Настоящее изобретение относится к способу производства расплавленного металла (данный термин включает металлические сплавы), в частности, однако, ни в коем случае не исключительно железа, из металлосодержащего исходного материала, такого как руды, частично восстановленные руды и потоки металлосодержащих отходов, в металлургической емкости, содержащей жидкую ванну.
Настоящее изобретение относится в особенности к способу прямой плавки с использованием ванны расплавленного металла для производства расплавленного металла из металлосодержащего исходного материала.
Наиболее широко используемый способ производства расплавленного металла основан на использовании доменной печи. Твердый материал загружается в верхнюю часть печи, а расплавленное железо выпускается с пода. Твердый материал включает железную руду (в виде агломерата, кусков или окатышей), кокс и флюсы и образует газопроницаемую шихту, которая перемещается вниз. Предварительно нагретый воздух, который может быть обогащен кислородом, вводится через дно печи, перемещается вверх через газопроницаемый слой и создает при сгорании кокса монооксид углерода и тепло. Результатом этих реакций является образование расплавленного железа и шлака.
Способ, в котором железо производится путем восстановления железной руды при температуре ниже температуры плавления железа, в общем классифицируется как "способ прямого восстановления", а получаемый продукт называется железом прямого восстановления (DRI - direct reduced iron).
Примером способа прямого восстановления является способ восстановления железной руды в псевдоожиженном слое (FIOR fluid iron ore reduction). В данном способе происходит восстановление мелких фракций железной руды по мере того, как мелкие фракции под действием силы тяжести проходят через каждый из ряда реакторов с псевдоожиженным слоем. Мелкие фракции восстанавливаются при помощи сжатого восстановительного газа, который поступает через дно самого нижнего реактора в ряду и движется в направлении, противоположном перемещению мелких фракций вниз.
Другие способы прямого восстановления включают способы с использованием движущихся шахтных печей, неподвижных шахтных печей, вращающихся печей и муфельных печей.
В способе COREX расплавленное железо производится непосредственно с использованием угля без применения необходимого для доменной печи кокса. Способ происходит в две стадии, на которых: (a) железо прямого восстановления производится в шахтной печи в газопроницаемом слое железной руды (в виде кусков или окатышей), угля и флюсов и (b) железо прямого восстановления затем выгружается без охлаждения в присоединенную плавильную печь - газогенератор.
Восстановительный газ для шахтной печи создается при частичном сгорании угля в псевдоожиженном слое плавильной печи - газогенераторе.
Другая известная группа способов по производству расплавленного железа основана на использовании циклонных конвертеров, в которых железная руда расплавляется при сгорании кислорода и восстановительного газа в верхнем циклоне расплавления и плавится в нижней плавильной печи, содержащей ванну расплавленного железа. Нижняя плавильная печь вырабатывает восстановительный газ для верхнего циклона расплавления.
Способ, в котором расплавленный металл производится непосредственно из руд, в общем называется "способом прямой плавки".
Одна известная группа способов прямой плавки основана на использовании электрических печей как главного источника энергии для реакций плавки.
Другой известный способ прямой плавки, который в основном упоминается как способ Romelt, основан на использовании шлаковой ванны большого объема с интенсивно перемешивающимся шлаком в качестве среды для плавки в металл загружаемых сверху оксидов металла и для последующего сгорания газообразных продуктов реакции и передачи тепла, что требуется для продолжения плавки оксидов металла. Способ Romelt включает введение обогащенного кислородом воздуха или кислорода в шлак через нижний ряд фурм для обеспечения перемешивания шлака и введение кислорода в шлак через верхний ряд фурм для активизации последующего сгорания. В способе Romelt слою металла не отводится значительной роли как реакционной среде.
Другая известная группа способов прямой плавки, которые основаны на использовании шлака, в основном описывается как способ c "глубоким шлаком". Эти способы, такие как процессы DIOS и AISI, основаны на образовании глубокого слоя шлака с 3 областями, а именно: верхней областью для последующего сгорания газов реакции с вводимым кислородом, нижней областью для плавки оксидов металла в металл и промежуточной областью, которая разделяет верхнюю и нижнюю области. Как и в случае способа Romelt, слою металла, расположенному ниже слоя шлака, не отводится значительной роли как реакционной среде.
Еще один известный способ прямой плавки, который основан на использовании в качестве реакционной среды слоя расплавленного металла и в основном упоминается как способ HIsmelt, описан в международной заявке PCT/AU 96/00197 (WO 96/31627), поданной заявителем данной заявки.
Описанный в международной заявке способ HIsmelt содержит: (a) образование ванны расплавленного железа и шлака в емкости; (b) введение в ванну (i) металлосодержащего исходного материала, в типичном случае оксидов металла, и (ii) твердого углеродсодержащего материала, в типичном случае угля, который действует как восстановитель оксидов металла и источник энергии; и (с) плавку металлосодержащего исходного материала в металл в слое металла.
Способ HIsmelt также содержит последующее сгорание газов реакции, таких как СО и Н2, выходящих из ванны в пространство над ванной, с вводимым кислородсодержащим газом и передачу в ванну тепла, созданного последующим сгоранием, для увеличения тепловой энергии, требующейся для плавки металлосодержащих исходных материалов.
