Изобретение относится к теплоизолирующему корпусу с, в значительной степени, вакуум-плотным наружным кожухом и установленной на расстоянии от него, по меньшей мере, в значительной степени вакуум-плотной внутренней обшивкой, которые вакуум-плотно соединены друг с другом с помощью имеющего, по меньшей мере, приблизительно, U-образное поперечное сечение соединительного профиля, своими профильными полками прикрепленного, с одной стороны, к наружному кожуху, а с другой стороны - к внутренней обшивке, и вместе с наружным кожухом и внутренней обшивкой окружающего вакуумированное, заполненное теплоизолирующим материалом промежуточное пространство.
Основанные на технологии изоляции путем создания вакуума стенки известные, например, из GB 890372 А, в настоящее время почти без исключения образованы из двух расположенных на расстоянии друг от друга металлических окружающих стенок, которые подпираются относительно друг друга с помощью вакуумируемого опорного материала и которые вдоль своего контура сварены с выполненным в виде U-образного профиля соединительным профилем для создания вакуумируемого пространства. При выполнении этого сварного соединения следует учитывать, чтобы соединительный профиль, который во избежание теплопроводности, заметно снижающей изолирующую способность теплоизолирующей стенки, должен быть выполнен как можно более тонкостенным, при подводе тепла в процесса сварки не был склонен к короблению, приводящему при случае к нарушению герметичности. Избежать этого пытаются с помощью имеющей сложное устройство зажимной техники, причем при этом дополнительно существует проблема разместить требуемые зажимные механизмы в предоставляемом, очень суженном пространстве. Чтобы избежать как дорогостоящих зажимных механизмов, так и коробления, перешли наконец к тому, что соединительный профиль всесторонне оснащают материалом такой толщины, которая соответствует порядку величины оболочки. Это приводит, однако, к тому, что для подпирания обеих стенок оболочки, во избежание снижающего изолирующее действие теплоизолирующей стенки теплового потока, могут найти применение лишь дорогостоящие опорные материалы, как, например, стекловолокно, которые к тому же связаны с высокой относительной плотностью, ведущей к высокому собственному весу.
В основе изобретения лежит задача при теплоизолирующей стенке согласно ограничительной части п.1 формулы изобретения с помощью простых конструктивных мер избежать недостатков уровня техники.
Эта задача, согласно изобретению, решается благодаря тому, что U-образный соединительный профиль имеет утолщенные средствами, имеющие, по меньшей мере, толщину материала внутренней обшивки или кожуха полки, соединенные с, по меньшей мере, приблизительно, вакуум-плотным, подобным фольге, основанием. При этом вакуум-плотное соединение между полками соединительного профиля, с одной стороны, и наружным кожухом, а также с внутренней обшивкой, с другой стороны, предусмотрено в области, близкой к основанию U-образного соединительного профиля, и выполнено в виде сварного соединения.
С помощью решения согласно изобретению обеспечено, что соединяемые поверхности, а именно полки U-образного профиля, с одной стороны, и наружный кожух или внутренняя обшивка, с другой стороны, в месте соединения проявляют, в основном, аналогичную характеристику плавления, благодаря чему надежно исключены коробления U-образного профиля в месте соединения и образующиеся в результате этого потенциальные неплотности, также при крупносерийном производстве, и, таким образом, значительно повышена надежность процесса. Кроме того, несмотря на созданные оптимальные предпосылки для соединения между U-образным профилем и покровными оболочками стенок достигается минимальная теплопроводность через основание U-образного профиля соединительного элемента. Путем подгонки толщины материала в месте соединения U-образного профиля к толщине материала внутренней обшивки или наружного кожуха становится возможным значительно повысить скорость сварки в месте соединения обеих соединяемых поверхностей и, таким образом, скорость процесса. Далее, конструктивное оформление места соединения между соединяемыми поверхностями допускает некоторую гибкость при выборе используемого способа сварки, причем с помощью решения согласно изобретению открывается возможность эффективно использовать способ лучевой или роликовой сварки, позволяющий применить высокие рабочие скорости. Подгонка места соединения со стороны полок к толщине материала внутренней обшивки или наружного кожуха позволяет к тому же в сочетании с различными способами лучевой сварки осуществить заметно более благоприятное зажимание обеих соединяемых поверхностей относительно друг друга, так что находящая применение зажимная техника в форме зажимных инструментов заметно упрощается при сохранении сварки, обеспечивающей отсутствие неплотностей.
