Область применения изобретения
Настоящее изобретение направлено на абсорбирующее изделие с обернутым тонким материалом абсорбирующим сердцевинным слоем для использования в абсорбирующих предметах личной гигиены и на способ выполнения таких абсорбирующих сердцевинных слоев, обернутых нетканым тонким материалом. Тонкий оберточный материал изготавливают из термопластичных волокон.
Предпосылки к созданию изобретения
В последнее время конструкции абсорбирующих предметов личной гигиены претерпели большие изменения. К числу абсорбирующих предметов личной гигиены относятся такие предметы, как подгузники, тренировочные трусы, предметы одежды для использования при недержании мочи, гигиенические прокладки, перевязочные материалы и т. п. При конструировании этих предметов, особенно подгузников, тренировочных трусов, предметов одежды для использования при недержании мочи и гигиенических прокладок, основной упор делается на уменьшение размера предметов при одновременном увеличении их абсорбционной способности. Это стало возможным благодаря все большему использованию сверхабсорбентов.
Что касается использования, например, подгузников, то первоначально они были очень толстыми по конструкции ввиду больших объемов пуха или древесной целлюлозы, использовавшихся для образования абсорбирующего сердцевинного слоя подгузника. В результате этого подгузники были очень объемистыми и имели тенденцию к протеканию, так как абсорбирующий пух имел склонность к сплющиванию при его смачивании мочой. У пуха, который применялся в таких абсорбирующих предметах личной гигиены, абсорбционная способность, выраженная в гах жидкости на один грамм адсорбента, обычно составляла 4-20 г водной жидкости, абсорбированной одним граммом пуха. Например, при давлении, равном 0,035 кг/см2, пух удерживал бы только приблизительно 7 г/г. При 0,007 кг/см2 абсорбционная способность увеличивалась бы до приблизительно 12 г/г, а при нулевом давлении она равнялась бы приблизительно 20 г жидкости на один грамм пуха.
С появлением сверхабсорбентов и их введением в абсорбирующие сердцевинные слои уменьшился размер абсорбирующих сердцевинных слоев. Первоначальные сверхабсорбенты имели абсорбционную способность около 50 г/г, но при смачивании частицы становились очень мягкими и часто приводили к гелевому закупориванию. В настоящее время сверхабсорбенты имеют более высокую абсорбционную способность при нахождении под нагрузкой, но для этого многие сверхабсорбенты должны иметь абсорбционную способность, сниженную до около 35 г/г. Первые поступившие в продажу подгузники, в которых использовали сверхабсорбенты, содержали около 10-20 вес. % сверхабсорбента в расчете на общий вес абсорбирующего сердцевинного слоя. Частицы суперабсорбента, которые обычно имели диаметр 20-1000 мкм, удерживались в абсорбирующих сердцевинных слоях благодаря механическому переплетению с волокнами из древесной целлюлозы. Кроме того, войлоки, содержащие сверхабсорбент, иногда обматывали тонкой оберточной бумагой, а иногда склеивали сам тонкий материал и/или приклеивали его к пуху для лучшей заделки и удерживания пуха и сверхабсорбента.
В настоящее время значительно уменьшена толщина абсорбирующих предметов личной гигиены, как, например, подгузников, благодаря устранению больших количеств пуха и замены его все большим процентным содержанием частиц суперабсорбента. Некоторые из подгузников теперь имеют абсорбирующие сердцевинные слои с содержанием сверхабсорбента более 40%. Абсорбирующие сердцевинные слои после добавления тонкой обертки часто сдавливают для еще большего уменьшения их толщины. В результате этого в отличие от старых пуховых сердцевинных слоев, которые имели тенденцию сплющиваться при смачивании, новые абсорбирующие сердцевинные слои проявляют склонность к набуханию при их смачивании. Это набухание в сочетании со скручиванием и изгибанием абсорбирующего сердцевинного слоя, наблюдающиеся во время использования, могут привести к распарыванию и разрыву обертки из тонкой оберточной бумаги, особенно при смачивании. Когда это случается, то имеется большая вероятность того, что сверхабсорбент будет высвобождаться из подгузника. Хотя это и не является опасным, оно нежелательно с точки зрения общего потребительского качества изделия.
В сухом состоянии также существует большая возможность потери сверхабсорбента из абсорбирующего сердцевинного слоя при увеличении процентного содержания сверхабсорбента. Чем меньше пуха в сердцевинном слое, тем меньше механическое захватывание волокнами. Таким образом, если происходит разрыв обертки из тонкой оберточной бумаги или разделение части клеевого шва, то существует большая вероятность высвобождения некоторого количества частиц сверхабсорбента. Еще большей проблемой является то, что во многих обертках из тонкой оберточной бумаги поры оказываются слишком большими и таким образом допускают высвобождение сверхабсорбента. Следовательно, существует необходимость в более эффективном способе заделки абсорбирующего сердцевинного слоя.
С производственной точки зрения также существуют проблемы. Склеивание обертки из тонкой оберточной бумаги является грязной операцией и увеличивает расходы. Вытряхивание частиц сверхабсорбента может вызвать также технологические и бытовые проблемы и увеличение производственных затрат из-за отходов. В результате этого существует необходимость в улучшенном абсорбирующем сердцевинном слое/обертке для использования, например, в абсорбирующих предметах личной гигиены.
Сущность изобретения
Настоящее изобретение направлено на абсорбирующее изделие с обернутым тонким материалом абсорбирующим сердцевинным слоем, изготовленное из термопластичных волокон для использования в абсорбирующих предметах личной гигиены, как, например, подгузниках, тренировочных трусах, предметах одежды для использования при недержании мочи, гигиенических прокладках, перевязочных материалах и т. п. Оберточный материал для сердцевинного слоя изготавливают из волокнистого нетканого материала, содержащего множество термопластичных волокон. Оберточный материал имеет множество пор со средним размером менее около 30 мкм, при этом не более 5% всех пор имеют размер более 50 мкм. Оберточный материал имеет отношение пределов прочности на разрыв во влажном и сухом состояниях при растяжении в направлении вдоль машины или поперек ее при максимальной нагрузке, равное 0,5 или более. Кроме того, оберточный материал имеет воздухопроницаемость по Фрейзиеру, равную, по меньшей мере, 6,56 см3/см2/мин, удлинение в направлении вдоль машины при максимальной нагрузке - 30% или менее и удлинение в направлении поперек машины при максимальной нагрузке - 40% или менее. Волокнистый нетканый оберточный материал используют для обертывания абсорбирующего сердцевинного слоя, содержащего измельченный сверхабсорбент. Благодаря характеру структуры оберточного материала будет вытряхиваться менее 60 мг измельченного сверхабсорбента. Кроме того, если это желательно, то абсорбирующий сердцевинный слой может иметь множество волокон, которые способны к соединению термосваркой с волокнистым нетканым оберточным материалом. Для обеспечения надлежащего удерживания измельченного сверхабсорбента желательно, чтобы, по меньшей мере, 85% всех волокон, образующих оберточный материал, имели диаметр 8 мкм или менее, а еще более желательно, чтобы, по меньшей мере, 95% таких волокон имели диаметр 7 мкм или менее. В случае использования особо мелких частиц сверхабсорбента желательно, чтобы в волокнистом нетканом оберточном материале количество пор размером более 50 мкм ограничивалось одним процентом или менее.
