Изобретение относится к способу и устройству для формирования воздухоукладываемых абсорбирующих сердцевин, причем предлагаемое устройство содержит первый источник для подачи волокнистого материала, уносимого воздушным потоком, и первое воздухоукладывающее средство, подсоединенное к первому источнику для подачи волокнистого материала, уносимого воздушным потоком, и имеющее выполненный с возможностью его движения первый перфорированный формующий элемент, предназначенный для формирования первого воздухоукладываемого компонента абсорбирующей сердцевины. Кроме того, предусматриваются также источник для подачи волокнистого материала и соответствующих отдельных частиц абсорбирующего материала, уносимых воздушным потоком, и второе воздухоукладывающее средство, подсоединенное к этому источнику для подачи волокнистого материала и соответствующих отдельных частиц, уносимых воздушным потоком. Второе воздухоукладывающее средство имеет выполненный с возможностью его движения второй перфорированный формующий элемент, предназначенный для формирования второго воздухоукладываемого компонента абсорбирующей сердцевины, представляющего собой смесь равномерно распределенного волокнистого материала и соответствующих отдельных частиц, при этом второе воздухоукладывающее средство расположено по отношению к первому воздухоукладывающему средству таким образом, чтобы обеспечивать перемещение сформированного второго компонента с второго формующего элемента и укладывание его на сформированном первом компоненте, находящемся на первом формирующем элементе. Устройство позволяет достаточно легко совмещать соответствующие слои. 2 с. и 35 з.п.ф-лы, 3 ил.
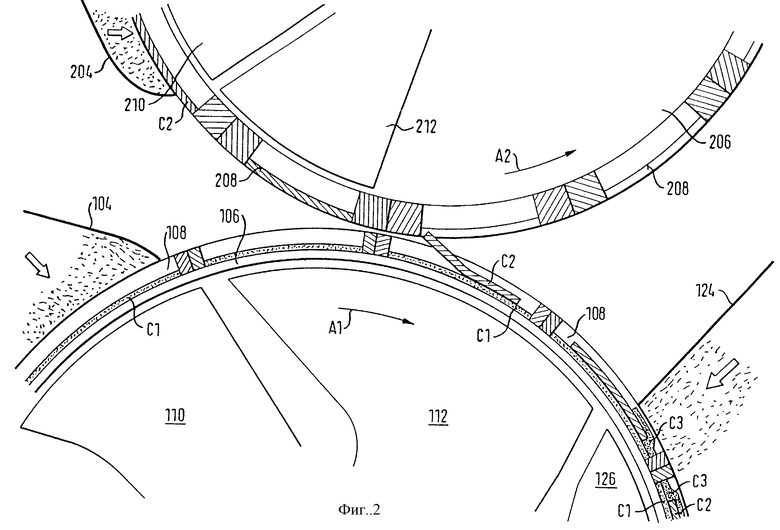
1. Устройство для формирования воздухоукладываемых абсорбирующих сердцевин из волокнистого материала, содержащее первый источник для подачи волокнистого материала, уносимого воздушным потоком, первое воздухоукладывающее средство (100), подсоединенное к первому источнику для подачи волокнистого материала, уносимого воздушным потоком, и имеющее выполненный с обеспечением возможности его движения первый перфорированный формующий элемент (106), предназначенный для формования первого воздухоукладываемого компонента (С1) абсорбирующей сердцевины, источник для подачи волокнистого материала и соответствующих отдельных частиц абсорбирующего материала, уносимых воздушным потоком, и второе воздухоукладывающее средство (200), подсоединенное к источнику для подачи волокнистого материала соответствующих отдельных частиц, уносимых воздушным потоком, причем второе воздухоукладывающее средство имеет выполненный с обеспечением возможности его движения второй перфорированный формующий элемент (206), предназначенный для формования второго воздухоукладываемого компонента (С2) абсорбирующей, сердцевины, отличающееся тем, что второй воздухоукладываемый компонент (С2) представляет собой смесь равномерно распределенного волокнистого материала и соответствующих отдельных частиц, а также тем, что второе воздухоукладывающее средство расположено по отношению к первому воздухоукладывающему средству (100) таким образом, чтобы обеспечивать перемещение сформованного второго компонента (С2) с второго формующего элемента (206) и укладывание его на сформованном первом компоненте (С1), находящемся на первом формующем элементе (106).2. Устройство по п.1, отличающееся тем, что оно дополнительно содержит второй источник для подачи волокнистого материала, расположенный отдельно от первого такого источника и также подсоединенный к первому формующему элементу (106) первого воздухоукладывающего средства (100), причем второй источник для подачи подсоединен к первому воздухоукладывающему средству (100) в таком месте, которое находится дальше по ходу осуществления технологического процесса, чем первый источник для подачи и то место, где происходит перемещение второго компонента (С2) и укладывание его на первом компоненте (С1), чтобы обеспечить формование третьего воздухоукладываемого компонента (С3) абсорбирующей сердцевины поверх первого и второго компонентов, пока эти компоненты все еще продолжают находиться на первом формующем элементе (106).3. Устройство по п.1 или 2, отличающееся тем, что каждый из источников для подачи волокнистого материала, уносимого воздушным потоком, представляет собой источник волокнистого материала, подсоединенный к вентилятору (102, 202, 122), создающему воздушный поток, а каждый такой вентилятор (102, 202, 122), создающий воздушный поток, подсоединен к первому формующему элементу (106).4. