Изобретение относится к системе крепежных элементов для крепления стянутых ленточными хомутами жгутов или пучков, а также к способу последовательного расположения в ряд таких крепежных элементов, при этом ленточные хомуты предпочтительно предназначены для стягивания или скрепления собранных в жгуты проводов, трубок и иных длинномерных предметов. Замковые соединители ленточных хомутов в этом случае могут быть выполнены либо за одно целое с передним концом ленточного хомута, либо в виде отдельной детали, соединяемой, как в описанном в EPS 0565968 обвязочном устройстве, со свободным концом непрерывно подаваемой с рулона ленты для ленточных хомутов.
Известная технология скрепления жгута проводов ленточным хомутом состоит в том, что жгут проводов обматывают ленточным хомутом, свободный конец которого вставляют в замковый соединитель и который затем затягивают до упора, при этом для крепления жгута проводов на несущем элементе необходимо использовать отдельный крепежный пластмассовый элемент, описанный, например, в DE 9401448 U1. Подобный крепежный элемент имеет фиксирующее ушко, сквозь которое с геометрическим замыканием пропускают ленточный хомут, при этом после вдевания ленточного хомута и его затягивания до упора крепежный элемент крепят его крепежной пластинкой на имеющем соответствующую форму несущем элементе. Недостаток такой технологии состоит в том, что вдевание ленточного хомута в фиксирующее ушко и позиционирование этого ленточного хомута в ушке осуществляется вручную с помощью штыря, а эта операция в свою очередь не только связана с высокими затратами времени и поэтому является дорогостоящей, но и требует наличия у рабочего определенной ловкости и сноровки.
Помимо этого, при применении обвязочных устройств, в которых для обвязки жгутов проводов ленточными хомутами используются бесконечные ленты и предусмотрена автоматическая подача замковых соединителей, приходится сталкиваться с трудно разрешимой проблемой, связанной с необходимостью до или после обвязывания жгута проводов пропускать ленточный хомут сквозь фиксирующее ушко крепежного элемента. При этом для позиционирования крепежных элементов в определенном положении и для их подачи к выходному отверстию для ленты обвязочного устройства необходимы также так называемые вибротранспортеры с соответствующими подводящими каналами, что ведет к дополнительному удорожанию такого устройства.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача выполнить крепежные элементы и соединить их друг с другом таким образом, чтобы обеспечить их подачу в определенном положении на технологическую операцию, осуществляемую в обвязочном устройстве, с экономически приемлемыми затратами.
Указанная задача решается согласно изобретению в основном за счет указанного в п. 1 формулы изобретения выполнения крепежных элементов и их отрывного соединения с литниковыми полосками, которые в автоматизированном процессе служат для подачи крепежных элементов на технологическую операцию, т. е. служат в качестве транспортировочных полосок. В результате создается возможность подавать крепежные элементы в обвязочное устройство единой цепочкой в оптимальном для их последующего использования положении и после отделения от литниковых полосок устанавливать их в соответствующее положение, оптимальное для продевания ленточного хомута.
С целью дополнительно оптимизировать автоматизированную подачу крепежных элементов в обвязочное устройство в зависимых пунктах формулы изобретения указаны дополнительные средства, часть которых позволяет повысить эффективность подачи крепежных элементов за счет придания литниковым полоскам определенной формы, а другая часть позволяет при литье под давлением в литьевой форме соединять в цепочку произвольной длины несколько секций расположенных последовательно в ряд крепежных элементов и затем благодаря этому сматывать их в рулон, обеспечивая тем самым большой запас крепежных элементов.
Следует отметить, что из DE 4105460 С2 уже известен способ последовательного расположения в ряд ленточных хомутов в виде так называемой "грозди", которая предназначена для использования в обвязочном устройстве и в которой концы отдельных ленточных хомутов соединены с одной стороны друг с другом методом литья под давлением. Однако при этом расположенные последовательно в продольном направлении ленточные хомуты сплавляют друг с другом по концам в литьевой форме, из-за чего затем каждый ленточный хомут после его установки приходится снова отделять в обвязочном устройстве от следующего хомута.
В отличие от этого сплавленные друг с другом на концах литниковые полоски служат согласно изобретению исключительно лишь в качестве вспомогательного транспортировочного приспособления для автоматической подачи последовательно расположенных в ряд крепежных элементов и при скреплении жгутов проводов ленточными хомутами сами не используются.
