Изобретение относится к легкой промышленности и касается способа и устройства для изготовления оконных штор, а также оконной шторы, оснащенной подвижными перемычками для регулирования количества света, проходящего через нее.
Матерчатые оконные шторы предпочитаются многими клиентами за ряд их преимуществ. Наиболее привлекательной их чертой является их более мягкий внешний вид по сравнению с традиционными венецианскими жалюзи, однородность, какую они придают окну, и их изоляционные свойства, обязанные их ячеистой структуре.
Наиболее близким аналогом заявленного изобретения является патент США N 3384519, кл. 156-65, 1968. Оконная штора, описанная в нем, состоит из двух матерчатых слоев, разделенных подвижными параллельными перемычками, конечные кромки которых посредством термической сварки соединены с одним из подвижных матерчатых слоев. Благодаря такому устройству взаимное перемещение двух матерчатых слоев в направлении, перпендикулярном перемычкам, изменяет угол наклона перемычек и таким образом регулирует количество света, пропускаемого через штору. Вместе с тем ряд нежелательных черт этой оконной шторы вызван тем, что она изготавливается с применением процесса термической сварки. Прежде всего, этот процесс применим только к тканям, которые способны свариваться, т. е. к некоторым взаимно совместимым термопластичным материалам. Кроме того, термическая сварка неизбежно приведет к оплавлению по крайней мере части волокон связываемых материалов. В связи с этим структура ткани будет ослаблена. Это также может привести к неровной наружной поверхности вдоль линии сварки и к образованию нежелательных складок в материале, что в свою очередь может вызвать усталостное разрушение. Далее, термическая сварка является сравнительно медленным процессом, который может потребовать шесть или больше секунд для создания связи по большой длине. Это слишком медленно для процессов коммерческого производства большого объема. Другим недостаткам этой оконной шторы является трудность получения однородных прямых сварных стыков большой длины.
В соответствии с настоящим изобретением предусматривается способ изготовления оконной шторы с регулируемой освещенностью, включающий подачу первого и второго широких полотен материала в общем направлении, подачу удлиненных узких полосок материала, имеющих противоположные первую и вторую кромки, ограничивающие первую и вторую стороны полоски, между первым и вторым широкими полотнами материала, с продольной осью полосок, расположенной под углом относительно направления подачи широких полотен, и соединения первой кромки каждой полоски с первым широким полотном материала и противоположной кромки с вторым широким полотном материала, при этом крепление осуществляют посредством использования липких средств, которые отверждают на охлажденной офактуренной или имеющей приданную шероховатость изолирующей и освобождающей поверхности. Первое и второе широкие полотна материала и узкие полоски материала соединяют в сборку, содержащую липкие средства, введенные между ними перед отверждением. Сборку могут охлаждать на охлаждающей поверхности по обеим сторонам сборки. Сборку могут нагревать, обеспечивая активацию липких средств посредством тепла перед охлаждением сборки на изолирующей и освобождающей поверхности. Нагревание и охлаждение могут осуществлять с противоположных сторон сборки. Первое и второе широкие полотна материала и узкие полоски материала соединяют в сборку, осуществляя следующие стадии: нанесение первой клеевой линии в продольном направлении на узкие полоски материала с первой кромкой, ограничивающей первую сторону узких полосок материала, нанесение второй клеевой линии в продольном направлении на узкие полоски материала рядом с второй кромкой, ограничивающей вторую сторону узких полосок материала, продольную подачу первого широкого полотна материала в направлении, перпендикулярном направлению подачи узких полосок материала, прижатие первой стороны узких полосок материала вдоль первой кромки к материалу первого широкого полотна, чтобы склеить друг с другом материал первого широкого полотна и узкие полоски материала, подачу второго широкого полотна материала в том же самом направлении, что и первого полотна материала, и продольно в направлении, перпендикулярном узким полоскам материала, до соприкосновения второй стороны узких полосок материала с вторым широким полотном материала для склеивания второго широкого полотна материала и узких полосок материала. Могут осуществлять сборку, используя следующие стадии: подачу первого широкого полотна материала, подачу узких полосок материала, нанесение первой клеевой линии на одну кромочную часть узких полосок материала на первой стороне, нанесение второй клеевой линии на противоположную кромочную часть узких полосок материала на второй стороне, разрезание узких полосок материала на равномерные отрезки, ускоренную подачу каждого из равномерных отрезков полосок в положение совмещения с первым широким полотном материала так, что равномерные отрезки полоски проходят под углом к направлению подачи первого широкого полотна материала, так, что одна их сторона обращена к первому широкому полотну материала, последовательное прижатие одной кромочной части каждого равномерного отрезка полоски к первому широкому полотну материала и склеивание первого широкого полотна материала с равномерными отрезками полоски так, что кромочные части равномерных отрезков полоски отстоят друг от друга в направлении подачи первого широкого полотна материала, подачу второго широкого полотна материала в том же самом направлении, что и первого широкого полотна материала, до соприкосновения с противоположной кромочной частью второй стороны равномерных отрезков полоски, совместное прижатие первого и второго широких полотен материала с равномерными отрезками полоски между ними к охлажденной изолирующей и освобождающей поверхности. Подачу первого широкого полотна материала осуществляют путем прерывистой подачи первого широкого полотна материала и его поддерживания до предопределенной остановки для обеспечения перекрытия равномерных отрезков узких полосок материала. Могут осуществлять сборку, используя следующие стадии: подачу узких полосок материала, продольную подачу первого и второго широких полотен материала в направлении под углом относительно узких полосок материала, нанесение клеевых линий на одну из узких полосок материала и на первое и второе широкие полотна материала, прижатие первой стороны узких полосок материала вдоль первой кромки к первому широкому полотну материала, с обеспечением скрепления первого широкого полотна материала и узких полосок друг с другом, с первой клеевой линией между первой кромкой и первым широким полотном материала, приведение второго широкого полотна материала в соприкосновение с второй стороной узких полосок материала, с второй клеевой линией между второй кромкой и вторым широким полотном материала, совместное прижатие первого широкого полотна материала, узких полосок материала и второго широкого полотна материала к охлажденной изолирующей и освобождающей поверхности. Нагревание и охлаждение могут осуществлять, поддерживая сборку в натянутом состоянии. Натяжение могут осуществлять ортогонально. Склеивание осуществляют и с использованием термоплавких липких средств.
Изобретение также предусматривает устройство для изготовления оконной шторы с регулируемой освещенностью, содержащее средства подачи первого и второго широких полотен материала в общем направлении, средства подачи удлиненных узких полосок материала, имеющих противоположные первую и вторую кромки, ограничивающие на первую и вторую стороны, между первым и вторым широкими полотнами материала так, что длинная ось каждой полоски располагается под углом относительно направления подачи упомянутых полотен, средства крепления одной кромки, ограничивающей одну сторону каждой из полосок, к первому широкому полотну материала, и противоположной кромки, ограничивающей противоположную сторону, к второму широкому полотну материала, при этом средства крепления выполнены с возможностью отверждения липких средств на охлажденной офактуренной или имеющей приданную шероховатость изолирующей и освобождающей поверхности. Изолирующая и освобождающая поверхность может быть выполнена из силиконовой резины. Устройство содержит средства для соединения первого и второго широких полотен материала и узких полосок материала в сборку с липкими средствами, расположенными между ними перед взаимодействием с изолирующей и освобождающей поверхностью. Устройство дополнительно может содержать средства нагрева сборки и средства охлаждения изолирующей и освобождающей поверхности. Средства соединения содержат средства нанесения первой клеевой линии в продольном направлении на узкие полоски материала вблизи первой кромки узких полосок материала, средства нанесения второй клеевой линии в продольном направлении на узкие полоски материала, средства продольной подачи первого широкого полотна материала в направлении, перпендикулярном направлению подачи узких полосок материала, средства прижатия первой стороны узких полосок материала вдоль первой кромки к первому широкому полотну материала для совместного склеивания первого широкого полотна материала и узких полосок материала и средства подачи второго широкого полотна материала в том же направлении, что и первого широкого полотна материала, и в продольном направлении перпендикулярно узким полоскам материала до соприкосновения второй стороны узких полосок материала с вторым широким полотном материала для склеивания второго широкого полотна материала с узкими полосками материала. Средства соединения могут содержать средства подачи узких полосок материала, средства продольной подачи первого и второго широких полотен материала в направлении под углом относительно узких полосок материала, средства нанесения упомянутых клеевых линий на одну из узких полосок материала и на первое и второе широкие полотна материала, средства прижатия первой стороны узких полосок материала вдоль первой кромки к первому широкому полотну материала для соединения друг с другом первого широкого полотна материала и узких полосок материала, с первой из клеевых линий между первой кромкой и первым широким полотном материала, средства приведения второго широкого полотна материала в соприкосновение с второй стороной узких полосок материала, с второй клеевой линией между второй кромкой и вторым полотном материала и средства совместного прижатия первого широкого полотна материала, узких полосок материала и второго широкого полотна материала к охлажденной изолирующей и освобождающей поверхности. Средства нагрева содержат инфракрасный нагреватель. Средства нагрева и охлаждения приспособлены для обработки противоположных сторон сборки. Кроме того, изобретение предусматривает оконную штору с регулируемой освещенностью, содержащую первое полотно материала, второе полотно материала, расположенное параллельно первому полотну, при этом по меньшей мере одно из полотен пористое, множество полосок материала, каждая из которых имеет противоположные кромочные части, ограничивающие противоположные стороны, подсоединенное к ближней стороне полотен материала, причем центральные части полосок образуют перемычки с первым и вторым полотнами, подвижными относительно друг друга в направлении, перпендикулярном перемычкам, с обеспечением закрытого положения оконной шторы, при этом перемычки по существу плоские и расположены по существу параллельно первому и второму полотнам, и открытого положения оконной шторы, при этом перемычки по существу расположены поперечно первому и второму полотнам, при этом крепление осуществлено с использованием липких средств крепления, пропитывающих по меньшей мере одно пористое полотно материала с проникновением на его удаленную сторону и распределенного по ней с образованием герметизированного соединения, имеющего матовую внешнюю поверхность. Липкие средства на удаленной стороне по меньшей мере одного пористого полотна могут быть офактурены или им придана шероховатость. Средства крепления содержат термоплавкие липкие средства. По меньшей мере одно пористое полотно материала может состоять из волокнистого материала. По меньшей мере одно пористое полотно может представлять собой неплотную ткань с нитями, образующими между собой пересечения. Полоски включают в себя связующее вещество. Средство крепления на удаленной стороне по меньшей мере одного пористого полотна может быть офактурено или ему придана шероховатость.
