Предшествующий уровень техники
Настоящее изобретение относится к устройству для декорирования жестяных банок, к блокам накатывания краски для такого устройства и, в частности, к замене одного блока накатывания краски на другой, прежде всего для облегчения реконфигурирования каждого блока накатывания краски, в то время как другой блок находится в работе, и для обеспечения минимального времени простоя устройства для декорирования жестяных банок.
Блок накатывания краски для устройства для декорирования жестяных банок включает несколько отдельных валиков для нанесения краски, которые устанавливаются вокруг вращающегося офсетного цилиндра для нанесения различных цветных красочных картин на соответствующую офсетную резину на офсетном цилиндре. Этот цилиндр, в свою очередь, переносит цветные красочные картины на отдельные жестяные банки, подаваемые с целью декорирования устройством обработки жестяных банок. Примеры такого типа устройства, печатающего на жестяных банках при непрерывном движении, раскрыты в патентах США №3766851 и 5111742, включенных сюда посредством ссылки. Типичное устройство для декорирования жестяных банок действует так, чтобы декорировать одно множество жестяных банок одним набором красочных картин, а затем декорировать последующее множество жестяных банок отличающимся набором красочных картин. Поскольку отличающиеся картины декорирования жестяных банок могут использовать отличающиеся цвета красок и отличающиеся картины красок, валики для нанесения краски и офсетный цилиндр должны быть реконфигурированы, то есть чиститься и/или заменяться для того, чтобы обеспечить новую декоративную картину для следующего множества жестяных банок.
Типичное устройство декорирования жестяных банок включает один набор валиков для нанесения краски, наносящих краску на один офсетный цилиндр. Когда на втором множестве жестяных банок необходимо напечатать картину, отличающуюся от той, что была отпечатана на первом множестве банок, устройство декорирования жестяных банок останавливают, отдельные валики для нанесения краски чистят, наносят новые или отличающиеся краски и цвета, а офсетная резина на офсетном цилиндре заменяется новой офсетной резиной для получения новых картин накатывания краски. Затем блок накатывания краски уже готов для декорирования второго множества жестяных банок. Реконфигурирование блока накатывания краски в устройстве для декорирования жестяных банок для такой замены этикетки занимает приблизительно 22 минуты. В течение этого времени простоя жестяные банки не декорируются. Переналадки для различных цветов и картинок жестяных банок могут происходить несколько раз в течение рабочего дня, каждый раз с вышеупомянутым временем простоя.
В уровне техники была сделана попытка заменять блок накатывания краски, который уже использовался, на запасной блок накатывания краски, смежный с устройством для декорирования. После окончания декорирования одного множества жестяных банок первый блок накатывания краски с офсетным цилиндром и валиками для нанесения краски удаляли с рабочего положения и из устройства для обработки жестяных банок, а другой блок накатывания краски перемещали в рабочее положение в устройстве для обработки жестяных банок для обеспечения возможности быстрого повторного запуска накатывания краски. В частности, известно одно устройство уровня техники, которое перемещает блоки накатывания краски в рабочее положение и из него в устройстве обработки жестяных банок по системе рельсов, способной поворачиваться вблизи устройства обработки жестяных банок для позиционирования каждого блока для накатывания краски. Предполагается, что такое устройство уровня техники является практически неприемлемым прежде всего вследствие сложности системы рельсов и замены валиков для нанесения краски, и такая система рельсов для замены блока накатывания краски является прерывистой.
Установка декорирования жестяных банок часто включает несколько устройств для декорирования жестяных банок, расположенных вблизи друг от друга. Чтобы облегчить обслуживание и минимизировать использование площади помещения, устройства размещают как можно ближе друг к другу. Установка, использующая несколько устройств для декорирования жестяных банок, каждое более чем с одним блоком накатывания краски, займет значительное пространство. Между соседними устройствами необходимо пространство для того, чтобы каждый блок накатывания краски мог легко реконфигурироваться для другого цикла декорирования. Для нескольких устройств желательно уменьшение требуемого пространства.
Сущность изобретения
Соответственно главная цель настоящего изобретения заключается в том, чтобы уменьшить время смены картины накатывания краски в устройстве для декорирования жестяных банок.
Другая цель изобретения заключается в том, чтобы обеспечить оператора устройства для декорирования жестяных банок легким доступом к первому блоку накатывания краски, который должен быть реконфигурирован после того, как его заменил второй блок накатывания краски в устройстве для декорирования жестяных банок.
Дополнительная цель заключается в том, чтобы минимизировать площадь помещения, необходимую для установки с использованием нескольких устройств для декорирования жестяных банок, каждое из которых связано с несколькими блоками накатывания краски.
Еще одна цель изобретения заключается в том, чтобы обеспечить систему, которая может быть установлена в качестве модификации на существующем устройстве для декорирования жестяных банок или может быть установлена в новом устройстве для декорирования жестяных банок.
Согласно предпочтительным вариантам осуществления изобретения оборудование накатывания краски для установки для декорирования жестяных банок включает первый и второй блоки накатывания краски, каждый из которых включает офсетный цилиндр и множество валиков для нанесения краски, поддерживаемых на офсетном цилиндре. В одном варианте осуществления изобретения оба блока накатывания краски поддерживаются на вращающейся пластине в разнесенных по углу положениях, например разнесенных на 180° в одном варианте осуществления изобретения или разнесенных на 90° во втором варианте осуществления изобретения. Оба блока накатывания краски помещены так, чтобы лицевые стороны их офсетных цилиндров были направлены радиально наружу. Отдельное известное устройство для обработки жестяных банок, включающее шпиндельный барабан, поддерживающий жестяные банки, обычно размещается напротив офсетного цилиндра блока накатывания краски.