Ниже изобретение более подробно поясняется на примере двух вариантов его выполнения со ссылкой на прилагаемые чертежи, на которых показано:
на фиг.1 - вид сверху нескольких крепежных элементов, соединенных друг с другом соединительными перемычками и литниковыми полосками и имеющих ножку, вставляемую в круглое отверстие,
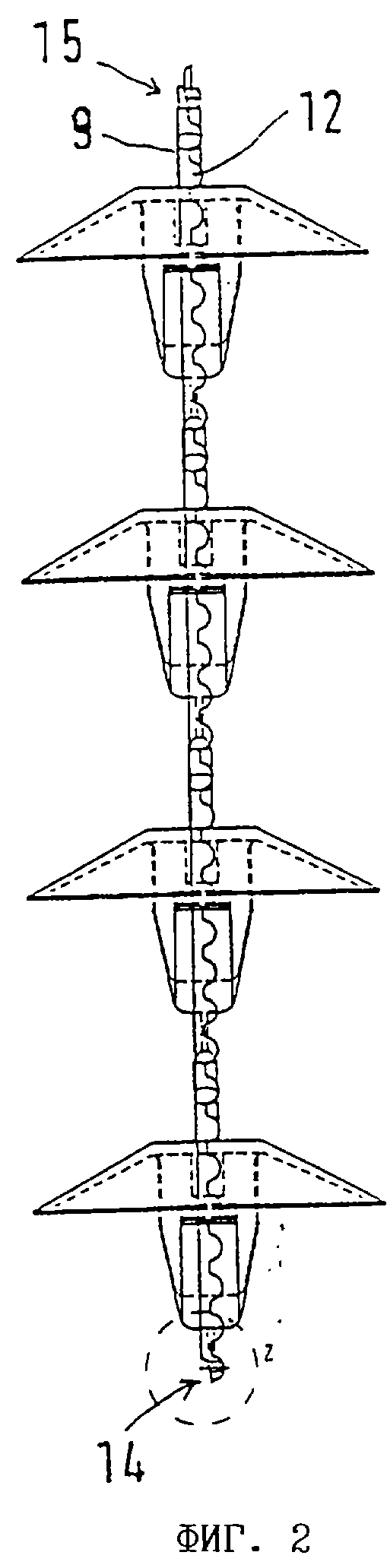
на фиг.2 - вид сбоку того же ряда крепежных элементов,
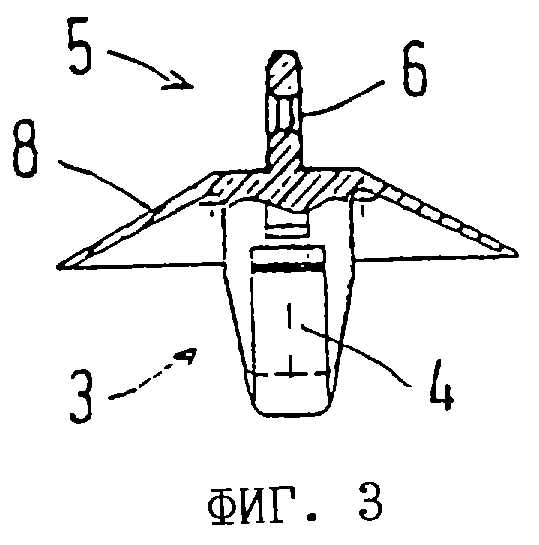
на фиг. 3 - вид сбоку отдельного крепежного элемента с местным разрезом фиксирующего ушка и буртика,
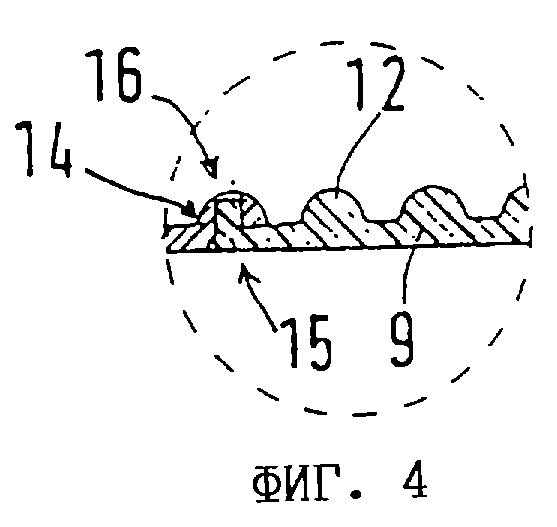