Способ HIsmelt также содержит создание переходной зоны над номинальной спокойной поверхностью ванны, в которой существует необходимая масса восходящих и впоследствии нисходящих капель, или брызг, или струй расплавленного металла, и/или шлака, которые обеспечивают эффективную среду для передачи в ванну тепловой энергии, созданной над ванной последующим сгоранием газов реакции.
Описанный в упомянутой международной заявке способ HIsmelt отличается образованием переходной зоны путем введения газа-носителя и металлосодержащего исходного материала, и/или твердого углеродсодержащего материала, и/или другого твердого материала в ванну через секцию боковой стороны емкости, которая находится в контакте с ванной, и/или из пространства над ванной таким образом, что газ-носитель и твердый материал проникают в ванну и вызывают выброс расплавленного металла и/или шлака в пространство над поверхностью ванны.
Описанный в упомянутой международной заявке способ HIsmelt является усовершенствованием более ранних форм данного способа, в которых переходная зона образуется путем донного введения газа и/или углеродсодержащего материала в ванну, что вызывает выброс из ванны капель, брызг и струй расплавленного материала.
Заявитель провел обширные заводские испытания способа HIsmelt и сделал ряд значительных выводов, касающихся процесса.
Если говорить в общем, настоящее изобретение представляет собой способ прямой плавки для производства металлов из металлосодержащего исходного материала, который включает стадии (a) образования в металлургической емкости жидкой ванны, имеющей слой металла и слой шлака, расположенный на слое металла; (b) введения металлосодержащего исходного материала и твердого углеродсодержащего материала в слой металла через множество трубок/фурм; (c) плавки металлосодержащего материала в слое металла; (d) стадию выброса расплавленного материала в виде брызг, капель и струй в пространство выше номинальной спокойной поверхности жидкой ванны для образования переходной зоны и (e) введения кислородсодержащего газа в емкость через одну или более трубок/фурм для последующего сгорания газов реакции, выходящих из жидкой ванны, посредством чего восходящие и впоследствии нисходящие брызги, капли и струи расплавленного материала в переходной зоне облегчают передачу тепла в жидкую ванну, в результате чего переходная зона снижает до минимума потерю тепла из емкости через боковые стенки, находящиеся в контакте с переходной зоной; и включает стадию управления процессом путем поддержания большого запаса шлака, глубину которого контролируют на уровне по меньшей мере 1,5 м.
Здесь подразумевается, что термин "плавка" означает термическую обработку, при которой для производства жидкого металла происходят химические реакции, которые восстанавливают металлосодержащий исходный материал.
Подразумевается, что термин "спокойная поверхность" применительно к жидкой ванне означает поверхность жидкой ванны при таких условиях способа, когда отсутствует введение газа/твердых материалов и соответственно отсутствует перемешивание ванны.
Пространство выше номинальной спокойной поверхности жидкой ванны далее называется "верхним пространством".
Существенным результатом заводских испытаний является вывод о том, что для управления потерями тепла из емкости и передачей тепла в слой металла важно поддерживать высокое содержание шлака в емкости, в особенности в переходной зоне. Значимость шлака для способа HIsmelt является существенным отличием по сравнению с предшествующими испытаниями способа HIsmelt. В предыдущих испытаниях количество шлака не считалось столь важным для процесса.
Понятие "большой запас шлака" может означать глубину слоя шлака в емкости.
Предпочтительно способ включает поддержание большого запаса шлака путем контролирования глубины слоя шлака в стабильных рабочих условиях на уровне от 1,5 до 4 м.
Более предпочтительно способ включает поддержание большого запаса шлака путем контролирования глубины слоя шлака в стабильных рабочих условиях на уровне от 1,5 до 2,5 м.
Понятие "большой запас шлака" может также означать количество шлака в емкости по сравнению с количеством металла.
Предпочтительно, когда способ осуществляется в стабильных условиях, он включает поддержание большого запаса шлака путем контролирования весового соотношения металл: шлак на уровне между 4:1 и 1:2.
Более предпочтительно способ включает поддержание большого запаса шлака путем контролирования весового соотношения металл: шлак на уровне между 3:1 и 1:1.
В особенности предпочтительно, чтобы способ включал поддержание большого запаса шлака путем контролирования весового соотношения металл: шлак на уровне между 3:1 и 2:1.
От количества шлака в емкости, т.е. запаса шлака, напрямую зависит количество шлака, который находится в переходной зоне.
Относительно низкие характеристики теплопередачи шлака по сравнению с металлом имеют важное значение в контексте снижения до минимума потери тепла из переходной зоны в боковые стенки и из емкости через ее боковые стенки.
При соответствующем управлении способом шлак в переходной зоне может образовать слой или слои на боковых стенках, которые увеличивают сопротивление потере тепла через боковые стенки.
Таким образом, путем изменения запаса шлака можно увеличивать или уменьшать количество шлака в переходной зоне и на боковых стенках и, следовательно, управлять потерей тепла через боковые стенки емкости.
Шлак на боковых стенках может формироваться как "влажный" слой или "сухой" слой. "Влажный" слой включает застывший слой, который прилипает к боковым стенкам, полутвердый (мягкий) шлак и внешнюю жидкую пленку. "Сухой" слой является слоем, в котором, по существу, весь шлак является застывшим.
Количество шлака в емкости также обеспечивает критерий управления уровнем последующего сгорания.