На фиг.1 изображена схема устройства для скрепления соединяемых материалов, вид сбоку, вертикальный разрез; на фиг.2 - схема другого устройства для осуществления сборки материала, вид сбоку, вертикальный разрез; на фиг.3 - схема двухколесного инфракрасного связывающего аппарата, вид сбоку, вертикальный разрез; на фиг.4 - схема одноколесного инфракрасного устройства для скрепления материала, вид сбоку, вертикальный разрез; на фиг.5 - схема узла постоянного скрепления или скрепления прихватом материала перемычки во время сборки материала, вид сбоку, вертикальный разрез; на фиг.6 - схема устройства для осуществления процесса сборки согласно одному из методов изготовления матерчатых оконных штор с регулируемой освещенностью, вид сбоку, вертикальный разрез; на фиг.7 - схема предпочтительного варианта установки скрепления для осуществления сборки согласно фиг.6, вид сбоку, вертикальный разрез; на фиг. 8 - схема скрепленной и собранной шторы, согласно фиг.7, вид сбоку, вертикальный разрез; на фиг.9 - схема установки образования и изготовления перемычки, вид сбоку, вертикальный разрез; на фиг. 10-12 - схема детали механизма продвижения и сдерживания, используемого во время сборки, вид сбоку, вертикальный разрез, вид в плане сверху и вид сбоку, вертикальный разрез соответственно; на фиг. 13 - схема перемычки с линиями клея вдоль противолежащих кромок; на фиг.14 - схема перемычек, связанных прихватом с прозрачными занавесками; на фиг. 15 - вид в перспективе оконной шторы; на фиг.16 - схема оконной шторы, изготовленной со специальными шарнирными узлами; на фиг. 17 - схема перемычки с клейкими линиями и шарнирными узлами, включенными в оборку по фиг.16.
Обращаясь теперь к фиг. 14, можно видеть, что ряд перемычек 10 имеет клеевые линии 16а, 16б (линия 16а - ведущая по направлению работы машины) вдоль их противолежащих длинных кромок, но расположенные на противоположных сторонах. Перемычки 10 прихвачены к прозрачной занавеске 20, которая непрерывно разматывается с подающего барабана. Перемычки 10 последовательно прихватываются перекрывающим образом к прозрачным занавескам вдоль их ведущих кромок, при этом используется воздушный эжектор для удерживания последней прихваченной перемычки в висячем положении в стороне от места, где прихватывается очередная перемычка 10. Затем происходит сборка 30 (фиг.1) с второй прозрачной занавеской 19, которая поступает с второго подающего барабана (фиг.15). Сборка 30 проходит через процесс скрепления для осуществления массового производства оконных штор (фиг.15).
Как показано на фиг.13, клейкая линия 16а наносится на материал перемычки 10 у одной кромки 12 (ведущая кромка по ходу работы машины) на одной стороне материала, а именно на верхней поверхности или стороне. Вторая клейкая линия 16б располагается вблизи противоположной кромки 14 (задняя кромка по ходу машины) на противоположной стороне материала, а именно на нижней его стороне. Две клейкие линии 16а и 16б наносятся на материал перемычки 10 при помощи устройства и способа, которые будут изложены ниже.
В предпочтительном варианте настоящего изобретения липкие средства, применяемые здесь, представляют собой сополиэфирные липкие вещества горячего плавления. Это вещество плавится и начинает течь при температуре около 177oC и обеспечивает замечательную прочность для всего диапазона температур, которому будут подвержены оконные шторы при практическом использовании. Оно также обеспечивает связь прихватом при несколько более низких температурах около 104oC, что весьма полезно для последующих этапов, как это будет показано ниже.
Этот тип липкого вещества обладает однако весьма нежелательным свойством пожелтения, когда его нагревают и оставляют в расплавленном состоянии достаточно длительный промежуток времени. Для предотвращения пожелтения необходимо разогревать каждый раз небольшое количество этого вещества.
Фиг.15 показывает материал оконной шторы в полностью открытом, пропускающем свет положении. В этом положении у каждой перемычки 10 центральная часть 17 оказывается расположенной в основном перпендикулярно по отношению к тканям первой и второй прозрачных занавесок 20, 19. Кромочные части 12, 14 перемычки 10, связанные с тканью прозрачных занавесок, соединяются с центральной частью 17 посредством участков 18, имеющих мягко изогнутый вид. Процесс использования липких средств для связи согласно настоящему изобретению позволяет формировать участки 18 без изгибов или резких складок. Гладко изогнутый характер этих участков в полностью открытом положении позволяет перемычкам сохранять свою упругость и придает прозрачным занавескам 20, 19 тенденцию к переходу в закрытое или сложенное вместе положение. Это служит гарантией того, что оконные шторы не теряют со временем свою форму от повторных открываний и закрываний. Более того, складки вдоль перемычек 10 могли бы привести к разрушению из-за повторного сгибания, присущего открыванию и закрыванию оконных штор.
Фиг.15 также иллюстрирует технику, используемую для того, чтобы избежать проявления муарового эффекта в оконных, шторах такого типа. В таких шторах прозрачный тканый материал, обладающий маленькими промежутками между волокнами, придает практичный и желательный вид первой и второй прозрачным занавескам 20, 19. Вместе с тем, когда один и тот же или очень похожий материал такого типа используется для первой и второй занавесок, муаровый узор появляется в ткани, когда обе занавески просматриваются насквозь, в силу эффекта интерференции света. Этот муаровый эффект исключается в настоящем изобретении путем использования для первой и второй прозрачных занавесок тканых и предпочтительно вязаных тканей из материалов с межволоконными промежутками, имеющими разные размеры, разную форму и/или разную ориентацию. Согласно настоящему изобретению муаровый эффект можно также избежать путем использования нетканых прозрачных материалов для одной или обеих занавесок или же прозрачных пластиковых материалов для одной или двух занавесок.
Чтобы избежать нежелательного муарового эффекта, когда первая и вторая занавески из тканого или вязаного материала рассматриваются в перекрывающем друг друга положении, первая и вторая занавески должны иметь разный вид, когда они рассматриваются вдоль оси, перпендикулярной плоскости первой прозрачной занавески 20 и перпендикулярной плоскости второй прозрачной занавески 19. Требующаяся разница в виде между первой занавеской 20 и второй занавеской 19 может быть достигнута различными способами.
Первая прозрачная занавеска 20 может быть из тканого или вязаного материала с межволоконными промежутками одной формы, а вторая прозрачная занавеска 19 может быть из тканого или вязаного материала с промежутками другой формы. Например, для второй занавески 19 используется тканый материал с волокнами, образующими мелкие квадратные промежутки, а для первой прозрачной занавески 20 используется материал, волокна которого могут образовать промежутки меньшие, тканого же размера или большего размера, чем промежутки во второй занавеске 19. Нити первой занавески 20 могут быть расположены под углом примерно в 45o (30-60o) по отношению к нитям второй занавески. Например, нити первой занавески расположены по диагонали, образуя ромбы, в то время как нити второй занавески расположены перпендикулярно, образуя квадраты. С таким взаимоотношением между первой и второй занавесками можно избежать появления муарового узора.
В другом варианте первая занавеска 20 может быть из тканого или вязаного материала с промежутками одной формы и размера, а вторая занавеска 19 может быть из тканого или вязаного материала с промежутками такой же формы, как и материал первой занавески, но другого размера. В этом втором варианте, показанном на фиг.15, можно избежать появления муарового рисунка путем использования второй занавески 19 с промежутками меньшими, чем промежутки первой занавески 20 безотносительно к взаимной ориентации или форме промежутков. Это также предотвращает проявление эффекта интерференции, ведущего к муаровому эффекту. На практике первая и вторая занавески выбираются таким образом, чтобы ширина промежутков первой занавески 20 была значительно большей, чем ширина промежутков второй занавески 19, тем самым избегая появления муарового эффекта. Так, например, нити второй занавески столь тонки, что отдельные нити неразличимы, а нити первой занавески значительно толще.
Кроме того, муаровый эффект может быть установлен путем использования для второй занавески материала со столь малыми промежутками, что отдельные нитки неразличимы и использования для первой занавески материала с более крупными промежутками. Можно также использовать тот же самый тканый или вязаный материал для обеих, первой и второй занавесок 20, 19 при условии, что тканый материал ориентирован по-разному в двух занавесках, чтобы придать необходимое различие в их виде. Например, тканый материал второй занавески 19 может иметь квадратные промежутки и тот же самый тканый материал с квадратными промежутками может использоваться как тканый материал для первой занавески 20 путем изменения ориентации тканого материала на 45o, чтобы придать конфигурацию ромбообразных промежутков первой занавески 20. Когда одна и та же ткань используется для первой и второй занавесок, материал одной из занавесок режется под углом, чтобы ориентация промежутков этой занавески изменилась, скажем, на 45o, 60o или 90o, что достаточно для получения необходимой разницы в их виде, когда они просматриваются насквозь по перпендикулярной оси.