на фиг. 4 - увеличенное изображение соединенных друг с другом и имеющих ступенчатые уступы концов двух последовательных литниковых полосок,
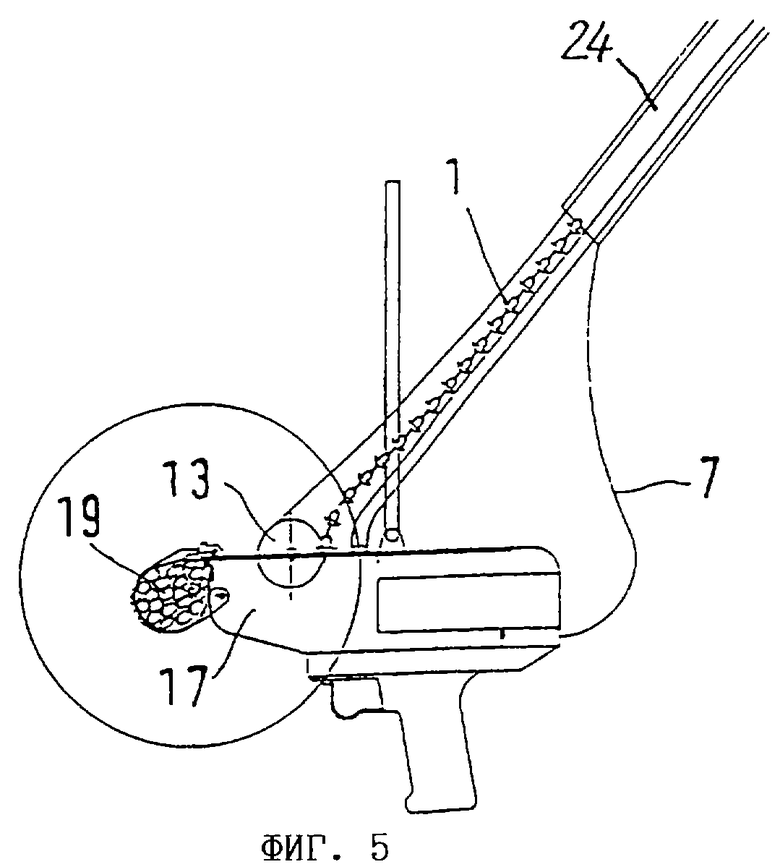
на фиг.5 - схематичное изображение обвязочного устройства для стягивания жгута проводов хомутами с лентонаправляющими скобами и автоматической подачей последовательно расположенных в ряд крепежных элементов,
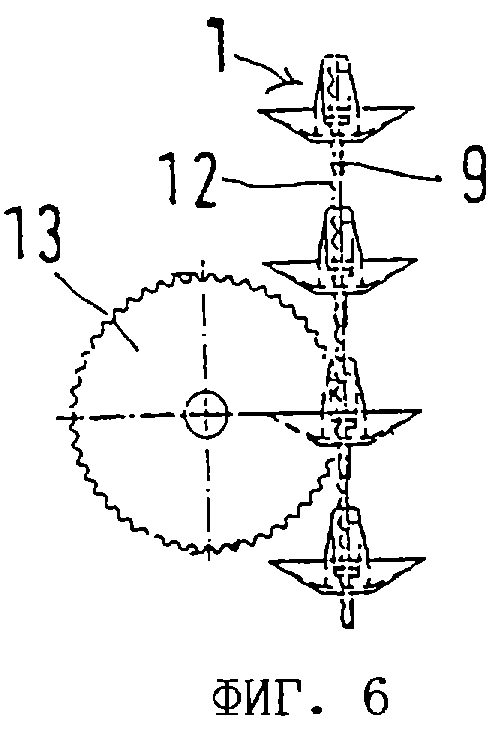
на фиг.6 - зубчатый привод для реечного профиля литниковых полосок,
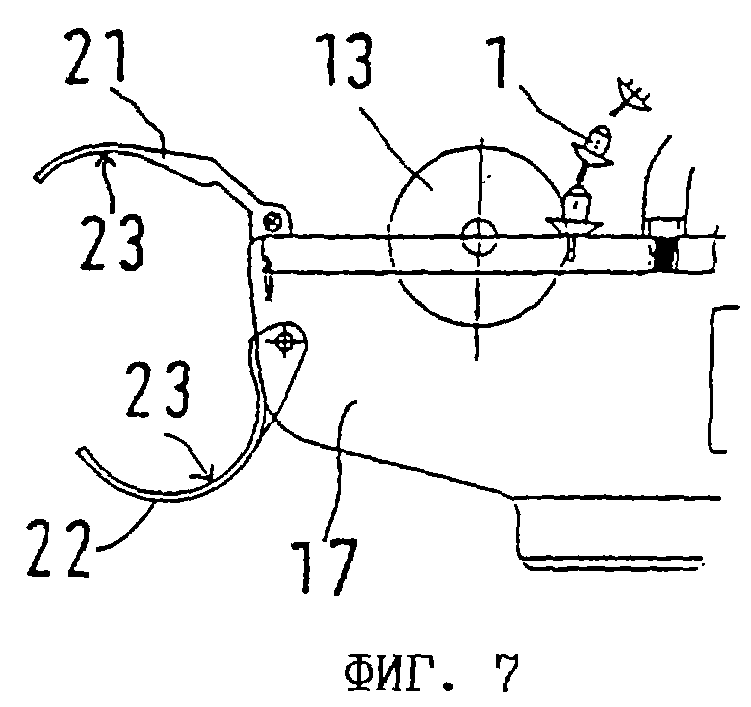