Конкретное угловое смещение либо 180°, либо 90°, либо, возможно, другое угловое смещение между блоками накатывания краски выбрано для удобства, чем обеспечивается достаточное место для того, чтобы оператор мог работать между блоками накатывания краски с целью очистки и замены краски и т.д., что необходимо при каждой реконфигурации печати. Более короткий угловой промежуток мог бы уменьшить время вращения пластины, что является желательным.
Второй блок накатывания краски имеет угловое смещение относительно первого блока накатывания краски и, следовательно, находится латерально от него так, чтобы второй блок накатывания краски был доступен для оператора машины, который может переконфигурировать блок накатывания краски для использования со следующим множеством жестяных банок, которые будут декорироваться. После окончания цикла декорирования одного множества жестяных банок, а также когда требуется сделать замену на следующую программу декорирования жестяных банок, работающий блок накатывания краски, содержащий офсетный цилиндр и валики для нанесения краски, сдвигается радиально внутрь на вращающейся пластине на небольшое расстояние от устройства обработки жестяных банок. Блок накатывания краски сдвигается в радиальном направлении достаточно далеко для того, чтобы можно было чистить устройство обработки жестяных банок декоратора. Затем пластина может передвигаться и, в частности, вращаться без того, чтобы подвергнуть опасности или допустить контакт с устройством обработки жестяных банок или блоком накатывания краски. Например, блок накатывания краски может быть сдвинут посредством отодвигания латерально приблизительно на два фута (приблизительно 60 см), что расцепляет блок накатывания краски и исключает любой возможный контакт с устройством для обработки жестяных банок. Затем пластина поворачивается, например, на 180 или 90°, чтобы перенести второй реконфигурированный блок накатывания краски к устройству для обработки жестяных банок. Когда второй блок накатывания краски оказывается в устройстве для обработки жестяных банок, вращение пластины останавливается. Второй блок накатывания краски, включающий офсетный цилиндр и валики для нанесения краски, перемещается латерально наружу пластины в рабочее положение в устройстве для обработки жестяных банок.
Настоящее изобретение рассматривает другие способы для передвижения первого и второго блоков накатывания краски в и из рабочего положения в устройстве для обработки жестяных банок, а также для реконфигурирования и обслуживания.
В одном из таких альтернативных вариантов осуществления изобретения каждый из блоков накатывания краски обладает подвижностью по соответствующему рельсу. Рельсы соединяют траектории блоков накатывания краски, когда они оказываются в устройстве обработки жестяных банок. После того, как блоки накатывания краски незначительно отодвигаются от устройства для обработки жестяных банок, рельсы расходятся, создавая конфигурацию в форме Y, в которой каждый блок накатывания краски отодвигается по соответствующему отводу Y-конфигурации для переконфигурирования, и каждый блок накатывания краски придвигается по отводу Y-конфигурации к устройству обработки жестяных банок, когда необходимо изменение в конфигурации накатывания краски.
Еще в одном варианте осуществления изобретения оба блока накатывания краски устанавливаются на латерально подвижной или имеющей осевое перемещение пластине, которая является селективно подвижной, когда оба отдельных блока накатывания краски отодвигаются назад от устройства для обработки жестяных банок так, чтобы один блок накатывания краски мог быть перенесен в устройство для обработки жестяных банок, в то время как другой блок накатывания краски сдвигался латерально от устройства для обработки жестяных банок для реконфигурации. Когда один блок накатывания краски сдвинули латерально, чтобы он оказался в устройстве для обработки жестяных банок, затем его сдвигают на короткое расстояние селективно к устройству для обработки жестяных банок или от него для обеспечения накатывания краски и после этого отодвигают от устройства для обработки жестяных банок, чтобы обеспечить возможность латерального движения пластины с целью позволить осуществить замену другого блока накатывания краски, который был реконфигурирован.
Задача заключается в осуществлении замены первого блока накатывания краски на второй менее чем за пять минут, с прицелом, возможно даже менее чем за одну минуту. Ясно, что при использовании двух блоков накатывания краски имелась бы большая экономия времени, поскольку когда блок накатывания краски находится в нерабочем положении, его реконфигурируют для новой программы декорирования жестяных банок так, чтобы он был готов к быстрой замене. Оценки показывают, что дополнительные затраты на второй блок накатывания краски в машине для печати на жестяных банках могут окупиться самое большее всего за год вследствие экономии времени простоя.
Другие цели и признаки настоящего изобретения будут очевидны из последующего описания и сопроводительных чертежей, раскрывающих предпочтительные варианты осуществления изобретения.
Краткое описание чертежей
В дальнейшем изобретение поясняется описанием конкретных вариантов его осуществления со ссылками на сопроводительные чертежи, на которых:
фиг.1 изображает вид сбоку устройства для декорирования жестяных банок согласно первому варианту осуществления настоящего изобретения,
фиг.2 - вид сверху первого варианта осуществления настоящего изобретения,
фиг.3 - вид сверху второго варианта осуществления настоящего изобретения,
фиг.4 - вид сверху третьего варианта осуществления настоящего изобретения,
фиг.5 - вид сверху четвертого варианта осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления настоящего изобретения.
