Перекрёстная ссылка на родственные заявки
Данная заявка испрашивает приоритет в соответствии с 35 U.S.C. §119 (e) к предварительной заявке на патент США № 62/373 134, поданной 10 августа 2016 г. и озаглавленной как «Способ и устройство для декорирования металлического контейнера с помощью цифровой печати на полотне переноса», которая включена в настоящий документ во всей своей полноте путём ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение в общем относится к декорированию контейнеров. Более конкретно, настоящее изобретение обеспечивает новое устройство и способ, в которых используется блок цифровой печати для формирования декоративного оформления на полотне переноса. Затем полотно переноса контактирует с частью внешней поверхности металлического контейнера, и декоративное оформление переносится на внешнюю поверхность металлического контейнера.
Уровень техники
Металлические контейнеры для напитков предлагают дистрибьюторам и потребителям множество преимуществ. Металлический корпус контейнера для напитков обеспечивает оптимальные защитные свойства для продуктов. Например, металлический корпус предотвращает высвобождение CO2 и пропускание ультрафиолетового излучения, что может повредить напитки, отрицательно влияя на вкус, внешний вид или цвет продукта. Металлические контейнеры для напитков также создают непроницаемый барьер для света, водяного пара, масел и жиров, кислорода и микроорганизмов и сохраняют содержимое контейнера свежим и защищённым от внешних воздействий, благодаря чему гарантируется длительный срок хранения. Поверхности металлических контейнеров также идеально подходят для декорирования фирменными знаками, логотипами, узорами, информацией о продукте и/или другой предпочтительной информации для идентификации, маркетинга и различения металлического контейнера и его содержимого от других продуктов и конкурентов. Таким образом, металлические контейнеры предоставляют производителям, дистрибьюторам и розничным торговцам возможность выделяться в торговых точках.
Увеличенная долговечность металлических контейнеров для напитков по сравнению со стеклянными контейнерами уменьшает количество контейнеров, повреждённых во время обработки и транспортировки, что приводит к дополнительной экономии. Кроме того, металлические контейнеры для напитков легче стеклянных контейнеров сопоставимого размера, что приводит к экономии энергии при транспортировке. Кроме того, металлические контейнеры для напитков могут быть изготовлены с высоким давлением разрыва, что делает их идеальными и безопасными для использования в качестве контейнеров, содержащих продукты под давлением, таких как контейнеры для газированных напитков и аэрозольных продуктов.
Кроме того, многие потребители предпочитают металлические контейнеры по сравнению с контейнерами из стекла или пластика. Металлические контейнеры особенно привлекательны для потребителей из-за их удобства. Небольшой вес металлических контейнеров облегчает их переноску, по сравнению со стеклянными контейнерами. Металлические контейнеры особенно подходят для использования в общественных местах и на открытом воздухе, поскольку они более долговечны, чем стеклянные контейнеры. Кроме того, некоторые потребители избегают пластиковых контейнеров из-за опасений, что пластик может выделять химические вещества в потребляемые продукты.
В результате этих преимуществ продажи металлических контейнеров в 2014 году в общемировом масштабе были оценены примерно в 53 миллиарда долларов США. Большой процент рынка металлических контейнеров обусловлен контейнерами для напитков. Согласно одному из отчётов, в 2012 году в мире было отгружено около 290 миллиардов металлических контейнеров для напитков. Одна торговая группа США сообщила, что в 2014 году только в США было отгружено 126 миллиардов металлических контейнеров. Чтобы удовлетворить этот спрос, на предприятиях по производству металлических контейнеров работают одни из самых быстрых, если не самые быстрые, производственные линии в контейнерной промышленности. Из-за высоких скоростей линий по производству контейнеров, технологии или процессы, которые могут работать в других отраслях промышленности, или с контейнерами, изготовленными из других материалов, не обязательно работают на высоких скоростях, требуемых для линий по производству металлических контейнеров. Соответственно, для многих операций, используемых для формирования и декорирования металлических контейнеров, часто требуется специальное оборудование и технологии.
Металлические контейнеры часто декорируются изображением или символикой, такой как торговая марка, логотип, информация о продукте или узор, способом контактной печати, таким как литографический или офсетный печатный процесс. Способы и устройства контактной печати описаны в следующих документах: патент США № 3766851, патент США № 3960773; патент США № 4 384 518; патент США № 6550389; патент США № 6899998; опубликованная патентная заявка США № 2012/0272846; опубликованная патентная заявка США № 2014/0360394; опубликованная патентная заявка США № 2015/0183211; опубликованная патентная заявка США № 2015/0217559; публикация № WO 2013/113616; публикация № WO 2014/006517; публикация № WO 2014/008544; публикация № WO 2014/108489; и публикация № WO 2014/128200, каждая из которых включена в настоящее описание посредством ссылки во всей их полноте.
Альтернативно, металлические контейнеры могут быть декорированы бесконтактным способом печати. Разнообразные способы бесконтактной печати в общем описываются в документах: патент США № 5018640, патент США № 6769357, патент США № 6920822 и патент США № 7373678, каждый из которых включён в настоящее описание посредством ссылки во всей своей полноте.
Один процесс бесконтактной печати известен как печать «непосредственно на жестяную банку» («Direct to Can»), в котором печатающая головка наносит краску непосредственно на контейнер. Один пример этой технологии, в общем, описывается в патенте США 9,327,493, который полностью включён в настоящее описание посредством ссылки. Некоторые системы прямой печати включают в себя устройства для струйной печати. Процессы струйной печати было трудно обеспечивать на высокой скорости и при сохранении качества печати без искажений. Это связано с тем, что повышение разрешающей способности декоративного оформления, сформированного с помощью предшествующего уровня техники, непосредственно на печатные узлы для банок, обычно снижает скорость, с которой можно декорировать металлические контейнеры. Например, некоторые известные устройства прямой печати на жестяные банки могут декорировать около 200 металлических контейнеров в минуту с разрешением изображения 180 точек на дюйм. Тем не менее, декоративное оформление с разрешением всего 180 точек на дюйм не считается высоким разрешением и не отличается высоким качеством, которое ищут потребители и рекламодатели. Другие известные устройства прямой печати на жестяных банках могут декорировать приблизительно 90 металлических контейнеров в минуту с разрешением 700 точек на дюйм. Эта скорость является слишком низкой для линий по производству контейнеров для напитков, на которых производственное оборудование, включая декораторы, обычно должно работать со скоростью 500-3000 металлических контейнеров в минуту. Более предпочтительно, чтобы декораторы могли работать со скоростью производства по меньшей мере одной тысячи, а еще более предпочтительно – несколько тысяч цилиндрических металлических контейнеров в минуту.
Из-за ограничений, связанных с существующими способами и устройством, используемым для декорирования металлических контейнеров, существует неудовлетворенная потребность в устройстве и способе декорирования металлических контейнеров с высокой скоростью без ущерба для эффективности производства или качества изображения в высокоскоростной системе производства контейнеров для напитков.
Сущность изобретения
Настоящее изобретение обеспечивает различные устройства и способы для декорирования металлических контейнеров экономичным, быстрым и надёжным способом. Одним аспектом настоящего изобретения является устройство и способ, в которых используются блоки цифровой печати для создания изображения на промежуточной подложке (такой как полотно переноса). Цифровые печатные блоки создают изображение с помощью декорирующего материала. В одном варианте осуществления изобретения декорирующий материал представляет собой краску и тонер. Полотно переноса впоследствии переносит изображение на внешнюю часть поверхности металлического контейнера, торцевую крышку металлического контейнера, навинчивающуюся крышку с механизмом контроля первого вскрытия (ROPP) или корончатую крышку.
В одном варианте осуществления изобретения блоки цифровой печати содержат струйные принтеры, которые формируют изображения на полотне переноса. В этом варианте осуществления декорирующий материал содержит краску. В одном варианте осуществления струйные принтеры переносят, по меньшей мере, один цвет или тип краски на полотно переноса. В другом варианте осуществления один или несколько струйных принтеров могут переносить более одного цвета или типа краски на полотно переноса.
В другом варианте осуществления цифровые печатные блоки содержат электрофотографические цифровые печатные блоки с электрофотографическим барабаном для формирования изображений на полотне переноса. В электрофотографических цифровых печатных блоках используется материал тонера, который наносится на электрофотографический барабан для формирования изображения. Изображение, сформированное из тонера, впоследствии передаётся на полотно переноса, а затем на металлический контейнер. В одном варианте осуществления изобретения устройство включает в себя множество электрофотографических цифровых печатных блоков. При необходимости, каждый из электрофотографических цифровых печатных блоков формирует часть изображения. В одном варианте осуществления электрофотографические цифровые печатные блоки переносят тонер одного цвета или типа на полотно переноса. В другом варианте осуществления один или несколько из электрофотографических цифровых печатных блоков могут переносить более одного цвета или типа тонера на полотно переноса.
В одном варианте осуществления изобретения первый электрофотографический блок цифровой печати формирует первую часть изображения с первым тонером первого цвета. Второй электрофотографический блок цифровой печати формирует вторую часть изображения вторым тонером второго цвета. Один или несколько дополнительных электрофотографических блоков цифровой печати могут аналогичным образом формировать участки изображения с одним или несколькими другими цветами тонера. В одном варианте осуществления материал тонера содержит частицы одного или нескольких цветов.