Если говорить более конкретно, если запас шлака слишком мал, в переходной зоне будет иметься повышенное содержание металла, что приведет к повышенному уровню окисления металла и растворенного в металле углерода, а также возможности снижения уровня последующего сгорания и вследствие этого к реальному уменьшению последующего сгорания, несмотря на тот положительный эффект, который металл, находящийся в переходной зоне, оказывает на передачу тепла в слой металла.
Кроме того, если запас шлака является слишком большим, одна или более трубок/фурм для введения кислородсодержащего газа будут погружены в переходную зону, и это снизит до минимума перемещение газов реакции верхнего пространства к концу единственной или каждой из трубок/фурм и, как следствие, снизит возможности последующего сгорания.
Количество шлака в емкости, т.е. запас шлака, определенное как глубина слоя шлака или весовое соотношение металл: шлак, может контролироваться при помощи объемов выпуска металла и шлака.
Производство шлака в емкости может контролироваться изменением скоростей подачи в емкость металлосодержащего исходного материала, углеродсодержащего материала и флюсов, а также изменением рабочих параметров, таких как скорости введения кислородсодержащего газа.
Отличительной особенностью способа согласно изобретению является управление передачей тепла через переходную зону в слой металла и управление потерей тепла из емкости через переходную зону.
Как отмечено выше, существенной отличительной особенностью настоящего изобретения является управление способом путем поддержания большого запаса шлака.
Кроме того, предпочтительной отличительной особенностью настоящего изобретения является управление процессом при помощи следующих его характеристик, по отдельности или в комбинации: (a) размещение одной или более трубок/фурм для введения кислородсодержащего газа таким образом и введение кислородсодержащего газа с такой скоростью подачи, что (i) кислородсодержащий газ вводится по направлению к слою шлака и проникает в переходную зону и (ii) поток кислородсодержащего газа отражает брызги, капли и струи расплавленного материала поблизости от нижней секции единственной или каждой из трубок/фурм, и вокруг конца единственной или каждой из трубок/фурм образуется непрерывное газовое пространство, описываемое как "свободное пространство"; (b) управление потерей тепла из емкости путем набрызгивания преимущественно шлака на боковые стенки емкости, находящиеся в контакте с переходной зоной, при помощи регулирования одного или более из следующего: (i) количества шлака в жидкой ванне; (ii) скорости введения кислородсодержащего газа через одну или более трубок/фурм для введения кислородсодержащего газа и (iii) скорости подачи металлосодержащего исходного материала и углеродсодержащего материала через трубки/фурмы.
В ситуациях, когда металлосодержащий исходный материал является железосодержащим материалом, предпочтительной отличительной особенностью настоящего изобретения также является управление процессом путем контролирования того, чтобы содержание растворенного в расплавленном железе углерода находилось на уровне по меньшей мере 3 вес.%, а также путем поддержания шлака в активном восстанавливающем состоянии, обеспечивающем содержание FeO в слое шлака и в переходной зоне на уровне менее 6 вес.%, а более предпочтительно менее 5 вес.%.
Предпочтительно металлургическая емкость включает (a) вышеописанные одну или более трубок/фурм для введения кислородсодержащего газа и трубки/фурмы для введения твердых материалов, таких, как металлосодержащий материал, углеродсодержащий материал (в типичном случае уголь) и флюсы, в емкость; (b) выпускные каналы для выгрузки расплавленного металла и шлака из емкости и (c) один или более выпускных каналов для отходящего газа.
Для осуществления процесса необходимо, чтобы емкость содержала жидкую ванну, имеющую слой металла и слой шлака, расположенный на слое металла.
Здесь подразумевается, что термин "слой металла" означает ту область ванны, которая представляет собой преимущественно металл.
Здесь подразумевается, что термин "слой шлака" означает ту область ванны, которая представляет собой преимущественно шлак.
Важной отличительной характеристикой способа согласно изобретению является то, что металлосодержащий материал плавится в металл по меньшей мере преимущественно в слое металла жидкой ванны.
На практике существует некоторая доля металлосодержащего материала, который плавится в металл в других областях емкости, например в слое шлака. Однако задачей способа согласно изобретению, а также важным отличием данного способа от известных способов является увеличение до максимума плавки металлосодержащего материала в слое металла.
Как следствие вышеописанного, данный способ включает введение металлосодержащего материала и углеродсодержащего материала, который действует как источник восстановителя и источник энергии, именно в слой металла.
Одним вариантом является введение металлосодержащего материала и углеродсодержащего материала через трубки/фурмы, расположенные выше слоя металла и проходящие вниз по направлению к нему. В типичном случае трубки/фурмы проходят через боковые стенки емкости и далее под наклоном вниз и внутрь по направлению к поверхности слоя металла.
Другим вариантом, однако ни в коем случае не единственным другим вариантом, является введение металлосодержащего материала и углеродсодержащего материала через фурмы, находящиеся в дне емкости или в боковых стенках емкости, контактирующих со слоем металла.
Введение металлосодержащего материала и углеродсодержащего материала может осуществляться через одну и ту же или отдельные трубки/фурмы.
Другим существенным признаком способа согласно изобретению является выброс расплавленного материала, в типичном случае в виде брызг, капель и струй, вверх из жидкой ванны, по меньшей мере в часть верхнего пространства, находящегося выше спокойной поверхности ванны, для образования переходной зоны.