на фиг.7 - увеличенное изображение головки обвязочного устройства с раскрытыми лентонаправляющими скобами,
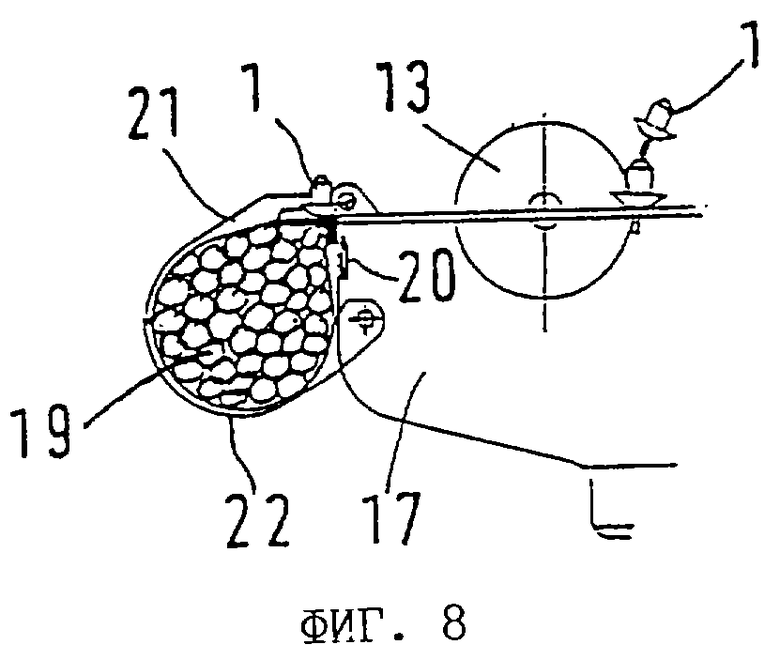
на фиг. 8 - увеличенное изображение головки с закрытыми лентонаправляющими скобами и вставленным в них жгутом проводов, а также с расположенным рядом с замковым соединителем подготовленным крепежным элементом,
на фиг. 9 - вид сбоку замкнутого ленточного хомута с установленным на образованной им петле крепежным элементом,
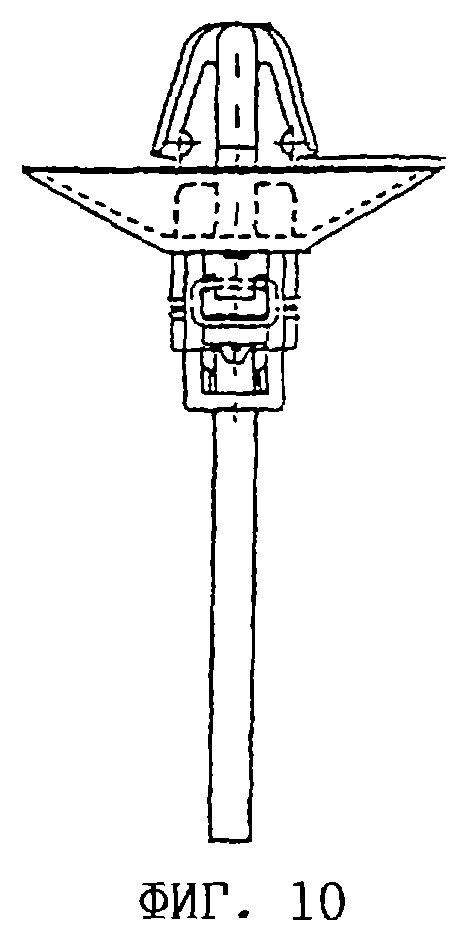
на фиг.10 - вид спереди ленточного хомута с крепежным элементом,
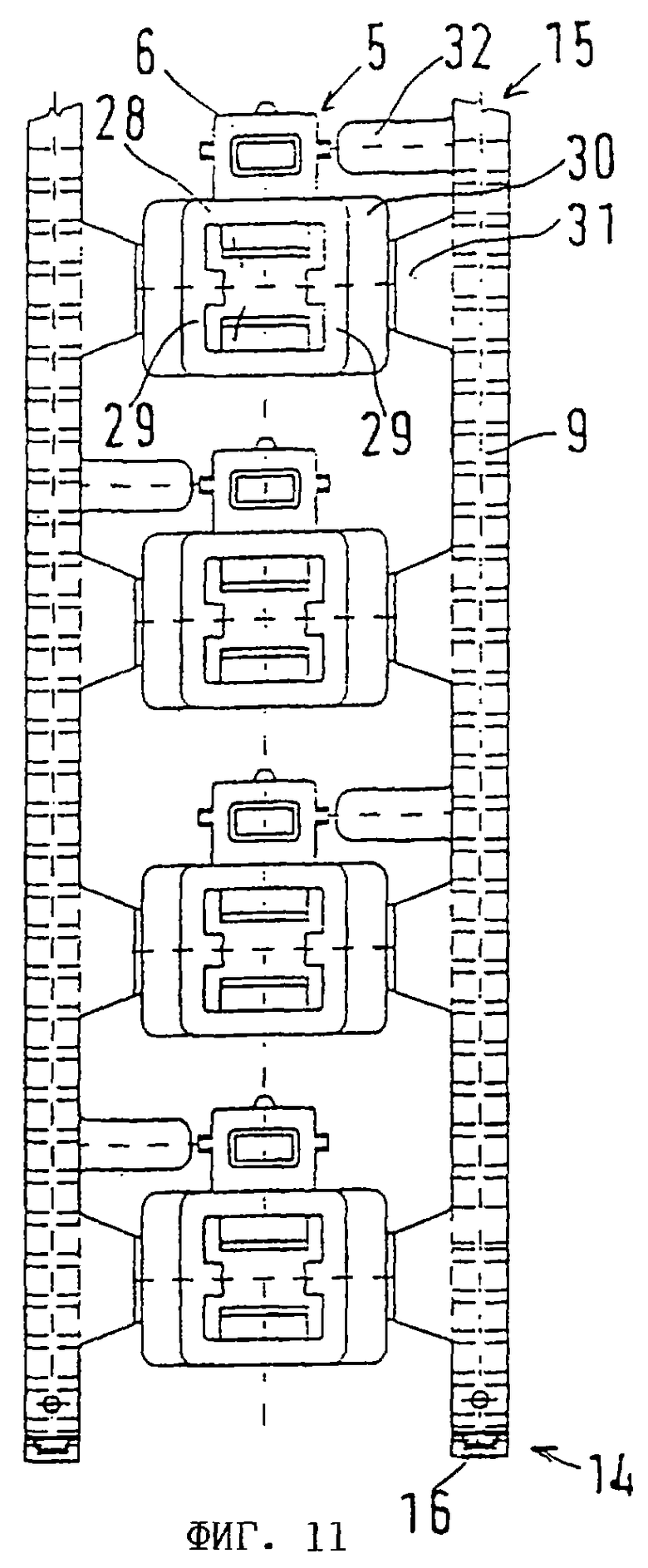