При необходимости, тонер может быть тонкоизмельчённым порошком. В одном варианте осуществления изобретения тонер может быть электрически заряженным. В другом варианте осуществления тонер имеет полярность, которая противоположна полярности электрического заряда электрофотографического барабана. В одном варианте осуществления тонер может включать в себя носитель. При необходимости, носитель содержит частицы, смешанные с частицами тонера. В одном варианте осуществления частицы носителя больше по размеру, чем частицы тонера. В другом варианте осуществления частицы носителя являются магнитными. Дополнительно или в качестве альтернативы частицы носителя могут иметь электрический заряд.
Другим аспектом настоящего изобретения является декоратор, который включает в себя, по меньшей мере, один блок цифровой печати, который формирует декоративное оформление на полотне переноса. Декоративное оформление состоит из декорирующего материала, который впоследствии переносится с полотна переноса на участок внешней поверхности металлического контейнера. В одном варианте осуществления изобретения декорирующий материал содержит частицы тонера. В другом варианте осуществления декорирующий материал содержит краску. Как будет понятно специалисту в данной области техники, устройство и способы, описанные в этом документе, могут использоваться на любом типе поверхности контейнера, и при этом не ограничиваться цилиндрическими металлическими контейнерами. Соответственно, устройство и способы, согласно настоящему изобретению, могут быть использованы для декорирования крышки для контейнера, такой как, но не ограничиваясь этим, торцевая крышка, приспособленная для соединения с горлышком контейнера, ROPP-крышка (навинчивающаяся крышка с механизмом контроля первого вскрытия), приспособленная для соединения с резьбой горловины контейнера, или корончатая крышка.
Другим аспектом настоящего изобретения является объединение преимуществ цифровой печати в высокоскоростной системе декорирования металлических контейнеров. Ещё одним аспектом настоящего изобретения является способ и устройство, которые обеспечивают точное, чёткое и изменяемое оформление металлических контейнеров при минимизации или устранении переключений оборудования и простоев на высокоскоростной линии по производству металлических контейнеров. Декоратор может использоваться для переноса декоративного оформления на один или несколько металлических контейнеров, торцевую крышку для металлического контейнера, укупорочного средства ROPP (навинчивающаяся крышка с механизмом контроля первого вскрытия) и корончатой крышки. Если более конкретно, в одном варианте осуществления изобретения декоратор включает в себя блок цифровой печати, который формирует декоративное оформление, содержащее материал для декорирования на полотне переноса. После этого полотно переноса переносит декоративное оформление на один из предметов из числа металлического контейнера, укупорочного средства ROPP и корончатой крышки. В одном варианте осуществления полотно переноса представляет собой непрерывную петлю или ленту материала. Декоративное оформление может быть выполнено из, по меньшей мере, одного из материалов из числа краски и тонера. В одном варианте осуществления изобретения блок цифровой печати включает в себя печатающую головку для струйной печати, которая формирует декоративное оформление красками. В другом варианте осуществления блок цифровой печати представляет собой электрофотографическую систему, которая формирует декоративное оформление с помощью тонера.
Одним из аспектов настоящего изобретения является способ формирования декорирования на внешней поверхности цилиндрического контейнера. Способ включает в себя, но не ограничивается этим: (1) зарядку проводника электрофотографической системы; (2) облучение поверхности проводника светом для формирования на ней скрытого электростатического изображения; (3) проявление скрытого электростатического изображения с помощью тонера для формирования изображения из тонера на поверхности проводника; (4) перенос изображения из тонера на полотно переноса; и (5) перенос изображения тонера с полотна переноса на внешнюю поверхность цилиндрического контейнера. В одном варианте осуществления изобретения изображение из тонера закрепляется на цилиндрическом контейнере отвердителем. В другом варианте осуществления блок закрепления использует тепло для закрепления изображения из тонера.
Одним из аспектов настоящего изобретения является создание устройства для декорирования металлической заготовки. Устройство обычно включает в себя, но не ограничивается этим: (1) полотно для переноса; (2) блок цифровой печати в заранее заданном положении относительно полотна переноса, причём блок цифровой печати выполнен с возможностью нанесения декорирующего материала на полотно переноса; и (3) блок подачи для перемещения металлической заготовки до её вхождения в контакт с полотном переноса для переноса, по меньшей мере, части декорирующего материала с полотна переноса на металлическую заготовку. Таким образом, устройство формирует декоративное оформление на части внешней поверхности металлической заготовки. При необходимости, металлическая заготовка содержит один из следующих компонентов: металлический контейнер, торцевая крышка для металлического контейнера, укупорочное средство ROPP (навинчивающаяся крышка с механизмом контроля первого вскрытия) и корончатую крышку.
Декоративное оформление может включать в себя любые знаки, такие как, но не ограничиваясь этим, название бренда, логотип, информацию о продукте или узор. Декоративное оформление может включать в себя, но не ограничиваясь этим, один или несколько элементов из числа символов, изображений, букв и цифр. В одном варианте осуществления изобретения декорирующий материал представляет собой материал тонера и краску. В одном варианте осуществления материал тонера содержит тонкоизмельчённый порошок.
В одном варианте осуществления изобретения блок цифровой печати содержит струйную печатающую головку. В другом варианте осуществления блок цифровой печати выполнен с возможностью распылять множество цветов краски на полотно переноса. В качестве альтернативы, блок цифровой печати может подавать один цвет краски на полотно переноса.
В другом варианте осуществления изобретения блок цифровой печати содержит электрофотографическую систему с электрофотографическим барабаном или проводником. Электрофотографическая система выполнена с возможностью переноса материала тонера на полотно переноса. Если более конкретно, в одном варианте осуществления материал тонера притягивается к заранее заданным частям электрофотографического барабана для формирования декоративного оформления. Материал тонера впоследствии переносится с электрофотографического барабана на полотно переноса. В одном варианте осуществления изобретения электрофотографическая система включает в себя электрофотографический барабан, элемент заряда, элемент экспонирования и блок проявителя с подачей материала тонера. Материал тонера может быть одного или нескольких цветов. В одном варианте осуществления материал тонера включает в себя, по меньшей мере, один из материалов из числа носителя и красителя.
В одном варианте осуществления изобретения единичный блок цифровой печати формирует декоративное оформление на полотне переноса. В другом варианте осуществления блок цифровой печати включает в себя от двух до десяти цифровых печатных устройств. При необходимости, каждый из двух-десяти блоков цифровой печати образует часть декоративного оформления на полотне переноса.
В одном варианте осуществления изобретения полотно переноса содержит один непрерывный лист или петлю из материала, такого как ремень. В другом варианте осуществления полотно переноса содержит множество отдельных сегментов полотна переноса. В одном варианте осуществления отдельные сегменты полотна переноса соединены с общим барабаном. При необходимости, отдельные сегменты полотна переноса могут изменять скорость после того, как блок цифровой печати наносит краску на полотно переноса. Таким образом, отдельный сегмент полотна переноса может соответствовать скорости внешней поверхности металлической заготовки в блоке подачи. В другом варианте осуществления отдельные сегменты полотна переноса имеют разнесение с первым интервалом, ближайшим к блоку цифровой печати, и второе разнесение с большим интервалом, ближайшим к блоку подачи.
В одном варианте осуществления изобретения устройство включает в себя, по меньшей мере, одно натяжное устройство для регулировки натяжения полотна переноса. При необходимости, натяжение полотна переноса выбирается для противодействия силе, получаемой от металлической заготовки во время переноса декорирующего материала на металлическую заготовку. В одном варианте осуществления натяжное устройство может устанавливаться с возможностью регулирования относительно внутренней поверхности полотна переноса. При необходимости, натяжное устройство располагается поблизости от точки, в которой декорирующий материал на внешней поверхности полотна переноса переносится на металлическую заготовку. В одном варианте осуществления натяжное устройство может быть связано с исполнительным механизмом. Исполнительный механизм может изменять положение натяжного устройства в ответ на сигнал, получаемый от системы управления.
При необходимости, в другом варианте осуществления изобретения устройство может включать в себя один или несколько компонентов из числа системы управления, блока закрепления и системы очистки. Система очистки предназначена для удаления остаточного декорирующего материала с полотна переноса после того, как металлическая заготовка соприкасается с полотном переноса, чтобы получить декоративное оформление, сформированное блоком цифровой печати.
Система управления поддерживает связь с блоком цифровой печати и блоком подачи. Кроме того, система управления может отправлять сигнал в блок цифровой печати для создания декоративного оформления. В одном варианте осуществления изобретения система управления может отправлять сигнал в модуль цифровой печати, чтобы создавать множество уникальных декоративных оформлений. В ответ на приём сигнала блок цифровой печати переносит декорирующий материал на полотно переноса, чтобы сформировать декоративное оформление на полотне переноса. Декорирующий материал может содержать один или несколько компонентов из числа тонера и краски. Затем полотно переноса переносит декорирующий материал на внешнюю поверхность металлической заготовки. Таким образом, устройство может декорировать множество металлических заготовок уникальными декоративными структурами с высокой скоростью.