Согласно предпочтительному варианту выполнения предмета изобретения, предусмотрено, что средства для создания утолщения на каждой полке U-образного профиля образованы с помощью, по меньшей мере, соответственно, одного вставного элемента, который вместе с внутренней обшивкой или наружным кожухом образует приемное гнездо, в котором расположена соответствующая полка U-образного профиля в виде промежуточного слоя.
Благодаря этому, открывается возможность изготовлять выполненный в виде U-образного профиля соединительный профиль сплошным, из подобного фольге материала, как, например, из высококачественной стали или защищенной от коррозии стали, который затем может зажиматься на служащих в качестве полок участках посредством вставного элемента вместе с внутренней обшивкой или наружным кожухом. Этим не только дается вспомогательное средство для состыковки, но также это способствует некоторому увеличению толщины материала свариваемых соединяемых поверхностей, благодаря чему можно не только ускорить процесс сварки, но также выполнять его вакуум-плотно при крупносерийном производстве.
Согласно альтернативному варианту выполнения предмета изобретения предусмотрено, что средства для создания утолщения в месте соединения получены путем многократного складывания соответствующей полки U-образного профиля, изготовленного из подобного фольге материала, например, из высококачественной стали или защищенной от коррозии стали или т.п.
С помощью такого варианта выполнения соединительного профиля значительно облегчен процесс стыковки соединяемых поверхностей, так как не нужно поддерживать и позиционировать никакие дополнительные элементы.
В соответствии с другим альтернативным вариантом выполнения предмета изобретения, предусмотрено, что средства для создания утолщения в месте соединения образованы, в основном, с помощью элементов полок, имеющих в основном толщину материала наружного кожуха или внутренней обшивки, которые связаны с соединяющим их, выполненным в виде фольги основанием и вместе с основанием образуют U-образный профиль.
Благодаря этому, получается возможность комбинировать элементы полок, имеющие, в зависимости от предъявляемых требований, различную толщину материала, с подобным фольге, тонкостенным основанием, чтобы можно было экономично оптимизировать процесс сварки соединительного профиля с наружным кожухом или с внутренней обшивкой. Вакуум-плотное соединение изготовленных, например, из высококачественной стали или защищенной от коррозии стали элементов полок с подобным фольге основанием осуществляется при этом экономично отдельным процессом сварки.
Особенно простой контроль качества сварного соединения получается, если, согласно следующему предпочтительному выполнению предмета изобретения, предусмотрено, что средства для создания утолщения имеют толщину материала, которая позволяет получить видимое основание сварного шва на внутренней обшивке или наружном кожухе.
Согласно альтернативному варианту выполнения предмета изобретения, предусмотрено, что средства для создания утолщения имеют толщину материала, при которой предотвращается получение видимого основания сварного шва на внутренней обшивке или наружном кожухе.
При таком варианте выполнения отпадают защитные мероприятия, как, например, подготовка защитного газа во время процесса сварки для предотвращения окисления основания сварного шва. Кроме того, можно избежать пор и трещин в основании сварного шва, ведущие, в некоторых случаях, к негерметичности вакуумированного промежуточного пространства между наружным кожухом и внутренней обшивкой. Кроме того, соединяемые поверхности, в частности, наружный кожух и внутренняя обшивка, имеют гладкие видимые поверхности, которые позволяют выполнить значительно более простую, определенную установку функциональных элементов, как, например, защелки или т.п.
