Изобретение относится к швейной промышленности, а именно к способам ниточного соединения деталей одежды.
Известен способ соединения деталей одежды, в котором при соединении деталей одежды из припусков образуется кант [1].
Известен традиционный способ соединения деталей одежды (Савостицкий А.В., Меликов Е.X. Технология швейных изделий Учебник для высших учебных заведений - 2-е издание, перераб. и доп. М.: Легкая и пищевая промышленность 1982, - 32 с.), который относится к соединительным швам, а именно стачной шов вразутюжку, который заключается в том, что соединяемые детали складываются лицевыми сторонами внутрь, затем срезы совмещаются и стачиваются детали швом заданной ширины. Шов разутюживается, и припуски шва обметываются на краеобметочной машине вразутюжку. Этот способ выбираем в качестве прототипа для заявляемого изобретения.
Предлагаемые способы соединения деталей применяются только для тонких тканей, так как если их применять для джинсовых и других плотных тканей, образуется большая толщина припусков шва, что причиняет неудобство в процессе носки и снижает эстетическое качество изделия.
Сущность предлагаемого способа соединения деталей одежды состоит в том, что припуски шва стачивания находятся на лицевой стороне изделия и из них образована бахрома.
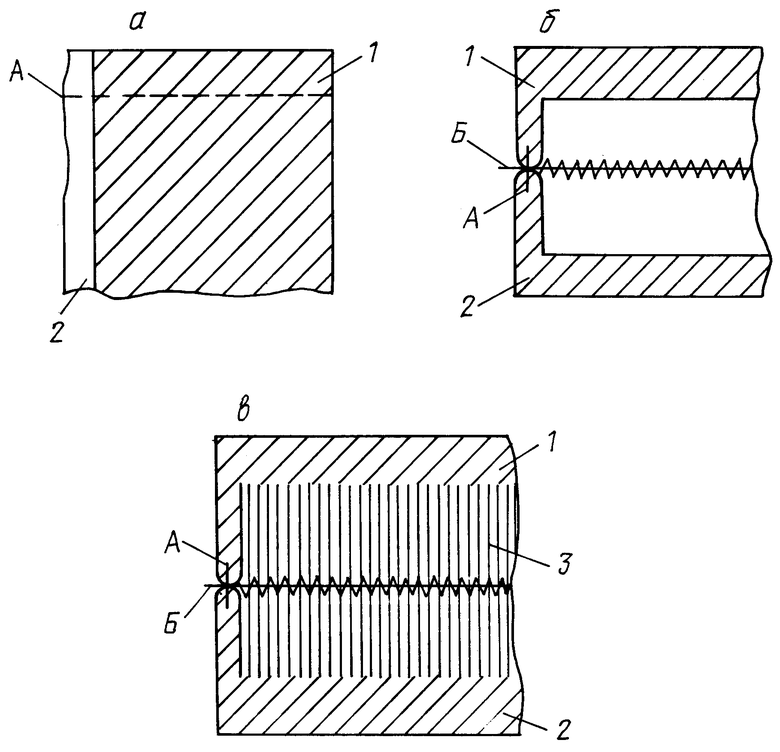
Сущность предлагаемого способа поясняется чертежом, на котором изображена технология изготовления соединения деталей: (а) - изображены две стачанные детали, сложенные изнаночными сторонами внутрь, (б) - изображены две стачанные детали с зигзагообразной строчкой, проложенной по месту стачивания по лицевой стороне припусков, (в) - изображено соединение в конечном виде.
Способ соединения деталей одежды заключается в том, что стачиваемая деталь 1 и стачиваемая деталь 2 складываются вместе, уравниваются срезы и прокладывается строчка А (фиг.1,а), затем припуски на шов разутюживаются и поверх них на месте шва прокладывается зигзагообразная строчка (фиг.1,б). После этого из припусков образуется бахрома (фиг.1,в).
Сущность способа заключается в том, что стачиваемые детали складывают изнаночными сторонами внутрь и стачивают по лицевой стороне, затем раскладывают припуски шва и прокладывают зигзагообразную строчку по месту стачивания с лицевой стороны, а из припусков образуют бахрому.