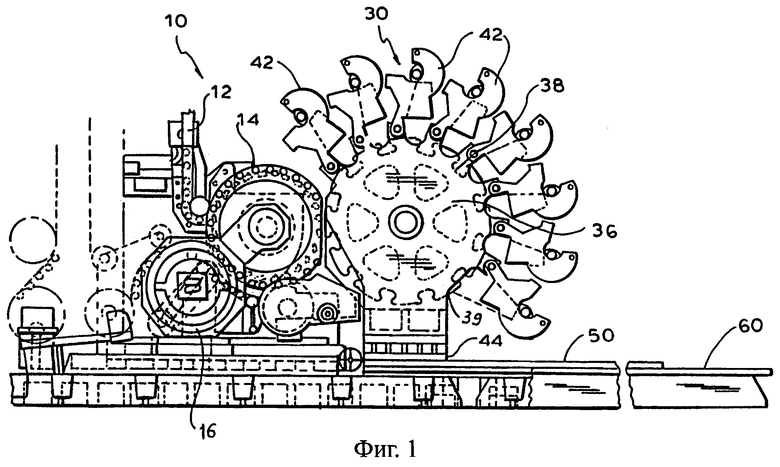
Фиг.1 изображает вид сбоку устройства 10 для декорирования жестяных банок согласно изобретению, которое включает известное устройство для обработки жестяных банок, включающее устройство 12 подачи жестяных банок, шпиндельный барабан 14 с пазами для переноса жестяных банок мимо офсетного цилиндра 38 блока накатывания краски и разгрузочное устройство 16 для выгрузки жестяных банок из шпиндельного барабана 14 после того, как они были пропечатаны. Эти элементы не раскрываются более подробно, поскольку примеры таких элементов приведены в вышеупомянутых патентах США №3766851 и 5111742, включенных в настоящее описание посредством ссылки, а также в многочисленных других патентах и публикациях.
На фиг.2, относящейся к вышеописанному устройству для обработки жестяных банок, ссылочными номерами 12, 14, 16 показан первый блок 30 накатывания краски и второй, по существу идентичный, блок 32 накатывания краски. Блоки 30, 32 накатывания краски также имеют известную конструкцию, за исключением настоящего изобретения. Структура типичного блока накатывания краски изображена в вышеупомянутых патентах, включенных в настоящее описание посредством ссылки, а также в многочисленных других патентах и публикациях, изображающих блок накатывания краски для декораторов жестяных банок. В частности, здесь важно, что, как изображено на фиг.1, блок 30 накатывания краски включает раму 36, которая поддерживает офсетный цилиндр 38, включающий несколько офсетных резиновых полотен 39 нанесения красочных картин, в котором каждое офсетное резиновое полотно 39 должно быть покрыто краской соответствующим известным валиком 42 для нанесения краски. Офсетный цилиндр 38 вращается мимо жестяной банки на несущем шпиндельном барабане 14, и жестяные банки в пазах шпиндельного барабана декорируются офсетным резиновым полотном на офсетном цилиндре, пока офсетный цилиндр вращается мимо них.
Офсетный цилиндр 38 со своими валиками для нанесения краски, которые вместе составляют блок 30 накатывания краски, физически является модулем, отдельным от устройства 12, 14, 16 для обработки жестяных банок. Как видно на фиг.1, рама 36 офсетного цилиндра, которая удерживает валики 42 для нанесения краски, удерживается на основании 44, которое, в свою очередь, находится на сдвигаемой латерально платформе 50 блока накатывания краски. Платформа 50, в свою очередь, может сдвигаться латерально на вращающейся пластине 60, что иллюстрируется на фиг.2, в виде части круга с протяженностью дуги более 180°. Круглая форма пластины 60 предложена для удобства установки, поддержки и перемещения первого и второго блоков накатывания краски 30, 32. Вместо неё могут использоваться другие формы пластины, которые обеспечили бы такую поддержку, какая необходима, и которые являются достаточно прочными.
Как показано на фиг.2, имеется соответствующая пара стационарных роликов 52 на одной боковой стороне и другая пара 54 на другой боковой стороне сдвигаемой латерально платформы 50 блока 30 накатывания краски. Нижняя сторона платформы 50 имеет каналы 56 соответствующей формы для приема в них роликов. Ролики дают возможность платформе 50 перемещаться латерально приблизительно на 2 фута (приблизительно 60 см) из рабочего радиально направленного наружу положения, показанного для блока 30 накатывания краски, в нерабочее положение, показанное для блока 32 накатывания краски, с блоком 32, убранным внутрь латерально приблизительно на два фута (60 см).
На обеих сторонах офсетного цилиндра на платформе 50 имеются модули 58 поршневых цилиндров, которые работают скоординировано. Один конец модуля поршневого цилиндра прикреплен к платформе 50, а другой - конец к пластине 60, относительно которой платформа 50 и блок 30 накатывания краски сдвигаются латерально.
Там же расположена активируемая воздухом муфта сцепления 62, связанная со сборкой 58 поршневого цилиндра для соединения приводов устройства для обработки жестяных банок и устройства для накатывания краски, когда блок 30 накатывания краски находится в положении накатывания краски в устройстве для обработки жестяных банок.
Пластина 60 поддерживается таким образом, чтобы вращаться вокруг точки вращения на оси 64. Пластина поддерживается на воздушном подшипнике 65. В случае, когда воздушный подшипник активизирован, он поддерживает пластину 60 таким образом, чтобы обеспечить легкое вращение. Как альтернативу воздушному подшипнику для обеспечения вращения пластины 60 можно использовать гидравлическую систему. Платформу 60 вращает зубчатый привод. Он включает приводную шестерню 66, которая приводит в действие главный приводной механизм 68, который присоединен к пластине 60 и вращается вокруг точки вращения 64. Там же расположены фиксаторы 69, связанные с пластиной 60 и соединенные с основанием ниже пластины так, чтобы после завершения вращения пластина правильно ориентировалась с соответствующим блоком накатывания краски, позиционированным для декорирования каждой жестяной банки.