В одном варианте осуществления изобретения блок закрепления может, по меньшей мере, частично закреплять декорирующий материал. В другом варианте осуществления изобретения блок закрепления, по меньшей мере, частично закрепляет декорирующий материал на полотне переноса до того, как декоративное оформление переносится на металлическую заготовку. При необходимости, устройство может включать в себя множество блоков закрепления. В одном варианте осуществления блок закрепления взаимодействует с каждым из блоков цифровой печати. В другом варианте осуществления устройство включает в себя один блок закрепления для закрепления или, по меньшей мере, частичного закрепления декоративного оформления после того, как оформление сформировано одним или несколькими блоками цифровой печати. При необходимости, в другом варианте осуществления блок закрепления закрепляет декоративное оформление после того, как декоративное оформление перенесено с полотна переноса на участок внешней поверхности металлической заготовки. В одном варианте осуществления блок закрепления выполнен с возможностью закрепления краски. В другом варианте осуществления блок закрепления выполнен с возможностью закрепления одной или нескольких типов краски из числа краски с закреплением от ультрафиолетового света, краски на водной основе с закреплением от тепловой энергии и краски на основе минерального масла с закреплением от тепловой энергии. В одном варианте осуществления блок закрепления выполнен с возможностью закрепления материала тонера, содержащего частицы.
Еще один аспект настоящего изобретения состоит в том, чтобы обеспечивать способ декорирования части внешней поверхности контейнера. Способ включает в себя, но не ограничивается этим: (1) предоставление контейнера; и (2) декорирование контейнеров декоратором, который включает в себя: (а) блок цифровой печати; и (b) полотно переноса с заранее заданным выравниванием по отношению к блоку цифровой печати, в результате чего полотно переноса принимает декорирующий материал от блока цифровой печати. Соответственно, когда часть наружной поверхности контейнера приводится в контакт с полотном переноса, по меньшей мере, часть декорирующего материала с полотна переноса переносится на контейнер для формирования декоративного оформления на участке внешней поверхности контейнера. В одном варианте осуществления часть внешней поверхности контейнера содержит один из следующих компонентов из числа основной части контейнера, закрытой концевой части контейнера, торцевой крышки для контейнера, укупорочного средства ROPP (навинчивающаяся крышка с механизмом контроля первого вскрытия) и корончатой крышки. При необходимости, декорирующий материал может представлять собой один или несколько компонентов из числа тонера и краски.
В одном варианте осуществления изобретения блок цифровой печати содержит один из компонентов из числа струйной печатающей головки и электрофотографического барабана или пластины. В другом варианте осуществления блок цифровой печати выполнен с возможностью распылять множество цветов краски на полотно переноса. В качестве альтернативы, блок цифровой печати может переносить один цвет краски на полотно переноса. В другом варианте осуществления блок цифровой печати выполнен с возможностью переноса тонера на полотно переноса. В одном варианте осуществления тонер, переносимый блоком цифровой печати, содержит множество цветов.
В одном варианте осуществления изобретения единственный блок цифровой печати формирует полное декоративное оформление на полотне переноса. В другом варианте осуществления блок цифровой печати включает в себя от двух до десяти блоков цифровой печати. В одном варианте осуществления каждый из двух-десяти блоков цифровой печати формирует часть декоративного оформления на полотне переноса. В другом варианте осуществления каждый из двух-десяти цифровых блоков печати передаёт различный цвет краски или другое изображение на полотно переноса. В одном варианте осуществления от двух до десяти блоков цифровой печати содержат один или несколько компонентов из числа струйной печатающей головки и электрофотографического барабана.
В другом варианте осуществления изобретения полотно переноса содержит множество отдельных сегментов полотна переноса. При необходимости, сегменты полотна переноса могут иметь первое разнесение, ближайшее к блоку цифровой печати, и второе разнесение в положении, в котором контейнер приводится в контакт с полотном переноса. В качестве альтернативы, в ещё одном варианте осуществления полотно переноса содержит один непрерывный лист или петлю материала. В одном варианте осуществления полотно переноса содержит один из материалов из числа фотополимерного материала или соединения, содержащего, по меньшей мере, частично насыщенную цепь полиметилена. В другом варианте осуществления насыщенная цепь полиметилена полотна переноса содержит этиленпропилендиеновый мономерный каучук, известный специалистам в данной области техники как EPDM-каучук. В ещё одном варианте осуществления полотно переноса включает в себя лицевую часть, содержащую каучуковый материал, известный как бутадиен-нитрильный каучук.
В одном варианте осуществления настоящего изобретения декоратор при необходимости включает в себя один или несколько компонентов из числа блока подачи, системы управления, блока закрепления и системы очистки. Блок подачи выполнен с возможностью перемещения контейнера в заранее определённое выравнивание по отношению к полотну переноса. В одном варианте осуществления блок подачи принимает контейнер от расположенного выше походу процесса оборудования, которое может включать в себя блок обработки поверхности. Система очистки находится в заданной ориентации по отношению к полотну переноса и способна удалять остаточный декорирующий материал с полотна переноса после того, как контейнер соприкасается с полотном переноса, чтобы получить декоративное оформление, сформированное блоком цифровой печати.
Система управления поддерживает коммуникацию с одним или несколькими блоками из числа блока цифровой печати и блока подачи. Кроме того, система управления может отправлять сигнал в блок цифровой печати для создания декоративного оформления. В одном варианте осуществления изобретения система управления может отправлять сигнал в блок цифровой печати, чтобы создавать множество уникальных декоративных оформлений, которые блок цифровой печати будет формировать на полотне переноса. В одном варианте осуществления декоративное оформление, сформированное блоком цифровой печати, содержит, по меньшей мере, один из компонентов из числа краски и тонера. Таким образом, декоратор может декорировать множество контейнеров уникальными декоративными оформлениями.
В одном варианте осуществления изобретения блок закрепления может, по меньшей мере, частично закреплять декоративное оформление на полотне переноса до того, как декоративное оформление переносится на контейнер. Альтернативно, в другом варианте осуществления блок закрепления закрепляет декоративное оформление на контейнере. При необходимости, декоратор может включать в себя множество блоков закрепления. В одном варианте осуществления блок закрепления взаимодействует с каждым из блоков цифровой печати. В другом варианте осуществления декоратор включает в себя один блок закрепления для закрепления или, по меньшей мере, частичного закрепления декоративного оформления после того, как декоративное оформление сформировано одним или несколькими блоками цифровой печати. В ещё одном варианте осуществления блок закрепления выполнен с возможностью закрепления одного или нескольких компонентов из числа тонера, краски, закрепляемой ультрафиолетовым излучением, краски на водной основе и краски на масляной основе, таких как краска на основе минерального масла.
Ещё одним аспектом настоящего изобретения является контейнер, декорированный с помощью декоративного оформления, сформированного электрофотографической системой на промежуточной подложке. Контейнер включает в себя, но не ограничиваясь этим: (1) нижнюю часть; (2) корпусную часть, проходящую вверх от нижней части, причём корпусная часть включает в себя участок внешней поверхности; (3) отверстие, расположенное на самом верхнем участке основной части; и (4) декоративное оформление на части внешней поверхности, при этом декоративное оформление содержит цифровое изображение, сформированное тонером, перенесённым на полотно переноса с помощью электрофотографической системы, причём, когда участок внешней поверхности контейнера вращается в контакте с полотном переноса, тонер на полотне переноса переносится на участок внешней поверхности контейнера.
В одном варианте осуществления изобретения декоративное оформление имеет разрешение, по меньшей мере, примерно 1600 на 1600 точек на дюйм. В другом варианте осуществления декоративное оформление содержит до пяти цветов тонера. В другом варианте осуществления контейнер представляет собой металлический контейнер. В другом варианте осуществления контейнер представляет собой один из следующих типов контейнеров: контейнер для напитка, аэрозольный контейнер и пищевой контейнер. В ещё одном варианте осуществления контейнер выполнен из одного или нескольких материалов из числа алюминия, стали, олова, пластика, бумаги и стекла.
Ещё одним аспектом настоящего изобретения является способ формирования декоративного оформления на части внешней поверхности цилиндрического контейнера. Способ включает в себя один или несколько из этапов, но не ограничивается этим: (1) перенос декорирующего материала из блока цифровой печати на полотно переноса декоратора, причём декорирующий материал содержит, по меньшей мере, один из типов материала из числа краски и тонера; (2) обеспечение цилиндрического контейнера; (3) позиционирование цилиндрического контейнера в блоке подачи декоратора; и (4) перемещение части внешней поверхности цилиндрического контейнера в контакте с полотном переноса. Таким образом, декорирующий материал переносится с полотна переноса на участок внешней поверхности цилиндрического контейнера.
В одном варианте осуществления изобретения полотно переноса содержит множество отдельных сегментов полотна. При необходимости, отдельные сегменты полотна выполнены с возможностью соответствия скорости вращения цилиндрического контейнера, расположенного в блоке подачи. В другом варианте осуществления полотно переноса представляет собой непрерывную петлю из материала.
В одном варианте осуществления изобретения декоратор дополнительно содержит один или несколько компонентов из числа системы очистки и блока закрепления, чтобы, по меньшей мере, частично закреплять декорирующий материал. Система очистки выполнена с возможностью удаления остатков декорирующего материала с полотна переноса. При необходимости, блок закрепления выполнен с возможностью закрепления одного или нескольких материалов из числа тонера, краски, закрепляемой ультрафиолетовым излучением, краски на водной основе и краски на основе минерального масла.
В одном варианте осуществления изобретения блок подачи включает в себя множество оправок, которые могут вращаться. В одном варианте осуществления оправки вращаются таким образом, что цилиндрический контейнер вращается со скоростью, по существу, равной скорости полотна переноса.