Переходная зона полностью отличается от слоя шлака. Для пояснения: в стабильных рабочих условиях процесса слой шлака содержит пузырьки газа в сплошном объеме жидкости, тогда как переходная зона содержит брызги, капли и струи расплавленного материала в сплошном объеме газа.
Предпочтительно в данном процессе происходит выброс расплавленного материала в виде брызг, капель и струй в верхнее пространство выше переходной зоны.
Другим существенным признаком способа согласно изобретению является то, что в нем происходит последующее сгорание созданных в жидкой ванне газов реакции, таких, как моноксид углерода и водород, в верхнем пространстве (включая переходную зону), находящемся выше номинальной спокойной поверхности ванны, а также происходит передача тепла, созданного при последующем сгорании, в слой металла для поддержания температуры жидкой ванны, что существенно с точки зрения прохождения в этом слое эндотермических реакций.
Предпочтительно кислородсодержащий газ представляет собой воздух.
Более предпочтительно, воздух предварительно нагревают.
В типичном случае воздух предварительно нагревают до 1200°С.
Воздух может быть обогащен кислородом.
Предпочтительно уровень последующего сгорания составляет по меньшей мере 40%, где последующее сгорание определяется как
где [СО2] объемный % СO2 в отходящем газе;
[Н2О] объемный % Н2O в отходящем газе;
[СО] объемный % СО в отходящем газе;
[Н2O] объемный % Н2 в отходящем газе.
Переходная зона важна по двум причинам.
Во-первых, восходящие и впоследствии нисходящие брызги, капли и струи расплавленного материала являются эффективным средством передачи в жидкую ванну тепла, созданного последующим сгоранием газов реакции в верхнем пространстве выше спокойной поверхности ванны.
Во-вторых, расплавленный материал, и в особенности шлак, находящийся в переходной зоне, является эффективным средством снижения до минимума потери тепла через боковые стенки емкости.
Фундаментальное различие между способом согласно изобретению и известными способами состоит в том, что в способе согласно изобретению основной областью плавки является слой металла, а основная область окисления (т.е. вырабатывания тепла) находится выше и в переходной зоне, эти области четко пространственно разделены, и передача тепла происходит посредством физического перемещения расплавленного металла и шлака между данными двумя областями.
Предпочтительно переходная зона создается путем введения металлосодержащего материала и углеродсодержащего материала в газе-носителе через трубки/фурмы, которые проходят вниз по направлению к слою металла.
Более предпочтительно, как отмечено выше, трубки/фурмы проходят через боковые стенки емкости и далее под наклоном проходят вниз и внутрь по направлению к слою металла.
Такое введение твердого материала по направлению к слою металла и затем в слой металла имеет следующие последствия: (a) количество движения твердого материала/газа-носителя приводит к проникновению твердого материала и газа в слой металла; (b) углеродсодержащий материал, в типичном случае уголь, выделяет летучие компоненты и в результате этого создает газ в слое металла; (c) углерод преимущественно растворяется в металле и частично остается как твердое вещество; (d) металлосодержащий материал плавится до получения металла с использованием углерода, взятого из введенного углерода, как описано выше в пункте (с), и реакция плавки создает газ моноксид углерода, и (е) газы, транспортированные в слой металла и созданные при выделении летучих компонентов и плавлении, приводят к интенсивному подъему за счет выталкивающей силы расплавленного металла, твердого углерода и шлака (внесенного в слой металла вследствие введения твердого материала/газа) из слоя металла, что создает движение вверх брызг, капель и струй расплавленного металла и шлака, и эти брызги, капли и струи захватывают дополнительный шлак по мере того, как они движутся через слой шлака.
Другим существенным признаком способа согласно изобретению является то, что размещение и рабочие параметры одной или более трубок/фурм, которые вводят кислородсодержащий газ, а также рабочие параметры, которые управляют переходной зоной, выбираются таким образом, что (a) кислородсодержащий газ вводится по направлению к слою шлака и проникает в переходную зону; (b) поток кислородсодержащего газа отражает брызги, капли и струи расплавленного материала так, что в результате (i) переходная зона распространяется вверх поблизости от нижней секции одной или более трубок/фурм и (ii) вокруг конца одной или более трубок/фурм образуется непрерывное газовое пространство, описываемое как "свободное пространство".
Образование свободного пространства является важной характеристикой, так как это дает возможность газам реакции, находящимся в верхнем пространстве емкости, поступать в область конца одной или более трубок/фурм для введения кислородсодержащего газа и сгорать в данной области на стадии последующего сгорания. В данном контексте подразумевается, что термин "свободное пространство" означает пространство, которое практически не содержит металла и шлака.
Кроме того, вышеописанное отражение расплавленного материала в некоторой степени защищает боковые стенки емкости от зоны сгорания, созданной у конца единственной или каждой из трубок/фурм. Также оно предоставляет средство для возвращения большего количества энергии обратно в ванну от газов, подвергшихся последующему сгоранию в верхнем пространстве.
Предпочтительно способ включает введение кислородсодержащего газа в емкость вихревым потоком.
Ниже изобретение описано более подробно на примере его выполнения со ссылкой на чертеж, на котором показана металлургическая емкость в разрезе.
