссылками на чертежи, на которых
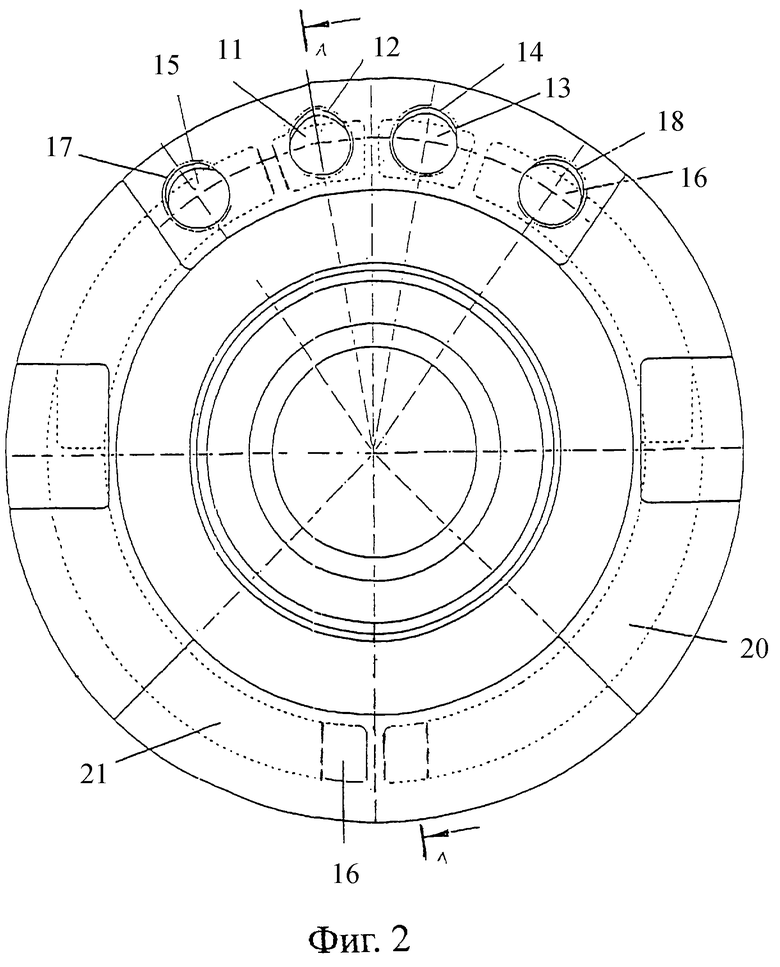
фиг. 1 изображает продольный разрез дутьевой фурмы согласно изобретению по линии А-А на фиг.2,
фиг.2 - вид сбоку в направлении Х на фиг.1 и
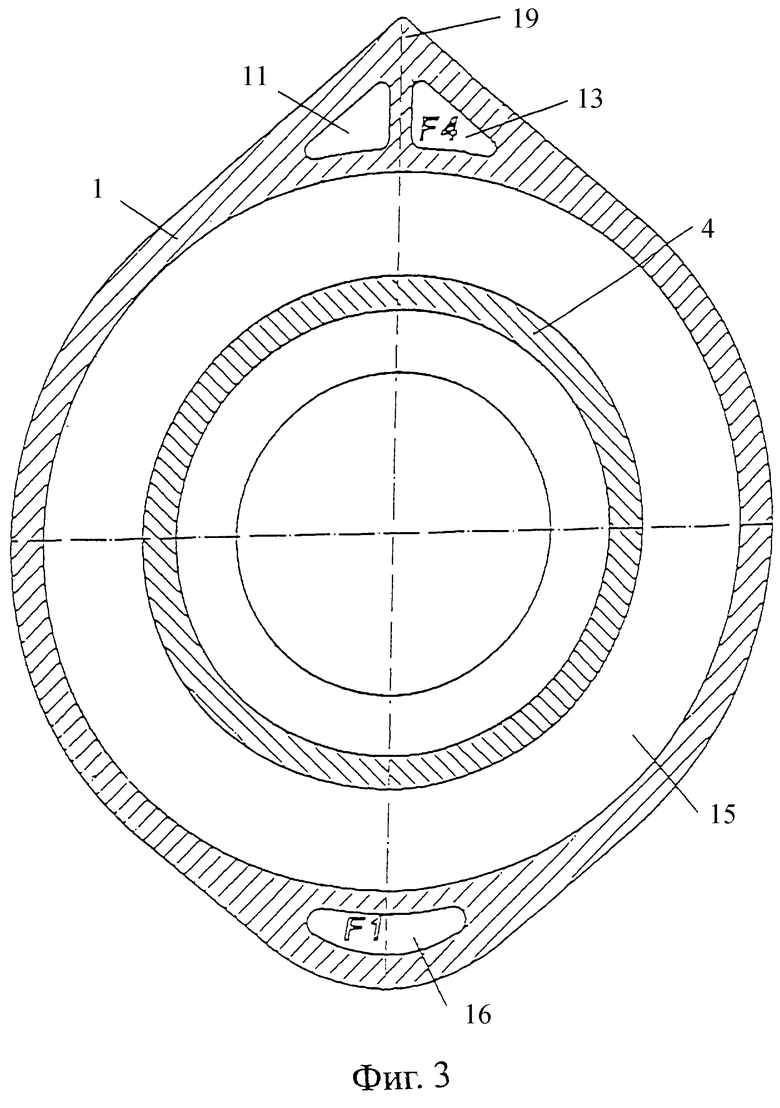
фиг.3 - разрез по линии В-В на фиг.1.