В другом варианте осуществления изобретения декоратор включает в себя натяжное устройство, выполненное с возможностью контактировать с полотном переноса. При необходимости, способ может дополнительно включать в себя регулировку натяжения полотна переноса с помощью натяжного устройства.
В одном варианте осуществления изобретения блок цифровой печати содержит электрофотографическую систему. Способ может дополнительно включать в себя зарядку проводника электрофотографической системы, облучение выбранных частей проводника светом для формирования скрытого декоративного оформления, перенос декорирующего материала на скрытое декоративное оформление, где декорирующий материал представляет собой материал тонера, и перенос декорирующего материала от проводника на полотно переноса.
В другом варианте осуществления изобретения система управления поддерживает коммуникацию с декоратором. Способ может дополнительно содержать: создание с помощью системы управления декоративного оформления; и отправку сигнала системой управления в блок цифровой печати, причём этот сигнал вызывает выполнение блоком цифровой печати переноса декорирующего материала на полотно переноса.
Еще одним аспектом настоящего изобретения является обеспечение декоратора двумя или более блоками подачи. Блоки подачи могут быть расположены таким образом, что чередующиеся декоративные структуры, сформированные на полотне переноса, переносятся на металлические контейнеры, поддерживаемые блоками подачи. В одном варианте осуществления изобретения первый блок подачи переносит каждую другую декоративную структуру, расположенную на полотне переноса, на металлические контейнеры. Более конкретно, первый блок подачи может привести к переносу первой декоративной структуры и третьей декоративной структуры последовательных декоративных структур, расположенных на полотне переноса, на металлические контейнеры, поддерживаемые первым блоком подачи. Второй блок подачи может вызвать перенос второй декоративной структуры и четвертой декоративной структуры из числа последовательных декоративных структур, которые должны переноситься на металлические контейнеры, поддерживаемые вторым модулем подачи.
В другом аспекте декоратор может включать в себя полотно переноса с двумя или более сегментами полотна, которые расположены от края до края. Сегменты полотна могут быть декорированы одним или несколькими блоками цифровой печати. Впоследствии сегменты полотна могут проходить мимо двух или более поддерживающих элементов. Каждый поддерживающий элемент может перемещать металлические контейнеры в контакте с декорирующим материалом на одном из сегментов полотна. В одном варианте осуществления изобретения декоратор включает в себя два сегмента полотна и два поддерживающих элемента. Каждый поддерживающий элемент взаимодействует с одним из двух сегментов полотна. Таким образом, декоратор может декорировать металлические контейнеры из двух производственных циклов. В другом варианте осуществления декоратор включает в себя четыре сегмента полотна и четыре поддерживающих элемента. Каждый поддерживающий элемент взаимодействует с одним из четырех сегментов полотна.
Ещё один аспект заключается в том, чтобы обеспечивать декоратор барабаном полотна, который включает в себя выступающие из него опоры для полотна. Полотно переноса взаимодействует с каждой опорой полотна. В одном варианте осуществления изобретения опоры для полотна имеют переменную длину. Таким образом, положение полотна переноса, расположенного на опоре для полотна, может изменяться при вращении барабана полотна. В первом положении полотно переноса может иметь первую длину от барабана полотна. Во втором положении полотно переноса может иметь вторую длину от барабана полотна. В другом варианте осуществления опоры для полотна шарнирно соединяются с барабаном полотна. В ещё одном варианте осуществления одна или несколько опор для полотна включают в себя сочленение. Соответственно, опоры для полотна могут сгибать или перемещать соединённое с ним полотно переноса, когда барабан полотна вращается.
Несмотря на то, что в общем контейнеры упоминаются здесь как «металлический контейнер», «контейнер для напитка», «жестяная банка» и «контейнер» (“metallic container,” “beverage container,” “can,” и “container”), следует принимать во внимание, что настоящее изобретение может быть использовано для декоративного оформления контейнеров любого размера или формы, включая в себя, без ограничения, жестяные банки для напитков, бутылки для напитков, жестяные банки для пищевых продуктов и контейнеры для аэрозолей. Соответственно, термин «контейнер» предназначается для покрытия контейнеров любого типа для любого продукта, и конкретно не ограничен контейнером для напитка, таким как жестяная банка для безалкогольного напитка или банка пива. Контейнеры также могут быть в любом состоянии изготовления. Кроме того, контейнер может быть сформирован в процессе прокатки и вытяжки с утончением или в процессе ударной экструзии. Таким образом, настоящее изобретение может быть использовано для декоративного оформления «чашки» (“cup”), которая впоследствии формируется в готовый контейнер, «заготовки бутылки», которая впоследствии формируется в металлическую бутылку, или «трубки», которая формируется в корпус аэрозольного контейнера. Кроме того, настоящее изобретение может быть использовано для декоративного оформления любой части контейнера. Например, в одном варианте осуществления настоящего изобретения декоратор может использоваться для декорирования части внешней поверхности контейнера, включающей в себя один или более компонентов из числа части с закрытым концом и участка внешней поверхности части корпуса контейнера. В другом варианте осуществления настоящего изобретения декоратор может декорировать участок наружной поверхности торцевой крышки, приспособленной для соединения с горлышком контейнера. В ещё одном варианте осуществления наружная поверхность укупорочного средства ROPP (навинчивающаяся крышка с механизмом контроля первого вскрытия), приспособленной для соединения с резьбовой горловиной контейнера, может быть декорирована декоратором настоящего изобретения. В ещё одном варианте осуществления декорирующий материал может быть перенесён на участок внешней поверхности корончатой крышки, которая приспособлена для соединения с горлышком контейнера.
Термины «металл» или «металлик», используемые в данном документе, относятся к любому металлическому материалу, который может быть использован для формирования контейнера, включая, помимо прочего, алюминий, сталь, олово и любую их комбинацию. Однако следует принимать во внимание, что устройство и способ по настоящему изобретению могут использоваться для декоративного оформления контейнеров, выполненных из любого материала, включая бумагу, пластик и стекло. Кроме того, хотя способы и устройство по настоящему изобретению, как правило, описаны во взаимосвязи с декоративным оформлением металлических контейнеров с обычно цилиндрическим корпусом, следует принимать во внимание, что способы и устройство по настоящему изобретению могут быть использованы для декоративного оформления подложек любого типа, включая непрерывное полотно или лист металла, пластика или бумаги.
Фразы «по меньшей мере, один», «один или более» и «и/или», используемые в данном документе, являются выражениями с открытым концом, которые являются как соединительными, так и разъединительными при работе. Например, каждое из выражений «по меньшей мере, одно из A, В и C», «по меньшей мере, одно из A, B или C», «один или более из A, B и C», «один или более из А, В или С» и «А, В и/или С» означает один А, один В, один С, А и В вместе, А и С вместе, В и С вместе или А, В и С все вместе.
До тех пор, пока не указано иное, все числа, выражающие количества, размеры, условия и т. д., используемые в описании и формуле изобретения, следует рассматривать как изменяемые во всех случаях термином «примерно».
Термин «а» или «an» объект, в используемом здесь контексте, относится к одному или нескольким объектам. Соответственно, термины «а» (или «an»), «один или более» и «по меньшей мере один» могут использоваться здесь взаимозаменяемо.
Использование терминов «включающий в себя», «содержащий» или «имеющий» и их вариаций в настоящем документе подразумевает включение элементов, перечисленных в дальнейшем, и их эквивалентов, а также дополнительных элементов. Соответственно, термины «включающий в себя», «содержащий» или «имеющий» и их вариации могут использоваться здесь взаимозаменяемо.
Следует принимать во внимание, что термин «средство» (“means”), используемый в данном документе, должен иметь максимально широкое толкование в соответствии с 35 U.S.C. США, раздел 112 (f). Соответственно, пункт формулы изобретения, включающий в себя термин «средство», должен охватывать все структуры, материалы или действия, изложенные в данном документе, и все их эквиваленты. Кроме того, структуры, материалы или действия и их эквиваленты должны включать в себя все элементы, описанные в сущности изобретения, кратком описании чертежей, подробном описании, реферате и самих пунктах формулы изобретения.
Краткое изложение сущности изобретения не предназначено и не должно быть истолковано как представляющее полное содержание и весь объём настоящего изобретения. Кроме того, ссылки, сделанные в настоящем документе на «настоящее изобретение» или его аспекты, следует рассматривать как означающие определённые варианты осуществления настоящего изобретения и не обязательно должны истолковываться как ограничивающие все варианты осуществления конкретным описанием. Настоящее изобретение изложено с различными уровнями детализации в разделе «Сущность изобретения», а также в прилагаемых чертежах и подробном описании, и ограничение объёма настоящего изобретения не подразумевается ни путём включения, ни без включения элементов или компонентов. Дополнительные аспекты настоящего изобретения станут более очевидными из подробного описания, в частности, когда они рассматриваются вместе с чертежами.
Краткое описание чертежей
Прилагаемые чертежи, которые включены в данный документ и составляют часть описания, иллюстрируют варианты осуществления изобретения и вместе с кратким описанием сущности изобретения, приведённым выше, и подробным описанием, приведенным ниже, служат для объяснения принципов этих вариантов осуществления изобретения. В некоторых случаях детали, которые не являются необходимыми для понимания раскрытия, или которые затрудняют восприятие других деталей, могут быть опущены. Конечно, следует принимать во внимание, что настоящее изобретение не обязательно ограничивается конкретными вариантами осуществления, проиллюстрированными здесь. Кроме того, следует принимать во внимание, что чертежи не обязательно выполнены в масштабе.