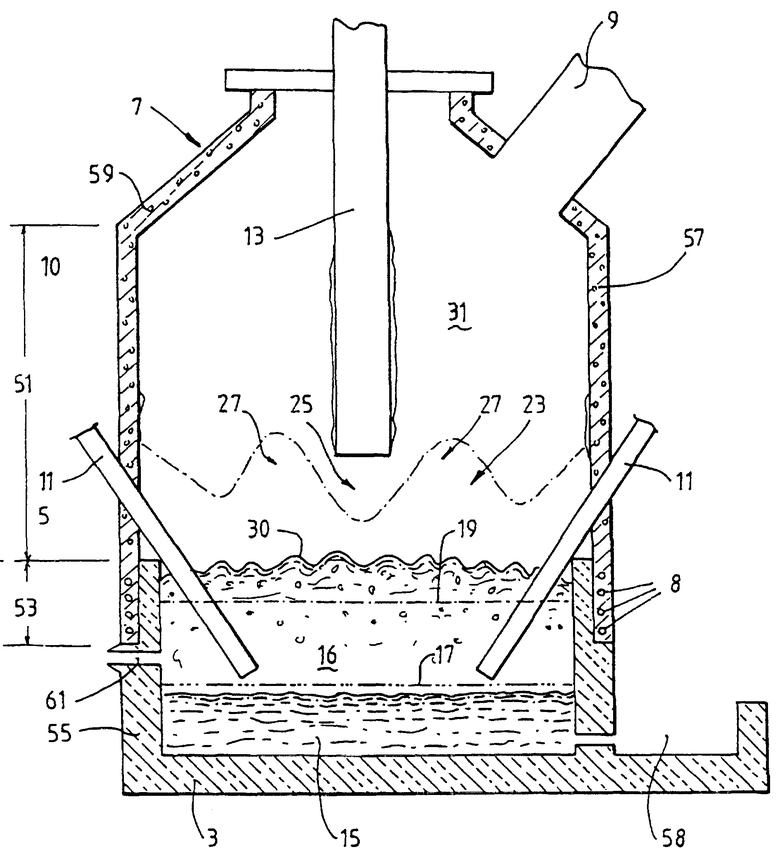
Последующее описание приведено в контексте плавки железной руды для производства расплавленного железа. Подразумевается, что настоящее изобретение не ограничивается данным приложением и применимо к любым подходящим металлическим рудам и/или концентратам, включая частично восстановленные металлические руды и материалы обратной переработки отходов. Емкость, показанная на чертеже, имеет под, который включает основание 3 и боковые стороны 55, образованные из огнеупорного кирпича; боковые стенки 5, которые образуют в основном цилиндрическую трубу, проходящую вверх от боковых сторон 55 пода, и которые включают верхнюю трубчатую секцию 51 и нижнюю трубчатую секцию 53; свод 7; выпускной канал 9 для отходящих газов; накопитель 58 для непрерывной выгрузки расплавленного металла и летку 61 для выгрузки расплавленного шлака.
В процессе работы емкость содержит жидкую ванну железа и шлака, которая включает слой 15 расплавленного металла и слой 16 расплавленного шлака на слое металла 15. Стрелка, имеющая ссылочную позицию 17, показывает положение номинальной спокойной поверхности слоя металла 15, а стрелка 19 показывает положение номинальной спокойной поверхности слоя шлака 16. Подразумевается, что термин "спокойная поверхность" означает поверхность в условиях, когда газ и твердые материалы в емкость не вводятся.
Емкость также включает две трубки/фурмы 11 для введения твердых материалов, проходящие вниз и внутрь под углом 30-60° к вертикали через боковые стенки 5 и в слой шлака 16. Положение трубок/фурм 11 выбирается таким образом, чтобы нижние концы находились выше спокойной поверхности 17 слоя металла 15.
В процессе работы железная руда, твердый углеродсодержащий материал (обычно уголь) и флюсы (обычно известняк и магнезия), переносимые газом-носителем (обычно N2), вводятся в слой металла 15 через трубки/фурмы 11. Количество движения твердого материала/газа-носителя заставляет твердый материал и газ проникать в слой металла 15. Уголь выделяет летучие компоненты и таким образом создает газ в слое металла 15. Углерод частично растворяется в металле, а частично остается в качестве твердого углерода. Железная руда плавится в металл, и реакция плавления создает газ моноосид углерода. Газы, транспортированные в слой металла 15 и созданные при выделении летучих компонентов и плавлении, приводят к интенсивному подъему за счет выталкивающей силы расплавленного металла, твердого углерода и шлака (внесенного в слой металла 15 вследствие введения твердого материала/газа) из слоя металла 15, что создает движение вверх брызг, капель и струй расплавленного металла и шлака, и эти брызги, капли и струи захватывают шлак по мере того, как они движутся через слой шлака 16.
Подъем за счет выталкивающей силы расплавленного металла, твердого углерода и шлака вызывает существенное перемешивание в слое металла 15 и слое шлака 16, в результате чего слой шлака 16 увеличивается в объеме и имеет поверхность, показанную стрелкой 30. Уровень перемешивания является таким, что в областях металла и шлака существует приблизительно одинаковая температура - в типичном случае 1450-1550°С с различием в температуре порядка 30° в каждой области.