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что источник для подачи волокнистого материала и соответствующих отдельных частиц, уносимых воздушным потоком, содержит источник волокнистого материала и источник указанных отдельных частиц, причем каждый из этих источников подсоединен к вентилятору (102, 202, 122), создающему воздушный поток и предназначенному для смешивания волокнистого материала и указанных отдельных частиц, а этот вентилятор, создающий воздушный поток, подсоединен к второму формующему элементу.5. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что первый и/или второй формующий элемент содержит по меньшей мере одну формующую полость, имеющую перфорированное основание.6. Устройство по п.5, отличающееся тем, что формующая полость (108) первого формующего элемента (106) больше по своим размерам, чем формующая полость (208) второго формующего элемента.7. Устройство по п.5 или 6, отличающееся тем, что каждая полость (108, 208) в формующем элементе имеет длину, определяемую в направлении движения формующего элемента, и ширину, замеряемую поперечно относительно этого направления движения.8. Устройство по п.7, отличающееся тем, что полость (108) в первом формующем элементе (106) имеет большую длину, чем полость (208) во втором формующем элементе.9. Устройство по п.7 или 8, отличающееся тем, что полость (108) в первом формующем элементе (106) имеет большую ширину, чем полость (208) во втором формующем элементе.10. Устройство по любому одному из пп.4-9, отличающееся тем, что соответствующий формующий воздуховод для первого и для второго источников для подачи волокнистого материала, уносимого воздушным потоком, подсоединен между соответствующим вентилятором (102, 202), создающим воздушный поток, и первым формующим элементом (106), и каждый формующий воздуховод имеет ширину, по существу, соответствующую ширине полости (108) в первом формующем элементе (106).11. Устройство по любому одному из пп.5-10, отличающееся тем, что формующий воздуховод (104, 204) для источника подачи волокнистого материала и соответствующих отдельных частиц подсоединен между вентилятором (202), создающим воздушный поток, и вторым формующим элементом и формующий воздуховод (104, 204) имеет ширину, по существу, соответствующую ширине по меньшей мере одной формующей полости (208), имеющейся во втором формующем элементе.12. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что перфорированные отверстия, выполненные в первом формующем элементе (106), имеют наибольший размер приблизительно 1 мм, предпочтительно 0,5 мм, а наиболее предпочтительно 0,2 мм.13. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что перфорированные отверстия, выполненные во втором формующем элементе, имеют наибольший размер приблизительно 0,5 мм, предпочтительно 0,2 мм, а наиболее предпочтительно 0,05 мм.14. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что перфорированные отверстия в первом и втором формующих элементах выполнены в виде сита, предпочтительно - металлического сетчатого сита.15. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что первое воздухоукладывающее средство (100) содержит первый выполненный с возможностью вращения формующий барабан (106), а второе воздухоукладывающее средство содержит второй выполненный с возможностью вращения формующий барабан (206).16. Устройство по п.15, отличающееся тем, что первый и второй формующие элементы расположены по периферии соответственно первого и второго формующих барабанов.17. Устройство по п.15 или 16, отличающееся тем, что второй формующий барабан (206) расположен над первым формующим барабаном (106).18. