Изобретение относится к устройствам, используемым в способах неразрушающего контроля, и может быть использовано для измерения толщины металлических деталей, на поверхности которых нанесены различные покрытия.
Известен ультразвуковой резонансный толщиномер, содержащий генератор качающейся частоты с включенным в его контур пьезоэлектрическим датчиком, магнитный модулятор, измерительный канал и индикатор.
Известен ультразвуковой резонансный толщиномер, содержащий модулятор, последовательно соединенные ультразвуковой датчик, генератор качающейся частоты, измерительный канал и индикатор. Однако эти толщиномеры характеризуются низкой точностью.
Известен также ультразвуковой резонансный толщиномер, снабженный последовательно соединенными индуктивным датчиком, выполненным в виде плоской спирали, расположенной на рабочей поверхности ультразвукового датчика, вторым генератором качающейся частоты и измерительным каналом, а также мостовым сумматором, входы которого соединены с выходами обоих измерительных каналов, выход - с индикатором, а модулятор соединен со входами генераторов качающейся частоты. Однако при работе с таким толщиномером достоверность измерений достигается только при измерении изделий с плоскими поверхностями или с поверхностями, имеющими незначительную кривизну. Кроме того, в этом толщиномере могут возникать помехи на проводящих обкладках пьезопреобразователя от близко расположенной спирали индуктивного датчика, что снижает точность измерений.
Задачей предлагаемого технического решения является повышение точности измерений. Эта задача решается при достижении технического результата, выражаемого в уменьшении помех, возникающих при измерении, локализации поверхности измерения и, соответственно, в уменьшении погрешности при измерении криволинейных поверхностей.
Этот технический результат достигается при использовании предлагаемого устройства - ультразвукового толщиномера с совокупностью существенных признаков, имеющихся в независимом пункте формулы изобретения. Такой ультразвуковой толщиномер состоит из пьезопреобразователя, выполненного в виде датчика и содержащего передающий и приемный пьезоэлементы, в разделительный слой между которыми встроена катушка индуктивности. На входы пьезопреобразователя и катушки индуктивности подключены соответственно два генератора, а выходы подключены к блоку обработки сигналов, содержащему усилитель, триггер, блок измерения временных сигналов (таймер), ЭВМ и блок индикации. Обе указанные замкнутые цепи представляют собой первый и второй автономные измерительные каналы.
Кроме того, с внешней стороны передающего и приемного элементов пьезопреобразователя установлены две кварцевые призмы высотой не менее 6 мм, а катушка индуктивности выполнена в виде вихретокового преобразователя, представляющего собой микрокатушку, намотанную на ферромагнитном сердечнике высотой не более 2,5 мм и встроенную в разделительный слой между передающим и приемным элементами пьезопреобразователя заподлицо с кварцевыми призмами.
В частном решении предлагаемого ультразвукового толщиномера высокочастотные электрические колебания во втором измерительном канале вырабатываются автогенератором, встроенным непосредственно в сам датчик.
В другом частном решении предлагаемого ультразвукового толщиномера поверхность кварцевых призм, на которую устанавливаются передающий и приемный пьезоэлементы, выполнена со скосом, благодаря чему поверхность передающего и приемного пьезоэлементов образует тупой угол по отношению к поверхности измеряемого изделия.
Для пояснения сущности предлагаемого технического решения ультразвукового толщиномера прилагается чертеж датчика, расположенного на измеряемом изделии и совмещенного с блок-схемой блока обработки сигналов.
Ультразвуковой толщиномер, показанный на чертеже, состоит из датчика-пьезопреобразователя, корпус 1 которого установлен на смоченную контактирующей жидкостью 2 поверхность измеряемого изделия 3, на котором имеется слой покрытия 4. Первый измерительный канал содержит задающий высокочастотный генератор 5, передающий 6 и приемный 7 пьезоэлементы, установленные на кварцевых призмах 8, между которыми имеется разделительный слой 9, выполненный из прессованного пенопласта, и блок 10 обработки сигналов. Второй измерительный канал содержит автогенератор 11, вихретоковый преобразователь (микрокатушку индуктивности) 12 и блок 10 обработки сигналов. Блок 10 обработки сигналов содержит усилитель 13, триггер 14, блок 15 измерения временных сигналов (таймер), ЭВМ 16 с клавиатурой 17 и блоком 18 индикации и генератор 19, заполняющий высокочатотными импульсами временной интервал между открытием и закрытием триггера 14 для возможности цифровой обработки этого интервала, функционально связанного с толщиной измеряемого изделия.
