Изобретение относится к строительной промышленности, в частности к изготовлению наружных несущих ограждающих панелей. Они используются в малоэтажных жилых, производственных и хозяйственных сооружениях в качестве стен.
Известна трехслойная панель с заполнителем [1] выбранная в качестве первого аналога. Она выполнена в виде двух плоских параллельных друг другу наружных обшивок, между которыми размещен заполнитель в виде дискретных продольных элементов или гофрированных листов материала с прикрепленными к обшивкам вершинами гофров. Такие панели используются там, где нужна высокая жесткость на изгиб в направлении дискретных заполняющих элементов. Такими элементами служат профили различной конфигурации. В строительстве такие панели служат перекрытиями.
Изготовление описанных выше панелей состоит в скреплении готовых элементов заполнителя с обшивкой с помощью сварки, клепки, пайки, склеивания или их комбинацией по поверхностям контакта. Боковые торцы длинных сторон панелей имеют законцовки в виде одного из продольных элементов заполнителя, а короткие торцы панелей, как правило, остаются открытыми.
Недостатки известных панелей:
низкие теплоизолирующие свойства. В чрезвычайно крупных и длинных ячейках происходит интенсивная конвекция воздуха, что приводит к резкому увеличению коэффициента теплопроводности. В таких панелях температура наружной обшивки мало отличается от температуры внутренней обшивки. Этот недостаток усугубляется еще и открытыми короткими торцами панелей;
конденсация влаги во внутренних полостях панели и на внутренней обшивке. Это явление следствие низкой теплоизоляционной способности такой конструкции. Поочередное замерзание и испарение влаги постепенно разрушает сердцевину панели и ее обшивки;
не обеспечивается установка закладных элементов в необходимых местах между обшивками панели, что приводит к невозможности бытовой эксплуатации таких стен или перегородок. Например, к такой панели нельзя ничего прибить;
низкая поперечная изгибная жесткость панели, так как в ней отсутствуют поперечные силовые элементы;
низкая шумопоглощающая способность панели;
отсутствие законцовок по коротким торцам затрудняет использование панелей в качестве стеновых деталей, так как по торцам происходит соединение панелей друг с другом и герметизация внутреннего объема сооружения от окружающей среды.
Известна многослойная строительная панель с заполнителем [2] которая включает в себя несколько плоских параллельных друг другу обшивок и слои заполнителя, расположенные между ними. Заполнитель образован зигзагообразно изогнутыми полосами, параллельными друг другу, которые образуют криволинейные ячейки, оси которых перпендикулярны обшивкам.
Такая панель изготавливается следующим образом. Подготавливаются слои заполнителя по размеру панели и плоские обшивки. На торцы заполнителя и плоскости обшивок наносится адгезив (клей), с помощью которого они соединяются в неразъемную конструкцию. В заданной последовательности слои заполнителя размещаются между обшивками и весь пакет под давлением и при воздействии заданного температурного режима соединяют в монолитную конструкцию.
Недостатки известной сотовой панели и способа ее изготовления:
не достигается включение в работу сотового заполнителя при нагрузках, направленных вдоль обшивок. Это происходит потому, что используемый заполнитель в направлениях, перпендикулярных оси его ячеек, имеет практически нулевые значения механических характеристик, однако именно в этом направлении усилиями сжатия и нагружена стеновая панель;
не обеспечивается максимальное теплоизолирующее свойство панели в направлении, перпендикулярном плоскости обшивок. Это происходит по двум причинам. Во-первых, заполнитель с выбранной конфигурацией ячеек не может быть изготовлен с ячейкой минимально-необходимого объема. Это приводит к интенсивной конвекции воздуха в ячейках и резкого падения вследствие этого теплоизолирующих свойств панели. Во-вторых, наилучшие теплоизоляционные свойства заполнителя проявляются в направлении, перпендикулярном оси его ячеек, а в панели он расположен в самом невыгодном для теплоизолирующих свойств положении, когда оси его ячеек перпендикулярны обшивкам;
мала площадь соединения заполнителя с обшивками панели, так как их соединение происходит по торцам зигзагообразно изогнутых полос, что не соизмеримо с площадью обшивок;
не обеспечивается удобство эксплуатации известной панели, например, как к практически пустой изнутри панели прикрепить домашние вещи? Как вбить гвоздь, и на чем он будет там держаться?