Можно такие исключить муаровый эффект и обеспечить необходимую разницу в виде использованием нетканого прозрачного материала, например пластикового материала, для одной из занавесок и тканого материала для другой. Кроме того, нетканый материал, такой же или разный прозрачный пластиковый материал, может использоваться для обеих, первой и второй занавесок. Прозрачный пластиковый материал может использоваться для первой и/или второй занавесок. Использование прозрачного материала для одной из двух занавесок позволяет избежать муарового эффекта.
В другом варианте осуществления настоящего изобретения вторая занавеска 19 заменяется серией прозрачных тканевых полосок или серией шнуров. Оконная штора согласно этому варианту может быть изготовлена при помощи способа и устройства, описанного здесь, но серия параллельных прозрачных тканевых полосок или параллельных шнуров подается с другого соответствующего подающего барабана вместо барабана, поставляющего материал для второй занавески 19. Использование серии шнуров или прозрачных тканевых полосок вместо второй занавесочной ткани 19 создает более прозрачный эффект в открытом положении. Тем не менее, в связи с тем, что перекрывающаяся конфигурация перемычек остается такой же, как и при оконной шторе с второй занавеской 19, в закрытом положении оконная штора со множеством шнуров или прозрачных тканевых полосок обеспечивает такой же эффект перекрытия света.
Для получения мягко изогнутой конфигурации перемычек 10, показанных на фиг.15, материал перемычек должен иметь определенную степень мягкости. Общим принципом является то, что чем шире перемычки 10, тем тверже может быть материал перемычек. Однако, поскольку в соответствии с настоящим изобретением для оконных штор может применяться широкий диапазон ширины перемычек, трудно определить точно границы мягкости или жесткости материала перемычек.
Простой и эффективный физический тест был разработан для определения, насколько подходит какая-либо ткань для перемычек определенной ширины. Испытывавшейся ткани позволялось свешиваться с края стола так, чтобы расстояние от края ткани до верха стола было равно желательной ширине перемычки. Если эта длина ткани висит в основном вертикально, значит эта ткань обладает достаточной мягкостью для такой ширины перемычки. Так, например, если ткань испытывается для ширины перемычки в 50,8 мм, край ткани опускается на 50,8 мм от края стола. Если ткань длиной 50,8 мм висит достаточно вертикально от края стола, она годится для использования в качестве материала для перемычки шириной 50,8 мм в структуре, показанной на фиг.15. Если свисающий кусок ткани длиной в 50,8 мм висит недостаточно вертикально, эта ткань считается слишком жесткой для использования ее в перемычке шириной 50,8 мм с мягко изогнутым контуром по фиг.15.
Более жесткие ткани, т.е. такие ткани, которые не свешиваются достаточно вертикально с края стола на длину желательной ширины перемычки, также могут быть использованы в качестве материала перемычек. Однако, если для перемычек используется более жесткая ткань, необходимо обеспечить шарнирные или гнущиеся точки, расположенные продольно вдоль кромок перемычек. Использование более твердого материала с шарнирными точками придает оконным шторам несколько иной вид, чем оконных штор, показанных на фиг.15. Этот второй вариант оконной шторы показан на фиг.16 и 17. Как видно на фиг.16, перемычки 10а имеют более прямой вид и содержат резкий изгиб в шарнирных точках 22 и 24 по сравнению с мягко изгибающейся частью 18, показанной на фиг.15. Шарнирные точки 22, 24 получаются путем выпрессовывания углублений в жестком материале перемычек параллельно продольным кромкам материала перемычек. Выпрессованные линии 26, 28, образованные в жестком материале перемычек, находятся на таком расстоянии от продольных кромок материала перемычек, которое позволяет наложить клейкие линии 16а, 16б на материал перемычек между продольной кромкой перемычек и выпрессованной линией.
Конфигурация, подобная той, которая показана на фиг.16, при желании может быть получена и из сравнительно мягкого материала перемычки. В этом варианте отверждающее вещество впечатывается в центральную часть материала перемычки, чтобы сделать ее более плоской. Продольные кромки перемычек остаются незатронутыми отвердителем, а требующиеся шарнирные точки формируются по продольным краям отвержденной части перемычки. Линии клейкого вещества прокладываются по продольным кромкам перемычек незатронутым отвердителем.
Согласно другому варианту реализации настоящего изобретения перемычки изготавливают из затемняющего пластинчатого материала, чтобы усилить эффект затемнения, когда перемычки занимают закрытое положение. Подходящий затемняющий слоистый материал состоит из трех слоев и включает полиэфирную пленку типа Милар, зажатую между двух слоев полиэфирного нетканого материала. Затемняющие слоистые материалы такого типа хорошо известны в этой области техники и использовались ранее в других видах оконных штор. Такой трехслойный материал имеет в силу своей конструкции большую жесткость, чем большинство однослойных материалов. Соответственно, в случае необходимости в затемняющих слоистых материалах для перемычек могут быть выполнены путем прессования шарнирные участки, показанные на фиг.17.
С другой стороны, для того чтобы изготовить оконную штору согласно настоящему изобретению с максимальным затемнением помещения, можно формировать только среднюю жесткую часть перемычки из затемняющего слоистого материала. Продольные кромки перемычек остаются свободными от затемняющего слоистого материала, чтобы обеспечить образование шарнирных участков и соответствующую гибкость вдоль краев перемычек. Когда затемняющий слоистый материал используется только для срединной части перемычек, желательно располагать перемычки ближе друг к другу, чем это описано выше, чтобы обеспечить перекрывание затемняющих слоистых центральных частей перемычек, когда штора закрывается для обеспечения максимального затемняющего эффекта. Так, например, для перемычки шириной 50,8 мм со срединной затемняющей слоистой частью в 38,1 мм, перехлест должен составлять около 6,4 мм.
Другим возможным материалом для перемычек может быть винил или двухслойный материал из нетканого материала и винила. Как правило, виниловые материалы и комбинации из нетканых и виниловых материалов обеспечивают повышенный эффект затемнения помещения, и они достаточно мягки и не требуют выпрессовывания шарнирных участков. Безусловно, если потребуется, такие участки могут быть созданы.
Как это было рассмотрено выше в связи с первой и второй занавесками, когда два тканых материала наложены один на другой и рассматриваются в этом положении, может появиться муаровый эффект или узор интерференции. Когда для перемычек используется нетканый материал, проблема муарового эффекта не возникает, когда штора находится в сложенном положении. Однако, в некоторых случаях может оказаться желательным использовать тканый или вязаный материал. Тканый материал создает муаровый эффект, потому что этот тип материала имеет очень упорядоченную прямоугольную структуру поверхности. Чтобы избежать муарового эффекта в случае, когда оконная штора включает тканый или вязаный материал перемычек и находится в закрытом положении, в качестве материала для перемычек можно использовать креповый тканый материал, потому что тканые материалы из крепа имеют беспорядочно ориентированную структуру поверхности. Вместе с тем, поверхность тканого или вязаного материала можно изменить, чтобы внести беспорядок в расположение поверхностных волокон, например, путем засыпки песком, начесом или каландрированием.
В рамках данного изобретения рассматривается также вопрос об использовании в оконных шторах первой, второй занавесок и перемычек разных цветов и комбинаций цветов. Например, чтобы придать большую прозрачность оконным шторам в открытом положении, темный прозрачный материал может быть использован для первой и второй занавесок, потому что темные цвета меньше отражают свет, чем светлые тона. Подобным же образом белые или светлого цвета занавески проявляют более просвечивающий эффект, когда шторы открыты.
Перемычки могут иметь такой же цвет или же цвет, отличный от цвета занавесок. Проблема клеевой линии, просматривающейся насквозь, была рассмотрена в эксперименте, где материал перемычек был темного цвета, а занавески -более светлого или белого цвета. Для того, чтобы преодолеть проблему темной клеевой линии, просматривающейся через занавески светлого тона, когда перемычки связываются с первой или второй занавесками при помощи липких средств, необходимо добавлять отбеливатель от 0,5 до 1,0% по весу к вяжущему средству перед его применением. Особенно подходящим отбеливателем является двуокись титана. Добавка этого отбеливающего пигмента к липкому средству ликвидирует проблему просматриваемости темной клеевой линии в оконной шторе, в которой темная перемычка связывается липкими средствами с тканью занавесок более светлого цвета. Кроме того, добавление двуокиси титана к клею является способом приглушить клеевые линии.
Что касается перемычек, то было неожиданно установлено, что при повышении продольного натяжения (или натяжения по ходу машины) тканого материала до и во время наложения связывающего состава, жесткость обрабатываемого материала в машинном направлении выгодно и значительно повышается, сопровождаясь незначительным повышением жесткости обрабатываемой ткани в поперечном направлении. Полоски, используемые для перемычек, отрезаются от обработанной ткани. Высокий коэффициент отношения продольной жесткости к поперечной жесткости желателен для обрабатываемой ткани, в особенности если она предназначена для изготовления перемычек. В зависимости от типа и количества нитей в тканом текстильном материале соотношение продольной жесткости к поперечной жесткости обрабатываемой ткани согласно настоящему изобретению может находиться в диапазоне от 3:1 до 50:1 и больше.
Повышение натяжения в машинном направлении в тканом материале при его одновременном ослаблении в поперечном направлении ведет к тому, что волокна ткани туго стягиваются и тогда прилагаемый вяжущий состав связывает волокна вместе, так что они действуют как одно целое, гораздо более жесткое. Недостаточное натяжение в поперечном направлении оставляет эти волокна в рыхлом состоянии и поэтому они не так легко связываются друг с другом, когда к ним прилагается вяжущее средство.