Абсорбирующее изделие с оберткой из волокнистого нетканого материала и абсорбирующим сердцевинным слоем, содержащим измельченный сверхабсорбент, может применяться само по себе в качестве готового изделия или может быть включено в предмет личной гигиены. Такие предметы личной гигиены обычно содержат верхний лист и нижний лист с абсорбирующим материалом какого-нибудь типа, расположенным между верхним и нижним листами. Согласно настоящему изобретению, абсорбирующим материалом является ранее описанное абсорбирующее изделие.
Подходящий способ изготовления абсорбирующего изделия согласно настоящему изобретению включает в себя формование волокнистого нетканого сердцевинного оберточного материала путем экструзии расплавленного термопластичного полимера в множество струй расплава. Эти струи расплава затем утончают в множество волокон, которые осаждают на формующую поверхность для формования волокнистого нетканого оберточного материала, имеющего множество пор со средним размером менее около 30 мкм при наличии не более 5% пор с размером более 50 мкм, отношение пределов прочности на разрыв во влажном и сухом состояниях при максимальной нагрузке при растяжении в направлении вдоль машины или направлении поперек машины, равное 0,5 или более, и воздухопроницаемость по Фрейзиеру, по меньшей мере, 6,56 см3/см2/мин. После формования волокнистого нетканого оберточного материала на него осаждают некоторое количество измельченного сверхабсорбента, а затем запечатывают оберточный материал для обертывания измельченного сверхабсорбента. Кроме того, перед стадией запечатывания оберточного материала на него при желании может быть осаждено множество абсорбирующих волокон.
Фиг. 1 - перспективное изображение абсорбирующего изделия согласно настоящему изобретению.
Фиг. 2 - вид сбоку в поперечном разрезе абсорбирующего изделия согласно настоящему изобретению.
Фиг. 3 - вид сбоку в поперечном разрезе другого абсорбирующего изделия согласно настоящему изобретению.
Фиг. 4 - вид сбоку в поперечном разрезе еще одного абсорбирующего изделия согласно настоящему изобретению.
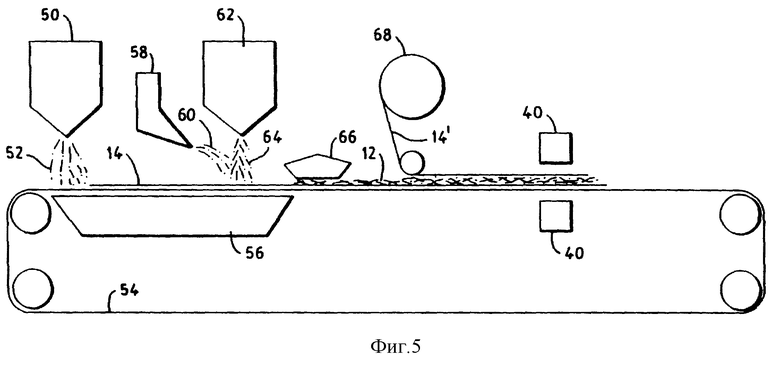
Фиг. 5 - схематическое изображение при виде сбоку установки для формования абсорбирующего изделия согласно настоящему изобретению.
Фиг. 6 - вид сбоку с частичным выровом абсорбирующего предмета личной гигиены, содержащего абсорбирующее изделие согласно настоящему изобретению.
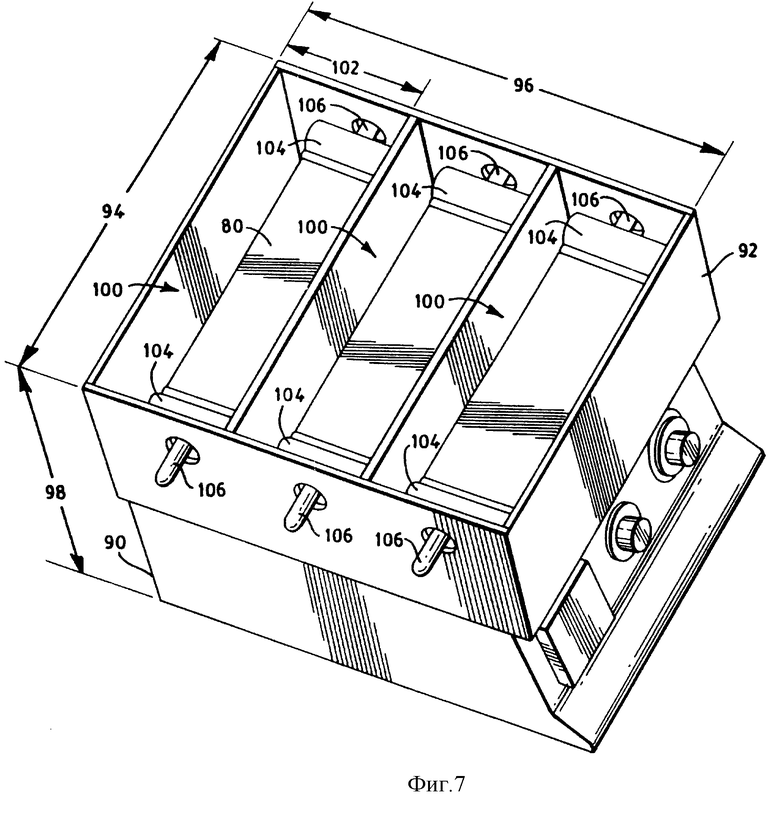
Фиг. 7 - перспективное изображение устройства для испытания на вытряхивание.
Фиг. 8 - вид сверху с частичным выровом типичного держателя образца и опытного образца, применявшихся при испытании на вытряхивание.
Фиг. 9 - вид сбоку держателя образца и опытного образца, показанных на фиг. 8.
Подробное описание изобретения
Согласно фиг. 1-4 настоящее изобретение направлено на абсорбирующее изделие 10, содержащее абсорбирующий сердцевинный слой 12 и обертку 14. Обертка 14 особенно хорошо подходит для содержания абсорбирующих сердцевинных слоев, которые частично или полностью выполнены из измельченного вещества, как, например, из частиц сверхабсорбента. Однако следует учесть, что настоящее изобретение не ограничивается применением с частицами сверхабсорбента, а может использоваться с любым измельченным веществом, как, например, с частицами дезодорирующих и ионообменных смол, веществами с контролируемым выделением, такими как увлажнительные средства, смягчающие средства и духи, которые необходимо сохранить.