на фиг.11 - вид сверху другого варианта выполнения изобретения с крепежными элементами, предназначенными для крепления шпильками и соединенными вместе только литниковыми полосками,
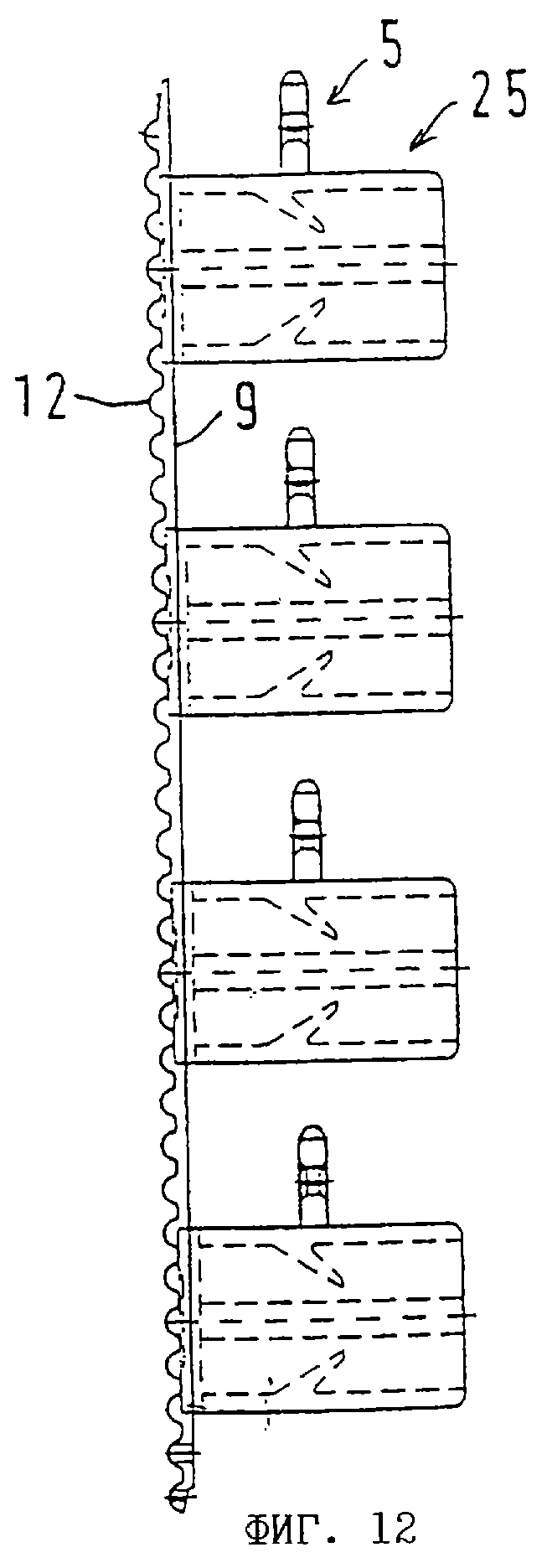
на фиг. 12 - вид сбоку того же ряда соединенных вместе крепежных элементов,
на фиг.13 - литниковая полоска и литниковые перемычки в сечении и
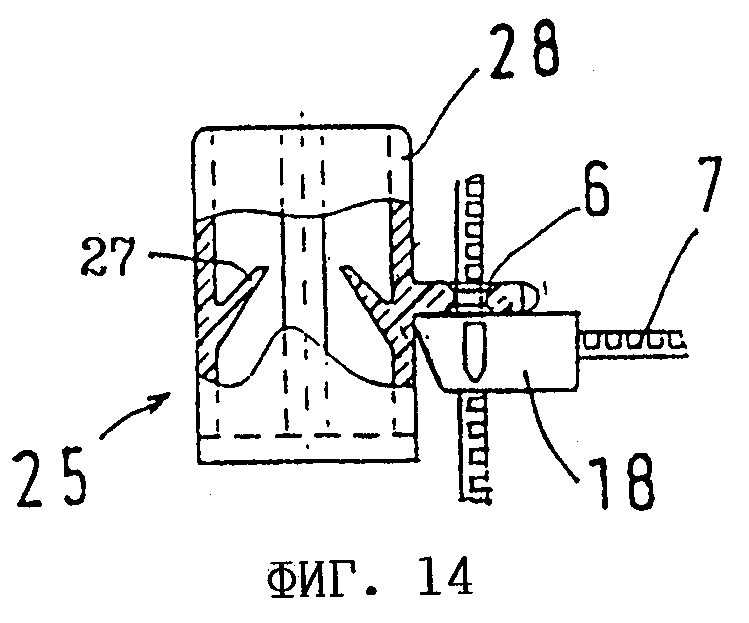
на фиг.14 - замкнутый ленточный хомут с установленным на образованной им петле крепежным элементом в виде сбоку аналогично фиг.9.
На фиг. 1 и 2 показано несколько пластмассовых крепежных элементов 1, расположенных последовательно в ряд и соединенных друг с другом отрывными соединительными перемычками 2. Каждый соединительный элемент 1 имеет при этом крепежную ножку 3 с разжимными пружинящими лапками 4 для крепления в отверстии несущей пластины, а также головку 5 с прямоугольным в сечении фиксирующим ушком 6, сквозь которое с геометрическим замыканием продевается ленточный хомут 7. Между головкой 5 и крепежной ножкой 3 расположен круговой буртик 8, которым крепежный элемент 1 в смонтированном состоянии упруго прилегает к не показанной на чертеже несущей пластине.