Дутьевая фурма, согласно изобретению, состоит из образующего наружную оболочку 2 основного корпуса 1 и образующей внутреннюю оболочку 3 вваренной детали 4. Расположенная между наружной 2 и внутренней 3 оболочками полость закрыта с передней стороны передней частью 5, которая сильно нагружена термически. Со стороны входа основной корпус имеет входной участок 6 в форме двойного конуса. В этот входной участок вставлены сопла фурменного рукава (не показан). На верхней части внутренней оболочки 3 расположен изображенный схематично огнеупорный слой. Торцевая поверхность передней, части 5 снабжена броней 8 для защиты от механических повреждений и износа. Полость, заполняемая охлаждающей средой, разделена известным образом на предварительную камеру 9 и главную камеру 10. Обе камеры 9 и 10 гидравлически полностью отделены друг от друга и подключены к отдельным циркуляционным контурам охлаждения.
На фиг.1, изображающей разрез по линии А-А на фиг.2, в верхней части дутьевой фурмы виден подводящий канал 11 для предварительной камеры 9. Со стороны входа подводящий канал 11 снабжен соединительным элементом 12 в виде резьбового участка, в который может ввинчиваться подводящая труба (не показана). Подводящий канал 11 переходит затем в предварительную камеру 9, которая образована кольцевым каналом 22, расположенным поперек подводящего канала 11. Вместо одного кольцевого канала может быть предусмотрен спиральный канал, имеющий несколько витков.
На фиг. 2 видно, что в зоне дутьевой фурмы, положение которой соответствует числу 12 на циферблате часов, параллельно подводящему каналу 11 расположен отводящий канал 13 для предварительной камеры 9. Он также снабжен расположенным с торцевой стороны соединительным элементом 14 в виде резьбового участка, в который может быть ввинчена отводящая труба (не показана). Расположение обоих каналов 11, 13 особенно хорошо видно на фиг.3.
Для того, чтобы охлаждающая среда подавалась эффективно, с точки зрения гидродинамики, также и в главную камеру 10, она имеет спиральный охлаждающий канал 15. Внутренняя оболочка этого охлаждающего канала образована внутренней оболочкой 4. Подвод в главную камеру 10 и отвод из нее охлаждающей среды осуществляются в зоне, положение которой соответствует числу 11 или 1 на циферблате часов, вблизи соединительных элементов 12, 14 для предварительной камеры 9. За подводящим соединительным элементом 18, расположенным в зоне, положение которой соответствует числу 1 на циферблате часов, охлаждающая среда подается в направлении по часовой стрелке через имеющий форму полуокружности канал 20 (на фиг. 2 показан штриховыми линиями) на входном участке 6 в фурме двойного конуса вниз в зону, положение которой соответствует числу 6 на циферблате часов, и входит там в спиральный охлаждающий канал 15. После прохождения спирального охлаждающего канала 15 охлаждающая среда поступает в отводящий канал 16, который расположен также в зоне, положение которой соответствует числу 6 на циферблате часов, непосредственно перед предварительной камерой 9, под спиральным охлаждающим каналом 15 и который отводит охлаждающую среду назад на входной участок 6 в фурме двойного конуса. На входном участке 6 в фурме двойного конуса охлаждающая среда снова направляется в имеющем форму полуокружности канале 21 (на фиг.2 изображен штриховыми линиями) вверх в зону, положение которой соответствует числу 11 на циферблате часов, к отводящему соединительному элементу 17. С торцевой стороны оба охлаждающих канала 15, 16 для главной камеры 10 также снабжены резьбовыми участками 17, 18, в которые ввинчиваются подводящие или отводящие трубы. Подводящие и отводящие соединительные элементы 12, 14, 17, 18 как для предварительной камеры, так и для главной камеры выполнены заменяемыми, что не ухудшает требуемой интенсивности охлаждения.
Согласно изобретению, охлаждающие каналы 11, 13 для предварительной камеры 9 или кольцевой канал 22 имеют примерно одинаковое поперечное сечение, которое меньше, чем поперечные сечения F1, F2 охлаждающих каналов 15, 16 главной камеры, т.е.
F4=F5<F1=F2.
Участки, где происходит изменение поперечного сечения каналов и изменение их направления с малым радиусом, сильно скруглены, что предотвращает образование завихрений или мертвых зон.