"Сверхабсорбентом" или "сверхабсорбирующим веществом" называют разбухаемое в воде, водорастворимое органическое или неорганическое вещество, способное при наиболее благоприятных условиях абсорбировать, по меньшей мере, почти в 20 раз больше его веса и что более желательно, по меньшей мере, почти в 30 раз больше его веса в водном растворе, содержащем 0,9 вес. % хлорида натрия. Органическими веществами, пригодными для использования в качестве сверхабсорбирующего вещества, могут быть природные вещества, как, например, агар, пектин, гуаровая камедь и т. п. , а также синтетические вещества, как например, синтетические гидрогелевые полимеры. К числу таких гидрогелевых полимеров относятся, например, соли щелочных металлов и полиакриловых кислот, полиакриламиды, поливиниловый спирт, сополимеры этилена и малеинового ангидрида, простые поливиниловые эфиры, метилцеллюлоза, карбоксиметилцеллюлоза, гидроксипропилцеллюлоза, поливинилморфолинон и полимеры и сополимеры винилсульфоновой кислоты, полиакрилатов, полиакриламидов, поливинилпирридина и т. п. Другими подходящими полимерами являются гидролизованный акрилонитрильный привитый крахмал, крахмал с привитой акриловой кислотой и полимеры изобутиленмалеинового ангидрида и их смеси. Гидрогелевые полимеры предпочтительно являются слабосшитыми, чтобы эти вещества были по существу нерастворимыми в воде. Сшивание можно осуществлять, например, действием излучения или образованием ковалентных, ионных, вандер-ваальсовых или водородных связей. Сверхабсорбирующие вещества могут быть в любом виде, пригодном для использования в абсорбирующих композиционных материалах, включая частицы, волокна, хлопьевидные частицы, сферы и т. п. Такие сверхабсорбенты обычно имеются с размерами частиц от около 20 до около 1000 мкм. Абсорбирующий сердцевинный слой 12 может содержать от 0 до 100 вес. % сверхабсорбента в расчете на общий вес абсорбирующего сердцевинного слоя.
Абсорбирующий сердцевинный слой 12 для абсорбирующего предмета личной гигиены обычно будет содержать частицы сверхабсорбента и по выбору дополнительный абсорбирующий материал, как, например, абсорбирующие волокна, включая, но не ограничиваясь ими, пушистые волокна из древесной целлюлозы, волокна из синтетической целлюлозы, синтетические волокна и их сочетания. Эффективным дополнительным абсорбирующим материалом являются пушистые волокна из древесной целлюлозы CR-54 производства компании "Кимберли-Кларк Корпорейшн", Нинах, шт. Висконсин, США. Однако обычной проблемой, связанной с этими волокнами, является отсутствие их целостности и их склонность к сплющиванию при смачивании. В результате этого в абсорбирующий сердцевинный слой 12 часто полезно добавлять более жесткое усиливающее волокно, как, например, полиолефиновое волокно, формованное из расплава в поток воздуха, или более короткое штапельное волокно. Такие сочетания волокон иногда называют "коформ". Хорошо известно производство волокон, формованных из расплава в поток воздуха, и сочетаний таких волокон со сверхабсорбентами и/или волокнами из древесной целлюлозы. Нетканые материалы изготавливают из волокон, формованных экструзией расплавленного термопластичного материала через множество мелких, обычно круглых капиллярных отверстий фильеры в виде нитей или элементарных волокон в высокоскоростной поток нагретого воздуха, который утончает элементарные волокна из расплавленного термопластичного материала для уменьшения их диаметра. После этого формованные волокна уносятся высокоскоростным газовым потоком и осаждаются на сборную поверхность для образования нетканого материала с беспорядочно уложенными волокнами. Способ формования волокон из расплава в поток воздуха хорошо известен и описан в различных патентах и публикациях, включая NRL Report 4364, "Manufacture of Super-Fine Organic Fibers" by V. A. Wendt, E. L. Boone and C. D. Fluharty; NRL Report 5265, "An Improved Device For the Formation of Super-Fine Thermoplastic Fibers" by K. D. Lawrence, R. T. Lukas and J. A. Young; и патент США 3.849.241, выданном 19 ноября 1974 г. на имя Бантина и др. Для образования материалов "коформ" дополнительные компоненты смешивают с волокнами, формованными из расплава в поток воздуха, когда эти волокна осаждаются на формующую поверхность. Например, частицы сверхабсорбента и/или штапельное волокно, как, например, волокно из древесной целлюлозы, можно вводить в поток волокон, формованных из расплава в поток воздуха, для захватывания такими волокнами и/или соединения с ними. См. , например, патент США 4.100.324 на имя Андерсона и др. , патент США 4.587.154 на имя Хочкиса и др. , патенты США 4.604.313, 4.655.757 и 4.724.114 на имя Мак-Фарланда и др. и патент Великобритании 2.151.272 на имя Минто и др. , которые все приведены здесь для ссылки.
Оберточный материал согласно настоящему изобретению является специально разработанным волокнистым нетканым материалом, изготовленным из тонких термопластичных волокон и обладающим специфическими размерами пор и воздухопроницаемостью. Под термопластичными волокнами подразумеваются волокна, которые формованы из полимеров, так что волокна могут соединяться при использовании тепла или тепла и давления. Хотя изобретение не ограничивается конкретным способом изготовления, нетканые материалы из волокон, формованных из расплава в поток воздуха, оказались особенно хорошими в работе. Что касается выбора полимера, то, как установлено, хорошо действуют полиолефиновые волокна, особенно волокна из полимеров на основе полипропилена. Хорошо известен способ изготовления таких нетканых материалов из волокон, произведенных формованием из расплава в поток воздуха. См. , например, вышеупомянутые патенты по производству таких волокон. Волокна могут быть гидрофильными или гидрофобными, хотя желательно, чтобы получающийся в результате нетканый материал/оберточный материал для сердцевинного слоя был гидрофильным. Таким образом, волокна могут быть обработаны для придания им гидрофильности, используя обработку поверхностно-активным веществом.