Согласно дальнейшему предпочтительному варианту выполнения предмета изобретения, предусмотрено, что сварное соединение между полками соединительного профиля, с одной стороны, а также наружным кожухом и внутренней обшивкой, с другой стороны, предусмотрено в области, близкой к основанию соединительного профиля U-образной формы.
С помощью такого нанесения сварного шва находящаяся на стороне вакуума длина перекрытия обеих соединяемых поверхностей выдержана довольно малой, благодаря чему сведены к минимуму возможные включения газа между соединяемыми поверхностями, так что исключено повышение давления в вакуумированном промежуточном пространстве вследствие включений газа.
Согласно следующему предпочтительному варианту выполнения предмета изобретения, предусмотрено, что сварное соединение между полками соединительного профиля, с одной стороны, и наружным кожухом, а также внутренней обшивкой, с другой стороны, производится с помощью лучевой сварки или роликовой сварки.
В случае применения способа лучевой сварки, как, например, лазерно-лучевой сварки или электронно-лучевой сварки, вследствие высокой скорости сварки получается в результате высокая скорость изготовления теплоизолирующих стенок. Применение роликовой сварки обеспечивает, напротив, получение технологически благоприятной конструкции.
Особенно технологически надежно можно изготовить теплоизолирующую стенку для холодильника с теплоизолирующим корпусом и прикрепленной к нему теплоизолирующей дверью, если, согласно следующему предпочтительному варианту выполнения предмета изобретения, предусмотрено, что стенки теплоизолирующего корпуса и теплоизолирующая дверь выполнены по одному из пп.1-8.
Точно так же, особенно технологически, надежно можно изготовить теплоизолирующую стенку для домашней печи с теплоизолированным муфелем, если согласно последнему предпочтительному варианту выполнения предмета изобретения предусмотрено, что стенки муфеля выполнены по одному из пп.1-8.
Изобретение поясняется в следующем далее описании на основе трех, представленных упрощенно в прилагаемых чертежах, примеров выполнения.
Показывают:
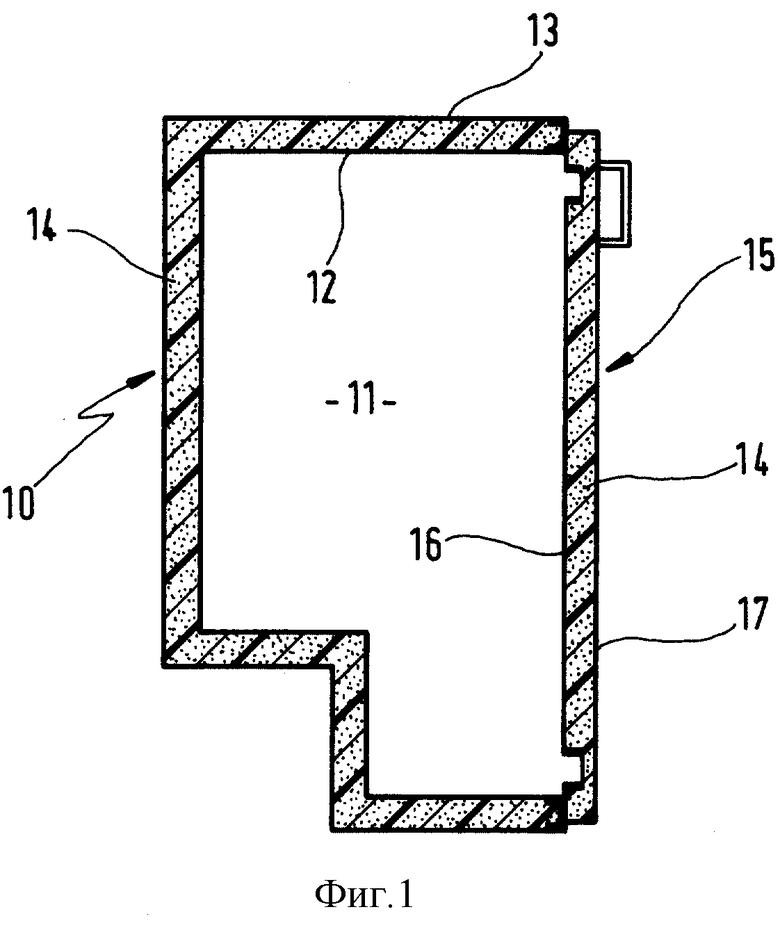
фиг.1 - теплоизолирующий корпус для бытового холодильника с наружным кожухом и расположенной на расстоянии от него внутренней обшивкой, которые вакуум-плотно соединены друг с другом посредством U-образного соединительного профиля, в упрощенном схематическом изображении, вид сбоку, в разрезе;
фиг.2 - частично корпус, в области его соединения с соединительным профилем, согласно первому варианту выполнения для достижения увеличения толщины материала в месте соединения, вид в разрезе;
фиг.3 - частично корпус, в области его соединения с соединительным профилем, согласно другому варианту выполнения для достижения увеличения толщины материала в месте соединения, вид в разрезе; и
фиг.4 - частично корпус, в области его соединения с соединительным профилем согласно третьему варианту выполнения для достижения увеличения толщины материала в месте соединения, вид в разрезе.