Кроме того, движение вверх брызг, капель и струй расплавленного материала, вызванное подъемом за счет выталкивающей силы расплавленного металла, твердого углерода и шлака, распространяется в верхнее пространство 31 выше находящейся в емкости жидкой ванны и (a) образует переходную зону 23 и (b) выбрасывает некоторое количество расплавленного материала (преимущественно шлака) за переходную зону и на ту часть верхней трубчатой секции 51 боковых стенок 5, которая расположена выше переходной зоны 23, и на свод 7.
Если говорить в общем, слой шлака 16 представляет собой сплошной объем жидкости с пузырьками газа внутри, а переходная зона 23 представляет собой сплошной объем газа с брызгами, каплями и струями расплавленного металла и шлака.
Емкость далее включает трубку 13 для введения кислородсодержащего газа (в типичном случае предварительно нагретого, обогащенного кислородом воздуха), которая имеет центральное расположение и проходит вертикально вниз в емкость. Положение трубки 13 и скорость подачи газа через трубку 13 выбираются таким образом, чтобы кислородсодержащий газ проникал в центральную область переходной зоны 23 и поддерживал пространство 25 вокруг конца трубки 13 по существу свободным от металла/ шлака. Трубка 13 включает устройство, при помощи которого кислородсодержащий газ вводится в емкость вихревым потоком.
Введение кислородсодержащего газа через трубку 13 обеспечивает последующее сгорание газов реакции СО и Н2 в переходной зоне 23 и в свободном пространстве 25 вокруг конца трубки 13 и создает высокие температуры порядка 2000°С или выше в газовом пространстве. Тепло передается восходящим и нисходящим брызгам, каплям и струям расплавленного материала в области введения газа и затем частично передается слою металла 15, когда металл/шлак возвращается в слой металла 15.
Свободное пространство 25 является важным для достижения высоких уровней последующего сжигания, так как оно делает возможным перенос газов, находящихся в пространстве выше переходной зоны 23, в область конца трубки 13 и таким образом повышает степень воздействия последующего сгорания на имеющиеся газы реакции.
Совместным эффектом положения трубки 13, скорости подачи газа через трубку 13 и движения вверх брызг, капель и струй расплавленного материала является создание определенной формы переходной зоны 23 вокруг нижней области трубки 13, в общем обозначенной номерами 27. Эта область определенной формы обеспечивает частичный барьер на пути передачи тепла путем излучения к боковым стенкам 5.
Более того, восходящие и нисходящие капли, брызги и струи материала являются эффективным средством передачи тепла от переходной зоны 23 жидкой ванне, в результате чего температура переходной зоны 23 в области боковых стенок 5 составляет порядка 1450-1550°С.
Емкость сконструирована с учетом уровней слоя металла 15, слоя шлака 16 и переходной зоны 23 в емкости при осуществлении процесса и с учетом брызг, капель и струй расплавленного металла и шлака, которые выбрасываются в верхнее пространство 31 выше переходной зоны 23 при осуществлении процесса, так что (a) под и нижняя трубчатая секция 53 боковых стенок 5, которые контактируют со слоями металла/шлака 15/16, образованы из кирпичей огнеупорного материала (показанного на чертеже перекрестной штриховкой); (b) по меньшей мере часть нижней трубчатой секции 53 боковых стенок 5 с обратной стороны покрыта водоохлаждаемыми панелями 8 и (c) верхняя трубчатая секция 51 боковых стенок 5 и свод 7, которые контактируют с переходной зоной 23 и верхним пространством 31, образованы из водоохлаждаемых панелей 57, 59.
Каждая водоохлаждаемая панель 8, 57, 59 в верхней секции 10 боковых стенок 5 имеет параллельные верхние и нижние края и параллельные боковые края и изогнута таким образом, чтобы образовать секцию цилиндрической трубы. Каждая панель включает внутренний трубопровод водяного охлаждения и внешний трубопровод водяного охлаждения. Трубопроводы образуют змеевидную конфигурацию с горизонтальными секциями, взаимосвязанными посредством изогнутых секций. Каждый трубопровод далее включает впускное отверстие для воды и выпускное отверстие для воды. Трубопроводы смещены в вертикальном направлении таким образом, чтобы горизонтальные секции внешнего трубопровода не находились непосредственно позади горизонтальных секций внутреннего трубопровода, если смотреть с подверженной воздействию стороны панели, т.е. стороны, которая обращена внутрь емкости. Каждая панель далее включает набитый огнеупорный материал, который заполняет пространства между соседними горизонтальными секциями каждого трубопровода и между трубопроводами.
Впускные отверстия для воды и выпускные отверстия для воды трубопроводов присоединены к сети водоснабжения (на чертеже не показана), которая заставляет воду циркулировать по трубопроводам с большой скоростью протекания.
В процессе работы рабочие условия контролируются таким образом, чтобы имелось достаточное количество шлака, контактирующего с водоохлаждаемыми панелями 57, 59, и существовал отвод тепла от панелей, достаточный для накопления и поддержания на панелях слоя шлака. Слой шлака образует эффективный тепловой барьер потере тепла через переходную зону и остающуюся часть верхнего пространства, находящегося выше переходной зоны.
Как указано выше, в ходе заводских испытаний заявитель определил следующие признаки способа, которые по отдельности или в комбинации обеспечивают эффективное управление процессом.