Чтобы выполнять функцию оберточного материала для сердцевинного слоя, нетканый материал должен обладать определенными специфическими свойствами. Обычной проблемой, связанной с бумажным оберточным материалом, является его недостаточная прочность во влажном состоянии. При измерении нижеописанным методом испытания бумажный оберточный материал будет иметь отношение пределов прочности на разрыв во влажном и сухом состояниях и при растяжении или в направлении вдоль машины (ВМ), или в направлении поперек машины (ПМ), равное менее 0,5. В противоположность этому оберточный материал 14 для абсорбирующего сердцевинного слоя, соответствующий настоящему изобретению, будет иметь отношение пределов прочности на разрыв во влажном и сухом состояниях, равное более 0,5 и иногда 1,0 или выше. Кроме того, средний размер пор, измеренный при нижеописанном испытании, был бы около 30 мкм или менее, а поры размером 50 мкм или более составляли бы менее пяти процентов всех пор для данной площади поверхности. Желательнее, чтобы поры размером 50 мкм или более составляли бы менее одного процента всех пор для данной площади поверхности. Для достижения этого желательно, чтобы, по меньшей мере, 85% волокон оберточного материала 14 для сердцевинного слоя имели диаметр 8 мкм или менее, а более желательно, чтобы, по меньшей мере, 95% волокон имели бы диаметр 7 мкм или менее. В результате этого оберточный материал 14 для абсорбирующего сердцевинного слоя будет иметь воздухопроницаемость по Фрейзиеру, равную 6,56 см3/см2/мин или более. После того, как абсорбирующий сердцевинный слой 12 обернут обертывающим материалом 14, обертка 14 не будет чрезмерно расширяться или растягиваться, что могло бы вызвать увеличение пор и делало бы возможным чрезмерное высвобождение измельченного вещества. Следовательно, при нахождении оберточного материала в сухом состоянии он имел бы показатели удлинения при максимальной нагрузке в направлениях вдоль машины и поперек ее, равные соответственно 30% или менее и 40% или менее.
Для описания настоящего изобретения отсылаем к установке, схематически изображенной на фиг. 5. Вначале должен быть образован оберточный материал 14 для абсорбирующего сердцевинного слоя, используя устройство 50 для формования волокна, которым в данном случае является устройство для формования волокна из расплава в поток воздуха. Как показано на фиг. 5, нетканый оберточный материал формуют на самой технологической линии, однако, можно также формовать нетканый оберточный материал вне технологической линии и затем в виде рулона подавать в установку на фиг. 5. Возвращаемся к фиг. 5, где расплавленный термопластичный полимер, например полиолефин, нагревают и затем экструдируют через фильеру для образования множества струй расплавленного полимера. По мере того, как струи полимера покидают фильеру устройства 50 для формования волокна из расплава, они утончаются высокоскоростным потоком воздуха, вытягивающим струи расплава в множество волокон 52, которые осаждаются на формующую поверхность 54 в виде холстика со случайным расположением волокон и образуют оберточный материал 14. Чтобы еще более способствовать формованию нетканого материала и лучше удерживать его на формующей поверхности 54, под перфорированной формующей поверхностью 54 может быть создано разрежение 56.
После того как оберточный материал 14 для абсорбирующего сердцевинного слоя формован на формующей поверхности 54 или смотан с предварительно образованного рулона (не показан), на поверхности оберточного материала 14 должен быть формован или осажден абсорбирующий сердцевинный слой 12. Как показано на фиг. 5, имеется источник 58 сверхабсорбента или частиц другого вида 60 и факультативный источник 62 абсорбирующих волокон 64, как, например, волокон из древесной целлюлозы или волокон, формованных из расплава в поток воздуха. Если для образования абсорбирующего сердцевинного слоя 12 необходимо использование как абсорбирующих волокон 64, так и частиц абсорбента 12, то они могут быть смешаны перед осаждением на оберточный слой 14, как это показано на фиг. 5, или они могут быть уложены слоями для разделения частиц внутри абсорбирующего сердцевинного слоя 12. Кроме того, чтобы еще более способствовать осаждению и удерживанию веществ абсорбирующего сердцевинного слоя на поверхности оберточного материала 14, можно использовать аналогичный источник разрежения 56 или при желании отдельный источник.
После осаждения абсорбирующего сердцевинного слоя 12 на оберточный материал 14 необходимо запечатать оберточный материал 14 вокруг абсорбирующего сердцевинного слоя 12 для обертывания абсорбирующего сердцевинного слоя 12 и образования абсорбирующего изделия 10. Как показано на фиг. 1-4, для заключения в себя абсорбирующего сердцевинного слоя оберточный материал 14 должен полностью обертывать сердцевинный слой 12 и быть присоединен предпочтительно к себе. Кроме того, желательно, чтобы были также запечатаны концы абсорбирующего изделия. Благодаря термопластичному свойству волокон оберточного материала 14 его можно сваривать самим с собой, устраняя таким образом необходимость в клее, хотя при желании возможно также использование клея. Кроме того, при желании можно циклически начинать и прекращать подачу материалов 60 и 64 абсорбирующего сердцевинного слоя, чтобы можно было образовывать концевые швы между отложениями материала сердцевинного слоя. Далее, если абсорбирующие волокна 64 по своей природе также являются термопластичными, то в оберточном материале 14 можно выполнять концевые и боковые швы, которые соединяют прямо через абсорбирующий сердцевинный слой 12.
Как показано на фиг. 2 и 3, если оберточный материал 14 является достаточно широким, то его можно завернуть и затем запечатать, используя, например, клеи, тепло и/или давление, или наверху, или внизу (фиг. 2) либо сбоку (фиг. 3) абсорбирующего изделия 10. Оберточный материал 14 можно завертывать, используя обычное листогибочное средство 66, например изогнутые пластины, которые заставляют свертываться оберточный материал 14. С другой стороны, из второго источника 68 можно сматывать с рулона или образовывать отдельный лист оберточного материала 14' для заделки абсорбирующего сердцевинного слоя 12 между первым листом оберточного материала 14 и вторым листом оберточного материала 14' (см. фиг. 4). Как и в вариантах, показанных на фиг. 2 и 3, свободные края оберточного материала можно соединять вместе, используя запечатывающее средство 70, например ультразвуковое соединительное устройство или другое термомеханическое соединительное средство, либо применяя связующие.
Абсорбирующее изделие 10 после того, как оно образовано, может быть использовано само по себе или может быть встроено в абсорбирующий предмет личной гигиены 18, как, например, показанный на фиг. 6. Лишь в иллюстративных целях абсорбирующий предмет личной гигиены 18, показанный на фиг. 6, представлен в виде подгузника. Его следует рассматривать только в качестве иллюстрации того, как абсорбирующее изделие 10 согласно настоящему изобретению может быть использовано во всех видах абсорбирующих предметов личной гигиены, включая, но не ограничиваясь ими, подгузники, тренировочные трусы, предметы одежды для использования при недержании мочи, гигиенические прокладки, перевязочные материалы и т. п.
Все такие абсорбирующие предметы личной гигиены обычно содержат проницаемый для жидкости верхний лист 20 и вообще непроницаемый для жидкости нижний лист 22. Между верхним листом 20 и нижним листом 22 расположен абсорбирующий материал, и в данной заявке им является абсорбирующее изделие 10. При желании можно герметично соединить вместе верхний лист 20 и нижний лист 22 по их соответствующим перифериям 24 для заделки абсорбирующего изделия 10.