С обеих сторон от буртика 8 проходят литниковые полоски 9, образующиеся в соответствующих литниках, необходимых для литья под давлением, при этом материал в процессе литья поступает к буртикам 8 по впускным литникам, в которых после отверждения образуются литниковые перемычки 10. Помимо этого между литниковыми полосками 9 и головками 5 крепежных элементов 1 также имеются литниковые перемычки 11, которые образуются в результате отверждения материала в соответствующих впускных литниках, которые предусмотрены для более быстрого заполнения литьевой формы в зоне фиксирующего ушка 6.
Особое преимущество, связанное с наличием проходящих вдоль ряда буртиков 8 с обеих сторон от них литниковых полосок 9, состоит в том, что последние после разъединения литьевых полуформ остаются соединенными с буртиками литниковыми перемычками 10, а именно, таким образом, что указанные литниковые полоски 9 можно использовать в качестве транспортиревочных полосок при последующей подаче, например магазинной подаче, крепежных элементов 1 на различные технологические операции.
С этой целью каждая из литниковых полосок 9 имеет с одной стороны реечный профиль 12, с которым может зацепляться выполненное соответствующим образом зубчатое колесо 13, предусмотренное в показанном на фиг.5-8 обвязочном устройстве и перемещающее таким путем всю систему крепежных элементов. Кроме того, каждая из литниковых полосок 9 имеет, как это показано на фиг.4, с обоих концов ступенчатые уступы, при этом уступ 14 на одном конце литниковой полоски 9 и соответствующий сопряженный уступ 15 в начале следующей полоски 9 в сечении взаимно дополняют друг друга по форме до полного профиля полоски. Для возможности соединения литниковых полосок 9 готовой секции отлитых крепежных элементов с литниковыми полосками 9 следующей секции крепежных элементов каждая из этих литниковых полосок 9 имеет на конце в зоне расположения уступа 14 продолговатое отверстие 16, которое при изготовлении секций крепежных элементов предлагаемым в изобретении способом заполняется инжектируемым материалом следующей отливаемой литниковой полоски 9.
После открытия литьевой формы отлитую готовую секцию крепежных элементов 1 вместе с их литниковыми полосками 9 извлекают из формы. После этого снабженные отверстиями концы этих литниковых полосок 9 помещают в имеющий соответствующую форму участок литьевой формы таким образом, чтобы при литье следующей секции крепежных элементов инжектируемый материал, образующий литниковые полоски 9, проникал в продолговатые отверстия 16 оставшихся в литьевой форме концов литниковых полосок 9 предыдущей секции крепежных элементов, заполняя эти отверстия таким образом, чтобы оба конца соответственно предыдущей и последующей литниковых полосок оставались неразъемно соединенными друг с другом. Такая технология позволяет отливать в одной и той же литьевой форме любое количество последовательно соединяемых друг с другом в единую цепочку секций крепежных элементов и сматывать их в рулон для последующего использования в обвязочном устройстве.
На фиг. 5, 7 и 8 схематично показано обвязочное устройство, которое по своей конструкции в основном соответствует широко распространенным обвязочным устройствам с непрерывной подачей ленты произвольной длины для ленточных хомутов 7, при этом свободный конец ленты продевается в головке 17 устройства через отверстие в подготовленном замковом соединителе 18, после чего лента обматывается вокруг жгута 19 проводов, затем свободный конец ленты снова вставляется в замковый соединитель 18 и после этого лента затягивается и обрезается за замковым соединителем 18 схематично показанным на чертеже ножом 20.
Для автоматической обмотки ленточного хомута 7 вокруг жгута проводов на головке 17 установлены две поворотные направляющие скобы 21 и 22 примерно полукруглой формы. Сначала эти скобы находятся в показанном на фиг.7 открытом положении. После укладки скрепляемого жгута 19 проводов в образованный скобами своего рода раскрытый зев эти скобы 21 и 22 смыкаются, образуя с внутренней стороны для подводимого ленточного хомута 7 направляющую канавку 23, по которой свободный конец этого ленточного хомута 7 попадает точно в соответствующее отверстие замкового соединителя 18 и заклинивается в нем известным образом. Кроме того, над обвязочным устройством расположен направляющий канал 24 для крепежных элементов 1, которые удерживаются вместе на литниковых полосках 9 соединительными перемычками 10. Далее, у нижнего конца канала 24 установлено с возможностью вращения зубчатое колесо 13, которое зацепляется с реечным профилем 12 литниковой полоски 9 и в результате тянет вниз цепочку крепежных элементов, обеспечивая тем самым заблаговременную подачу соответствующего крепежного элемента 1 с фиксирующим ушком 6 на рабочую позицию (см. фиг.7).