На фиг.1 представлен пригодный для использования для бытовой холодильной или морозильной камеры теплоизолирующий корпус 10, внутри которого предусмотрено образованное в качестве холодильной камеры рабочее пространство 11, которое облицовано вакуум-плотной внутренней обшивкой 12, сформированной, например, из листовой высококачественной стали толщиной 0,4 мм или защищенного от коррозии стального листа. На расстоянии от внутренней обшивки 12 расположен сформованный из такого же материала, вакуум-плотный наружный кожух 13. Между наружным кожухом 13 и внутренней обшивкой 17 расположен служащий для их опоры, вакуумируемый теплоизолирующий материал 14, как, например, полиуретановый открытопористый пенопласт или полистирольный открытопористый пенопласт. Такой теплоизолирующий материал 14 служит также в качестве теплоизолирующего наполнителя прикрепленной к корпусу 10 двери 15, которая, как и корпус 10, на своей внутренней стороне имеет вакуум-плотную внутреннюю обшивку 16 и расположенный на расстоянии от нее вакуум-плотный наружный кожух 17, который сформирован из такого же материала, что и внутренняя обшивка 12 и наружный кожух 13. Как внутренняя обшивка 16 и наружный кожух 17, так и внутренняя обшивка 12 и наружный кожух 13 по своим свободным краям вакуум-плотно соединены друг с другом, благодаря чему между этими оболочками образовано вакуумируемое промежуточное пространство, которое заполнено теплоизолирующим материалом 14 для подпирания этих оболочек.
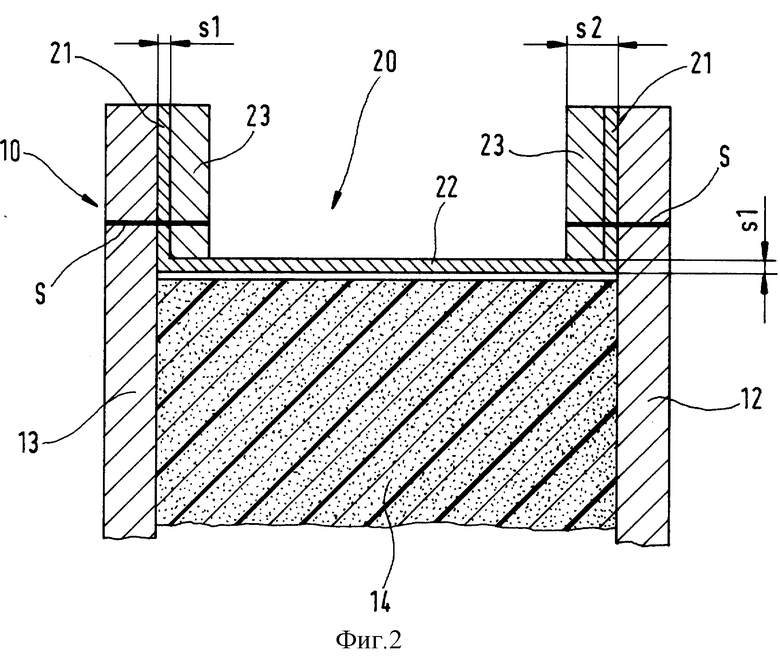
Как, в частности, вытекает из фиг.2, для получения вакуум-плотного соединения между внутренней обшивкой 12 и наружным кожухом 13 или внутренней обшивкой 16 и наружным кожухом 17 служит выполненный с U-образным поперечным сечением соединительный профиль 20, который согласно первому варианту выполнения, как по своим полкам 21, так и по своему соединяющему полки 21 основанию 22 имеет толщину материала, подобную фольге, и который сформирован, например, из фольги из высококачественной стали или из фольги из стали, защищенной