в известной панели не предусмотрена установка закладных элементов, которые обеспечивают удобство ее эксплуатации;
в известной панели не предусмотрены законцовки для соединения смежных панелей друг с другом и герметизации их стыка от наружной среды;
в сердечнике панели, т.е. в ее заполнителе, не предусмотрено расположение элементов заполнителя так, чтобы образовывать непрерывные продольные и поперечные перегородки с заданными прочностными и жесткостными характеристиками, которые обеспечивали бы панели высокую изгибную прочность и жесткость в плоскостях, перпендикулярных плоскости панели.
Известна трехслойная панель с сотовым заполнителем [3] выбранная в качестве прототипа. Она состоит из двух наружных обшивок, между которыми размещен сотовый заполнитель. По периметру панели расположены ее законцовки в виде рамы, профилей или брусьев. Все элементы конструкции соединены между собой с помощью клея или припоя. В локальных местах в сотовом сердечнике панели расположены закладные элементы необходимой формы и размеров. Они соединены с сотовым сердечником и обеими обшивками одновременно с помощью клеевых композиций, компаундов или затвердевающих растворов. Расположение сотового сердечника в панели таково, что оси его ячеек перпендикулярны плоскости обшивок. Контакт сотового заполнителя с обшивками осуществляется по торцам его граней. По ним производится и соединение заполнителя с обшивками.
Панель в качестве ограждающего строительного элемента (наружная несущая стена, перегородка) нагружена усилием сжатия, направленным вдоль плоскости несущих слоев. В этом направлении действующее усилие могут воспринять только обшивки и законцовки, расположенные вдоль действия сжимающего усилия. Сотовый заполнитель, изготавливаемый в настоящее время, эти нагрузки воспринять не может, так как перпендикулярно оси его ячеек его механические характеристики практически равны нулю.
Преимущество сотовых панелей перед известными строительными материалами (бетонные панели, кирпич, дерево, шлакоблоки) заключается в их легкости, хорошей теплоизоляции и шумопоглощения, возможности высокого уровня автоматизации их производства и другие. В развитых странах, например в США, такие панели нашли широкое применение (Справочник по композиционным материалам/Под ред. Дж.Любина, пер. с англ. М. Машиностроение, 1988, т. 2) в различных областях техники, в частности в строительстве.
Известны и способы изготовления сотовых панелей. Самым распространенным является контейнерный способ изготовления панелей склеиванием. По этому способу блок сотового заполнителя обрезают в размер панели по внутреннему контуру ее законцовок. Одновременно в нем вырезают сквозные отверстия для установки закладных элементов. На торцы граней ячеек сотового заполнителя наносят клей и подсушивают его. На обшивки и элементы законцовки также наносится клей. Одна из обшивок панели укладывается на технологическую плиту клеевым слоем вверх и на ней размещается сотовый блок. В отверстии сотового блока вставляются необходимые закладные элементы и заливаются клеевой композицией или затвердевающим компаундом. Сверху подготовленный сердечник сотовой панели покрывается вторым листом обшивки с клеем, а с торцов устанавливаются законцовки или силовые элементы панели. Панель накрывается вакуумным мешком со штуцером для отсоса воздуха и летучих компонентов клеев и компаундов, который герметизируется технологическими прижимами. Весь контейнер подается в печь, где под воздействием температурного режима и атмосферного давления происходит полное отверждение клея. После отверждения клея и компаундов и достижения нормальной температуры панель готова к употреблению.