Используя описанное таким образом настоящее изобретение и способ его осуществления, был приготовлен для образцов для дальнейшей иллюстрации настоящего изобретения. Ниже описываются эти образцы и методики их испытаний с выполнением измерений.
Методика испытаний
Испытание по определению порометром "Коултер" среднего размера пор и распределения пор по размеру
Для определения среднего размера пор, максимального размера пор и распределения пор по размеру использовали порометр "Коултер 115/60" производства компании "Коултер Электроникс, Лтд. ", Лутон, Великобритания. Прибор позволял измерять размеры пор вплоть до 300 мкм. Определение среднего размера пор, максимального размера пор и распределения пор по размеру проводили в соответствии со стандартом F 316-86 на методы испытаний Американского общества по испытанию материалов (АОИМ), озаглавленном "Испытание по определению пористости мембранных фильтров по точке начала кипения и среднему размеру пор".
Воздухопроницаемость по Фрейзиеру
Методика, применявшаяся для определения воздухопроницаемости по Фрейзиеру, выполнялась в соответствии с техническими условиями на метод 5450 Федерального стандарта на методы испытаний N191 А, за исключением того, что размеры образца были 20,32 см • 20,32 см вместо 17,78 см • 17,78 см. Применение образцов большего размера сделало возможным обеспечение того, что все края образца значительно простирались за удерживающее кольцо, способствуя прочному зажиму образца и его равномерному распределению поперек отверстия. Величины приведены в фут3/фут2/мин. Для перевода в см3/см2/мин необходимо умножить на 30,5.
Предел прочности на разрыв (в сухом и влажном состояниях) и удлинение
Для измерения пределов прочности на разрыв в сухом и влажном состояниях при максимальной нагрузке использовали методику АОИМ Д 5035-90 - "Стандартный метод испытания на разрушающее усилие и удлинение текстильных материалов". При этой методике применяли испытательную машину "СинТек" модели S2 с постоянной скоростью удлинения, изготовленной компанией "СинТек Корпорейшн", Кэрей, шт. Северная Каролина, США. Использовали полосообразные образцы длиной 75 мм вместо образцов длиной 25 мм или 50 мм, требовавшихся по методике D 5035-90.
Диаметр волокон
Волокна образцов нетканых материалов были позолочены методом напыления для их подготовки к исследованию на сканирующем электронном микроскопе (СЭМ), как, например, на микроскопе "Кэмбридж Стереоскан 200" производства компании "Лейка, Инк. ", Дирфилд, шт. Иллинойс, США. Методом случайной выборки выбирали сто волокон и измеряли диаметры отдельных волокон, используя электронные указатели СЭМ. Особое внимание следует обращать на выбор волокон, которые сплавились.
Методика испытания на вытряхивание во встряхивающем ящике
Приготовление образцов
Как видно на фиг. 8 и 9, вырезали держатель образца 80 размером 102 мм • 280 мм из целлюлозной бумаги весом 350 г/м2 (или равноценного материала, который обладал бы подходящей структурной целостностью при достаточной гибкости, чтобы можно было вставлять держатель образца 80 в испытательное устройство).
Для образования квадратной "оконной рамки", имеющей наружные размеры 102 мм • 102 мм, на центр держателя образца накладывали эффективную при кратковременном прижатии двухстороннюю липкую ленту 82 шириной 6,35 мм, например сильнолипкую ленту "3М Скотч" ( 465) толщиной 0,05 мм или равноценную ленту.
В центр "оконной рамки" помещали 500 мг (±5 мг) сверхабсорбирующего вещества 84. Обычным гранулометрическим анализом определяли распределение частиц сверхабсорбирующего вещества по размеру, которое было следующим:
212-300 мкм - 40% (по весу)
149-212 мкм - 35%
90-149 мкм - 25%
Испытание проводили на единственном листе образца оберточного материала 14, при этом кусок 86 испытываемого образца размером 114 мм • 114 мм помещали на обрамленный участок и приклеивали прижатием образца к липкой ленте для образования плотного соединения.
Устройство для испытания на вытряхивание
Как показано на фиг. 7, для определения способности оберточного материала удерживать сверхабсорбент использовали вибратор 90, например регулируемый вибратор "Джуниэ Орбит" (модель 3520), изготавливаемый "Лэб-Лайн". С другой стороны, можно использовать равноценный вибратор.
Испытательный ящик 92 был функционально скреплен с вибратором. Ящик 92 имел четыре боковые стенки и объединенную с ними нижнюю стенку, которые могли быть изготовлены из любого подходящего материала, например из прозрачного поликарбонатного листа, имеющего толщину около 0,6 мм. Ящик, имевший размеры приблизительно 292 мм в длину 94, около 330 мм в ширину 96 и 127 мм в глубину 98, был разделен на три секции 100, каждая из которых была достаточно большой для помещения в нее держателя образца. Таким образом, каждая из показанных секций имела внутренние размеры приблизительно 102 мм • 292 мм. Каждая секция была снабжена также двумя обычными пружинными зажимами 104, которые находились на противоположных торцевых стенках секции и предназначались для прочного удерживания держателей образцов на месте. Один захват каждого пружинного зажима был прочно прикреплен к своей соответствующей торцевой стенке ячейки, а другой захват находился свободным для открывания и закрывания при надавливании на соединенный с ним управляющий рычаг 106. При испытании противоположные концы держателя образца прочно удерживались в паре зажимов секции, применявшейся при испытании. Держатель образца устанавливали так, чтобы образец оберточного материала находился как можно ближе к нижней стенке ящика. После включения вибратора он работал с номинальной частотой вращения 350 об/мин в течение 5 мин.
Сбор сверхабсорбента
Количество сверхабсорбента, которое вытряхивалось из образца оберточного материала, определяли путем отсасывания мусора. Для примеров 5-8 приготавливали кассету для мониторинга воздуха диаметром 37 мм (производства "Джельман Сайенс Продакт", номер 4338), помещая 37-миллиметровую целлюлозную опорную подкладку (изделие номер 64747) на дно кассеты. На верх опорной подкладки помещали 0,08-микронную мембрану "Метрисел" (зарегистрированный товарный знак) и вдавливали верх кассеты к сопрягаемому дну. Приготовленную кассету взвешивали, а вес записывали или отмечали. Кассету подцепляли к соответствующему источнику разрежения с трубкой. Устанавливали пластмассовый раструб на трубке и всасывали сверхабсорбент в кассету для мониторинга. Вновь взвешивали кассету и по разнице веса определяли количества сверхабсорбента. Этот метод испытания использовали в примерах 5-8, а величины, приведенные в формуле изобретения, были рассчитаны с применением этого метода.