Отдельные блоки накатывания краски 30, 32 снабжаются необходимыми текучими средами, включая воздух, краску, смазку, и т.д., через соответствующие шланги 72, 74, которые проходят через точку вращения 64 и ведут к соответствующим блокам накатывания краски 30 и 32. Для подачи текучих сред могут использоваться другие установки.
Предлагается такой вариант последовательности работы устройства.
После завершения цикла декорирования первого множества жестяных банок и когда желательно реконфигурировать устройство для декорирования жестяных банок для другого цикла декорирования второго множества жестяных банок, сначала однопозиционная ведущая муфта сцепления 62, которая расположена между шпиндельным диском или полым шпиндельным барабаном 14 и коробками приводного механизма офсетного цилиндра, расцепляется таким образом, чтобы больше не было совместного вращения между шпиндельным барабаном 14, жестяными банками и офсетным цилиндром 38. С остановкой офсетного цилиндра и устройства для обработки жестяных банок блок 30 накатывания краски расцепляется от оставшейся части устройства 12, 14, 16 для обработки жестяных банок. Полые цилиндры 58 действуют, чтобы перемещать и, в частности, втягивать внутрь платформу 50 вместе с блоком 30 накатывания краски из выдвинутого наружу в радиальном направлении рабочего положения первого блока 30 накатывания краски, действующего до этого, в положение, втянутое приблизительно на два фута (60 см), второго блока 32 накатывания краски, который вскоре окажется рабочим. Во время этой операции вращающаяся пластина 60 надежно удерживается от вращения посредством вакуумного прижимного устройства. Затем вакуумное прижимное устройство пластины 60 приводится в нерабочее состояние. Теперь запускается воздушный подшипник 65 пластины 60, который поддерживает пластину 60 таким образом, чтобы она могла бы легко вращаться. Фиксаторы 69 пластины втягиваются с целью освободить пластину для того, чтобы она вращалась. Затем редукторный двигатель, ведущий к приводным механизмам 66, 68, активируется и перемещает, в частности, посредством вращения пластину 60 против часовой стрелки на 90° для того, чтобы переместить второй блок 32 накатывания краски в положение вращения блока 30 накатывания краски. Он также перемещает блок 30 накатывания краски на 90° в нерабочее положение (не показано). Когда пластина 60 развернулась достаточно для того, чтобы привести второй блок 32 накатывания краски в положение, радиально внутрь устройства для обработки жестяных банок, фиксаторы 69 пластин активируются, чтобы снова заблокировать пластину в правильном положении. Воздушный подшипник 65 пластины приводится в нерабочее положение. Затем вакуумное прижимное устройство пластины повторно активируется, соединение 58 поршневого цилиндра сдвигает второй блок 32 накатывания краски латерально по направлению наружу в положение, в котором офсетный цилиндр 38 окрашивает жестяные банки на шпиндельном барабане 14. Затем муфта сцепления 62 повторно активируется, и устройство 12, 14, 16 для обработки жестяных банок, и блок 32 накатывания краски повторно активируются и готовы к работе. Предполагается, что период времени между разъединением муфты сцепления 62 между устройством для обработки жестяных банок и первым блоком 30 накатывания краски и повторным соединением устройства для обработки жестяных банок ко второму блоку 32 накатывания краски так, чтобы жестяные банки могли быть пропечатаны, может быть коротким, порядка 60 секунд. Хотя может пройти некоторое время, порядка нескольких минут, все равно это время простоя будет намного меньше, чем то, которое затрачивается в настоящее время, когда используется один блок накатывания краски, который не заменяется, когда должно быть пропечатано последующее множество жестяных банок.
В течение времени, пока работает второй блок 32 накатывания краски, первый блок накатывания краски находится на стороне, доступной для ре конфигурирования. Когда нужно декорировать следующее множество жестяных банок, вышеописанную процедуру повторяют, на этот раз убирая блок 32 накатывания краски и вращая пластину 60 по часовой стрелке, чтобы возвратить переконфигурированный блок 30 накатывания краски в иллюстрируемое положение в устройстве для обработки жестяных банок. В варианте осуществления изобретения с поворотом на 90°, иллюстрируемом на фиг. 2, пластина 60 имеет приблизительно двадцать футов в диаметре, однако, чтобы обеспечить оператору достаточное пространство для работы на находящемся в нерабочем положении блоке 30, 32 накатывания краски, рекомендуется тридцать два фута полного свободного пространства. Свободное пространство выбирают так, чтобы два других полных устройства 10 могли помещаться с любой стороны устройства 10, иллюстрируемого на этой фигуре, и каждое устройство могло обслуживаться и реконфигурироваться без физических помех со стороны других устройств или от операторов, работающих на них.