Недостатки сотовых панелей и способов их изготовления:
не достигается включение в работу сотового заполнителя на непосредственное восприятие сжимающих нагрузок, направленных вдоль обшивок панели. При этом львиную долю нагрузки воспринимают обшивки, а остальную часть законцовки. Разрушение панелей происходит вследствие общей потери устойчивости. В обоих случаях разрушение происходит при напряжениях, гораздо меньших напряжений разрушения материала обшивок. В случае общей потери устойчивости сказывается слабая изгибная жесткость панели за счет того, что сотовый заполнитель в направлении действия нагрузки сжатия не имеет достаточной величины механических характеристик (модуля упругости и сдвига, напряжений разрушения от сдвига и сжатия). Применяемые в настоящее время промышленностью сотовые заполнители имеют максимальные механические характеристики вдоль оси их ячеек и практически нулевые перпендикулярно их оси. В рассматриваемых панелях заполнитель расположен так, что оси его ячеек направлены перпендикулярно действующему усилию, а, следовательно, он и не участвует в его восприятии и в этом отношении является лишь балластом. Повернув сотовый заполнитель в панели на 90о и расположив оси его ячеек вдоль обшивок, мы увеличим прочность панели на продольное сжатие и изгиб, но не сможем ее изготовить, так как приклейка несущих слоев к нему должна сопровождаться давлением как минимум в одну атмосферу, а в направлении, перпендикулярном оси ячеек, прочность сотового заполнителя практически нулевая и он сомнется;
не обеспечивается максимальное теплоизолирующее свойство панели в направлении от одной обшивки к другой. Сотовый заполнитель является превосходным теплоизолирующим материалом. Его теплоизолирующие свойства, выраженные через коэффициент теплопроводности, в разных направлениях имеет различное значение. Так, вдоль оси ячеек коэффициент теплопроводности максимален, а поперек минимален, можно тем самым улучшить теплоизолирующую способность всей панели, доведя ее до необходимой максимально возможной путем выбора материалов, покрытий и размеров ячеек;
не обеспечивается достаточная толщина (строительная высота) панели для размещения на ней элементов строительных конструкций. Это происходит потому, что сотовые заполнители известной конструкции с увеличением их толщины ухудшают свои механические характеристики. В этой связи для трехслойных панелей с известными в настоящее время сотовыми заполнителями максимальная толщина находится в пределах 60-100 мм. Для удобства строительных работ и использования стандартных строительных деталей такая толщина мала и вносит много дополнительных трудностей при стыковке различных деталей;
мала площадь соединения сотового заполнителя с обшивками панели, так как их контакт происходит только по поверхности торцов сот. Учитывая, что максимальная толщина материала сотового заполнителя находится в пределах: 0,08 мм для алюминиевой фольги, титановой и стальной фольги; 0,1 мм для стеклопластиков; 0,2-0,3 мм для бумажных сот, становится очевидной ничтожная площадь их соединения с обшивками. По этой причине велика возможность непроклеев, ослабления, отслоений обшивок при действии нагрузки. Все это снижает надежность конструкции и требует дорогостоящего оборудования для контроля качества приклейки;
не обеспечивается удобство эксплуатации стеновых панелей с сотовым заполнителем. Оно не обеспечивается в чисто житейском понимании. Как в пустую изнутри стену вбить гвоздь? Он не будет держаться, так как его ось параллельна оси ячеек сот. Нужны закладные элементы в местах наиболее частого использования (оконные карнизы, книжные полки и т.п.). Постановка закладных элементов в таком количестве усложняет технологию изготовления сотовой панели и в известных панелях эти мероприятия не предусмотрены;
не обеспечивается установка закладных элементов с контактом по поверхности только одной обшивки, например для забивания тех же гвоздей изнутри помещения. В известных панелях это невозможно, так как даже если и можно в сотовом заполнителе проделать несквозное отверстие для установки закладного элемента, то последующая заливка его компаундом для закрепления этого элемента все равно заполняет ячейки сот от одной обшивки до другой;
не обеспечивается создание в сердечнике панели (а им в известных панелях является известный заполнитель) создание непрерывных силовых продольных и поперечных перегородок, перпендикулярных плоскости обшивок с заданными жесткостными, прочностными характеристиками. Их наличие позволило бы значительно повысить прочность и устойчивость панели при продольном сжатии, а также существенно увеличить прочность и жесткость на изгиб.
Цель изобретения повышение прочности панелей на продольное сжатие и изгиб; улучшение теплоизолирующих свойств панелей; обеспечение возможности установки закладных элементов как по части, так и всей ширине панели с выходом к одной или обеим наружным ее обшивкам; использование панели в качестве наружного несущего элемента стены малоэтажных жилых зданий и других сооружений; значительное повышение прочности и модуля упругости трехслойных сотовых брусьев, составляющих сердцевину панели, в трех взаимно перпендикулярных направлениях, одним из которых является ось сотовых ячеек; существенное увеличение боковых поверхностей трехслойных сотовых брусьев для надежного соединения с обшивками панели, закладными элементами, законцовками и между собой; гарантированное обеспечение образования непрерывных наружных боковых плоскостей в трехслойных сотовых брусьях; компенсация перекосов и разнотолщинности элементов сердечника панели, а также заполнение между ними пустот.