Фиг. 1 – блок-схема декоратора, иллюстрирующая один из вариантов осуществления настоящего изобретения, а также металлический контейнер, торцевая крышка и корончатая крышка, декорированные с помощью декоратора по настоящему изобретению;
Фиг. 1A – блок-схема декоратора, включающего опоры полотна с переменными длинами так чтобы при повороте опоры полотна относительная скорость полотна переноса могла изменяться;
Фиг. 1B – блок-схема декоратора, в котором полотна переноса связаны с опорами полотна, которые могут поворачиваться относительно барабана полотна;
Фиг. 1С – блок-схема декоратора, включающего в себя два блока подачи, согласованных с цилиндром полотна, имеющим на себе полотна переноса;
Фиг. 2 – схема блока цифровой печати, в соответствии с одним вариантом осуществления настоящего изобретения, который включает в себя электрофотографическую систему для формирования декоративного оформления, которое переносится на полотно переноса декоратора;
Фиг. 3 – другая блок-схема другого варианта декоратора по настоящему изобретению, включающего непрерывное полотно переноса;
Фиг. 3А – частичный вид декоратора, показанного на фиг. 3, иллюстрирующий внутренний поддерживающий ролик в одном положении использования, взаимодействующий с непрерывным полотном переноса;
Фиг. 3B – другой частичный вид декоратора, показанного на фиг. 3, иллюстрирующий поддерживающий ролик нижней стороны, взаимодействующий с непрерывным полотном переноса;
Фиг. 3C – ещё один частичный вид декоратора, показанного на фиг. 3, на котором иллюстрируется направляющий натяжной механизм 58 после перемещения относительно непрерывного полотна переноса;
Фиг. 3D – частичный вид натяжного устройства с двумя роликами, связанными с непрерывным полотном переноса;
Фиг. 3E – блок-схема декоратора, показанного на фиг. 3, связанного с двумя блоками подачи;
Фиг. 4 – другая блок-схема другого варианта декоратора по настоящему изобретению, который включает в себя блок подачи с множеством оправок;
Фиг. 5 - разрез полотна переноса в одном из вариантов осуществления настоящего изобретения, по линии 5-5 на фиг. 4;
Фиг.5А - частичный вид в разрезе декоратора по другому варианту осуществления настоящего изобретения, включающего два блока подачи; и
Фиг. 6 - блок-схема варианта системы управления по настоящему изобретению.
Аналогичные компоненты и/или признаки могут иметь одинаковый ссылочный номер. Компоненты одного и того же типа могут отличаться буквой, следующей за ссылочным номером. Если используется только ссылочный номер, описание применимо к любому из аналогичных компонентов, имеющих одинаковый ссылочный номер.
Чтобы помочь в понимании настоящего изобретения, ниже приводится список компонентов с соответствующей их нумерацией на чертежах.
2
4
6
7
8
9
10
11
12
14
15
16
17
18
20
22
23
24
25
26
27
28
30
32
34
36
40
42
44
46
48
49
50
52
54
56
58
60
61
62
63
64
65
66
67
68
70
72
74
76
78
80
82
84
86
88
90
92
94
Декоратор
Блок цифровой печати
Полотно переноса
Декоративное оформление на полотне
Блок подачи
Станции
Конвейер
Оправки
Система управления
Система очистки
Расстояние между сегментами полотна переноса
Блок закрепления
Блок закрепления
Барабан полотна
Опора полотна
Металлический контейнер
Первое декоративное оформление
Внешняя поверхность металлического контейнера
Позиция переноса
Оборудование, расположенное выше по ходу процесса
Блок обработки поверхности
Декорированный металлический контейнер
Декоративное оформление на металлических контейнерах
Оборудование, расположенное ниже по ходу процесса
Торцевая крышка
Корончатая крышка
Электрофотографическая система
Проводник
Элемент заряда
Элемент экспонирования
Блок проявки
Ролик
Элемент заряда
Тонер
Внутренний натяжной ролик
Натяжной ролик задней стороны
Направляющий натяжной механизм
Вращательный натяжной механизм
Ролики натяжного механизма с парой роликов
Прижимной ролик
Передаточный механизм
Сервопривод
Ширина полотна
Сегмент полотна переноса
Продольный край сегмента полотна переноса
Шина
Центральный процессор
Устройства ввода
Устройства вывода
Запоминающие устройства
Устройство для считывания машиночитаемого носителя информации
Система связи
Оперативное ЗУ
Дополнительное ускорение обработки данных
База данных
Сеть
База данных
Операционная система
Другой код
Подробное описание
Настоящее изобретение дает значительный эффект в широком спектре видов деятельности. Заявитель имеет намерение, чтобы описание и прилагаемая формула изобретения широко охватывали объем и сущность раскрываемого изобретения, несмотря на то, что, судя по всему, могут быть ограничивающие формулировки, продиктованные требованиями, касающимися раскрытия конкретных примеров. Для ознакомления специалистов в соответствующих областях техники, наиболее тесно связанных с настоящим изобретением, в данном документе со ссылкой на прилагаемые чертежи, которые образуют часть описания изобретения, описан предпочтительный вариант осуществления изобретения, который иллюстрирует наилучший способ, для настоящего времени, для осуществления изобретения на практике. Иллюстративный вариант осуществления изобретения описывается подробно без попыток описывать все различные формы и модификации, в которых может быть реализовано изобретение. Соответственно, варианты осуществления, описанные в данном документе, являются иллюстративными и, как станет очевидным для специалистов в данной области техники, могут быть модифицированы множеством способов в пределах объёма и сущности изобретения.
На фиг. 1 схематически иллюстрируется схема последовательности операций декоратора 2 настоящего изобретения. Декоратор 2, как правило, содержит, по меньшей мере, один блок 4 цифровой печати, полотно 6 переноса, блок 8 подачи, конвейер 10 и систему 12 управления. Декоратор 2 может дополнительно включать в себя одну или несколько систем из числа системы 14 очистки и системы закрепления, или сушильный блок 16, 17.
Блоки 4 цифровой печати находятся в состоянии предварительно заданного выравнивании по отношению к полотну 6 переноса. Блоки 4 цифровой печати формируют декоративные структуры 7 на полотне 6 переноса. В одном варианте осуществления изобретения декоратор 2 включает в себя от одного до четырех блоков 4А, 4B, 4C, 4D цифровой печати. Однако следует принимать во внимание, что любое количество блоков 4 цифровой печати может использоваться с декораторами 2 вариантов осуществления настоящего изобретения. Например, в одном варианте осуществления декоратор 2 включает в себя от одного до десяти различных блоков 4 цифровой печати.
В одном варианте осуществления изобретения блок 4 цифровой печати контактирует с полотном 6 переноса, чтобы сформировать знак или декоративное оформление 7 на полотне 6 переноса. Альтернативно, в другом варианте осуществления блоки 4 цифровой печати не контактируют с полотном 6 переноса, а вместо этого наносят знаки или декоративное оформление 7 на полотно переноса без контакта. В одном варианте осуществления блок 4 цифровой печати может формировать декоративное оформление с разрешением по меньшей мере 1600 на 1600 точек на дюйм. Таким образом, декоративные изображения 7, сформированные на полотне 6 переноса, считаются изображениями высокой чёткости.
В одном варианте осуществления изобретения блоки 4 цифровой печати формируют декоративное оформление 7 на полотне 6 переноса путём распыления струи или переноса краски на полотно 6 переноса иным образом. В одном варианте осуществления один или несколько из блоков 4 цифровой печати содержат струйный принтер. В другом варианте осуществления цифровые печатные блоки 4 формируют декоративное оформление 7 на полотне 6 переноса путём переноса тонера на полотно переноса. Более конкретно, в одном варианте осуществления блок 4 цифровой печати включает в себя электрофотографическую систему 40 (в общем, показанную на фиг. 2), которая переносит материал 52 тонера на полотно переноса. Один из блоков 4 цифровой печати может быть струйным принтером, а другой блок из числа блоков 4 цифровой печати может быть электрофотографической системой 40. Порядок и относительные положения блоков 4 цифровой печати по отношению к барабану 18 полотна могут изменяться.
В одном варианте осуществления каждый из блоков 4А, 4В, 4С, 4D цифровой печати переносит материал для декорирования одного цвета или типа на полотно 6 переноса. Таким образом, первый блок 4А цифровой печати переносит первый декорирующий материал на полотно 6 переноса. Аналогичным образом, второй блок 4В цифровой печати переносит второй материал для декорирования, третий блок 4С цифровой печати переносит третий материал для декорирования, и четвертый блок 4D цифровой печати переносит четвертый материал для декорирования на полотно 6 переноса. Материал для декорирования, который переносится каждым из блоков цифровой печати, представляет собой один из компонентов из числа краски и тонера. Декоративное оформление 7, сформированное на полотне 6 переноса, может содержать один или несколько компонентов из числа первого, второго, третьего и четвертого красок и/или тонеров. Материал для декорирования из каждого блока 4 цифровой печати может наноситься на разные части полотна 6 переноса для формирования единого декоративного оформления 7.
Кроме того, материал для декорирования из двух или более блоков 4 цифровой печати может, по меньшей мере, частично перекрываться или накладываться друг на друга при формировании декоративного оформления 7.