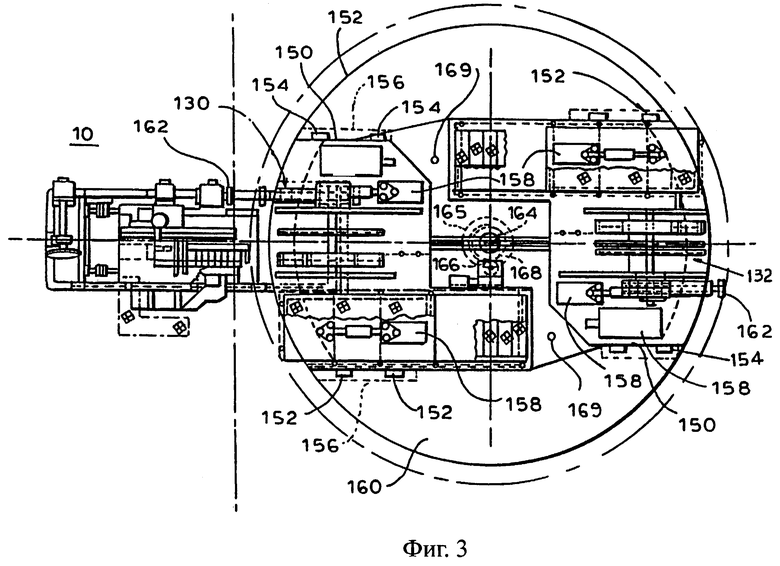
Фиг.3 иллюстрирует второй и предпочтительный вариант осуществления настоящего изобретения, в котором элементы, аналогичные элементам на фиг.1 и 2, обозначены теми же самыми ссылочными номерами, но увеличенными на 100. Два блока 130 и 132 накатывания краски, установленные на вращающейся пластине 160, разнесены друг от друга на 180°, а не на 90°, как в варианте осуществления по фиг.2. Как и в первом варианте осуществления изобретения, иллюстрируемом на фиг.2, два блока 130 и 132 накатывания краски по существу по структуре идентичны друг другу. В отличие от варианта осуществления, иллюстрируемого на фиг.2, вращающаяся пластина 160 варианта осуществления, иллюстрируемого на фиг.3, делает оборот на полный круг.
Снова каждый из блоков 130 и 132 накатывания краски может сдвигаться латерально на стационарных роликах 154, 152, расположенных в каналах 156 под платформой 150, на которой устанавливают блоки накатывания краски 130, 132. Платформы 150 способны сдвигаться латерально приблизительно на 2 фута (приблизительно 60 сантиметров) из выдвинутого рабочего положения, показанного для блока 130 на фиг.3. Для того чтобы переместить платформу 150 латерально относительно вращающейся пластины 160, модули 158 поршневых цилиндров работают скоординировано.
Активируемая воздухом муфта сцепления 162, работающая в соединении с блоком 158 поршневого цилиндра, соединяет приводы устройства для обработки жестяных банок и устройства для накатывания краски, когда блок 130, 132 накатывания краски находится в положении накатывания краски в устройстве для обработки жестяных банок.
Как и в вышеописанном варианте осуществления по фиг.2, вращающаяся пластина 160 поддерживается таким образом, чтобы вращаться относительно точки вращения на оси 164. Пластина поддерживается на воздушном подшипнике 165. Зубчатый привод, включающий приводную шестерню 166, приводит в действие главный приводной механизм 168, который присоединен к пластине 160 и вращается вокруг точки вращения 164. Фиксаторы 169 гарантируют, что пластина 160 правильно ориентирована относительно устройства для обработки жестяных банок. В отличие от варианта осуществления по фиг.2, в котором пластина 60 вращается приблизительно на угол 90°, пластина 160 варианта осуществления изобретения, изображенного на фиг.3, для того чтобы обменять блок для накатывания краски 130 и 132, вращается на угол 180°.
Как описано относительно предыдущего варианта осуществления изобретения по фиг.2, в варианте осуществления изобретения по фиг. 3 каждый из блоков 130 и 132 накатывания краски должен сдвигаться латерально к центру пластины 160 для того, чтобы обеспечить надлежащее расстояние от устройства обработки жестяных банок. Как описано выше относительно варианта осуществления с поворотом на 90°, изображенного на фиг.2, вариант осуществления с поворотом на 180° также требует такое свободное пространство, чтобы операторы могли реконфигурировать или обслуживать бездействующий блок 130 или 132 накатывания краски. В варианте осуществления с поворотом на 180° требуется разнесение от соседнего блока накатывания краски, составляющее приблизительно 22 фута, в отличие от 32 футов разнесения, требуемого для варианта осуществления с поворотом на 90°. Это необходимо потому, что в нерабочем положении каждый блок 130, 132 накатывания краски позиционируется так, чтобы оператор не стоял между двумя установками 10, как в варианте осуществления по фиг.2. С учетом этих соображений вариант осуществления с поворотом на 180° может быть предпочтителен по сравнению с вариантом воплощения с поворотом на 90°.
Фиг.4 иллюстрирует третий вариант осуществления настоящего изобретения, в котором элементы, аналогичные элементам на фиг.3, обозначены теми же самыми ссылочными номерами, но увеличенными на 100. В этом варианте осуществления изобретения два блока 230, 232 накатывания краски перемещаются в рабочее положение и выводятся из него по рельсовой системе. В предпочтительной форме третьего варианта осуществления изобретения соответствующие рельсы 233, 235 для каждого блока 230, 232 сходятся в конфигурации в виде буквы Y, а между рельсами блоков накатывания краски 230, 232 имеется угол разнесения, равный приблизительно 60°. Два рельса могут сходиться только в местоположение, отличное от того, в которое должен быть перемещен блок накатывания краски в своем рабочем положении в устройстве для обработки 10 жестяных банок. Отдельные рельсы могут соединяться в один рельс в переключателе 237 типа железнодорожных стрелок. Альтернативно, каждая рельсовая система может оставаться отдельной, и для того, чтобы позиционировать каждый блок накатывания краски в устройстве для обработки жестяных банок без необходимости рельсового переключателя, один рельс для одного блока может пересекать рельс для другого блока. Y-подобная форма предлагается для того, чтобы дать возможность каждому блоку накатывания краски перемещаться так, чтобы избежать помехи перемещению другого блока. Вообще говоря, такой же результат могут дать другие формы, подобные форме Y.