В этом процессе обработки тканого материала при изготовлении перемычек ткань обрабатывается с низким процентом (примерно до 5%) по весу твердых добавок в составе вяжущего средства, в предпочтительном варианте для тканых текстильных материалов применяется связывающий состав с твердыми добавками в количестве около 2% по весу.
Связывающее вещество, которым обрабатывают тканый текстильный материал, может иметь любой состав, способный заполнять промежутки в тканом текстильном материале и связывать отдельные волокна. Примерами подходящих типов связывающих составов могут служить эластомеры, которые способы связывать отдельные волокна тканого текстильного материала и которые проявляют стойкость по отношению к ультрафиолетовому излучению и к разложению, вызываемому другими экологическими факторами. Особенно рекомендуемыми составами являются эластомерные акрилаты и эластомерные уретаны и подобного типа композиции. Одной из наиболее предпочтительных композиций является латексная эмульсия, которая представляет из себя смесь примерно 15-25% по весу акрилата и около 75-85% по весу эластомера. Кроме того, предпочтительная композиция может включать небольшие количества таких добавок к обычным латексным эмульсиям как пеноуспокоитель, синтетический сгуститель и тому подобное. Особенно удобным составом является латексная композиция содержащая 71% по весу эластомера, продающегося под торговой маркой V-29 фирмой Б.Ф. Гудрич; 27% акрилового вяжущего, продаваемого под маркой НА-16 фирмой Ром и Хаас; 1,5% по весу пеноуспокоителя, продаваемого под маркой Налько 2305, и 0,5% по весу синтетического сгустителя, продающегося под маркой /UCAR SCT-270 фирмой Унион Карбид.
На фиг. 1 изображена новая техника связывания. С нижнего правого угла поступает в устройство подобранный комплекс вводимой ткани, обозначенный позицией 30. Комплекс ткани 30 содержит пару расположенных сверху непрерывных полос материала для прозрачных занавесок 42, 44, между которыми находятся множество узких полос 32, проходящих поперечно по отношению к занавескам 42, 44, причем полоски 32 расположены друг над другом. Каждая полоска 32 содержит клейкую линию 34, 36 вдоль ее переднего края 38 (в направлении работы машины) и вдоль ее заднего края 40 таким образом, что ее верхний ведущий край 38 соединяется или прихватывается к верхней занавеске 42, а ее нижний отстающий край 40 соединяется с нижней занавеской 44. Предпочтительным вяжущим веществом является термоплавкое вещество.
Комплекс 30 подается на разогретый барабан 50, проходит через дугообразно расположенные перфорированные охлаждающие ролики 52, попадает на охлажденный барабан 54, проходит мимо инфракрасного подогревателя 56, затем через сужение, образованное барабаном 54 и прижимным роликом 58, и выходит как скрепленное завершенное изделие в правом верхнем углу, как это обозначено позицией 60. Пара замкнутых петлеобразных тефлоновых поясов 62, 64 принимает комплексную подборку ткани 30 для ее стабилизации в ходе прохождения через устройство. Внутренний пояс 62 проходит через горячий барабан 50 по перфорированным охлаждающим роликам 52, вокруг холодного барабана 54, мимо инфракрасного подогревателя 56, через прижимной ролик 58 и вокруг направляющих роликов 66, 68. Наружный пояс 64 проходит вокруг роликов 70, 72, 74, через горячий барабан 50, перфорированные охлаждающие ролики 52, холодный барабан 54 и прижимной ролик 76. Соответствующие ролики приводятся в движение известными средствами. Горячий барабан 50 имеет достаточно высокую температуру для того, чтобы активизировать термоплавкие вяжущие линии 34 и 36 и расплавить их по мере того, как собранный комплекс ткани 30 перемещается по нему. Тефлоновые пояса 62, 64, между которыми зажат комплекс ткани, контролируют расплавленное вещество до тех пор, пока оно снова не затвердеет под воздействием охлаждающих перфорированных роликов 52 (охлаждаемых воздухом) и охлаждающим барабаном 54 (жидкостью-водой или воздухом).
Оба пояса 62, 64 вместе с комплексом ткани 30, заключенным между ними, проходят мимо зажимного ролика 76 и в этот момент пояс 64 отходит в сторону. Обнаженная подборка ткани 30 проходит далее по дугообразной части барабана 54 между двумя прижимными роликами 76 и 58 и мимо инфракрасного подогревателя 56 для подогрева выступающих наружу клеевых линий для их смягчения. Когда эти смягченные клеевые линии проходят вокруг прижимного ролика 58, эти линии лишаются блеска. Прижимной ролик 58 изготовлен из стали и имеет покрытие в 1,6-3,2 мм из матовой или шершавой силиконной резины для обжимания наружной поверхности комплекса ткани 30 и внедрения текстуры в нее для предотвращения блеска. Тефлоновые пояса 62, 64 вызывают блеск клеевых линий, просматривающихся через занавески, а это, по мнению некоторых людей, ухудшает эстетический вид оконных штор.
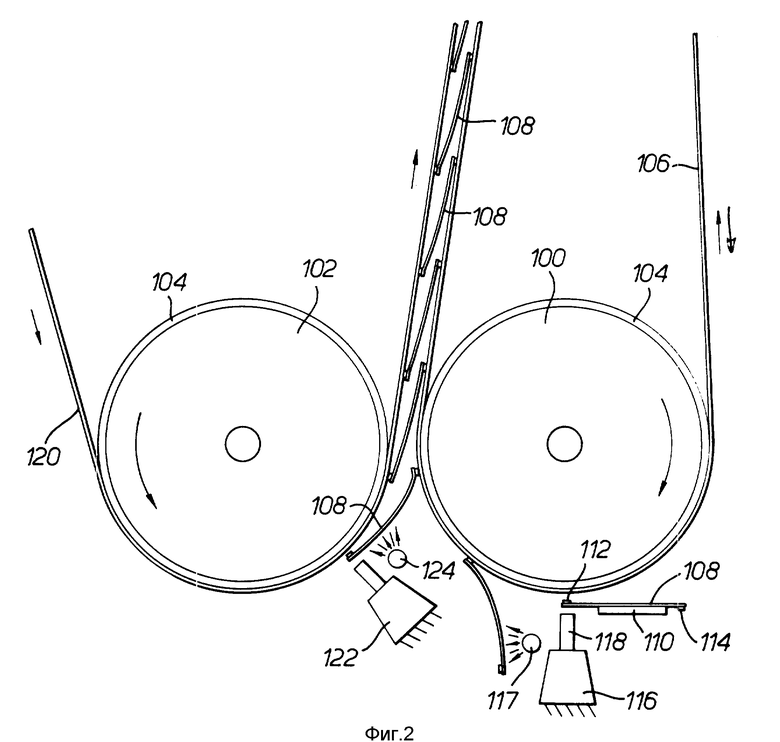
Тефлоновые пояса 62, 64 должны быть бесконечными и иметь ширину, равную полной ширине обрабатываемой ткани. А при очень широких поясах, более чем 177,8 мм, возможно появление морщин и коробление. В связи с этим были разработаны следующие способы и устройства, чтобы обойтись без тефлоновых поясов. Фиг. 2 показывает новую технику сборки ткани. Здесь предусматриваются два барабана 100 и 102. Каждый из них охлаждается (воздухом или жидкостью) и каждый покрыт силиконовой резиной 104 толщиной в 3,2 мм с матовой или шершавой поверхностью, которая служит в качестве изоляции и освобождающей поверхностью. Вязаная занавеска 106 подается на крутящийся барабан 100. Материал занавески 106 достигает низа барабана 100 и оказывается над полоской перемычки 108, которая подается скоростным конвейером 110 в положение, поперечное по отношению к направлению давления занавески 106 в машине. Перемычки 108 подаются прерывисто в это положение вакуумным сепараторным устройством. Перемычка 108 имеет клеевую линию 112 на передней кромке верхней стороны и клеевую линию 114 на задней кромке с обратной стороны. Горячий толкатель 116 с разогретым стержнем 118 приводится в действие для поджатия перемычки 108 с клеевой линией 112 к занавеске 106 и барабану 100, покрытому слоем силиконовой резины толщиной в 3,2 мм с изоляционной неприлипающей поверхностью. Разогретый стержень 118 имеет температуру, достаточную для того, чтобы расплавить клеевую линию 112 и склеить занавеску 106 с перемычкой 108. Их контакт занимает около 1-1,5 с, и в этот период барабан 100 остается в неподвижном состоянии. Клеевая линия 112 состоит из термоплавкого клея или жидкого средства, или же из двух частей или одной части клея (эпоксид, уретан и т.п. ) при условии, что он активизируется от тепла (не от радиационной энергии) в течение одной секунды.
Немедленно после этого барабан 100 перемещается на один шаг и получает следующую перемычку 108 или же барабан может подвинуться на полный шаг и отступить назад на небольшое расстояние. Продвижение может быть меньше, чем ширина перемычки 108, или же барабан может продвинуться вперед и затем отступить на небольшое расстояние назад, чтобы перемычки 108 перекрывали друг друга в окончательной сборке. Продвижение вперед может быть и больше ширины перемычки с последующим возвращением к очередной перемычке. Воздушное сопло, схематически обозначенное позицией 117, отдувает приклеенную перемычку 108 в сторону от барабана 100, чтобы можно было приклеить к занавеске 106 очередную перемычку 108, поданную скоростным конвейером 110. Барабан 100 может быть продвинут вперед на большее расстояние, чем машинный шаг, а затем задержан и возвращен назад в должное положение для приклейки очередной перемычки. Следует отметить, что барабан 100 может находиться в безостановочном движении, а толкатель 116 может следовать за барабаном и прихватывать или приклеивать сплошным образом перемычку 108.