Для продевания ленточного хомута 7 в фиксирующее ушко 6 головки 5 крепежный элемент 1 необходимо сместить вперед не показанным на чертеже толкателем в положение непосредственно перед выходным отверстием головки 17 и установить его в положение готовности, в котором его фиксирующее ушко 6 располагается перед подведенным сбоку замковым соединителем 18. После этого ленточный хомут 7 можно продеть сквозь замковый соединитель 18 и фиксирующее ушко 6, пропустить по образованной обеими скобами 21 и 22 направляющей канавке 23, снова подведя его к замковому соединителю 18, и закрепить в этом месте известным способом (см. фиг.9 и 10).
На фиг.11-13 представлен другой вариант выполнения изобретения, согласно которому предусмотрены крепежные элементы 25 под шпильку, соответственно болт, которые соединены вместе только литниковыми полосками 9. При этом крепежный элемент 25 имеет прямоугольную в сечении крепежную втулку 26, на внутренней стенке которой сформованы обращенные наклонно к центру опорные язычки 27, входящие в канавки резьбы не показанной на чертеже шпильки, соответственно болта, а на ее наружной стенке 28 сформовано фиксирующее ушко 6, сквозь которое продевается ленточный хомут 7.
На наружных стенках 29, проходящих под углом 90o относительно вышеуказанной наружной стенки 28, сформованы выступающие наклонно вбок опорные лапки 30, обеспечивающие пружинящее прилегание крепежного элемента 25 к несущему элементу. Свободные края этих опорных лапок 30 соединены отрываемыми литниковыми перемычками 31 с литниковыми полосками 9, которые так же, как и в примере по фиг.1, 2 и 4, имеют реечный профиль 12. Кроме того, полностью аналогично рассмотренному выше со ссылкой на фиг.1 и 2 варианту между литниковыми полосками 9 и головками 5 крепежных элементов 25 также предусмотрены дополнительные литниковые перемычки 32, которые образуются во впускных литниках, предусмотренных для более быстрого заполнения литьевой формы в зоне фиксирующего ушка 6.
Настоящее изобретение не ограничено рассмотренными выше в качестве примера вариантами его выполнения и не ограничено только подачей на рабочую позицию крепежных элементов с фиксирующими ушками для продевания сквозь них ленточных хомутов при скреплении жгутов проводов. Более того, настоящее изобретение применимо в отношении всех крепежных элементов, которые для их позиционирования в определенном положении необходимо подавать с использованием литниковых полосок в качестве вспомогательных транспортировочных приспособлений при любых автоматизированных сборочных операциях.


В заявке описаны система пластмассовых крепежных элементов для крепления стянутых ленточными хомутами жгутов или пучков, а также способ последовательного расположения в ряд крепежных элементов для их автоматической подачи на технологические операции. Каждый крепежный элемент имеет при этом крепежную ножку для крепления на несущем элементе, а также головку с фиксирующим ушком, в отверстие которого с геометрическим замыканием продевается ленточный хомут, причем между головкой и крепежной ножкой расположен круговой буртик, которым крепежный элемент прилегает к несущему элементу. Крепежные элементы расположены последовательно в ряд и соединены друг с другом проходящими вдоль ряда буртиков литниковыми полосками. Преимущество такого технического решения заключается в возможности использовать литниковые полоски в качестве транспортировочных и позиционирующих полосок при последующей подаче крепежных элементов на различные технологические операции. 2 с. и 5 з.п.ф-лы, 14 ил.
| Состав для проклейки бумаги | 1975 |
|
SU565968A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗКИ БЛОКА, СОСТОЯЩЕГО ИЗ ШТАБЕЛЯ ГРУЗА И ПОДДОНА, ПЛЕНОЧНОЙ ЛЕНТОЙ | 1991 |
|
RU2044674C1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ ПАКЕТОВ ДЛИННОМЕРНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2105704C1 |
| ХОМУТ ДЛЯ ЗАСВЕРЛОВКИ И ЗАКРЫТИЯ ТРУБОПРОВОДОВ ИЗ ПЛАСТМАССЫ | 1993 |
|
RU2102648C1 |
| US 5119528 А, 09.06.1992 | |||
| US 4640320 А, 03.02.1987 | |||
| УПРАВЛЯЕМЫЙ МУЛЬТИВИБРАТОР"•^'гнАя1ПкНН(;;1-;^А;:.г:г-н/1bH:jw.HO"tKA | 0 |
|
SU303723A1 |