Фиг.4 иллюстрирует блок 230 накатывания краски, изображенный сплошными линиями, в рабочем положении, соединенным с устройством 10 обработки жестяных банок посредством муфты сцепления 262. Фиг.4 также включает изображение звена цепи блока 230 накатывания краски в нерабочем положении, убранном от устройства 10. Блок 232 накатывания краски изображен на фиг.4 в своем отодвинутом нерабочем положении. Каждый блок накатывания краски способен отодвигаться достаточно далеко, чтобы не мешать движению другого.
Для того чтобы осуществить замену между двумя блоками 230, 232 накатывания краски, блок 230 разъединяют от устройства обработки 10 жестяных банок и удаляют от него на короткое прямое расстояние. Рельс 233 поворачивают, чтобы сдвинуть путь блока 230 приблизительно на 30° от ориентации, обращенной под прямым углом к устройству 10 для обработки жестяных банок, и затем блок 230 накатывания краски перемещают вдоль его наклоненного рельса в конечное нерабочее положение, иллюстрируемое пунктирными линиями на фиг.4. Угол смещения рельса и расстояние смещения блока накатывания краски вдоль рельса являются достаточными для того, чтобы на смещение каждого блока накатывания краски вдоль рельса не влияло присутствие другого блока накатывания краски. Как только блок 230 накатывания краски передвинулся в свое нерабочее положение, блок 232 накатывания краски может быть передвинут в свое рабочее положение вдоль пути своего рельса, как описано выше.
Реализация специфической рельсовой системы для передвижения блока 230, 232 накатывания краски должна быть очевидна специалистам. В первой реализации третьего варианта осуществления изобретения блоки 230 и 232 устанавливают на двух полностью отдельных рельсовых системах 233, 235. Две рельсовые системы незначительно смещают латерально друг относительно друга в области рабочего положения блока 230, 232 накатывания краски в устройстве 10. Колеса или рельсы (не показаны) устанавливаются и поддерживают блок 230, 232 накатывания краски, центрированный с устройством 10 обработки жестяных банок в рабочей области. Вблизи устройства 10 обработки жестяных банок рельсы изгибаются приблизительно на 30° между их направлениями в их рабочих положениях и их нерабочих положениях, как иллюстрируется на фиг.4.
В альтернативной реализации третьего варианта осуществления изобретения используют один общий набор рельсов в рабочей области вблизи устройства 10 обработки жестяных банок, и отдельные рельсы используют для передвижения блоков 230, 232 накатывания краски в их соответствующие нерабочие положения. В этой реализации переключатель типа железнодорожных стрелок соединяет "нерабочие" рельсы с "рабочими" рельсами.
В третьей реализации (не показана) третьего варианта осуществления изобретения для позиционирования блока 230, 232 накатывания краски в рабочем и нерабочем положениях может использоваться общая вращающаяся платформа. После разъединения от устройства 10 обработки жестяных банок блок 230, 232 накатывания краски радиально перемещается из рабочего положения на платформу, причем вращающаяся платформа поворачивается приблизительно на 30°, чтобы соединять набор "нерабочих" рельсов, а блок 230, 232 накатывания краски перемещается в нерабочее положение на "нерабочих" рельсах. Затем вращающаяся платформа поворачивается на 60°, чтобы соединить другой набор "нерабочих" рельсов, несущих другой блок 230, 232 накатывания краски. Затем другой блок 230, 232 накатывания краски передвигается на вращающуюся платформу и на общий набор рельсов. Затем вращающаяся платформа поворачивается на 30°, чтобы таким образом центрировать блок 230, 232 накатывания краски с устройством 10 обработки жестяных банок. Затем блок 230, 232 накатывания краски смещается латерально наружу относительно платформы и соединяется с устройством 10 обработки жестяных банок.
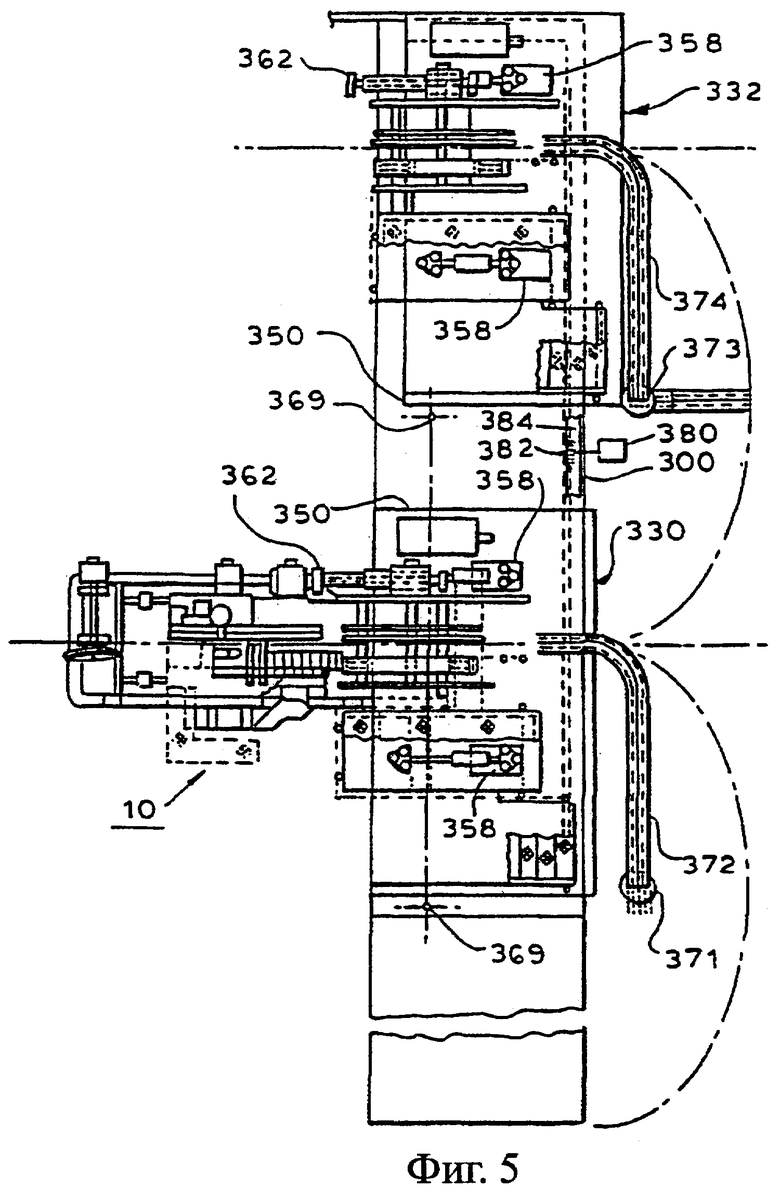