Вторая вязаная занавеска 120 поступает на барабан 102 и сходится с занавеской 106, несущей перемычки 108, в сужении между барабанами. Второй горячий толкатель 122, как и первый, приклеивает свободную кромку каждой перемычки 108 к занавеске 120 путем расплавления клеевой линии 114. Барабаны 100 и 102 прерывисто приводятся в движение, как указывалось выше, они могут также передвигаться шагами одновременно или по отдельности, или же останавливаться и двигаться вперед, пока очередная перемычка подается в нужное положение скоростным конвейером 110. Воздушный эжектор 124 может быть использован для соответствующего расположения отстающей кромки перемычки 108 по отношению к барабану 102 и занавеске 120. Силиконная резиновая освобождающая и изоляционная поверхность 104 совместно с холодными или охлаждаемыми барабанами 100 и 102 предоставляет возможность нагрева и охлаждения в течение 2 с, так что клеевые линии 112 и 114 не отстают и не прилипают к барабанам 100, 102, но остаются на месте и обеспечивают надежную связь между перемычками 108 и занавесками 106, 120, причем клеевые линии приобретают матовый приятный эстетический вид. В одном из вариантов отстающая кромка перемычки 108 может прихватываться или постоянно приклеиваться первой, а ведущая кромка - второй.
Фиг. 3 показывает двухбарабанную систему с использованием инфракрасного скрепления. Здесь предусмотрены два барабана 130, 132, каждый из которых охлаждается (воздухом или жидкостью) и имеет покрытие 134 из силиконовой резины толщиной от 1,6 до 3,2 мм, обеспечивающее изоляцию и освобождающий слой. Подобранный комплекс тканей 150 для оконной шторы включает заднюю вязаную занавеску 136, к которой приклеены передние кромки перемычек 138 (такие же как и перемычки 108) и переднюю вязаную занавеску 140, которая подается отдельно к вводному прижиму и вступает в контакт с перемычками 130 и клеевыми линиями на их свободных кромках. Полная сборка ткани завершается у входного зажима к барабану 130, образованного роликом 148. Комплекс собранной ткани проходит вокруг барабана 130 к направляющему ролику 142 (примерно 270o) и далее переходит на барабан 132, где он перемещается примерно на 270o вокруг барабана 132 к ролику 144, затем вверх к ролику 146 и, наконец, горизонтально налево, как показано на фиг.3, выходит готовое изделие. Входной зажим, образованный роликом 148 во взаимодействии с барабаном 130, предназначен для формирования и стабилизации расположения полного комплекта шторы 150 для прохождения по барабану 130. Подобным же образом входной прижимной ролик 152 предназначен для стабилизации расположения сбора ткани 150 для его перемещения вокруг барабана 132.
Инфракрасные подогреватели 154 (обычные по своей конструкции) расположены в 30-45o от прижимных роликов 148, 152 в направлении перемещения комплекта 150. Через следующие 30-45o установлены прижимные ролики 156, покрытые матовой или шершавой силиконной резиной (толщина от 1,6 до 3,2 мм). Через следующие 30-45o установлены воздушные охлаждающие эжекторы 158, направленные перпендикулярно на частично или полностью склеенный комплект тканей 150 перед тем, как он покидает охлажденную опорную поверхность барабана 130, 132. Комплекты 150 продольно стабилизируются между прижимными роликами 148 и 156 и опорными поверхностями барабанов 130 и 132. Ролики 156 охлаждаются, а ролики 148 и 152 могут охлаждаться.
В системе по фиг.3 клеевые линии на передней и задней кромках перемычек 138 подогреваются, плавятся, а затем охлаждаются в контакте с матовой шершавой твердой поверхностью. Поверхность, находящаяся под клеем, другими словами опорная поверхность барабана 130, 132, сначала нагревается в силу теплообмена с нагретым комплектом тканей, когда он проходит под инфракрасным нагревателем, затем охлаждается, потому что охлажденный опорный барабан покрыт на 1,6-3,2 мм освобождающим материалом (силиконно-резиновое покрытие с шершавой поверхностью). Ролики 156 также покрыты таким освобождающим материалом. Этот освобождающий материал обладает изоляционными свойствами, так что когда инфракрасный обогреватель нагревает верхнюю сторону ткани, самая верхняя поверхность этого освобождающего изоляционного материала (силиконовая резина) нагревается почти до такой же температуры, как и ткань, что позволяет клею плавиться на нем. Однако, когда барабан поворачивается так, что этот участок больше не находится непосредственно под инфракрасным обогревателем, он быстро охлаждается ввиду теплообмена, так как его отделяет от барабана только 1,6-3,2 мм изоляционного материала. Воздушное охлаждение ускоряет этот процесс охлаждения. Таким образом, клей, находящийся ближе всего к опорной поверхности барабана, сначала охлаждается, когда вступает в контакт с опорной поверхностью барабана, затем он нагревается инфракрасным нагревателем до точки плавления, после чего снова охлаждается перед прекращением контакта с опорной поверхностью барабана. И хотя покрытие барабана изготовлено из освобождающего материала, клей все таки будет в некоторой степени прилипать к нему, если он недостаточно охладился и полностью не затвердел до того, как сборка материала 150 покидает опорную поверхность барабана. Кроме того, ролики 156 дополнительно охлаждают полузатвердевший клей и отпечатываются на нем, чтобы придать ему тканевую отделку.
Возможно важно отметить, что клей, который охлаждается в контакте с опорной поверхностью барабана, имеет большую прочность, чем клей, охлаждающийся снаружи, т.е. расположенный ближе к инфракрасному нагревателю. Причина этого, по-видимому, заключается в том, что клей пропитывает ткань, проникает через нее и затем размазывается по другой стороне прозрачной ткани в связи с тем, что во время перемещения по барабану сборка ткани прижимается к опорной поверхности барабана и к его освобождающей поверхности. Таким образом клей полностью охватывает нити и волокна прозрачной ткани как в капсулах и скрепляет их между собой. Ролики 156 выполняют такую же роль в отношении другой стороны скрепляемой ткани. В связи с этим могут, но не обязательно, использоваться два инфракрасных обогревателя и два барабана, один, обогревающий одну сторону, и другой, обогревающий другую сторону ткани. После первого вся система оказывается скрепленной вместе. Сторона, обращенная к барабану, монет быть несколько прочнее, чем сторона, которая была обращена к инфракрасному нагревателю, но прижимной ролик 156 обычно производит такой же эффект. После второго барабана вторая сторона может стать более прочной, а сторона, обращенная к инфракрасному обогревателю, остается такой же прочной, так как клей не выдавливается из капсул, связывающих прозрачную ткань, т.е. эффект заключения ткани в капсулы полностью сохраняется. В конечном виде клеевые линии просматриваются, но выглядят матовыми и офактуренными, потому что прижимные ролики 156, расположенные после инфракрасных обогревателей на каждом опорном барабане 130, 132, имеют рыхлую силиконную фактуру. Если обе тканевые занавески 136, 140 пористые, капсульные связи образуются с обеих сторон. Только одно полотно 136, 140 должно быть пористым.
Фиг. 4 показывает вариант осуществления системы фиг.3 с одним барабаном 170, оснащенным освобождающим покрытием 172 из матовой силиконной резины. По этой системе известная уже подборка материала 168 проходит вокруг барабана 170 несколько больше 160o и выходит через направляющий ролик 186. Инфракрасный обогреватель 176 расположен над барабаном 170 и нагревает подборку материала 168, чтобы расплавить термоплавкий липкий состав, используемый для клеевых линий на перемычках для скрепления вместе подборки тканей. Тефлоновый пояс 174 проходит замкнутой петлей по направляющим роликам 178, 180, 182, 184 (один из которых приводится в движение) и по барабану 170, он прижимает подбор тканей 168 к барабану 170 и стабилизирует расположение тканей. Барабан 170 охлаждается (воздухом или жидкостью), поэтому эффекты, описанные в связи с фиг.3, здесь также имеют место, по крайний мере в отношении контакта клеевых линий с освобождающей поверхностью барабана 170. При желании можно осуществить отдельную операцию с использованием инфракрасного обогревателя и шершавого покрытия барабана из силиконной резины для приглушения клеевых стыков.
Фиг. 5 показывает вариант техники скрепления прихватом. Вязаное полотно 190 занавески подается с правой стороны чертежа вдоль прямой или изогнутой опорной плиты или наковальни 192 и движется налево. Наковальня поддерживается на уровне окружающей температуры. Наковальня 192 состоит из опорной плиты, например из тефлона. Полотно 190 подается с остановками, шаг вперед и небольшое отступление назад, и останавливается для прикрепления перемычки. Такой способ перемещения необходим для обеспечения перекрываемости перемычек. Перемычка 194 подается поперечно к ходу полотна занавески при помощи скоростного конвейера 196, составляющего часть вакуумного сепараторного узла. Перемычка 194 содержит на своем переднем крае лицом вверх клеевую линию 198 и другую клеевую линию 200 на заднем конце лицом вниз. Горячий толкающий стержень 202 расположен непосредственно под передней кромкой перемычки 194. Толкатель 202 поддерживается при температуре от 194oC до примерно 222oC, предпочтительная температура составляет около 205oC. Когда полотно 190 останавливается, горячий толкатель 202 прижимает переднюю кромку перемычки 194 к полотну 190, опирающемуся на алюминиевую плиту, при желании покрытую тефлоном, и плавит клей или липкий состав (обычно термоплавкий состав) для образования связи перемычки 194 с полотном 190. Если контакт между толкателем 202 и перемычкой 194 занимает только 1/10 с, это означает связь прихватом. Если контакт продолжался около 1,5 с, возникает постоянная связь, как это было описано в связи с рассмотрением фиг.2. Вместе с тем полотно 190 может двигаться безостановочно, а толкатель 202 установлен так, чтобы следовать за полотном 190 и прижимать по ходу перемычку для прихвата или постоянной связи.