(а) Контролирование запаса шлака, т.е. глубины слоя шлака и/или соотношения шлак/металл для сбалансирования положительного эффекта, оказываемого металлом, находящимся в переходной зоне 23, на передачу тепла, с отрицательным эффектом, оказываемым металлом, находящимся в переходной зоне 23, на последующее сгорание из-за протекания в переходной зоне 23 обратных реакций. Если запас шлака слишком мал, воздействие кислорода на металл является очень сильным и существует возможность снижения уровня последующего сгорания. С другой стороны, если запас шлака является слишком большим, трубка 13 будет погружена в переходную зону 23 и будет уменьшен перенос газа в свободное пространство 25, а также будут снижены возможности последующего сгорания.
(b) Контролирование содержания растворенного углерода в металле на уровне по меньшей мере 3 вес.% и поддержание шлака в активном восстанавливающем состоянии, обеспечивающем содержание FeO в слое шлака 16 и в переходной зоне 23 на уровне менее 6 вес.%.
(c) Выбор положения трубки 13 и управление скоростями введения кислородсодержащего газа и твердых материалов через трубку 13 и трубки/фурмы 11 таким образом, чтобы область вокруг конца трубки 13 поддерживалась, по существу, свободной от металла/шлака, и поблизости от нижней секции трубки 13 образовалась переходная зона 23.
(с) Управление потерей тепла из емкости путем обрызгивания шлаком боковых стенок емкости, находящихся в контакте с переходной зоной 23 или находящихся выше переходной зоны 23, при помощи регулирования одного или более из следующего: (i) запаса шлака и (ii) скорости введения через трубку 13 и трубки/фурмы 11.
Упомянутые выше заводские испытания были выполнены заявителем как ряд продолжительных кампаний на его опытном заводе в г.Куинана, Западная Австралия.
Заводские испытания выполнялись с использованием показанной на чертеже и описанной выше емкости и согласно описанным выше условиям проведения процесса.
В ходе заводских испытаний была проанализирована емкость и исследован процесс для широкого диапазона различных (a) исходных материалов; (b) скоростей введения твердых материалов и газа; (c) запасов шлака, измеренных как глубина слоя шлака и соотношения шлак: металл; (d) рабочих температур и (e) настроек устройства.
В таблице представлены данные, относящиеся к периодам запуска и стабильных рабочих условий заводских испытаний.
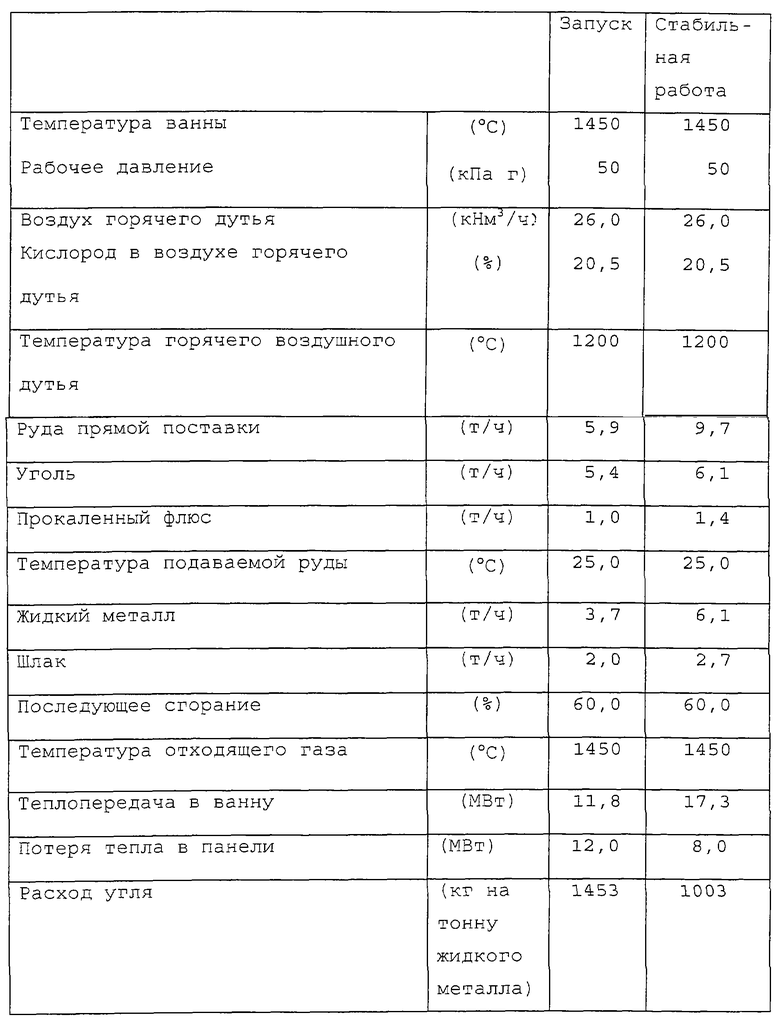
Железная руда поставлялась из г.Хамерсли, представляла собой обычную мелкую руду прямой поставки и содержала 64,6% железа, 4,21% SiO2 и 2,78% Аl2O3 в сухой массе.