Цель изобретения достигается тем, что в панели с заполнителем, включающей наружные обшивки, сердечник из сотового заполнителя, закладные элементы и законцовки в виде рамок, профилей или брусьев, сердечник выполнен из набора установленных друг на друга трехслойных сотовых брусьев и напоминает кирпичную кладку с расположенными между ними закладными элементами. Обшивки трехслойных сотовых брусьев образуют непрерывные поперечные силовые перегородки панели. Сотовый заполнитель в брусьях расположен так, что оси его ячеек параллельны плоскостям наружных обшивок панели и в рабочем положении расположен вертикально. Сотовый заполнитель состоит из трехгранных объемных элементов Z-образного профиля, у которых ширина полок равна ширине одной из сторон ячейки, а ширина стенок кратна более чем двум ширинам другой стороны ячейки, объемные элементы соединены друг с другом по плоскостям полок и стенок соответственно и образуют сотовую структуру с прямоугольными ячейками, грани которых образуют непрерывные наружные боковые плоские поверхности трехслойных сотовых брусьев и имеют двойную и более чем двойную толщину материала Z-образного профиля. Грани ячеек с более чем двойной толщиной расположены в панели перпендикулярно ее обшивкам.
В способе изготовления панели с заполнителем, который заключается в формировании сотового сердечника по внутреннему размеру законцовок, расположении его на одной из обшивок панели, размещении закладных элементов и законцовок, покрытии полученного пакета другой обшивкой панели и соединении перечисленных выше элементов конструкции в единую панель по плоскостям их соприкосновения с помощью адгезива (клей или припой) при воздействии температуры и давления прессования, из сотового заполнителя и двух обшивок изготавливают сотовую панель-полуфабрикат, из нее нарезают трехслойные сотовые брусья заданных размеров, по заданному рисунку из трехслойных сотовых брусьев и закладных элементов изготавливают сердечник панели и затем соединяют его с обшивками и законцовками или соединяют все перечисленные элементы конструкции, входящие в панель, одновременно с помощью адгезива по всем плоскостям соприкосновения. Ячейки сотовой панели- полуфабриката, по которым происходит нарезание трехслойных сотовых брусьев, заполняют затвердевающим компаундом, вспенивающимся в процессе ее изготовления. Применяют компенсирующие прокладки, затвердевающие растворы, мастики и компаунды.
Заявленная конструкция панели с заполнителем и способ ее изготовления обеспечивают достижение всех поставленных целей.
Сравнение заявляемого изобретения с прототипом позволяет установить соответствие критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявленное изобретение от прототипа, не были выявлены и потому они обеспечивают совокупности заявляемых технических решений соответствие критерию "существенные отличия".
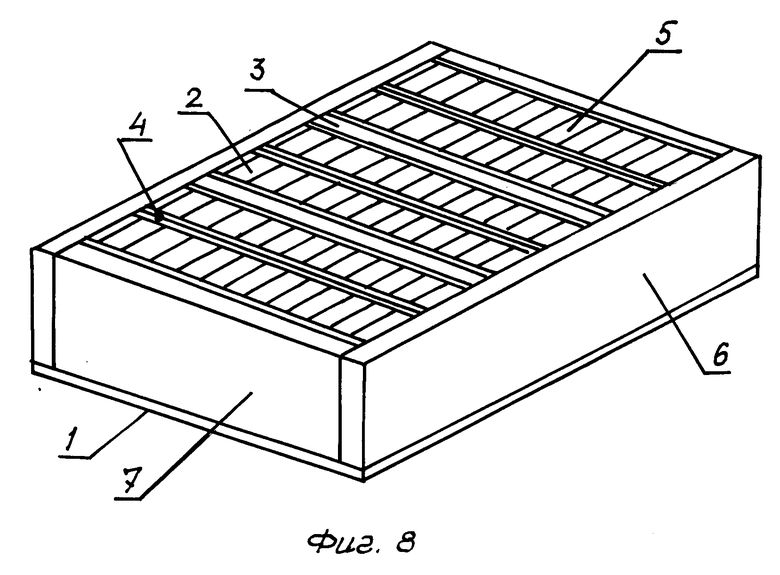
На фиг. 1 показана конструкция панели с заполнителем в сборе; на фиг. 2 Z-образный объемный элемент; на фиг. 3 полотно, составленное из Z-образных объемных элементов; на фиг. 4 фрагмент сотового блока с квадратными ячейками, план; на фиг. 5 трехслойная сотовая панель-полуфабрикат; на фиг. 6 трехслойный сотовый брус, вырезанный из панели-полуфабриката; на фиг. 7 сборка сердцевины панели на одной из ее наружных обшивок; на фиг. 8 сборка панели без одной из ее обшивок; на фиг. 9 панель с закладным элементом, контактирующим с одной из ее обшивок, сечение.