Фиг. 6-12 показывают новые метод и устройство для изготовления оконных штор описываемого здесь типа, в частности иллюстрируемого на фиг.13-15. Обращаясь сначала к фиг.6, опишем начальный этап формирования оконной шторы. Машинная рама, обозначенная позицией 300 (на которой устанавливаются непосредственно или косвенно все описанные ниже компоненты и детали) содержит вал 302 с барабаном 304, подающим полотно вязаной занавески. Простой и известный индикатор 306 количества материала на барабане установлен для показа состояния разматывания барабана. Полотно 308 вязаной занавески стягивается с барабана 304 и проходит через попрыгунчик 310, действующий пассивно под влиянием силы тяжести, прежде чем попасть в группу четырех роликов 312, 314, 316, 318, установленных вертикально (с небольшим смещением) по парам в раме 300 по обе стороны от агрегата 320 горячего башмака, размещенного вертикально в форме известной комбинации пневматического поршня с цилиндром 322.
Рама 300 состоит из двух боковых пластин 290, каждая из которых имеет две опоры 291, верхнюю надстройку 293 и центральную соединительную перекладину 292. Две надстройки 293 связаны стабилизирующим элементом 294 и поперечными связями 295 с двумя боковыми пластинами 296, которые образуют подсобную раму для зоны склеивания. Второй стабилизирующий элемент 297 соединяет боковые пластины в нижней части.
Полотно 308 проходит через верх ролика 312, идет вниз под ролик 314, проходит под горячим башмаком 320, под роликом 318, вверх через ролик 316, а затем вниз к второму попрыгунчику 324, перед тем как подняться вверх к направляющему ролику 326 и выйти горизонтально из зоны сборки в сторону зоны скрепления. Ролики 312, 314, 316, 318 являются ведущими и изготовлены из стали с покрытием из рыхлого материала, который имеет хорошие схватывающие свойства, такого, как например, орезиненная пробка. В это же время вторая вязаная занавеска 336 или тюль с ромбовидным узором стягивается с подающего барабана 330, установленного на валу 332 и оснащенного индикатором 334 состояния размотки барабана. Занавеска 336 поднимается вверх и проходит вокруг алюминиевого покрытого тефлоном ролика 338, над которым расположен на расстоянии тепловой щит 340, затем опускается вниз к третьему пассивному попрыгунчику 342, действующему от силы тяжести, и снова поднимается вверх, чтобы соединиться с полотном 308, в то время, как оно начинает накручиваться на направляющий ролик 326. В одном из вариантов полотно 336 может соединяться с полотном 308 под прижимным роликом 452.
Во время прохождения полотна 308 под горячим башмаком 320 скоростной конвейер и агрегат горячего толкателя, обозначенные позицией 350 и действующие в поперечном направлении к движению полотна 308, подают серию перемычек с клеевыми или липкими линиями на их кромках таким образом, как это было описано ранее, и прикрепляет их серийно перекрывающимся образом к полотну 308 по мере того, как оно совершает прерывистые движения (продвигается на шаг, отступает назад, останавливаете) под горячим башмаком 320. Конвейер будет детально описан ниже. Толкатель 350 действует при окружающей температуре, а горячий башмак нагревается до 66-94oC. Вместе с тем горячий толкатель 350 может быть подогрет до примерно 205oC (194-222oC), а башмак 320 поддерживаться при температуре 38-66oC.
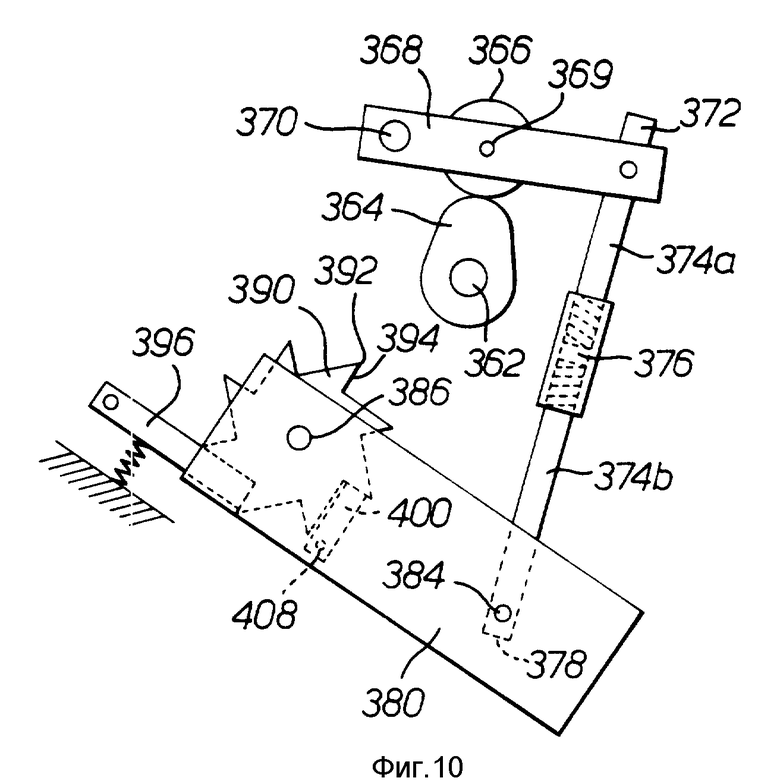
Далее будет описан привод барабанов, обеспечивающий прерывистое поступательное движение полотна 308, возврат и остановку. Главный ведущий вал 360 приводится в движение мотором (на чертежах не показан) и в свою очередь приводит в движение распределительный вал 362, расположенный около ролика 316, при помощи обычной цепной передачи и цепных колес. Приводные устройства роликов 312, 314, 316 и 318 установлены на соединительной стенке 292 на односторонней плите 290 и лучше всего показаны на фиг.10-12. Как показано на фиг. 10, кулачковый вал 362 имеет на своем конце закрепленный кулачок 364, который взаимодействует с ведомым элементом 366, закрепленным на консоли 368 при помощи стержня 369. Консоль 368 скреплена с рамой 300 с одного конца шпонкой 370, допускающей возможность поворота консоли. На другом конце консоли 368 поворотно закреплен один конец 372 составного стержня 374а, б, состоящего из двух частей с резьбой для регулирования его длины. Другой конец 378 стержня 374а, б поворотно крепится к паре консольных плит 380, 382 посредством вала 384. Второй вал 386 также связывает друг с другом консольные плиты 380, 382 и поворотно скрепляет их с рамой 300. Храповик 390 с зубьями 392, образующими прямоугольные уступы 394, устанавливается на валу 386. Подпружиненная защелка 396 поворотно скреплена с рамой 300 и под прямым углом входит в уступ 394 зуба 392 храповика 390 для предотвращения движения по часовой стрелке в ориентации по фиг.10.
Подъемная и продвигающая защелка 400 размещена между консольными плитами 380, 382 и входит в уступ зуба 392 храповика 390. Подъемная защелка 400 поворотно фиксируется на консольных плитах 380, 382 при помощи вала 408. Один конец стержня 402 крепится таким образом, чтобы поднимать защелку 400 над валом 408, и проходит через отверстие 403 в консольной плите 380, одновременно стержень скреплен с концом поршневого стержня 404, составляющего часть действующего пневматически узла поршень-цилиндр 406, смонтированного на консольной плите 380 при помощи шпонки 407. Ориентация расположения узла 406 такова, что при введении в действие цилиндра узла поршневой стержень 404 своим возвратно-поступательным движением поворачивает защелку, побуждая ее входить в сцепление и выходить из сцепления с уступом 394 зуба 392 и соответственно то поворачивать, то останавливать храповик 390 в направлении против часовой стрелки в ориентации по фиг.10.
(Однако давление воздуха может быть использовано для этой цели).
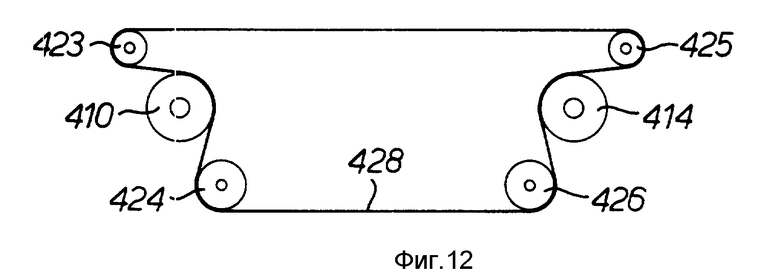
Узел поршень-цилиндр находится обычно в подпружиненном состоянии, ориентированном на выход подъемной защелки 400 из сцепления с храповиком 390. Звездочка 410 закреплена на валу 386, как и ролик 316, и оба они вращаются, когда вращается храповик 390 (против часовой стрелки). На некотором расстоянии от звездочки 410 расположен установленный с возможностью вращения на раме 300 вал 412, на котором закреплены ролик 312, звездочка 414 и фрикционная муфта 416, одна плита которой скреплена с валом 412, а другая плита - со шкивом 418, установленным с возможностью вращения на валу 412. Трос 420, один конец которого прикреплен к шкиву 418, накручивается на несколько витков вокруг шкива 418, а другой его конец связан с концом пружины натяжения 422, другой конец пружины скреплен с рамой 300. Звездочки 424, 426 закреплены на концах валов роликов 314, 318, а все звездочки 410, 414, 424, 426 лежат в общей плоскости вместе с направляющими роликами 423, 425. Бесконечный цепной привод 428 механически и кинетически связывают четыре звездочки и два направляющих ролика (фиг.12) так, что все ролики 312, 314, 316, 318 приводятся в движение одновременно и перемещают полотно 308 в нужном направлении.