В качестве как восстановителя, так и источника углерода и водорода для горения и снабжения процесса энергией использовался антрацит. Уголь имел теплотворную способность 30,7 МДж/кг, содержание золы 10% и уровень содержания летучих компонентов 9,5%. Другие характеристики включали: 79,82% общего содержания углерода, 1,8% Н2О, 1,59% N2, 3,09% О2 и 3,09% H2.
Процесс осуществлялся таким образом, чтобы поддерживать основность шлака на уровне 1,3 (соотношение CaO/SiO2), используя комбинацию флюсов из известняка и магнезии. Магнезия обеспечивала МgО, в результате чего путем поддержания соответствующих уровней МgО в шлаке снижалось коррозионное воздействие шлака на огнеупор.
В условиях запуска опытный завод работал при соблюдении следующих параметров: расход горячего воздуха при дутье 26,000 Нм3/ч при 1200°С, уровень последующего сгорания 60% ((СO2+Н2О)/(СО+Н2+СО2+Н2О)); скорость подачи мелких фракций железной руды 5,9 т/ч, скорость подачи угля 5,4 т/ч и скорость подачи флюса 1,0 т/ч, при этом все вводилось в виде твердых материалов с использованием N2 в качестве газа-носителя. Шлак в емкости отсутствовал или его было немного, и не было достаточной возможности образования слоя застывшего шлака на боковых панелях. Как следствие, потеря тепла через охлаждающую воду была относительно высокой и составляла 12 МВт. Опытный завод работал с производительностью 3,7 т/ч жидкого металла (4,5 вес.% С) и расходом угля 1450 кг на тонну произведенного жидкого металла.
В стабильных рабочих условиях с контролированием запаса шлака и слоя застывшего шлака на панелях водяного охлаждения, образующих боковые стенки, были зарегистрированы относительно низкие потери тепла, составлявшие 8 МВт. Уменьшение потерь тепла в систему водяного охлаждения сделало возможным повышение производительности до 6,1 т/ч жидкого металла. Повышенная производительность была получена при том же уровне дутья горячим воздухом и уровне последующего сгорания, что и во время запуска. Скорости введения твердого материала составляли 9,7 т/ч мелких фракций руды и 6,1 т/ч угля вместе с 1,4 т/ч флюса. Улучшенная производительность также привела к снижению расхода угля до 1000 кг на тонну получаемого жидкого металла.
Для описанных выше предпочтительных вариантов реализации процесса по настоящему изобретению возможны многочисленные модификации, не выходящие за пределы сущности и объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАПУСКА ПРОЦЕССА ПРЯМОЙ ПЛАВКИ | 2000 |
|
RU2242520C2 |
| ЕМКОСТЬ ДЛЯ ПРЯМОЙ ПЛАВКИ И СПОСОБ ПРЯМОЙ ПЛАВКИ | 1999 |
|
RU2221051C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРЯМОЙ ПЛАВКИ | 2001 |
|
RU2265062C2 |
| СПОСОБ ПРЯМОГО ПОЛУЧЕНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2361926C1 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 2000 |
|
RU2260059C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ ДЛЯ ПОЛУЧЕНИЯ ЖИДКОГО ЧУГУНА И/ИЛИ ФЕРРОСПЛАВОВ | 2000 |
|
RU2258743C2 |
| ЕМКОСТЬ ДЛЯ ПРЯМОЙ ПЛАВКИ (ВАРИАНТЫ) | 2000 |
|
RU2253680C2 |
| СПОСОБ И УСТРОЙСТВО ПРЯМОЙ ВЫПЛАВКИ | 2001 |
|
RU2258744C2 |
| СПОСОБ ПРЯМОЙ ПЛАВКИ | 2011 |
|
RU2573849C2 |
| УСТРОЙСТВО ДЛЯ ПРЯМОЙ ПЛАВКИ | 2004 |
|
RU2343200C2 |
Изобретение относится к металлургии, а именно к способу прямой плавки для производства металлов из металлосодержащего исходного материала. Способ включает образование в металлургической емкости жидкой ванны, имеющей слой металла и слой шлака, ввод металлосодержащего исходного материала и твердого углеродсодержащего материала в слой металла через фурмы, вызывающие выброс расплавленного материала в виде брызг, капель и струй в верхнее пространство выше номинальной спокойной поверхности жидкой ванны для образования переходной зоны. Плавление металлосодержащего материала в слое металла. Ввод кислородсодержащего газа в емкость через одну или более фурм для последующего сгорания выходящих из жидкой ванны газов для облегчения передачи тепла восходящих и впоследствии нисходящих брызг, капель и струй расплавленного материала в переходной зоне облегчает передачу тепла в жидкую ванну и снижает до минимума потери тепла из емкости через боковые стенки, находящиеся в контакте с переходной зоной. Способ включает стадию управления процессом путем поддержания большого запаса шлака, глубину которого контролируют на уровне по меньшей мере 1,5 м. Изобретение позволяет в стабильных рабочих условиях контролировать запас шлака и слоя застывшего шлака на панелях водяного охлаждения, за счет этого стало возможным уменьшить потери тепла через боковые стенки и увеличить производительность до 6,1 т/ч жидкого металла, а также снизить расход угля до 1000 кг/т получаемого жидкого металла. 11 з.п.ф-лы, 1 ил., 1 табл.
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ | 1993 |
|
RU2105069C1 |
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