Альтернативно, в другом варианте осуществления изобретения два или более блоков 4 цифровой печати могут переносить один и тот же цвет декорирующего материала на полотно 6 переноса. Первый блок 4А цифровой печати может формировать часть декоративного оформления 7 в первом цвете. Второй блок 4В цифровой печати может формировать вторую часть декоративного оформления 7 в одном или нескольких вариантах цвета из числа первого цвета и второго цвета. В одном варианте осуществления путём разделения формирования декоративного оформления 7 между двумя модулями 4A, 4B цифровой печати декоратор 2, выполненный по настоящему изобретению, может работать с более высокой скоростью по сравнению с декоратором с одним блоком цифровой печати, используемым для формирования декоративного оформления. Более конкретно, полотно 6 переноса может проходить мимо блоков 4А, 4В цифровой печати с более высокой скоростью, чем если бы один блок 6 цифровой печати использовался для формирования всего декоративного оформления 7.
В другом варианте осуществления изобретения один или несколько блоков 4 цифровой печати выполнены с возможностью переносить множество цветов или типов декорирующего материала на полотно 6 переноса. Например, в одном варианте осуществления, по меньшей мере, один из блоков цифровой печати 4 может переносить декорирующий материал, по меньшей мере, одного из цветов из числа голубого цвета, пурпурного цвета, желтого цвета и чёрного (или «ключевого») цвета на полотно 6 переноса, чтобы сформировать декоративное оформление 7.
В одном варианте осуществления изобретения каждый блок 4 цифровой печати формирует полное декоративное оформление 7 на полотне 6 переноса. В другом варианте осуществления каждый блок 4 цифровой печати формирует часть декоративного оформления 7 на полотне 6 переноса. Соответственно, первый блок 4А цифровой печати переносит материал для декорирования на защитное полотно 6 для формирования первой части декоративного оформления 7. Второй модуль 4В для цифровой печати переносит дополнительный материал для декорирования на полотно 6 переноса для формирования второй части декоративного оформления 7. Третий и четвертый блоки 4C, 4D цифровой печати могут формировать третью и четвертую части декоративного оформления 7. Каждая часть декоративного оформления 7 может содержать один или несколько цветов или типов декорирующего материала.
В одном варианте осуществления изобретения блок 4 цифровой печати может выдавать приблизительно до 774 миллионов капель краски в секунду. В ещё одном варианте осуществления блок 4 цифровой печати включает в себя пять цветовых каналов на печатающую головку. В ещё одном варианте осуществления блок 4 цифровой печати включает в себя 10 рядов сопел с количеством до 70 400 сопел на ряд для печати 5 цветов краски с разрешением до 1600 точек на дюйм.
Любые подходящие краски могут использоваться с блоками 4 цифровой печати по настоящему изобретению. В одном варианте осуществления изобретения блок 4 цифровой печати может использовать краски с наночастицами для формирования заранее заданного изображения или знака на внешней поверхности 24 металлического контейнера 22. В другом варианте осуществления блок 4 цифровой печати может использовать краску с размером частиц не более приблизительно 500 нм. В одном варианте осуществления краска содержит светозакрепляемые краски, такие как, но не ограничиваясь этим, краски, закрепляемые ультрафиолетовым излучением. В другом варианте осуществления краска включает в себя краску на водной основе, которая закрепляется с помощью тепловой энергии. В ещё одном варианте осуществления краска включает в себя краску на масляной основе, которая закрепляется с помощью тепловой энергии. В одном варианте осуществления краска на масляной основе включает в себя краску на основе минерального масла.
В одном варианте осуществления изобретения, по меньшей мере, один из блоков 4 цифровой печати содержит блок струйной печати. Подходящие блоки 4 цифровой печати могут быть получены от различных поставщиков, включая в себя, но не ограничиваясь этим, краски Xaar, Konica Minolta, FujiFilm, Kyocera, Tonejet и Memjet.
Как показано на фиг. 2, в одном варианте осуществления изобретения один или несколько блоков 4 цифровой печати могут содержать электрофотографическую систему 40. Электрофотографическая система 40, как правило, может включать в себя один или несколько компонентов из числа проводника 42 (также называемого «электрофотографической пластиной»), «излучателя» или элемента заряда 44, элемента 46 экспонирования и блока 48 проявки. В одном варианте осуществления электрофотографическая система 40 дополнительно включает в себя один или несколько компонентов из числа чистящих элементов 14А и элемента 50 переноса заряда. Электрофотографические системы и тонеры, используемые с ними, в общем описываются в документах: опубликованная патентная заявка США № 2006/0068313, патент США № 4 743 926, патент США № 5 750 303, патент США № 6 818 369, патент США № 7 666 564 и патент США № 7 939 235, каждый из которых полностью включён в настоящее описание в качестве ссылки.
Проводник 42 позиционируется в заранее заданном положении относительно пути полотна 6 переноса декоратора 2. В одном варианте осуществления изобретения проводник 42 вращается в контакте с внешней поверхностью полотна 6 переноса. Альтернативно, в другом варианте осуществления проводник 42 вращается в непосредственной близости от внешней поверхности полотна, не контактируя с полотном 6 переноса. Независимо от этого проводник 42 ориентирован для переноса тонера 52 на полотно 6 переноса. В одном варианте осуществления проводник 42 имеет форму, которая обычно является цилиндрической. В другом варианте осуществления проводник 42 имеет форму петли или ремня, которые могут быть круглыми или иметь форму змеевика. Петля 42 может проходить вокруг одного или нескольких роликов и натяжных устройств.
В одном варианте осуществления изобретения проводник 42 включает в себя материал, который является фотопроводящим. Более конкретно, в одном варианте осуществления поверхность проводника 42 является проводящей при воздействии света. Поверхность является непроводящей при отсутствии света. Подходящие фотопроводящие материалы известны специалистам в данной области техники. В одном варианте осуществления проводник 42 содержит один или несколько слоев неорганического материала. Неорганический фотопроводящий материал может включать в себя, по меньшей мере, одно из следующих веществ: кремний, селен, сульфид кадмия, оксид цинка и подобные вещества. В другом варианте осуществления проводник 42 включает в себя, по меньшей мере, один слой органического материала. При необходимости, органический фотопроводящий материал содержит одно или несколько из следующих веществ: поливинилкарбазол, фталоцианин и подобные вещества.
Во время работы элемент 44 заряда или «излучатель» подаёт электрический заряд на проводник 42. В одном варианте осуществления изобретения элемент 44 заряда создаёт коронный разряд для электрического заряда проводника 42. Впоследствии на внешней поверхности формируется декоративное оформление проводника 42. В одном варианте осуществления элемент 44 заряда имеет в общем цилиндрическую форму. В другом варианте осуществления элемент 44 заряда контактирует с проводником 42, когда элемент заряда электрически заряжает проводник.
Формирование декоративного оформления включает в себя воздействие светом на выбранные части проводника. Более конкретно, элемент 46 экспонирования избирательно подвергает участки проводника 42 воздействию света. Элемент 46 экспонирования может направлять свет для выборочного попадания на заранее заданные участки внешней поверхности проводника 42, чтобы отслеживать форму декоративного оформления. Части проводника 42, подвергаемые воздействию света элементом 46 экспонирования, нейтрализуются, когда заряд, обеспечиваемый элементом 44 заряда, отводится проводящей поверхностью проводника. Другие части проводника 42, которые не подвергаются воздействию света, остаются заряженными. Оставшиеся заряженные области проводника 42 образуют скрытое декоративное оформление на проводнике 42. Соответственно, элемент 46 экспонирования может разряжать выбранные части проводника 42. В одном варианте осуществления изобретения скрытое декоративное оформление является электростатическим.
В одном варианте осуществления изобретения декоративное оформление, сформированное элементом 46 экспонирования, принимается от системы 12 управления декоратора 2. Более конкретно, в одном варианте осуществления система 12 управления отправляет сигнал элементу 46 экспонирования. Этот сигнал вызывает экспонирование с помощью элемента 46 экспонирования заранее заданных частей проводника 42 для формирования скрытой декорации. В другом варианте осуществления элемент 46 экспонирования содержит лазер или другое устройство, которое генерирует свет.
Блок 48 проявителя преобразует скрытое декоративное оформление в декоративное оформление 7, которое является видимым. В одном варианте осуществления изобретения блок 48 проявителя включает в себя тонер 52. Тонер 52 притягивается к заряженным областям скрытого декоративного оформления. Таким образом, тонер 52 образует декоративное оформление 7, которое является видимым на проводнике 42. При необходимости, модуль 48 проявителя включает в себя ролик 49, который переносит тонер 52 к проводнику 42. В другом варианте осуществления модуль 48 проявителя включает в себя лезвие, чтобы регулировать количество или толщину тонера 52 на валике 49. При необходимости, тонер 52 на валике 49 ограничивается толщиной не более чем 0,3 мм с помощью лезвия.
В одном варианте осуществления изобретения тонер 52 содержит заряженные частицы, которые прилипают к скрытому декоративному оформлению. В одном варианте осуществления тонер 52 может быть электрически заряженным. В другом варианте осуществления тонер 52 имеет электрический заряд с полярностью, противоположной полярности электрического заряда проводника 42, создаваемого элементом 44 заряда. При необходимости, модуль 48 проявителя может использовать жидкий тонер или сухой тонер для проявления декоративного оформления. В одном варианте осуществления сухой тонер использует только тонер 52. В другом варианте осуществления сухой тонер включает в себя носитель, который переносит тонер к проводнику 42. В одном варианте осуществления носитель содержит частицы. Частицы носителя могут быть более крупными, чем частицы тонера 52.