от коррозии, с толщиной материала s1 примерно 0,1 мм. Соединительный профиль 20, который описан далее на примере корпуса 10, подогнан по ширине своего основания 22 к расстоянию в свету между внутренней обшивкой 12 и наружным кожухом 13 и своим основанием 22 подведен к теплоизолирующему материалу 14. Вакуум-плотное соединение между внутренней обшивкой 12 и наружным кожухом 13, а также соединительным профилем 20 осуществляется с помощью сварного соединения, которое расположено в области, близкой основанию 22 и вдоль полок 21. Для того, чтобы при выполнении сварного соединения воспрепятствовать тому, чтобы подобные фольге полки не покоробились под воздействием тепла в процессе сварки, предусмотрены проходящие вдоль полок 21 вставные элементы 23, которые вместе с подобными фольге полками, по меньшей мере, приблизительно, дают толщину материала s2 внутренней обшивки или наружного кожуха и которые вместе с полками 21 с помощью непоказанных зажимных устройств прижимаются к внутренней обшивке или наружному кожуху, так что подобные фольге полки плоско прилегают к внутренней стороне внутренней обшивки 12 или наружного кожуха 13. Кроме того, вставные элементы 23 служат для увеличения толщины материала полок 21 в месте их соединения с внутренней обшивкой 12 или наружным кожухом 13, чтобы достичь примерно одинаковых характеристик плавления обеих соединяемых поверхностей в процессе их сварки. При этом полученный в процессе сварки сварной шов S полностью пронизывает, наряду с внутренней обшивкой 12 или наружным кожухом 13, также и полки 21 и вставные элементы 23.
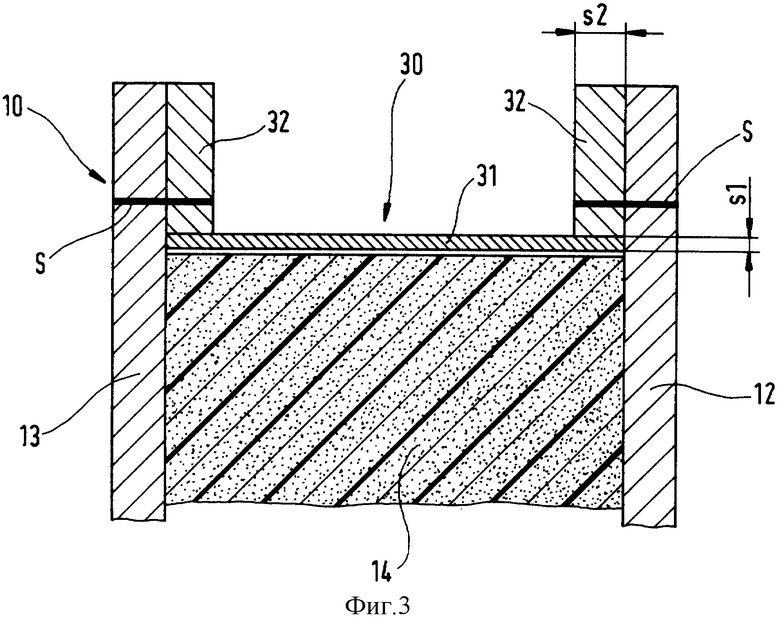
Согласно фиг.3 для соединения внутренней обшивки 12 с наружным кожухом 13 предусмотрен другой вариант выполнения имеющего U-образное поперечное сечение соединительного профиля 30, основание 31 которого, как и основание соединительного профиля 20, выполнено подобным фольге, в то время, как его полки 32, соединенные с основанием 31 с помощью сварочной технологии, имеют толщину материала s2, которая соответствует, в