Во время работы приводной вал 360 заставляет кулачковый вал 362 и кулачок 364 сообщать колебание консоли 368, тем самым вызывая отклонение консольных плит 380, 382. Если подающая защелка 400 входит в оцепление с храповиком 390, он прерывисто поворачивается против часовой стрелки, как это показано на фиг.10, приводя во вращение ролики 312, 314, 316, 318 и продвигая полотно 308 вперед в направлении работы машины. Совершаемое передвижение (от 50,8 до 69,8 мм) больше, чем длина зуба храповика 390, поэтому стопорная защелка 396 переходит за следующий уступ 394 в промежуточное положение между соседними зубьями 392. В то же время продвижение вперед привело к наматыванию троса 420 на шкив 418 и к натяжению пружины 422. Когда кулачок 364 вызывает перемещение подающей защелки 400 в максимальное левое положение (отклонение против часовой стрелки), он начинает обратный поворот консольных плит 380, 382, а именно плиты начинают отклоняться вниз по часовой стрелке, как это видно на фиг.10. Это движение вниз оттягивает подъемную защелку 400 вниз. Как только защелка 400 пытается выйти из сцепления с зубом, натянутая пружина 422 тянет обратно храповик по направлению часовой стрелки, заставляя ролики 312, 314, 316, 318 крутиться в обратную сторону (на 6,4-25,4 мм), пока стопорная защелка 396 не зайдет в очередной уступ 394 храповика. Предпочтительное продвижение составляет 69,8 мм и желательное отступление - 25,4 мм. Полотно останавливается, и горячий толкатель прихватывает или постоянно приклеивает перемычку к полотну занавески в поперечном положении. Тем временем движение вниз плит 380, 382 и подъемной защелки 400 продолжается до тех пор, пока защелка 400 не переползет через очередной зуб 392 и не займет положение, при котором она обеспечивает движение храповика в следующем цикле операции. Во время всех этих действий попрыгунчики 310, 324, 342 представляют занавескам 308, 336 возможность поступать безостановочно с их соответствующих подающих барабанов к направляющему ролику 326 и к дальнейшим операциям склеивания, которые будут описаны ниже.
Фиг.7 иллюстрирует операцию склеивания подборки материалов 450, сходящей с направляющего ролика 326 фиг.6. Подборка материала 450 перемещается под соединительной плитой 295 рамы 300 к ролику 452, смонтированному на боковой плите 296. Все части соединительного устройства установлены на боковых плитах 296 непосредственно или косвенно. Ролик 452 представляет собой прижимное устройство вместе с большим опорным барабаном 454, который охлаждается водой и приводится в движение при помощи обычной передачи от главного привода машины, для чего ведущая шестерня 456 закреплена коаксиально на валу 458 барабана. Подборка материала 450 проходит по барабану около 300o и выходит, огибая ролик 460, который тоже образует прижим с барабаном 454, затем она переходит на ролик 462, образующий зажим с вторым опорным барабаном 464, ведомым шестерней 466.
Ролики 452 и 460 установлены с возможностью регулирования их положения на боковых плитах 296 для приближения или отделения от барабана 454 с целью регулирования натяжения или давления прижима к барабану 454. Это достигается благодаря комплекту поршень-цилиндр 468, воздействующему посредством поворотного рычага 470, опирающегося в ось или ролик 452 (или 460) и закрепленного в прорези боковых плит 296.
На некотором расстоянии от опорного барабана 454 расположен направляющий ленточный ролик 472, инфракрасный обогреватель или печка 474, действующая от энергии в 17 кВ, ролик 476 и второй направляющий ленточный ролик 478. Оба ролика 476 и 478 оснащены комплектами поршень-цилиндр 468 и поворотными рычагами 470 для регулирования их положения относительно опорной поверхности барабана 454. Инфракрасный обогреватель 474 установлен на некотором расстоянии от опорной поверхности барабана 454 и оснащен поворотным кронштейном и упором, так что он может быть удален от барабана 454. Инфракрасный обогреватель имеет мощность в 17 кВ. В рассматриваемом устройстве предусмотрена ширильная установка, состоящая из пары бесконечных или образующих замкнутые петли плоских лент 480 шириной 25,4 мм, которые передвигаются со скоростью 1433 мм/мин с каждого края подборки материалов 450 вокруг опорного барабана 454 для предотвращения боковой или поперечной усадки. Эти ленты 480 проходят с каждой стороны вокруг направляющего ролика 472, по поверхности барабана 454, через регулируемый прижимной ролик 478, контролирующий натяжение ленты вокруг барабана 454, затем через направляющий ролик 482 и выравнивающую катушку 484. Катушки 484, регулирующиеся в продольном направлении, смонтированы на валу 486 для обеспечения регулировки по ширине, а вал 486 размещен в прорези в раме 300 и проходит через поворотно установленный натягивающий ленту рычаг 488, который поворачивается при приведении в действие поршня с цилиндром 490 для регулирования натяжения ленты. Подходящей шириной подборки материалов может быть, например, 1829 мм.
Ролики 452, 476, 460, 454 охлаждаются водой примерно до 10oC и покрыты слоем матовой или рыхлой силиконовой резины для обеспечения изолирующей и освобождающей поверхности. По мере того, как подборка материалов проходит со скоростью около 1433 мм/мин вокруг барабана 454, ролики 452, 460 препятствуют продольной усадке материала, а ленты 480 ширильной установки не допускают боковой усадки, инфракрасный обогреватель 474, действующий с мощностью 17 кВ, заставляет клеевые линии на ведущей и отстающей кромках перемычек плавиться и пропитывать насквозь промежутки в занавесках 308, 336, а также распространяться по поверхностям занавесок, удаленным от клеевых линий, для достижения капсульной связи перемычек с занавесками. Поверхность барабана 454 при прохождении мимо инфракрасного обогревателя 474 локально нагревается путем теплообмена, но охлаждается после прохождения инфракрасного обогревателя 474. Клей или липкое вещество, расплавленные энергией инфракрасного облучения во время прохождения под инфракрасным обогревателем 474, остывают и быстро твердеют в силу того, что опорная поверхность барабана 454 и ролик 476 охлаждаются водой. Кроме того, поскольку занавески в подборке 450 вступают в контакт с рыхлой силиконовой резиной (изоляция и освобождение) поверхности опорного барабана 454 и ролика 476, окончательные затвердевшие клеевые линии получаются полными и офактуренными и приобретают хороший эстетический и приятный вид.
То, что описано выше, является первой связывающей установкой. Вторая связывающая установка расположена сразу за первой установкой и в значительной степени представляет собой зеркальное отражение первой установки. Цель второй связывающей установки изложена в связи с описанием фиг.3. За исключением частей, которые упоминались или которые будут упомянуты в связи с их отличием, одинаковые элементы обозначены одинаковыми позициями. В ширильной машине второй связывающей установки направляющий ролик 482, а не катушка 484, выполнен регулирующимся для контролирования натяжения ленты. Вместе с тем катушки 484 имеют возможность скольжения и их положение на валу регулируется для контролирования ширины и выравнивания ленты. Во второй установке ролики 462, 460 контролируют продольную усадку таким же образом, как это было описано в связи с первой связывающей установкой. Однако рычаг натяжения 470 в этом случае удлинен и оснащен короткими пластинками 492 для поддержки направляющего ролика 494, который подпружинен для образования прижима с роликом 460 для вытягивания склеенной подборки материала, на этом этапе уже завершенного изделия оконной шторы, обозначенного позицией 450, с опорной поверхности барабана 464. Поворотный рычаг, не показанный на чертежах, подобный рычагу 470, таким же образом установлен с другой стороны машины для обеспечения поддержки на другом конце ролика 494. Как указывалось выше, ролики 462, 474, 460, 464 покрыты слоем рыхлой силиконовой резины толщиной в 3,2 мм.