Рассмотрим конструкцию панели с заполнителем и технологию ее изготовления. Предположим, что она предназначена для строительства легких, прочных и долговечных хозяйственных сооружений типа надворных построек в сельской местности, складских помещений, хранилищ и тому подобных сооружений. При этом предполагается, что эти сооружения имеют не более чем один этаж.
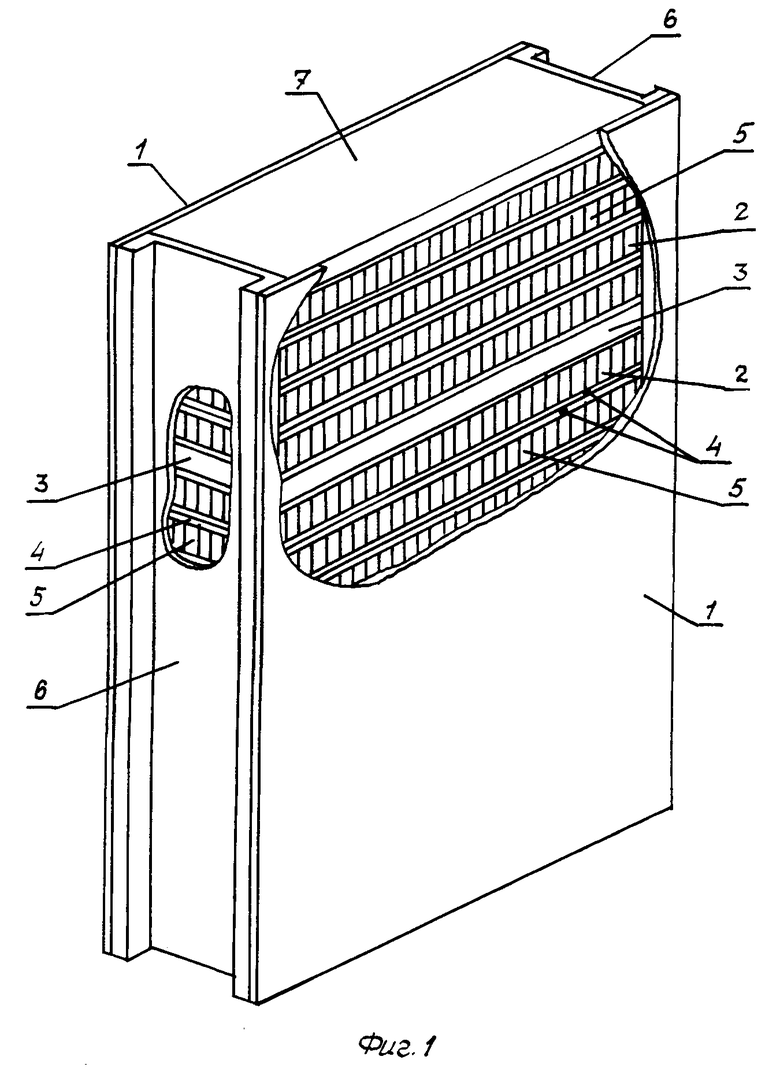
Панель состоит из тонких наружных обшивок 1, между которыми расположена ее сердцевина и законцовки. Сердцевина панели состоит из уложенных друг на друга и соединенных между собой трехслойных сотовых брусьев 2, между которыми расположены закладные элементы 3. Трехслойные сотовые брусья состоят из обшивок 4 и сотового заполнителя 5. Обшивки трехслойных сотовых брусьев вместе с закладными элементами образуют поперечные перегородки в сердцевине панели, придавая ей необходимую изгибную жесткость и прочность в поперечном направлении. Оси ячеек сотового заполнителя расположены веррительно и параллельны наружным обшивкам панели. Поскольку механические характеристики сотового заполнителя максимальны в направлении вдоль оси его ячеек, то, следовательно, рассматриваемая панель с заполнителем обладает в продольном направлении (в направлении действия нагрузок в составе сооружения) также максимальными механическими характеристиками. Восприятию нагрузок сжатия способствуют также и наружные обшивки панели, которые берут на себя часть усилий. Сотовый заполнитель имеет прямоугольную форму ячеек, грани которых образуют систему непрерывных взаимно перпендикулярных плоскостей, проходящих через весь трехслойный сотовый брус. Одна система жесткостей этих плоскостей расположена перпендикулярно обшивкам панели и вместе с ними образует жесткий продольный каркас панели, который придает ей необходимую изгибную жесткость и прочность в продольном направлении. Другая система этих плоскостей расположена параллельно обшивкам панели и служит дополнительными ребрами жесткости, усиливая панель как в продольном, так и в поперечном направлениях. Наружные грани ячеек сотового заполнителя в трехслойном сотовом брусе образуют его боковые плоскости, по которым происходит контакт и скрепление с наружными обшивками панели, законцовками или со смежными трехслойными сотовыми брусьями. Вдоль длинных сторон сердцевины панели расположены боковые законцовки панели 6, а вдоль коротких торцовые законцовки 7 панели. Они скреплены адгезивом с наружными обшивками панели и торцами ее сердцевины, а также между собой. В зависимости от способов сооружения стен боковые законцовки могут в панели отсутствовать, а торцовые присутствуют всегда, так как в их задачу входит равномерное распределение нагрузки сжатия на сердцевину панели и ее обшивки.