основном, толщине материала внутренней обшивки 12 и наружного кожуха 13. Путем значительной подгонки полок 32 по толщине s2 их материала к толщине материала внутренней обшивки 12 и наружного кожуха 13 достигнуто, что может происходить равномерный процесс оплавления между соединяемыми с помощью сварки соединяемыми поверхностями, а именно соединительного профиля с внутренней обшивкой или с наружным кожухом. При этом получают сварной шов S, который полностью пронизывает соединяемые поверхности и который имеет качество, обеспечивающее вдоль полок 32 равномерное, сохраняющее длительное время вакуум-плотность соединение между соединяемыми поверхностями.
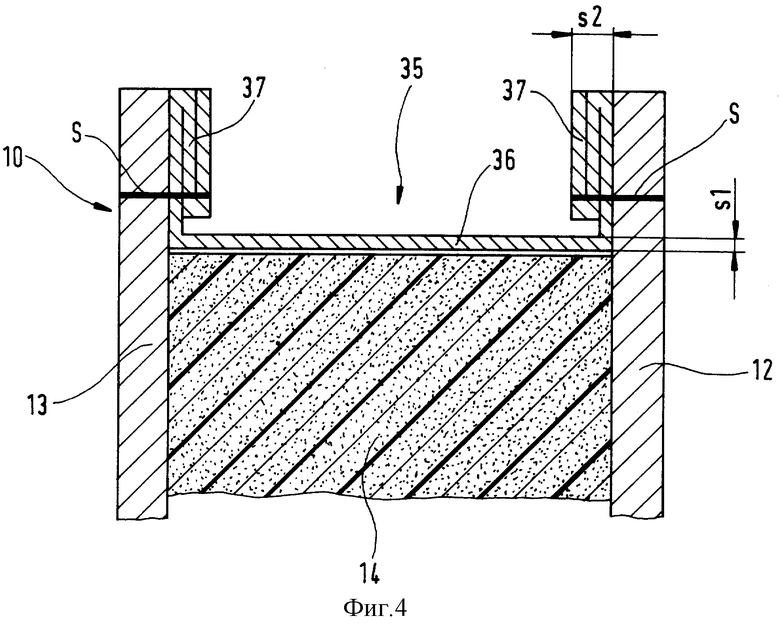
Третий вариант выполнения вакуум-плотного соединения внутренней обшивки 12 с наружным кожухом 13 показан на фиг.4. Точно так же, как и соединительные профили 20 и 30, соединительный профиль 35 оснащен основанием, подобным фольге, к которому, образуя единое целое, примыкают две полки 37, имеющие, в основном, толщину материала внутренней обшивки 12 или наружного кожуха 13. Толщину их материала получают путем многократного, не имеющего зазоров складывания слоями боковых кромок отрезка листа, имеющего толщину материала, подобную фольге (например, из высококачественной стали или защищенной от коррозии стали), например, путем многократного складывания, причем не подвергнутая складыванию часть листового отрезка высококачественной стали образует основание 36. Благодаря наслоению подобного фольге материала, полки 37 получают толщину s2, которая, в основном, соответствует толщине материала внутренней обшивки 12 или наружного кожуха 13. Благодаря увеличению толщины материала на полках 37, осуществляется примерно одинаковый процесс оплавления при подаче сварочной энергии между полками 37 и внутренней обшивкой 12 или наружным кожухом 13, причем одновременно благодаря увеличению толщины материала в значительной степени предотвращается коробление полок 37 при сварке обеих соединяемых поверхностей с помощью сварного шва S.