Фиг.5 иллюстрирует четвертый вариант осуществления настоящего изобретения. Элементы в этом варианте осуществления, которые соответствуют элементам в предшествующем третьем варианте осуществления, имеют те же ссылочные номера, но увеличенные еще на 100. Блоки накатывания краски 330, 332 одинаковым образом ориентируются на верхней пластине 300, которая сдвигает оба блока накатывания краски латерально, т.е. на фиг.5 вверх или вниз. Подобно вариантам осуществления изобретения, иллюстрируемым на фиг.2 и 3, блоки накатывания краски 330 и 332 устанавливают на соответствующих сдвигаемых монтажных пластинах 350, находящихся на пластине 300. Монтажные пластины 350 по отдельности способны смещаться к устройству 10 обработки жестяных банок или от него, т.е. на фиг.5 влево или вправо относительно верхней пластины 300, посредством соответствующих сборок 358 поршневого цилиндра.
Текучие среды для блока 330, 332 накатывания краски подаются через наборы гибких шлангов 372 и 374 соответственно. Наборы 372 и 374 гибких шлангов подсоединяют к их блокам 330, 332 накатывания краски через точки 371, 373 поворота, которые расположены приблизительно на полпути области латерального перемещения блока накатывания краски.
Блок 330 накатывания краски находится в своем рабочем положении с пластиной 300, расположенной латерально таким образом, чтобы позиционировать блок 330 в устройстве для обработки жестяных банок, и с блоком 330, сдвигаемым поперечно к устройству 10 так, чтобы он был способен наносить краску на цилиндр. После завершения работы печати на жестяных банках в устройстве 10 однопозиционная ведущая муфта сцепления 362, находящаяся между устройством 10 и блоком 330, разъединяется. Вакуумное прижимное устройство (не показано) для блока 330 накатывания краски приводится в нерабочее состояние, обеспечивая таким образом возможность перемещения монтажной пластины 350 относительно верхней пластины 300. Затем активизируется воздушный подшипник (не показан) для монтажной пластины 350 для блока 330 накатывания краски с тем, чтобы облегчить перемещение пластины 350 на пластине 300. Цилиндры 358 активизируются, чтобы отодвинуть блок 330 накатывания краски от устройства 10 обработки жестяных банок, т.е. на фиг.5 направо. Как в предыдущих вариантах осуществления изобретения, блок 330 накатывания краски отодвигается приблизительно на 2 фута (приблизительно 60 см) с тем, чтобы обеспечить свободное пространство между блоком 330 накатывания краски и устройством 10 обработки жестяных банок. После отодвигания воздушный подшипник монтажной пластины 365 приводится в нерабочее положение, а вакуумное прижимное устройство блока 330 накатывания краски снова активизируется.
Оба блока 330 и 332 накатывания краски отодвигаются на пластине 300. Вакуумное прижимное устройство (не показано) для общей верхней пластины 300 приводится в нерабочее состояние, а воздушный подшипник (не показан) для пластины 300 активизируется. Воздушный подшипник допускает линейное латеральное осевое смещение верхней пластины 300 с установленными на ней блоками 330 и 332 накатывания краски. Фиксаторы 369 верхней пластины 300 вдвигаются, чтобы обеспечить возможность перемещения верхней пластины 300. Механизм 380 реечной зубчатой передачи с ведомой шестерней 382, зацепляющий рейку 384, простирающуюся вдоль пластины 300, действует так, чтобы передвигать верхнюю пластину 300 латерально, чтобы передвигать второй блок 332 накатывания краски в положение для сцепления с устройством 10 обработки жестяных банок. В предпочтительном исполнении настоящего варианта осуществления блоки 330, 332 накатывания краски пространственно разнесены достаточно для того, чтобы каждый мог быть реконфигурирован, в то время как другой наносит краску, а также они разнесены с тем, чтобы избежать необходимости чрезмерного латерального сдвигания пластины 300. Например, это расстояние перемещения пластины 300 составляет приблизительно 17 футов. Пластина 300 перемещается в направлении, поперечном к направлению, в котором блок накатывания краски сдвигается к устройству 10 и от него.