Для измерений с помощью предлагаемого ультразвукового толщиномера пьезопреобразователь, смонтированный в корпусе 1 датчика, устанавливают на предварительно смоченную контактирующей жидкостью поверхность измеряемого изделия 3 и подсоединяют к блоку 10 обработки сигналов. Его первый измерительный канал работает следующим образом: генератор 5 вырабатывает высокочастотные электрические импульсы определенной частоты, поступающие на передающий элемент пьезопреобразователя, преобразовывающий поступающие на него электрические импульсы в упругие ультразвуковые колебания, которые, проходя через кварцевую призму, концентрируются в узкий пучок, направленный по нормали к верхней поверхности передающего элемента. Одновременно сигнал подается на триггер, который оказывается открытым на время до прихода переднего фронта отраженного импульса.
Тем временем пучок ультразвуковых колебаний проходит через слой контактирующей жидкости, нанесенный на поверхность контролируемого изделия, через покрытие, имеющееся на поверхности изделия, через материал изделия и на границе раздела двух сред, имеющих различное волновое сопротивление, отражается от противоположной поверхности изделия, причем угол его отражения будет равен углу падения. Отраженный пучок ультразвуковых колебаний попадает через кварцевую призму на приемный элемент пьезопреобразователя, преобразуется в электрические импульсы, поступающие затем на вход блока обработки сигналов, где импульсы усиливаются и своим передним фронтом закрывают триггер 14. По длительности открытого состояния триггера судят о суммарной толщине изделия и покрытия.
Второй измерительный канал работает одновременно, но автономно, причем индуктивность микрокатушки вихретокового преобразователя, а следовательно, и собственная переменная резонансная частота контура автогенератора, в который она входит, зависит от расстояния от торца датчика до поверхности самого изделия, т. е. от толщины покрытия. Таким образом, по резонансной частоте контура автогенератора можно судить о толщине покрытия после преобразования этих импульсов, которое осуществляются в блоке обработки сигналов, поступая туда по второму измерительному каналу.
ЭВМ обрабатывает полученные данные в следующей последовательности: по первому (ультразвуковому) каналу получают полное время пробега tполн, по второму (вихретоковому) каналу получают толщину покрытия Тпокр. Время пробега в покрытии вычисляется в ЭВМ по формуле
где Vпокр - скорость ультразвуковой волны в лакокрасочном покрытии, const, вводимая в ЭВМ с клавиатуры.
Затем вычисляют время пробега в металле по формуле tмет=tполн-tпокр, после чего определяют толщину металла Тмет=tмет•Vмет, где Vмет - скорость ультразвука в металле, const, вводимая в ЭВМ с клавиатуры.
После обработки полученных импульсов ЭВМ выдает окончательные данные о толщине материала измеряемого изделия на блок индикации.
Передача на измеряемое изделие и прием ультразвукового сигнала с передающей на приемную пластину пьезопреобразователя через кварцевые призмы позволяет резко уменьшить помехи, возникающие при непосредственном контакте пьезоэлементов с поверхностью измеряемого изделия и нормализовать направление ультразвукового потока. Применение кварцевых призм дает также возможность отнести передающий и приемный пьезоэлементы от индуктивной катушки, что также способствует уменьшению возникающих помех.
Кроме того, применение вихретокового преобразователя во втором измерительном канале, выполненного в виде микрокатушки, дает возможность по сравнению с прототипом значительно локализовать площадь измеряемого изделия, что важно при измерении толщины изделий значительной кривизны, например корпусов судов, различных емкостей, труб и т.д.