Испытание на вытряхивание из пакета
Для определения вытряхивания частиц из оберток абсорбирующего сердцевинного слоя использовали также второй метод испытания. Этот метод испытания применяли в примерах 1-4 и 9. Для проведения испытания вырезали образец оберточного материала размером 204 мм • 102 мм. Затем на верх образца помещали 0,5 г измельченного сверхабсорбента "Доу 534" производства компании "Доу Кэмикл Компани", и образец складывали для закрывания сверхабсорбента и образования пакета размером 102 мм • 102 мм. Частицы абсорбента имели размер в пределах от 88 до 149 мкм. Все четыре стороны пакета затем обматывали куском пластмассовой пленки. Лента перекрывала приблизительно 6,3 мм периферии пакета. Затем перевертывали образец и пленку (пакетом вниз) и всю конструкцию закрепляли на вибраторе модели RX-24 производства компании "Тайлер Компани". Под образец помещали взвешенный лоток достаточного размера для сбора любого вытряхиваемого сверхабсорбента. Вибратор работал при приблизительно 520 циклов в минуту и при длине хода 12,7 мм. Через пять минут выключали вибратор и вновь взвешивали лоток. Разница между весом лотка после сбора сверхабсорбента и первоначальным весом лотка характеризовала степень вытряхивания.
Примеры
Пример 1
Полипропиленовый волокнистый нетканый оберточный материал для сердцевинного слоя изготавливали, используя полипропиленовый полимер "Хаймонт PF-015" производства компании "Хаймонт, США", Уилмингтон, шт. Делавэр, США. Такой оберточный материал изготавливали в соответствии с вышеописанным способом формованием волокон из расплава в поток воздуха, используя двухрядную установку для осуществления этого способа. Полипропилен экструдировали через двухрядное фильерное устройство при пропускной способности 0,45 кг/см/ч. Экструдированные струи расплавленного полимера утончали воздухом для первоначального утончения, подававшегося при расходе между около 48 и около 57 м3/мин и температуре 277oС. Получавшийся в результате оберточный материал, имевший основной вес 8,0 г/м2, обрабатывали неионным поверхностно-активным веществом "Трайтон Х-102" - октилофеноксиполиэтоксиэтанолом производства компании "Юнион Карбайд Кэмиклз энд Плэстикс Компани, Инк. , Индастриэл Кэмиклз Дивижн", Дэнбери, шт. Коннектикут, США.
В сухом состоянии оберточный материал имел пределы прочности на разрыв при растяжении в направлении вдоль машины (ВМ) и направлении поперек машины (ПМ), измеренные при максимальных нагрузках, соответственно 1010 и 514 г и удлинения в направлении вдоль машины и направлении поперек машины при максимальной нагрузке соответственно 16 и 33%. Во влажном состоянии пределы прочности на разрыв при растяжении в направлении вдоль машины и направлении поперек машины при максимальной нагрузке были соответственно 998 и 554 г. Отношения пределов прочности на разрыв во влажном и сухом состояниях при растяжении как в направлении вдоль машины, так и в направлении поперек ее составляли соответственно 0,99 и 1,08. Эти отношения определяли делением показателей во влажном и сухом состояниях для соответствующих направлений вдоль и поперек машины. Средний размер пор в образце был 25 мкм и максимальный размер пор 47 мкм, при этом 0,5% всех пор имели размер более 50 мкм. Воздухопроницаемость оберточного материала по Фрейзиеру составляла 12 см3/см2/мин. Из образца нетканого оберточного материала затем делали пакет, который заполняли 0,5 г сверхабсорбента "Доу 534" производства компании "Доу Кэмикл Компани", Мидлэнд, шт. Мичиган, США, имевшего частицы размером в диаметре в пределах 88 и 150 мкм. Пакет подвергали процедуре испытания со встряхиванием, при этом измеренное количество выпавшего материала составляло 2,7 мг по сравнению с 395 мг выпавшего материала для аналогичного сверхабсорбента, который был помещен в пакет, изготовленный из обычного оберточного материала из тонкой оберточной бумаги.
Пример 2
В примере 2 полипропиленовый волокнистый нетканый оберточный материал для сердцевинного слоя изготавливали, используя полимер и поверхностно-активное вещество, аналогичные тем, которые перечислены выше в отношении примера 1. Нетканый материал изготавливали, используя три ряда фильер, подававших полимер со скоростью 0,62 кг/см/ч, при этом расход воздуха для первоначального утончения оставался таким же, как и в примере 1. Получающийся в результате нетканый материал имел основной вес, равный 11,0 г/м2. В сухом состоянии оберточный материал имел предел прочности на разрыв при растяжении в направлении вдоль машины и при максимальной нагрузке, составлявшей 1391 г. Средний размер пор был 23 мкм и максимальный размер пор 40 мкм при нулевом проценте пор размером более 50 мкм. Измеренная воздухопроницаемость по Фрейзиеру составляла 8,2 см3/см2/мин. Из нетканого оберточного материала затем изготавливали пакет, который заполняли 0,5 г того же самого сверхабсорбента, "ДОУ 534", как и упомянутый в примере 1. Пакет затем подвергали испытанию со встряхиванием, при этом измеренное количество выпавшего материала составляло 5,0 мг.
Пример 3
В примере 3 полипропиленовый нетканый оберточный материал с основным весом 8,0 г/м2 изготавливали, используя такой же самый полимер, как и в предшествующих примерах. Оберточный материал имел предел прочности на разрыв при растяжении в направлении вдоль машины в сухом состоянии и при максимальной нагрузке, равный 914 г, средний размер пор 24 мкм и максимальный размер пор 40 мкм при нулевом проценте пор размером более 50 мкм. Воздухопроницаемость по Фрейзиеру составляла 10,7 см3/см2/мин, причем при испытании пакета из оберточного материала на вытряхивание абсорбента количество выпавшего материала составляло 1,1 мг.
Пример 4
В примере 4 для изготовления нетканого оберточного материала с основным весом 8,8 г/м2 использовали аналогичный полипропиленовый полимер "Хаймонт". Оберточный материал имел средний диаметр волокон в 2,4 мкм, пределы прочности на разрыв при растяжении в направлениях вдоль и поперек машины в сухом состоянии и при максимальной нагрузке, равные соответственно 844 и 382 г, и удлинения в направлениях вдоль и поперек машины соответственно 15 и 11%. Средний размер пор был 22 мкм и максимальный размер пор 34 мкм. Воздухопроницаемость по Фрейзиеру была 15,9 см3/см2/мин, а испытание со встряхиванием пакета дало результат в 0,4 мг сверхабсорбента.