Когда второй блок 332 накатывания краски позиционируется для соединения с устройством 10, фиксаторы 369 верхней пластины принимают такое положение, чтобы зафиксировать положение верхней пластины 300, а воздушный подшипник верхней пластины 300 приводится в нерабочее состояние, в то время как вакуумное прижимное устройство верхней пластины активизируется.
По мере того, как верхняя пластина 300 линейно смещается относительно устройства 10 для обработки жестяных банок, подающие шланги 372 и 374 вращаются вокруг своих соответствующих точек поворота 371 и 373 приблизительно на 180° между положениями блока накатывания краски.
Что касается второго блока 332 накатывания краски в устройстве 10 обработки жестяных банок, вакуумное прижимное устройство для монтажной пластины 350 для блока 332 накатывания краски приводится в нерабочее состояние, а воздушный подшипник для монтажной пластины 350 активизируется. Цилиндры 358 перемещают вперед монтажную пластину 350 и блок 332 накатывания краски в сцепление с устройством 10 для обработки жестяных банок, и однопозиционная муфта сцепления 362 сцепляется. В то время, когда блок 332 накатывания краски находится в положении сцепления, воздушный подшипник на монтажной пластине 350 для блока 332 накатывания краски приводится в нерабочее состояние, а вакуумное прижимное устройство для монтажной пластины 350 активизируется. В то время, когда блок 332 накатывания краски наносит краску в устройстве обработки жестяных банок, другой блок накатывания краски может быть реконфигурирован для следующего цикла накатывания краски.
Затем, когда должна быть выполнена следующая процедура накатывания краски, вышеописанная процедура проводится так, чтобы переместить первый блок 330 накатывания краски назад в его местоположение накатывания краски в устройстве для обработки жестяных банок.
Хотя настоящее изобретение было описано в отношении конкретных вариантов его осуществления, много других вариаций и модификаций, а также другие применения станут очевидны специалистам. Таким образом, предпочтительно, чтобы настоящее изобретение ограничивалось не приведенным здесь конкретным описанием, а только прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕКОРИРОВАНИЯ МЕТАЛЛИЧЕСКОГО КОНТЕЙНЕРА С ПОМОЩЬЮ ЦИФРОВОЙ ПЕЧАТИ НА ОФСЕТНОМ ПОЛОТНЕ | 2019 |
|
RU2757163C1 |
| МЕРНЫЙ ВАЛИК ДЛЯ УЗЛА СЕКЦИИ НАНЕСЕНИЯ КРАСКИ УСТРОЙСТВА ДЛЯ ДЕКОРИРОВАНИЯ И СПОСОБ ДЕКОРИРОВАНИЯ ЕМКОСТИ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2019 |
|
RU2775998C1 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА БАНКАХ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2017 |
|
RU2742738C2 |
| РУЛОННОЕ ПЕЧАТНОЕ УСТРОЙСТВО | 1995 |
|
RU2100206C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ИЗОБРАЖЕНИЙ НА КОНТЕЙНЕРЫ И СПОСОБ | 2018 |
|
RU2750565C1 |
| ПЕЧАТАЮЩЕЕ УСТРОЙСТВО | 2015 |
|
RU2675465C1 |
| РУЛОННОЕ ПЕЧАТНОЕ УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ПЕЧАТИ | 1995 |
|
RU2089399C1 |
| УСТРОЙСТВО И СПОСОБ ДЕКОРИРОВАНИЯ МЕТАЛЛИЧЕСКОГО КОНТЕЙНЕРА С ПОМОЩЬЮ ЦИФРОВОЙ ПЕЧАТИ НА ПОЛОТНЕ ПЕРЕНОСА | 2017 |
|
RU2721500C1 |
| МАШИНА ДЛЯ НАНЕСЕНИЯ ИЗОБРАЖЕНИЙ НА КОНТЕЙНЕРЫ И СПОСОБ | 2018 |
|
RU2752021C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОРИЕНТИРОВАНИЯ ТОРЦЕВОЙ КРЫШКИ ЕМКОСТИ ДЛЯ НАПИТКОВ И НАНЕСЕНИЯ ЗНАКОВ В ПРЕДВАРИТЕЛЬНО ОПРЕДЕЛЕННОМ МЕСТЕ | 2016 |
|
RU2707302C2 |

Изобретение относится к устройству для декорирования жестяных банок, к блокам накатывания краски для такого устройства и, в частности, к замене одного блока накатывания краски на другой. В декораторе 10 жестяных банок один блок 30 накатывания краски заменяется на другой блок 32 накатывания краски с минимальной потерей времени, в то время как другой блок накатывания краски накатывает краску на декорируемые жестяные банки. Первый и второй блоки накатывания краски разнесены на угол 90 или 180° относительно оси вращения пластины 60, которая способна вращаться таким образом, чтобы перемещать каждый из блоков накатывания краски радиально внутрь в заданное положение в устройстве для обработки жестяных банок декоратора банок. Каждый блок накатывания краски способен сдвигаться на пластине в боковом направлении внутрь от устройства для обработки жестяных банок, когда пластина должна вращаться и способна выдвигаться наружу по направлению к устройству для обработки жестяных банок после того, как пластина повернулась, а новый блок накатывания краски позиционируется в боковом направлении внутрь устройства для обработки жестяных банок. При использовании устройства обеспечивается сокращение времени для декорирования банок при смене накатываемого на банки изображения. 4 с. и 31 з.п. ф-лы, 5 ил.

| US 5111742 А, 12.05.1992 | |||
| US 3766851 А, 23.10.1973 | |||
| US 5740727 А, 21.04.1998 | |||
| Пневматический плотномер жидкости | 1974 |
|
SU494659A1 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 1990 |
|
RU2024409C1 |