В качестве конструктивного соединительного элемента и одновременно разделительного слоя для пьезоэлементов, кварцевых призм и микрокатушки в опытном образце ультразвукового толщиномера, испытанном в лабораторных условиях, был использован прессованный пенопласт.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой толщиномер | 1990 |
|
SU1763887A1 |
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР ИЛИ ГЛУБИНОМЕР ДЕФЕКТОСКОПА | 1994 |
|
RU2082160C1 |
| Устройство для вихретокового контроля электропроводящих материалов | 1983 |
|
SU1099269A1 |
| СПОСОБ ОБНАРУЖЕНИЯ КОРРОЗИОННЫХ ПОВРЕЖДЕНИЙ НА ТРУДНОДОСТУПНЫХ ПОВЕРХНОСТЯХ ИЗДЕЛИЙ | 2017 |
|
RU2653122C1 |
| СПОСОБ ВИХРЕТОКОВОГО КОНТРОЛЯ ТОЛЩИНЫ КОМПОЗИТНЫХ МАТЕРИАЛОВ НА НЕМЕТАЛЛИЧЕСКИХ ПОДЛОЖКАХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2577037C1 |
| ВИХРЕТОКОВЫЙ ТОЛЩИНОМЕР | 2009 |
|
RU2419763C1 |
| Комбинированная искательная головка | 1989 |
|
SU1728787A1 |
| УСТРОЙСТВО ДЛЯ ВЫЯВЛЕНИЯ ГАЗОНАСЫЩЕННЫХ СЛОЕВ НА ТИТАНОВЫХ СПЛАВАХ | 2000 |
|
RU2216728C2 |
| Ультразвуковой пьезопреобразователь | 1982 |
|
SU1019322A1 |
| Ультразвуковой расходомер | 1979 |
|
SU787899A1 |
Изобретение относится к устройствам неразрушающего контроля и может быть использовано для измерения толщины металлических деталей, на поверхности которых нанесены различные покрытия. Устройство содержит пьезопреобразователь, выполненный в виде датчика, содержащего передающий и приемный пьезоэлементы, в разделительный слой между которыми встроена катушка индуктивности. На входы пьезопреобразователя и катушки индуктивности подключены соответственно два задающих генератора, а выходы подключены к блоку обработки сигналов. Обе замкнутые цепи представляют собой первый и второй автономные измерительные каналы. Кроме того, с внешней стороны передающего и приемного элементов преобразователя установлены две кварцевые призмы толщиной не менее 6 мм. Катушка индуктивности выполнена в виде вихретокового преобразователя, представляющего собой микрокатушку, намотанную на ферромагнитном сердечнике высотой не более 2,5 мм и встроенную в разделительный слой между передающим и приемным элементами пьезопреобразователя заподлицо с кварцевыми призмами. Технический результат заключается в уменьшении помех, возникающих при измерении, локализации поверхности измерения, в уменьшении погрешности при измерении криволинейных поверхностей. 2 з.п.ф-лы, 1 ил.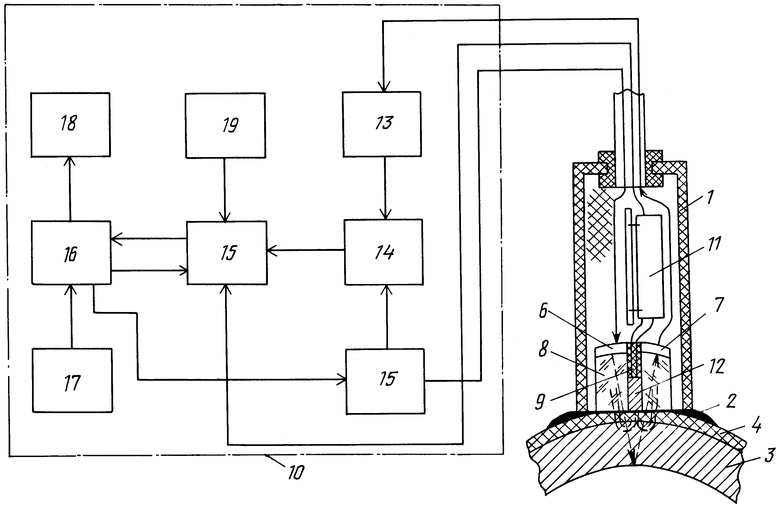
| Буферный магазин для длинномерных грузов | 1979 |
|
SU878691A1 |
| US 3643494 А, 22.02.1972 | |||
| УЛЬТРАЗВУКОВОЙ ТОЛЩИНОМЕР | 2001 |
|
RU2185600C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТОЛЩИНЫ | 1999 |
|
RU2163351C2 |