Пример 5
В примере 5 нетканый оберточный материал для абсорбирующего сердцевинного слоя изготавливали из аналогичного полипропиленового полимера "Хаймонт". Производственные условия включали в себя пропускную способность в размере 0,27 кг/см/ч и использование воздуха для утончения волокон при расходе 16,4 м3/мин и температуре 254oС. Расстояние формования между фильерой и формующей поверхностью составляло 24 см, а формующая проволочная сетка, на которую наносили нетканый материал, перемещалась со скоростью 62 м/мин. Образец имел основной вес в 7,2 г/м2 при среднем диаметре волокон 2,6 мкм, причем 97% всех волокон имели диаметр меньше 7 мкм. Пределы прочности на разрыв при растяжении в направлении вдоль машины во влажном и сухом состояниях при максимальной нагрузке составляли соответственно 556 и 584 г, пределы прочности на разрыв при растяжении поперек машины во влажном и сухом состояниях при максимальной нагрузке - соответственно 251 и 231 г. В результате этого отношения пределов прочности на разрыв во влажном и сухом состояниях при растяжении в направлениях как вдоль машины, так и поперек ее были соответственно 0,95 и 1,09. Оберточный материал в сухом состоянии при максимальной нагрузке имел удлинения в направлениях вдоль машины и поперек ее, равные соответственно 6 и 10%. Измеренная воздухопроницаемость по Фрейзиеру была равна 16,13 см3/см2/мин. При вышеописанном испытании на определение размера пор с помощью порометра "Куолтер" средний размер пор в нетканом оберточном материале составил 26 мкм. Менее 5% этих пор были больше 50 мкм. При вышеописанном испытании на вытряхивание с использованием вытряхивающего ящика было установлено, что из образца вытряхивалось 2,0 мг сверхабсорбента. Сравнительный образец оберточного материала для подгузников, использовавшегося компанией "Кимберли-Кларк Корпорейшн", обычно имел бы отношения пределов прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее во влажном и сухом состояниях при максимальной нагрузке, равные намного меньше 0,5, в любом направлении. Измеренная воздухопроницаемость по Фрейзиеру тонкой оберточной бумаги составлял 15,50 см3/см2/мин, а среднее количество вытряхиваемого сверхабсорбента - 264 мг.
Пример 6
В примере 6 нетканый оберточный материал для абсорбирующего сердцевинного слоя изготавливали таким же образом, как в примере 5, за исключением того, что основной вес увеличился до 9/8 г/м2. Образец имел средний диаметр волокон в 3,7 мкм, причем 95% волокон имели диаметр менее 7 мкм. Образец имел пределы прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее во влажном состоянии при максимальной нагрузке, равные соответственно 884 и 407 г. Пределы прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее в сухом состоянии при максимальной нагрузке равнялись соответственно 871 и 407 г, а отношения пределов прочности на разрыв во влажном и сухом состояниях при растяжении в направлениях вдоль машины и поперек ее составляли соответственно 1,01 и 1,0. При максимальной нагрузке образец имел удлинение в 7% в направлении машины и 13% в направлении поперек машины. Воздухопроницаемость по Фрейзиеру составляла 13,01 см3/см2/мин, а средний размер пор при измерении на порометре "Куолтер" 27 мкм. Менее 5% пор были больше 50 мкм. При использовании такого же самого испытания на вытряхивание, как и в примере 5, в примере 6 не наблюдалось никакого измеримого вытряхивания сверхабсорбента.
Пример 7
В примере 7 нетканый оберточный материал для абсорбирующего сердцевинного слоя также изготавливали из такого же самого материала и аналогичным образом, как и в предшествующих двух примерах, за исключением того, что основной вес был еще более увеличен до 12,2 г/м2. Средний диаметр волокон был 4,3 мкм, причем 89% волокон имели диаметр менее 7 мкм. Материал образца имел пределы прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее во влажном состоянии при максимальной нагрузке, равные соответственно 1092 и 542 г. При сухом состоянии материала образца эти показатели составляли 1065 г при растяжении в направлении вдоль машины и 519 г при растяжении поперек машины. Отношение пределов прочности на разрыв во влажном и сухом состояниях при растяжении в направлении вдоль машины равнялось 1,03 и при растяжении в направлении поперек машины 1,04. Показатели удлинения при максимальной нагрузке в направлениях вдоль машины и поперек ее были соответственно 5 и 12%, а измеренная воздухопроницаемость по Фрейзиеру составляла 10,39 см3/см2/мин. Средний размер пор при измерении порометром "Куолтер" равнялся 28 мкм, при этом менее 5% пор были больше 50 мкм. При использовании такого же самого испытания на вытряхивание, как и в примерах 5 и 6, вытряхивание сверхабсорбента было меньше 0,1 мг.
Пример 8
В примере 8 основной вес полипропиленового оберточного материала для абсорбирующего сердцевинного слоя был увеличен до 14,2 г/м2 при среднем диаметре волокон, равном 4,0 мкм. Пределы прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее в сухом состоянии при максимальной нагрузке составляли соответственно 1221 и 517 г, а пределы прочности на разрыв при растяжении в направлениях вдоль машины и поперек ее во влажном состоянии при максимальной нагрузке соответственно - 1238 и 530 г. Отношения пределов прочности на разрыв во влажном и сухом состояниях при максимальной нагрузке и растяжениях в направлениях вдоль машины и поперек ее составляли соответственно 1,01 и 1,03. Удлинение образца в направлении вдоль машины при максимальной нагрузке было 4%, а в направлении поперек машины - 6%. Воздухопроницаемость образца по Фрейзиеру была 8,68 см3/см2/мин, а средний размер пор при измерении порометром "Куолтера" 29 мкм. Менее 5% этих пор были больше 50 мкм. При использовании такой же самой методики испытания, как и использовавшаяся в примерах 5-7, образец показал вытряхивание сверхабсорбента в количестве 1,8 мг.
Пример 9
В примере 9 формовали нетканый материал такого вида, как и в предшествующих примерах, используя аналогичный вид полимера. Получавшийся в результате оберточный материал имел основной вес в 15,0 г/м2 и средний диаметр волокон - 2,8 мкм. Пределы прочности на разрыв при растяжениях вдоль машины и поперек ее в сухом состоянии при максимальной нагрузке были соответственно 1512 и 701 г, а удлинения в направлениях вдоль машины и поперек ее - соответственно 20 и 35%. Средний размер пор был 20 мкм, а максимальный размер пор 31 мкм. Воздухопроницаемость по Фрейзиеру составляла 7,02 см3/см2/мин и вес сверхабсорбента, вытряхиваемого из пакета, 6,8 мг.
Аналогичный материал использовали также для обертывания абсорбирующего сердцевинного слоя из 10 г сверхабсорбента "Доу 534" и 10 г пуха "Кимберли-Кларк CR-54" с целью образования абсорбирующего изделия. Это абсорбирующее изделие, в свою очередь, встраивали в конструкцию подгузника между проницаемым для жидкости верхним листом (обращенной к телу подкладкой) и нижним листом или наружным чехлом.