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что первое воздухоукладывающее средство (100) содержит передаточное вакуумное средство, предназначенное для перемещения второго компонента (С2) с второго воздухоукладывающего средства и укладывания его на сформованном первом компоненте (С1), находящемся на первом воздухоукладывающем средстве (100).19. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что первое и второе воздухоукладывающие средства содержат соответствующие вакуумные средства, предназначенные для формования компонентов (C1, C2, С3) на соответствующем формующем элементе и для временного удерживания сформованного компонента (С1, С2, С3) на своем месте при прохождении его по траектории движения формующего элемента.20. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что второе воздухоукладывающее средство расположено таким образом, чтобы обеспечивать перемещение второго компонента (С2) и непосредственное укладывание его на сформованном первом компоненте (С1), находящемся на первом формующем элементе (106) первого воздухоукладывающего средства (100).21. Устройство по любому одному из предшествующих пп.1-19, отличающееся тем, что оно имеет передаточное средство (400), расположенное между первым и вторым воздухоукладывающими средствами и содержащее по меньшей мере одно захватывающее устройство (402), предназначенное для перемещения сформованного второго компонента (С2) с второго воздухоукладывающего средства и укладывания его на сформованном первом компоненте (С1), находящемся на первом воздухоукладывающем средстве (100).22. Устройство по п.21, отличающееся тем, что указанное по меньшей мере одно захватывающее устройство (402) установлено с обеспечением возможности его поворачивания вокруг периферии передаточного средства (400) с обеспечением при этом переменного орбитального расстояния от оси вращения захватывающего устройства (402).23. Устройство по любому одному из предшествующих пунктов, отличающееся тем, что оно дополнительно содержит транспортирующее средство, расположенное в непосредственной близости от первого воздухоукладывающего средства (100) и предназначенное для приема им абсорбирующей сердцевины, извлекаемой из первого воздухоукладывающего средства (100) и для транспортирования им абсорбирующей сердцевины дальше от указанного воздухоукладывающего средства.24. Способ формирования воздухоукладываемых абсорбирующих сердцевин из волокнистого материала, причем упомянутый способ содержит следующие операции: создание первого потока волокнистого материала, уносимого воздушным потоком; формование из первого потока первого компонента (С1) абсорбирующей сердцевины, состоящего из воздухоукладываемого волокнистого материала, на движущемся первом перфорированном формующем элементе; создание потока смеси волокнистого материала и соответствующих отдельных частиц абсорбирующего материала, уносимых воздушным потоком; формование из потока волокнистого материала и соответствующих отдельных частиц, уносимых воздушным потоком, второго компонента (С2) абсорбирующей сердцевины, состоящего из смеси равномерно распределенного волокнистого материала и указанных отдельных частиц, на движущемся втором перфорированном формующем элементе; перемещение сформованного второго компонента (С2) с второго формующего элемента и укладывание его на сформованном первом компоненте (С1), находящемся на первом формующем элементе (106); и удаление абсорбирующей сердцевины с первого формующего элемента (106).25. Способ по п.24, отличающийся тем, что перед удалением абсорбционной сердцевины с первого формующего элемента (106) упомянутый способ дополнительно содержит следующие операции: создание второго потока волокнистого материала, уносимого воздушным потоком и формование из второго потока третьего компонента (С3) абсорбирующей сердцевины, состоящего из воздухоукладываемого волокнистого материала, на сформованных