Предлагаемый способ характеризуется следующими существенными признаками.
1. Две стачиваемые детали складываются изнаночными сторонами внутрь.
2. Детали стачиваются.
3. Припуски шва разутюживаются.
4. Поверх припусков по линии шва стачивания прокладывается зигзагообразная строчка.
5. Припуски на шов преобразуются в бахрому.
Прототип [2] характеризуется следующими существенными признаками.
1. Две стачиваемые детали складываются лицевыми сторонами внутрь, совмещая срезы.
2. Детали стачиваются швом заданной ширины.
3. Шов стачивания деталей разутюживается.
4. Припуски шва стачивания обметываются.
Сопоставительный анализ предлагаемого способа с прототипом [2] показывает, что заявляемый способ соединения деталей обладает новизной по следующим признакам.
1. Две детали стачиваются между собой по лицевой стороне.
2. Припуск на шов находится на лицевой стороне.
3. Припуск преобразуется в бахрому.
Наличие этих признаков обеспечивает соответствие технического решения критерию новизны. При сравнении заявляемого решения с другими известными техническими решениями перечисленные признаки новизны не обнаружены, что позволяет сделать вывод о наличии существенных отличий заявляемого способа соединения деталей.
При использовании предложенного способа для соединения джинсовых и других плотных тканей устраняется недостаток - наличие толщины припусков шва с изнаночной стороны, что способствует повышению гигиенических и эстетических показателей изделия без снижения прочностных характеристик соединительных швов, что в целом улучшает качество швейного изделия. Кроме того, шов получает дополнительную декоративность и подчеркивает конструкцию линии соединения двух деталей, что ведет к дополнительному улучшению эстетического вида изделия, а значит повышению его конкурентоспособности.
Данный способ соединения деталей одежды можно использовать в массовом производстве, так как его производство не требует дополнительных специальных приспособлений
Источники информации
1. Патент RU № 2169512, кл. А 41 D 27/24, опубл. 19.07.2000.
2. А.В. Савостицкий, Е.Х. Меликов. Технология швейных изделий. Учебник для высших учебных заведений, 2-е изд., перераб. и дополн., М., 1982, с. 32.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2003 |
|
RU2228694C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2173534C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА В ШВЕ | 2006 |
|
RU2323669C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТДЕЛОЧНОГО ШВА | 2011 |
|
RU2467671C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2005 |
|
RU2306094C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2004 |
|
RU2275828C1 |
| Способ обработки низа рукава в изделиях пальтово-костюмного ассортимента из плащевых и курточных материалов (варианты) | 2019 |
|
RU2725366C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2000 |
|
RU2169512C1 |
| СПОСОБ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫ | 2013 |
|
RU2530369C1 |
| СПОСОБ ОБРАБОТКИ КАРМАНА | 2010 |
|
RU2413440C1 |
Изобретение относится к легкой промышленности, а именно к способам соединения деталей одежды. Способ соединения деталей одежды включает операции совмещения и стачивания деталей. Стачиваемые детали складывают изнаночными сторонами внутрь и стачивают по лицевой стороне. Раскладывают припуски шва и прокладывают зигзагообразную строчку по месту стачивания с лицевой стороны. Из припусков образуют бахрому. Изобретение позволяет улучшить качество швейного изделия.1 ил.
Способ соединения деталей одежды, включающий в себя совмещение и стачивание деталей, отличающийся тем, что стачиваемые детали складывают изнаночными сторонами внутрь и стачивают по лицевой стороне, затем раскладывают припуски шва и прокладывают зигзагообразную строчку по месту стачивания с лицевой стороны, а из припусков образуют бахрому.
| US 4205397 A, 03.06.1980 | |||
| US 5416928 A, 23.05.1995 | |||
| ПРОГРАММИРУЕМОЕ УСТРОЙСТВО ДЛЯ ЛОГИЧЕСКОГО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ, ЭЛЕКТРОННЫМИ КЛЮЧАМИ И СИГНАЛИЗАЦИЕЙ | 1999 |
|
RU2154852C1 |