На дополнительное химическое и механическое нагружение дутьевой фурмы сильно влияет ее геометрическая форма. Полый корпус выполнен коническим с сужением в направлении к шахтной печи, причем хорошие результаты были получены при значении половины угла конуса в пределах 12-14o. Следует отметить действующее аналогично образование 19 в виде крыши в зоне дутьевой фурмы, положение которой соответствует числу 12 на циферблате часов. Благодаря этому падающие или капающие на дутьевую форму вещества шахтной печи или загрузочного материала могут легко соскальзывать или стекать в стороны и в направлении к середине шахтной печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Дутьевая фурма доменной печи | 1979 |
|
SU817055A1 |
| Дутьевая фурма доменной печи | 1989 |
|
SU1766961A1 |
| Дутьевая фурма доменной печи | 1981 |
|
SU998509A1 |
| Многокамерная дутьевая фурма доменной печи | 1982 |
|
SU1059004A1 |
| Дутьевая фурма доменной печи | 1980 |
|
SU908811A1 |
| УСТРОЙСТВО ДЛЯ ВДУВАНИЯ ПЫЛЕВИДНОГО УГЛЯ В МЕТАЛЛОПРИЕМНИК ДОМЕННОЙ ПЕЧИ | 1993 |
|
RU2103375C1 |
| Фурменный прибор доменной печи | 1981 |
|
SU986928A1 |
| Дутьевая фурма доменной печи | 1979 |
|
SU850667A1 |
| Фурменный прибор доменной печи | 1981 |
|
SU992587A1 |
| Фурма доменной печи | 1982 |
|
SU1044636A1 |
Изобретение относится к металлургии, в частности к дутьевой фурме для шахтных печей. Фурма включает конический полый корпус с внутренней и наружной оболочками и соединяющей их передней частью, через внутреннюю оболочку подается подводимый к шахтной печи горячий воздух, а через полость, образованную внутренней и наружной оболочками, протекает поток охлаждающей среды, причем полость в каждом случае разделена на расположенную в передней части предварительную камеру и примыкающую к ней главную камеру, которые гидравлически полностью отделены одна от другой и имеют каждая отдельный циркуляционный контур охлаждающей среды с собственными соединительными элементами. Наружная оболочка образована выполненным в виде цельной детали, симметричным в поперечном сечении относительно вертикальной оси основным корпусом, который спереди плавно переходит в переднюю часть, внутренняя оболочка образована конической деталью, каналы, подводящие к передней части и отводящие от нее охлаждающую среду, расположены в зоне дутьевой фурмы, положение которой соответствует числу 12 на циферблате часов, и относительно продольной оси дутьевой фурмы вне исходного поперечного сечения ее главной камеры. Использование изобретения обеспечивает меньшие эксплуатационные расходы при увеличении долговечности устройства. 11 з.п.ф-лы, 3 ил.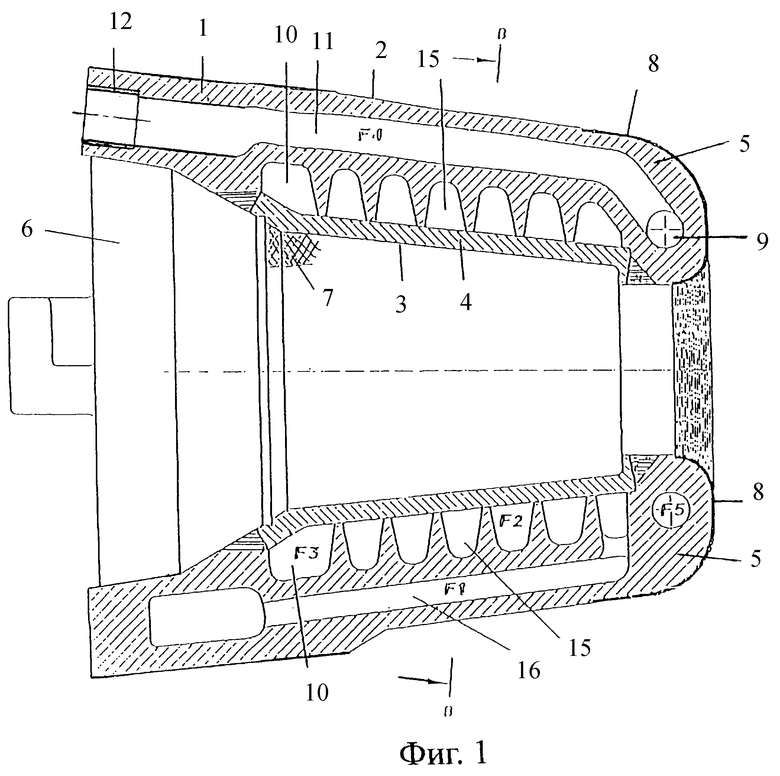
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОЙ ПЛИТЫ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2016 |
|
RU2735409C2 |
| US 3601384 А, 24.08.1971 | |||
| US 3572675 А, 30.03.1971 | |||
| ПОЛИМЕРНЫЙ СОСТАВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2245349C2 |
| Фурма доменной печи | 1987 |
|
SU1447855A1 |
| Фурма доменной печи | 1981 |
|
SU1027216A1 |