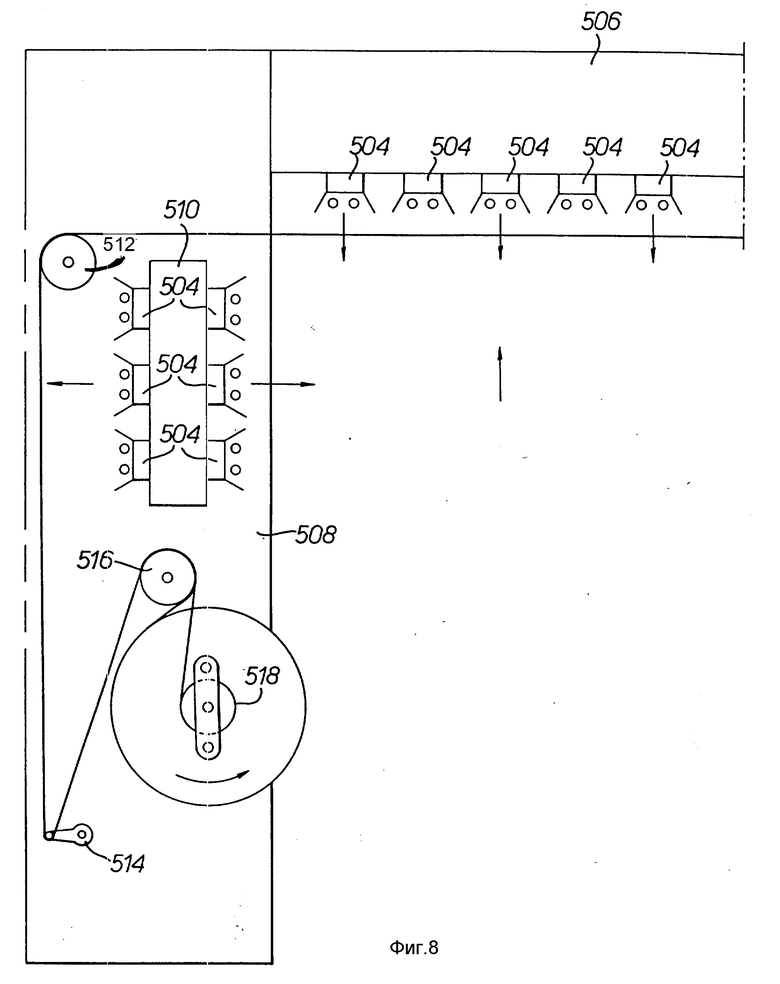
Система осмотра готового изделия 500 показана на фиг.7 и 8. Готовое изделие движется вертикально вверх от направляющего ролика 494 к направляющему ролику 502 (фиг.7), после чего оно переходит в горизонтальное положение и отходит в сторону от боковых плит 296 под серию флуоресцентных осветителей 504, установленных на нижней части второго коробчатого соединителя 506 рамы 300, который связывает боковые плиты 296 с двумя боковыми плитами 508 рамы 300. Третий стабилизатор 510 связывает между собой боковые плиты 508. Готовое изделие идет горизонтально к направляющему ролику 512, установленному в боковых плитах 508 около дальнего края, и поворачивает под прямым углом вниз к попрыгунчику 514, а затем снова вверх и вокруг ведущего ролика 516 с покрытием из орезиненной пробки для наматывания на приемную катушку или барабан 518. Флуоресцентные осветители 504 установлены на стабилизаторе 510 и обращены по направлению к боковым плитам 296 и в сторону от них. Осмотр готового изделия 500 совершается визуально лицом, стоящим под коробчатым соединителем 506 и рассматривающим изделие между направляющими роликами 494 и 502, затем в направлении вверх в сторону коробчатого соединителя 506 и между боковыми плитами 508. Дальнейший осмотр совершается визуально с внешней стороны боковых плит 508 в направлении между боковыми плитами 508 в сторону стабилизатора 510.
Ниже следует описание подготовки перемычек и скоростного конвейера 350 со ссылкой на фиг.9. Скоростной конвейер состоит из бесконечной петли или плоского перфорированного пояса 560, проходящего по роликам 550, 552, 554, 556 с одной стороны и по направляющим роликам с другой стороны (на чертежах не показаны) и над вакуумным картером. Занавеска 308 движется перпендикулярно к чертежу между боковыми плитами 290 под стабилизатором 294, так что пояс 560 подает поперечины сбоку поперек занавески 308. Ролики 550, 552, 554 являются ведущими, а ролик 556 выполняет роль выравнивателя. Катушка 562 с материалом для перемычек установлена на валу 564, и материал, подлежащий нарезке на перемычки, стягивается с подающей катушки 562 и подается на выравнивающий ролик 568, затем под выравнивающую катушку 570 и через опорную поверхность ролика 574 под аппликатором 572 клея, который выкладывается на клеевую линию вдоль одного края полоски 566 (см. клеевую линию 16а по фиг. 13). Опорный ролик 574 фиксируется с возможностью регулирования хомутом 576 на коробчатой раме 578.
Аппликатор 572 получает порцию клея из обычного коллектора 580 клея, который подает его в обычный разогреватель клея и в регулятор его подачи 582, подающий его в свою очередь через линейный фильтр 584, так что клей плавится, подается и фильтруется непосредственно перед его наложением через аппликатор 572 на полосу ткани 566. Полоса 566 перемещается со скоростью 60,96-106,68 мм/мин, а клей типа термоплавкого жидкого состава высыхает на воздухе примерно через полсекунды. Полоса 566 далее проходит под выравнивателем 586, через ролик 588, закрепленный с возможностью регулирования его положения хомутом 590 под вторым аппликатором 592. Во время этого перемещения полоса 566 переворачивается и аппликатор 592 прилагает клей на клеевую линию вдоль противоположного края полосы 566 на ее обратную сторону (см. клеевую линию 16б на фиг.13). После этого полоса 566 проходит через ролик 594 и через зажим, образованный роликами 594, 596, вокруг выравнивателей 598, 600 к ведущему ролику 602, образующему ведущий зажим с опорным роликом 604, который подает полосу 566 вдоль стола 608 к ножу 610. Воздушный эжектор 606 направляет поток воздуха на полосу 566, в то время как она проходит под ножом и поступает на пояс 560 скоростного конвейера. Перфорированный пояс 560 движется по направляющей дорожке над вакуумной установкой с перфорациями, служащими для вакуумного прижатия полосы к поясу 560 во время ее приближения к позиции склеивания с занавеской 308.
Нож 610 установлен в узком конце ролика 612, имеющего форму слезы и вращающегося вокруг оси 614, размещенной в центре его широкой части, а в момент отрезания узкая часть ролика 612 бывает обращена к полосе 566. Как известно, нож 610 приводится в действие после определенного числа оборотов, требующихся для получения желательной длины перемычки. Закаленная поверхность ролика 616 взаимодействует с ножом 610, а горизонтально расположенная ракля 618 прижимается к опорной поверхности ролика 616, чтобы предотвратить случайное закручивание полоски 566 вокруг ролика 616. Ракля 618 также служит вводу полосы на пояс 560 там, где он огибает ведущий ролик 550. Когда перемычка 620 (см. в качестве примера перемычку 194 на фиг. 5) отрезается от полосы 566 ножом 610, она ускоренно подается конвейером (действующим со скоростью, примерно в два раза превышающей скорость перемещения полосы 566) в положение под занавеской 308 между боковыми плитами 290, где она будет прихвачена горячим толкателем.
Управление системой, которое было бы желательно, легко понять из описанных операций. Все поршни и цилиндры управляются и контролируются пневматически, желательно с участием электрических или электронных компонентов, действующих совместно с датчиками, которые могут вводиться в действие механическими средствами, например микропереключателями, или же оптическими средствами, например фотоэлементом, и другими чувствительными к свету устройствами. В частности, в изобретении предусматривается фотоэлемент, который следит за тем, чтобы перемычка 620 находилась в нужном положении на скоростном конвейере 350, когда горячий толкатель прихватывает или постоянно приклеивает ее к простыне 308. Если перемычка не обнаружена в подлежащем для скрепления положении, воздушный фильтр 406, который в нерабочем положении поджимается пружиной, удерживая подающую защелку от сцепления с храповиком 390, не будет приведен в действие, и консольные плиты 380, 382 хотя и продолжат свои колебательные движения, но не будут побуждать храповик 390 к продвижению занавески 308, которая просто останется неподвижной на этом цикле работы машины (один оборот кулачка 364). Поэтому оператор, ответственный за операцию нарезания перемычек, может визуально осмотреть полосу 566 и перемычки 620 по мере того, как они отрезаются от полосы 566, и если он заметит дефектную перемычку 620, он просто забивает ее с конвейерного пояса 560 и выбрасывает. Если не оказывается ни одной перемычки 620, готовой к скреплению при помощи горячего толкателя, занавеска 308 остается неподвижной на период этого цикла или на период любого количества циклов, в ходе которых не окажется перемычек в необходимом положении для скрепления при помощи горячего толкателя. Когда операция развивается нормально, воздушный цилиндр 406 приводится в действие, поддерживая подъемную защелку 400 в подающем положении по отношению к храповику 390, при этом воздух в цилиндре 406 представляет собой упругую силу, которая позволяет подъемной защелке подниматься к храповику во время движения вниз консольных плит 380, 382.
Края перемычек, ведущей и отстающей, могут быть пропитаны любым подходящим материалом для придания им жесткости до наложения клеевых линий, чтобы перемычки имели более твердую конструкцию при скреплении их с занавесками. Следует отметить, что при желании клеевые линии могут быть прерывистыми. Перемычки располагаются параллельно между двумя полотнами во время сборки, а могут также располагаться поперек полотен в машинном направлении полотен.
Поступательные и возвратные движения полотен могут быть устранены и ткань может перемещаться только вперед с остановками. Только что прикрепленная перемычка должна отдуваться в сторону при прикреплении очередной перемычки. Это может осуществляться при помощи воздушного эжектора достаточной мощности при соответствующей ориентации воздушного потока. Кроме того, горячий толкатель тоже может отодвигаться в сторону. Возможно также прикрепление в первую очередь отстающих кромок перемычек. Допускается возможность обеспечения непрерывного движения полотна, но в этом случае необходимо предусмотреть меры для должного выравнивания перемычек. Перемычки могут также крепиться к верхней поверхности полотна 308 вместо его нижней стороны. Следует добавить, что ведущие кромки перемычек легче реализуются, если первыми прикрепляются отстающие кромки.
Хотя настоящее изобретение описано с ориентацией на некоторые конкретные варианты осуществления, возможны изменения и модификации, которые не выходят за рамки духа, объема и восприятия идей настоящего изобретения. Следует полагать, что они останутся в границах изобретения, притязания по которому изложены в его формуле.












Использование: в легкой промышленности, в частности в производстве оконных штор. Сущность изобретения: оконная штора с регулируемой освещенностью содержит пару параллельных полотен со множеством перемычек, которые скреплены липкими средствами вдоль своих кромок с указанными полотнами и которые в первом, закрытом положении оконной шторы расположены параллельно паре полотен, а во втором, открытом положении расположены перпендикулярно по отношению к полотнам, причем клейким линиям, связывающим перемычки с параллельными полотнами, придается матовый вид посредством нагрева липкого средства и прижатия его к офактуренной или шероховатой охлаждающей поверхности. Изобретение касается также способа изготовления оконной шторы и устройства для его осуществления. 3 с. и 25 з.п. ф-лы, 17 ил.
| US, патент, 3384519, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