Носитель для тонера 52 может содержать один или несколько видов порошка из числа порошков железа, феррита, магнетита и стеклянных шариков. Эти носители могут быть покрыты смолой. Смола может включать, но не ограничивается этим, поликарбонатные фториды, поливинилхлориды, поливинилиденхлорид, фенольные смолы, поливинилацеталь и силиконовые смолы. В одном варианте осуществления изобретения соотношение смеси тонера к носителю составляет от примерно 1,5 до примерно 10,0 весовых частей тонера, и от 52 до 100 весовых частей носителя. В одном варианте осуществления частицы носителя являются магнитными.
Материал 52 тонера может включать в себя частицы одного или нескольких материалов. В одном варианте осуществления изобретения тонер включает в себя порошок углерода и оксид железа. В другом варианте осуществления материал 52 тонера включает в себя, по меньшей мере, одну из составляющих из числа связующей смолы, красителя, дипольной смолы и разделительного агента. В одном варианте осуществления содержание каждого цвета обычно составляет примерно от 0,1 до 50 весовых частей в расчете на 100 весовых частей связующей смолы. При необходимости, материал 52 тонера может включать в себя полимер, такой как, но не ограничиваясь этим, стиролакрилатный сополимер, полиэфирная смола и стирол-бутадиеновый сополимер.
В одном варианте осуществления изобретения внешняя добавка добавляется в тонер 52. Внешняя добавка может включать в себя, по меньшей мере, одну из неорганических или органических частиц. Внешние добавки могут быть подвергнуты поверхностной обработке для улучшения гидрофобных свойств и предотвращения ухудшения текучести и зарядных свойств тонера 52 в среде с высокой влажностью. Конкретные предпочтительные примеры агентов для обработки поверхности включают в себя, но не ограничиваются этим, связующие агенты, такие как силановые связующие агенты, титанатные связующие агенты и алюминиевые связующие агенты; силиконовое масло; высшие алифатические кислоты; и соединения фтора.
Неорганические частицы внешней добавки могут включать в себя оксиды металлов, карбиды металлов, нитриды металлов и карбонаты металлов. В одном варианте осуществления изобретения неорганические частицы включают в себя, но не ограничиваются этим: диоксид кремния, оксид алюминия, оксид титана, титанат бария, титанат магния, титанат кальция, титанат стронция, оксид цинка, оксид олова, кварцевый песок, глину, слюду, песчаную известь, диатомовую землю, оксид хрома, оксид церия, красный оксид железа, триоксид сурьмы, оксид магния, оксид циркония, сульфат бария, карбонат бария, карбонат кальция, карбид кремния и нитрид кремния. Внешняя добавка может содержать органические частицы, такие как, но не ограничиваясь этим: один или несколько сополимеров стирола, сложных эфиров метакриновой кислоты и сложных эфиров акриловой кислоты, которые могут быть получены с помощью способа эмульсионной полимеризации без мыла, способом суспензионной полимеризации, или способом дисперсионной полимеризации, а также поликонденсационные термореактивные смолы, например, силиконовые смолы, бензогуанаминовые смолы и нейлон.
Агент контроля заряда в качестве компонента материала 52 тонера по настоящему изобретению может быть включён в состав порошка. Агент контроля заряда может включать в себя известные агенты контроля заряда. Например, агент контроля заряда может содержать один или несколько из следующих компонентов: нигрозиновых красителей, трифенилметановых красителей, комплексных красителей металлов, включая хром, хелатных соединений молибденовой кислоты, красителей родамина, алкоксиаминов, четвертичных аммониевых солей (включая модифицированные фтором четвертичные аммониевые соли), алкиламидов, фосфора и соединений, включающих фосфор, вольфрам, и соединений, включающих вольфрам, фторсодержащие активаторы, соли металлов салициловой кислоты, соли металлов производных салициловой кислоты и т. д. В одном варианте осуществления изобретения содержание агента, контролирующего заряд, предпочтительно составляет примерно от 0,1 до 10 весовых частей и более предпочтительно от 0,5 до 3 весовых частей в расчете на 100 весовых частей связующей смолы. Описанные выше агенты контроля заряда могут использоваться отдельно или в любой комбинации в материале 52 тонера. Кроме того, количество используемого агента контроля заряда может варьироваться в зависимости от цвета материала 52 тонера.
Материал 52 тонера может быть сформирован из частиц множества размеров. В одном варианте осуществления изобретения средний размер частиц тонера составляет менее чем около 16 микрометров. В другом варианте осуществления средний размер частиц тонера составляет менее чем примерно 10 микрометров. При необходимости, размер частиц тонера 52 составляет от около 6 микрометров до около 18 микрометров.
В одном варианте осуществления изобретения электрофотографическая система 40 может переносить один или несколько цветов материала тонера 52 на полотно 6 переноса. Например, в одном варианте осуществления электрофотографическая система 40 может переносить от одного до четырех цветов материала 52 тонера. В одном варианте осуществления материал 52 тонера содержит один или несколько красителей из числа голубого красителя, пурпурного красителя, желтого красителя и чёрного красителя. При необходимости, каждый цвет материала 52 тонера имеет различную полярность. Более конкретно, первый тонер может иметь первую полярность, второй тонер может иметь вторую полярность, третий тонер может иметь третью полярность и четвёртый тонер может иметь четвёртую полярность. Таким образом, электрофотографическая система 40 может формировать декоративное оформление 7, содержащее множество различных цветов материала 52 тонера.
Поскольку проводник 42 вращается в непосредственной близости с полотном 6 переноса, тонер 52 переносится от проводника к полотну переноса. В одном варианте осуществления изобретения необязательно используемый переносной элемент 50 заряда генерирует заряд, который притягивает тонер 52 от проводника 42 к полотну 6 переноса. В одном варианте осуществления переносной элемент 50 заряда генерирует коронный разряд для притягивания тонера 52. Тонер 52 формирует декоративное оформление 7 на полотне 6. Декоративное оформление 7 может впоследствии переноситься на внешнюю поверхность 24 контейнера, как описывается в этом документе.
При необходимости, проводник 42 впоследствии очищается системой очистки 14А. Более конкретно, система 14А очистки удаляет любые частицы тонера 52, которые не были перенесены на полотно 6. В одном варианте осуществления изобретения система 14А очистки имеет форму, которая обычно является цилиндрической. Кроме того, в одном варианте осуществления система 14А очистки также может разряжать проводник 42. Например, в одном варианте осуществления система 14А очистки генерирует свет, чтобы подвергать воздействию света проводник 42 по всей его ширине. Таким образом, любой оставшийся заряд проводника 42 разряжается системой 14А очистки, в результате чего проводник 42 может впоследствии получать новый заряд от элемента заряда 44.
Возвращаясь снова к фиг. 1, декорирующие структуры 7, сформированные блоками 4 цифровой печати, могут включать в себя любую комбинацию букв, цифр, символов и изображений, расположенных в любом порядке или ориентации, а также имеющих любые размеры. Декоративное оформление формируется из декорирующего материала (такого как краска или тонер), причём материалы эти могут быть одного цвета или сформированы из множества цветов. Кроме того, каждое декоративное оформление может быть уникальным. Например, декоративное оформление 7А может быть другим по сравнению с одним или несколькими вариантами 7В, 7С декоративного оформления. Таким образом, с помощью декоратора 2, выполненного по настоящему изобретению, экономически целесообразно изготавливать небольшие партии декорированных металлических контейнеров 28 с различными изображениями 30 на них.
Полотно 6 переноса декоратора 2 может иметь любой размер или форму. В одном варианте осуществления настоящего изобретения, показанном на фиг. 1, полотно 6 переноса содержит множество отдельных сегментов 6A полотна переноса, соединённых с опорным элементом, таким как барабан 18 полотна. Однако в другом варианте осуществления одиночное полотно 6 переноса может быть расположено на барабане 18 полотна. В другом варианте осуществления полотно 6 переноса может содержать одну гильзу или цилиндр, которые наматываются на окружность барабана 18 полотна. Кроме того, в декораторе 2 может использоваться непрерывное полотно переноса, которое не является круглым. При необходимости, каждый сегмент 6А полотна переноса имеет длину, которая превышает окружность металлического контейнера 22 или равна ей.
Полотна 6 переноса вариантов осуществления настоящего изобретения могут быть сформированы из материала, выбранного для приёма и удержания декорирующего материала из блоков 4 цифровой печати. В одном варианте осуществления изобретения полотно 6 переноса содержат одну или более частей из числа лицевой части, первого слоя ткани, сжимаемого слоя и второго слоя ткани, как описано в документе «полотно для офсетной печати» (далее «офсетная печать»), доступном по адресу http://www.offsetprintingtechnology.com/sub-categories/blanket- для офсетной печати/ (последнее посещение 7 апреля 2016 г.), который полностью включён в настоящее описание посредством ссылки. Лицевая часть может содержать относительно тонкий резиновый материал, такой как нитрил-бутадиеновый каучук (NBR). Как будет понятно специалисту в данной области, NBR представляет собой семейство ненасыщенных сополимеров 2-пропеннитрила и различных бутадиеновых мономеров (1,2-бутадиена и 1,3-бутадиена). NBR также известен как Buna-N, пербунан, акрилонитрил-бутадиен-каучук, нипол, кринак и европрен.