В качестве конструкционных материалов для стеновых панелей можно использовать:
лист стеклотекстолитовый толщиной 0,7-0,8 мм для наружных обшивок панелей, состоящий из трех-четырех слоев стеклоткани, например, марки Т 10-80 ГОСТ 19170-73, пропитанной связующим, например, марки ЭДТ-10П ОСТ 92-0957-74;
картон толщиной 0,5-0,6 мм для обшивок трехслойной сотовой панели-полуфабриката;
бумагу оберточную и упаковочную марки Ж N 341 ГОСТ 8273-75 с изм. 2;
клей карбамидный марки М-70 или ПВА ТУ ЭССР 76-57-68 для изготовления сотового заполнителя;
смолу ЭД-20 ГОСТ 10587-76 для пропитки сотового заполнителя и обшивок трехслойной сотовой панели-полуфабриката;
клей марки ВС-10 ТУ 6-09-4089-75 или ВС-350 ТУ 6-05-1216-69 для сборки панели с заполнителем.
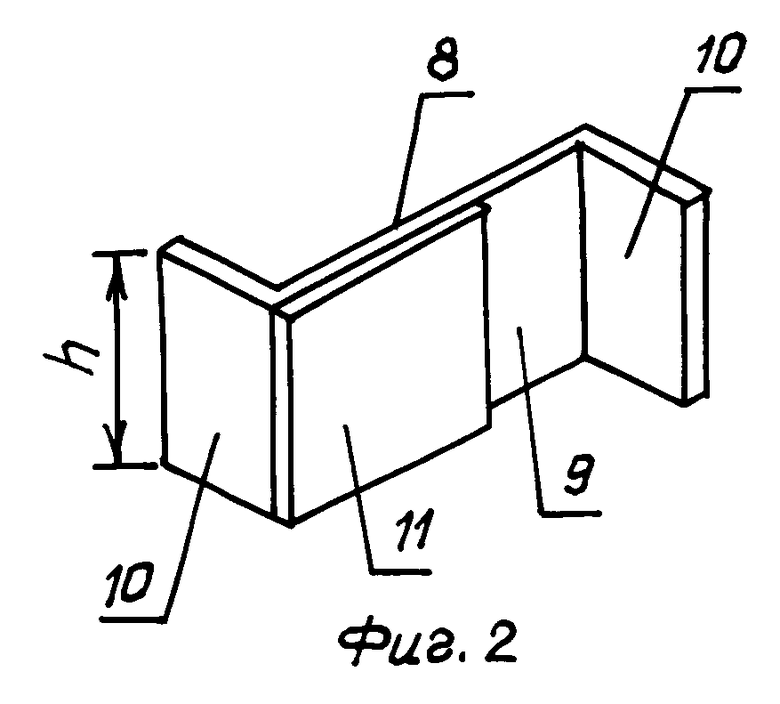
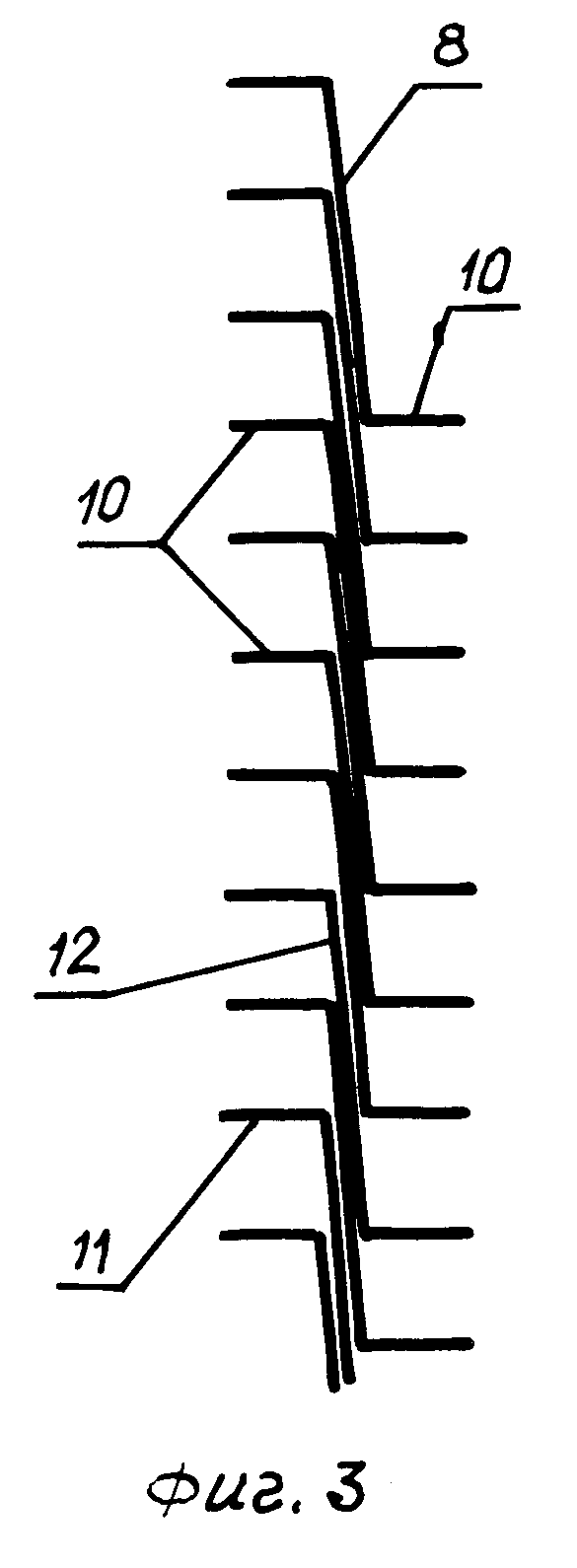
Панель начинается с изготовления сотового заполнителя. Примем, что он должен иметь квадратную ячейку, в которой две грани имеют двойную толщину, а две остальные тройную. Ячейки расположены во взаимно перпендикулярных рядах, а их грани образуют две системы взаимно перпендикулярных непрерывных плоскостей. Для изготовления такого сотового заполнителя из бумаги ГОСТ 8273-75 формуются трехгранные объемные элементы 8 Z-образного профиля. Высота объемного элемента соответствует высоте ячейки сотового заполнителя, ширина стенки 9 равна трем размерам стороны квадрата ячейки сотового заполнителя, а ширина полки 10 равна размеру квадрата ячейки заполнителя. Две трети ширины стенки Z-образного профиля покрываются адгезивом 11 (в данном случае клеем марки М-70 или ПВА), и профили соединяются друг с другом с перекрытием на две трети ширины стенок, образуя полотно 12, состоящее из Z-образных объемных элементов. Толщина этого полотна равна трем толщинам материала Z-образного объемного элемента. Если теперь полки 10 объемных элементов Z-образного профиля, которые образуют полотно 12, покрыть адгезивом с одной стороны и соединить с соответствующими полками других полотен, то образуется сотовый блок 13. Он отвечает всем требованиям. После пропитки эпоксидной смолой ЭД-20 и ее отверждения сотовый блок готов к дальнейшему использованию.