первом и втором компонентах, находящихся на первом формующем элементе (106).26. Способ по п.24 или 25, отличающийся тем, что второй компонент (С2) формуют таким образом, чтобы он был меньше по своим размерам, чем первый компонент.27. Способ по любому одному из пп.24-26, отличающийся тем, что второй компонент (С2) формуют таким образом, чтобы длина его, замеряемая в направлении движения второго формующего элемента, была короче, чем длина сформованного первого компонента (С1), замеряемая в направлении движения первого формующего элемента (106).28. Способ по любому одному из пп.24-27, отличающийся тем, что второй компонент (С2) формуют таким образом, чтобы ширина его, замеряемая поперечно относительно направления движения второго формующего элемента, была уже, чем ширина сформованного первого компонента (С1), замеряемая поперечно относительно направления движения первого формующего элемента (106).29. Способ по любому одному из пп.24-28, отличающийся тем, что поток волокнистого материала и соответствующих отдельных частиц, уносимых воздушным потоком, предварительно смешивают в вентиляторе (202), создающем воздушный поток, прежде чем использовать его для формования соответствующего компонента на втором формующем элементе.30. Способ по любому одному из предшествующих пп.24-29, отличающийся тем, что упомянутый способ дополнительно содержит операции формования первого компонента (С1) на вращающемся первом формующем элементе (106) и формования второго компонента (С2) на вращающемся втором формующем элементе.31. Способ по любому одному из пп.24-30, отличающийся тем, что упомянутый способ дополнительно содержит операции создания пониженного давления, воздействующего на первый и второй формующие элементы таким образом, чтобы обеспечить формование на них соответственно первого и второго компонентов, а также, чтобы временно удерживать сформованные компоненты на своем месте при прохождении их по направлению движения формующих элементов.32. Способ по любому одному из пп.24-31, отличающийся тем, что предпоследнюю из указанных операций выполняют путем непосредственного перемещения сформованного второго компонента (С2) с второго формующего элемента и укладывания его на сформованном первом компоненте (С1), находящемся на первом формующем элементе (106).33. Способ по любому одному на предшествующих пп.24-31, отличающийся тем, что предпоследнюю из указанных операций выполняют за счет применения передаточного средства (400) по меньшей мере с одним захватывающим устройством (402), расположенного между первым и вторым формующими элементами и перемещающего сформованный второй компонент (С2) при помощи захватывающего средства (402) с второго формующего элемента с последующим укладыванием его на сформованном первом компоненте (С1), находящемся на первом формующем элементе (106).34. Способ по п.33, отличающийся тем, что упомянутый способ дополнительно содержит операцию перемещения сформованного второго компонента (С2) при помощи проворачивания указанного по меньшей мере одного захватывающего устройства (402) вокруг периферии передаточного средства (400) с обеспечением при этом переменного орбитального расстояния от оси вращения захватывающего устройства (402).35. Способ по любому одному из пп.24-34, отличающийся тем, что упомянутый способ дополнительно содержит операцию формования первого компонента (С1) на первом формующем элементе (106) с перфорированными отверстиями, имеющими наибольший размер приблизительно 1 мм, предпочтительно 0,5 мм, а наиболее предпочтительно 0,2 мм.36. Способ по любому одному из пп.24-35, отличающийся тем, что упомянутый способ дополнительно содержит операцию формования второго компонента (С2) на втором формующем элементе с перфорированными отверстиями, имеющими наибольший размер приблизительно 0,5 мм, предпочтительно 0,2 мм, а наиболее предпочтительно 0,05 мм.37. Способ по любому одному из пп.24-36, отличающийся тем, что второй компонент (С2) формуют при перепаде давлений на втором формующем элементе приблизительно 30000 Па.