Упомянутые конструкции соединительных профилей 20, 30 и 35 можно, конечно, применить для подсоединения внутренней обшивки 16 или наружного кожуха 17 к двери 15, причем их внутренняя обшивка или наружный кожух должен быть сформирован соответственно для установки соединительного профиля.
В противоположность представленному размещению соединительного профиля, можно также соединить его с внутренней обшивкой или наружным кожухом таким образом, чтобы оба эти покровных слоя корпуса у своих свободных краев были перекрыты полками соединительного профиля.
Представленная на примере корпуса бытовой холодильной камеры конструкция теплоизолирующего корпуса пригодна также для создания окружающего духовку домашней плиты муфеля, причем служащие при этом в качестве опоры для внутренней обшивки и наружного кожуха вакуумируемые теплоизолирующие материалы следует выполнить в соответствии с предъявляемыми для домашних плит требованиями по температуре.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА, ХОЛОДИЛЬНИК И ДОМАШНЯЯ ПЕЧЬ С ТАКИМИ СТЕНКАМИ | 1998 |
|
RU2221973C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА, ТЕПЛОИЗОЛИРУЮЩИЙ КОРПУС ХОЛОДИЛЬНИКА И ТЕПЛОИЗОЛИРУЮЩИЙ КОРПУС МУФЕЛЯ БЫТОВОЙ ПЕЧИ С ТАКИМИ СТЕНКАМИ | 1998 |
|
RU2235953C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА, А ТАКЖЕ ХОЛОДИЛЬНИК И БЫТОВАЯ ПЕЧЬ С ТАКИМИ СТЕНКАМИ | 1998 |
|
RU2252377C2 |
| ТЕПЛОИЗОЛИРУЮЩАЯ СТЕНКА (ВАРИАНТЫ) | 1998 |
|
RU2264588C2 |
| СТЕКЛЯННАЯ СТЕНКА | 2006 |
|
RU2419709C2 |
| КАРКАС СТЕНОВОЙ ПАНЕЛИ | 2024 |
|
RU2828140C1 |
| КОМПОНЕНТ ДЛЯ ЗАКРЕПЛЕНИЯ НА СТЕНКЕ И БЫТОВОЙ ПРИБОР, ОБОРУДОВАННЫЙ ТАКИМ КОМПОНЕНТОМ | 2007 |
|
RU2416775C2 |
| УГЛОВОЕ СОЕДИНЕНИЕ КАРКАСОВ СТЕНОВЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2024 |
|
RU2828715C1 |
| Распределительный пояс шпунтовой стенки гидротехнического сооружения и способ его монтажа | 2023 |
|
RU2826929C1 |
| ПАНЕЛЬ С СОТОВЫМ ЗАПОЛНИТЕЛЕМ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2035563C1 |
Изобретение предназначено для использования в области техники вакуумной изоляции. Теплоизолирующая стенка содержит наружный кожух и внутреннюю обшивку, соединенные U-образным соединительным профилем. Промежуточное пространство заполнено теплоизолирующим материалом. U-образный профиль имеет вакуум-плотное, подобное фольге, основание и полки. Последние утолщены специальными средствами. Они имеют толщину материала кожуха или внутренней обшивки. Вакуум-плотное соединение между полками и наружным кожухом и между полками и внутренней обшивкой выполнено в области, близкой к основанию U-образного профиля. Теплоизолирующая стенка такой конструкции использована в корпусе и двери холодильника и в муфеле домашней печи. Изобретение обеспечивает прочность соединения тонкостенного U-образного профиля с корпусом и обшивкой, предотвращает коробление и разгерметизацию внутреннего пространства стенки. 3 с. и 7 з.п. ф-лы, 4 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для регулирования производительности винтового компрессора | 1980 |
|
SU890372A2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE 19520020 A, 05.12.1999 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US 3634256 A, 03.06.19973. | |||