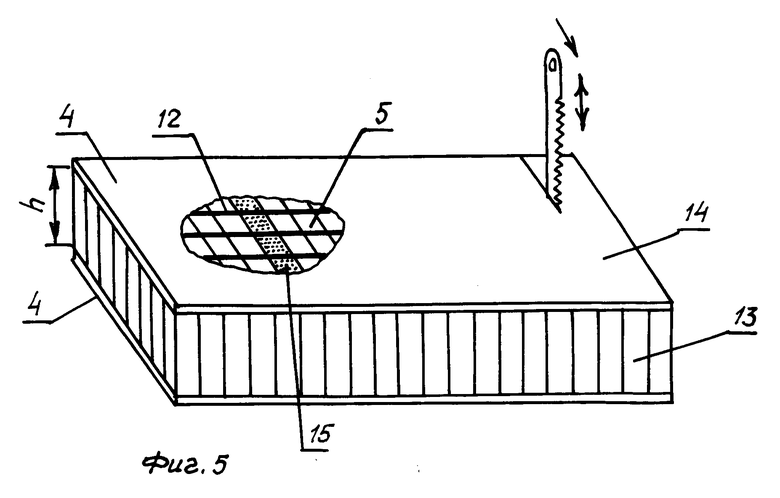
Следующий этап состоит в изготовлении трехслойной сотовой панели-полуфабриката. С этой целью листы картона толщиной 0,5-0,6 мм с размерами будущей панели пропитывают эпоксидной смолой ЭД-20 и отверждают до ее полной полимеризации. На торцы ячеек сотового блока и на одну из плоскостей пропитанного картона наносят клей ВС-10 или ВС-350 по заданному режиму и склеивают эти три элемента конструкции между собой. В результате образуется трехслойная сотовая панель-полуфабрикат 14. Ее обшивками служат листы картона, а сердцевиной сотовый блок 13.
После отверждения клея из панели-полуфабриката 14 нарезают трехслойные сотовые брусья 2. Процедуру разрезки производят либо на ленточно-пильном станке, например, марки ЛС-80-3, либо дисковой пилой. На фиг. 5 схематично показано начало процесса пиления. Распиловку осуществляют перпендикулярно плоскостям полотен 12, составленным из Z-образных объемных элементов и имеющим тройную толщину материала заполнителя. Пропилы располагают так, чтобы боковые поверхности трехслойных сотовых брусьев были образованы гранями ячеек. Если по технологическим причинам это не достигается, то в ряды ячеек, по которым производится распиловка, вводят компаунд 15 во время изготовления панели-полуфабриката. В этом случае образование непрерывных боковых плоскостей в трехслойной сотовом брусе 2 гарантируется. Для сохранения низкого коэффициента теплопроводности сотового заполнителя 5 компаунд 15 должен обладать способностью вспениваться при режимах отверждения клея в процессе изготовления сотовой панели-полуфабриката.
После нарезки трехслойных сотовых брусьев 2 и изготовления закладных элементов можно приступать к сборке сердцевины панели. Для этого на одну из плоскостей стеклотекстолитового листа, представляющего собой наружную обшивку 1 панели, наносят слой адгезива (клея) 11. На внешние поверхности трехслойных сотовых брусьев 2 и закладных элементов 3 также наносят слой адгезива 11 и укладывают их в заданной последовательности на наружной обшивке панели, соблюдая известный режим нанесения клеевых композиций, время выдержек и соединения элементов сердцевины панели друг с другом. После выкладки сердцевины панели и заполнения пустот, щелей и других дефектов компенсирующими прокладками, мастиками и другими растворами приступают к укладке законцовок. На фиг. 8 показана сборка панели без одной из ее обшивок. После покрытия этой сборки второй обшивкой с нанесенным на одну из ее сторон клеевым составом панель помещают под вакуумный мешок согласно известной технологии изготовления.
Эффективность предлагаемой панели по сравнению с известными и самыми распространенными строительными материалами оценивается в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1993 |
|
RU2089445C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ДЛЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2015028C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014236C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |





Изобретение относится к строительной индустрии, в частности к изготовлению стеновых панелей для малоэтажных зданий. Цель изобретения - повышение прочности, улучшение теплоизоляционных свойств панелей с обеспечением возможности установки закладных элементов в любой ее части. Основную несущую функцию в панели выполняет ее сердечник, который набирается наподобие кирпичной кладки из трехслойных сотовых брусьев с сотами специальной формы и регулярным расположением закладных элементов. 2 с. и 3 з.п. ф-лы, 9 ил., 1 табл.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Ендогур А.И., Вайнберг М.В., Иерусалимский К.М | |||
| Сотовые конструкции | |||
| Выбор параметров и проектирование | |||
| М.: Машиностроение, 1986, с.9, 12, 70, 71, 178. | |||