Примеры 1-8 иллюстрируют несколько важных отличительных признаков настоящего изобретения. Обертка должна создавать достаточное вместилище для частиц сверхабсорбента и, кроме того, должна обеспечивать достаточную воздухопроницаемость для возможности образования абсорбирующего сердцевинного слоя. Как показывают примеры, при использовании оберточных материалов с основными весами 15 г/м2 или меньше можно достигнуть отличного вместилища для сверхабсорбента. В общем это оказалось более достижимым, если диаметр волокон сохранялся менее 8 мкм, а средний размер пор - менее 30 мкм. Можно также использовать материалы с более высоким основным весом, но это вводит дополнительные расходы на общую конструкцию. Кроме того, более высокие значения основного веса могут привести к уменьшению воздухопроницаемости материала по Фрейзиеру. При величинах воздухопроницаемости по Фрейзиеру менее 6,56 см3/см2/мин затрудняется формование абсорбирующего сердцевинного слоя на оберточном материале.
Очевидно, что при наличии такого подробного описания изобретения могут быть сделаны различные модификации и изменения в настоящем изобретении, не выходящие за пределы нижеследующей формулы изобретения и не отклоняющиеся от его сущности.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, ИМЕЮЩИЕ ПОНИЖЕННУЮ ВЛАЖНОСТЬ ВНЕШНЕЙ ОБОЛОЧКИ | 1997 |
|
RU2184516C2 |
| ПЛЕНКИ НЕБОЛЬШОЙ ТОЛЩИНЫ И СЛОИСТЫЕ МАТЕРИАЛЫ ИЗ ПЛЕНКИ И НЕТКАНОГО МАТЕРИАЛА | 1995 |
|
RU2147521C1 |
| ВЫСОКОЭФФЕКТИВНЫЙ ПОГЛОЩАЮЩИЙ МАТЕРИАЛ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2198642C2 |
| ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ИЗДЕЛИЯ | 1995 |
|
RU2150390C1 |
| УСИЛЕННЫЙ АДГЕЗИЕЙ ПЛЕНОЧНЫЙ НЕТКАНЫЙ СЛОИСТЫЙ МАТЕРИАЛ | 1997 |
|
RU2160801C2 |
| ГЕТЕРОГЕННЫЙ ПОГЛОЩАЮЩИЙ МАТЕРИАЛ ДЛЯ АБСОРБИРУЮЩИХ ИЗДЕЛИЙ | 1997 |
|
RU2192834C2 |
| ТОНКОЕ АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ | 1997 |
|
RU2201190C2 |
| АБСОРБИРУЮЩЕЕ ИЗДЕЛИЕ С ЗАЩИТНЫМ КАНАЛОМ | 1997 |
|
RU2197213C2 |
| НЕТКАНЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛИМЕРОВ, СОДЕРЖАЩИХ КОНКРЕТНЫЕ ТИПЫ СОПОЛИМЕРОВ И ОБЛАДАЮЩИХ ЭСТЕТИЧЕСКИ ПРИЯТНЫМИ ТАКТИЛЬНЫМИ СВОЙСТВАМИ | 1996 |
|
RU2151830C1 |
| ПРОНИЦАЕМЫЕ ПЛЕНКИ И ПЛЕНОЧНО-НЕТКАНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 1994 |
|
RU2140855C1 |






Настоящее изобретение направлено на создание абсорбирующего изделия с обернутым тонким материалом, абсорбирующий сердцевидный слой. Тонкий материал изготовлен из специально разработанного термопластичного волокнистого нетканого материала для заделки и удерживания измельченного материала, как, например, измельченных частиц сверхабсорбента. Изобретение имеет применение в виде подгузников, тренировочных трусов, предметов одежды для использования при недержании мочи, гигиенических прокладок, перевязочных материалов и т. п. Оберточный материал имеет множество пор со средним размером менее около 30 мкм, при этом не более 5% всех пор имеют размеры более 50 мкм. Отношение пределов прочности на разрыв во влажном и сухом состояниях при растяжении в направлении вдоль изделия или поперек его при максимальной нагрузке равно 0,5 или более, воздухопроницаемость по Фрейзиеру равна по меньшей мере 6,56 см3/см2/мин. Способ изготовления абсорбирующего изделия включает формирование волокнистого нетканого сердцевинного оберточного материала путем экструзии расплавленного термопластичного полимера в множество струй расплава, которые утончают, затем осаждают на формующую поверхность. Данное изделие обладает оптимальным размером пор для сохранения измельченного абсорбента и проницаемости жидкости. 3 с. и 13 з. п. ф-лы, 9 ил.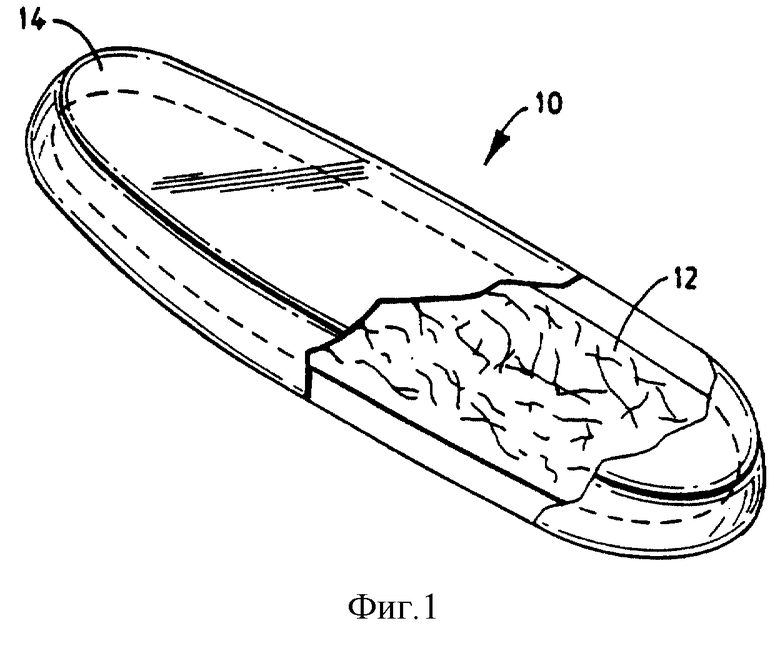
| Судовое устройство для подъема и спуска гондолы с океанографической аппаратурой | 1975 |
|
SU608698A1 |
| US 5354290 А, 11.10.1994 | |||
| US 4468428 А, 28.08.1984 | |||
| ПЕЧЬ ДЛЯ НАГРЕВА СЫПУЧИХ МАТЕРИАЛОВ ДЫМОВЫМИ ГАЗАМИ | 1972 |
|
SU427219A1 |