В другом варианте осуществления полотна 6 переноса могут содержать фотополимерный материал или соединение, содержащее, по меньшей мере, частично насыщенную цепь полиметилена. Подходящие материалы для полотна 6 переноса описаны в публикации заявки на патент США № 2015/0217559, которая полностью включена в настоящее описание посредством ссылки.
Во время работы полотно 6 переноса вращается в первом направлении. Цифровые печатные блоки 4 переносят или распыляют декорирующий материал на участок наружной поверхности полотна 6 переноса, чтобы сформировать декоративное оформление 7. В одном варианте осуществления изобретения полотно 6 переноса перемещается непрерывно с заданной скоростью. В другом варианте осуществления полотно 6 переноса индексируется таким образом, что это полотно 6 останавливается в течение предварительно заданного промежутка времени рядом с одним или несколькими цифровыми печатными блоками 4. Таким образом, полотно 6 переноса может быть практически неподвижным в тот момент времени, когда блок 4 цифровой печати формирует декоративное оформление 7 на полотне 6 переноса. Несмотря на это, в другом варианте осуществления изобретения перемещение полотна 6 переноса относительно блоков 4 цифровой печати происходит со скоростью, выбранной системой 12 управления. Соответственно, система 12 управления может управлять скоростью и позициями декоративных структур 7, сформированных блоками 4 цифровой печати, и перемещением полотна 6 переноса, таким образом декоративное оформление впоследствии переносится на металлический контейнер 22. В одном варианте осуществления изобретения система 12 управления отправляет сигнал на исполнительный механизм или приводной блок цилиндра 18 полотна для управления скоростью перемещения цилиндра 18 полотна.
При необходимости, структуры 7 декоративного оформления могут быть закреплены (или, по меньшей мере, частично закреплены) одним или несколькими закрепляющими блоками 16. В одном варианте осуществления изобретения закрепляющий блок 16 взаимодействует с каждым цифровым печатным блоком 4. Таким образом, декорирующий материал разбрызгивается (или переносится) каждым из блоков 4 цифровой печати, по меньшей мере, частично закрепляется или устанавливается до того, как последующий блок 4 цифровой печати переносит дополнительный декорирующий материал к полотну 6 переноса для формирования декоративного оформления 7. В другом варианте осуществления только один закрепляющий блок 16D закрепляет все декорирующие материалы, нанесённые цифровыми печатными блоками 4A, 4B, 4C и 4D. В одном варианте осуществления блоки 16 закрепления генерируют свет с длиной волны, выбранной для закрепления или затвердевания декорирующего материала, переносимого блоками 4 цифровой печати. В одном варианте осуществления блоки 16 закрепления содержат ультрафиолетовую или УФ-светодиодную лампу для закрепления. В другом варианте осуществления блоки 16 закрепления генерируют тепловую энергию для закрепления декорирующего материала. В одном варианте осуществления блок 16 закрепления выполнен с возможностью закрепления тонера 52. В другом варианте осуществления блок 16 закрепления выполнен с возможностью закрепления краски.
Блок 8 подачи перемещает металлические контейнеры 22 в заданное положение по отношению к полотну 6 переноса. Участок 24 внешней поверхности металлических контейнеров 22 затем вращается в контакте с внешней поверхностью полотна 6 переноса. Таким образом декорирующий материал, такой как краска или тонер, на внешней поверхности полотна переноса, формирующего декоративное оформление 7, переносится с полотна 6 переноса на металлический контейнер.
В одном варианте осуществления изобретения модуль 8 подачи может вращать металлические контейнеры 22 таким образом, что внешняя поверхность 24 находится в предварительно заданном положении относительно декоратора 2. Более конкретно, в одном варианте осуществления модуль 8 подачи может обнаруживать регистрационную метку на металлических контейнерах 22. Затем блок 8 подачи может вращать металлические контейнеры 22 таким образом, чтобы регистрационный знак находился в предварительно заданном положении относительно полотна 6 переноса. Таким образом, внешняя поверхность 24 контейнера будет находиться в предварительно заданном положении выравнивания с декоратором 2. При необходимости датчик обнаруживает регистрационную метку. В одном варианте осуществления изобретения регистрационный знак представляет собой знак, напечатанный на металлическом контейнере 22. В другом варианте осуществления регистрационный знак представляет собой выступ, удлинение или углубление, сформированные на металлическом контейнере. Пример устройства подачи, которое можно использовать с декораторами 2 по настоящему изобретению, описывается в патенте США № 9,027,733, который включён сюда посредством ссылки во всей своей полноте. В одном варианте осуществления система 12 управления принимает информацию о регистрационном знаке. Затем система 12 управления может определять, находится ли металлический контейнер в заданном положении выравнивания. Если металлический контейнер не находится в предварительно заданном положении выравнивания, система 12 управления может отправлять сигнал в модуль 8 подачи, чтобы повернуть металлический контейнер в предварительно заданное положение выравнивания.
В одном варианте осуществления настоящего изобретения блок 8 подачи работает с другой частотой (или скоростью) цикла, отличающейся от той, с которой вращается полотно 6 переноса. Более конкретно, в декораторе 2А с множеством цифровых печатных блоков 4 и/или сегментированным полотном 6А переноса (как показано в одном варианте осуществления настоящего изобретения на фиг. 1) скорость обработки металлических контейнеров 22 может отличаться от скорости печати блоков 4 цифровой печати.
Таким образом, декоратор 2 может декорировать металлические контейнеры 22 уникальными декоративными структурами 7, сформированными посредством технологии цифровой печати, включая струйный принтер или электрофотографическую систему 40, с большей скоростью, чем системы декорирования струйных контейнеров или системы электрофотографического декорирования предшествующего уровня техники.
В одном варианте осуществления изобретения отдельные сегменты 6А полотна переноса соединены с барабаном 18 полотна таким образом, что сегменты 6А полотна могут изменять скорость, чтобы соответствовать скорости вращения металлического контейнера 22 в подающем блоке 8. Таким образом, сегменты 6А полотна могут ускоряться или замедляться, чтобы соответствовать скорости вращения внешней поверхности 24 контейнера для переноса изображения 7 на участок 24 внешней поверхности контейнера. В одном варианте осуществления сегменты 6А полотна переноса могут присоединяться в виде разъёмного соединения к барабану 18 полотна. При необходимости сегменты 6A полотна отделяются от барабана 18 полотна после перемещения декорирующего материала на металлический контейнер 22. В одном варианте осуществления блоки 4 цифровой печати переносят материал декоративного оформления на сегменты 6A полотна переноса, когда сегменты полотна отделяются от барабана 18 полотна. В другом варианте осуществления имеется больше сегментов 6А полотна, чем секций для полотна на барабане 18 полотна. Сегменты 6А полотна могут следовать по двум или более путям через декоратор 2, когда они отделены от барабана 18 полотна. Первая группа полотен 6А переноса может перемещаться по первому пути, чтобы принимать декорирующий материал из первой группы блоков 4 цифровой печати. Вторая группа полотен 6А переноса может следовать по второму пути и принимать декорирующий материал из второй группы блоков цифровой печати. В одном варианте осуществления после приёма декорирующего материала из блока цифровой печати сегменты 6А полотна переноса возвращаются к барабану 18 полотна. При необходимости, в одном варианте осуществления каждое полотно 6А переноса соединяется с барабаном 18 полотна во время переноса декорирующего материала на металлический контейнер 22. Таким образом, после того как изображение 7 сформировано на сегменте 6А полотна переноса, этот сегмент 6А полотна переноса может ускоряться или замедляться, чтобы соответствовать скорости части 24 внешней поверхности металлического контейнера 22.
В другом варианте осуществления настоящего изобретения каждый отдельный сегмент 6А полотна располагается на оправке, соединённой с барабаном 18 полотна. Каждая оправка может вращаться независимо вокруг оси оправки, которая по существу параллельна оси барабана 18 полотна. Таким образом, каждый отдельный сегмент 6А полотна может вращаться на соответствующей оправке с первой скоростью, когда блоки 4 цифровой печати формируют декоративное оформление 7 на сегменте 6А полотна. Кроме того, каждый отдельный сегмент 6А полотна может вращаться на связанной с ним оправке со второй скоростью во время переноса декоративного оформления 7 на металлический контейнер 22, позиционируемый с помощью блока 8 подачи. Вторая скорость вращения отдельного сегмента 6 полотна может выбираться таким образом, чтобы соответствовать скорости вращения металлического контейнера 22.
В другом варианте осуществления изобретения отдельные сегменты 6А полотна разделены расстоянием 15, которое может изменяться. Соответственно, два соседних полотна 6А переноса могут быть разделены расстоянием 15А, при этом полотна находятся поблизости от одного или нескольких блоков 4 цифровой печати. Соседние полотна 6А переноса могут быть отделены вторым расстоянием 15В, при этом они находятся поблизости от блока 8 подачи. В одном варианте первое расстояние 15А меньше второго расстояния 15В. По выбору, первое расстояние 15А может быть меньше чем около 1 дюйма, в результате чего полотна 6А переноса проходят мимо блоков 4 цифровой печати по существу непрерывно. Таким образом, полотна 6А переноса имеют первую линейную скорость, приближенную к скорости блоков 4 цифровой печати, и вторую линейную скорость, приближенную к скорости блока 8 подачи. В одном варианте осуществления изобретения первая линейная скорость медленнее, чем вторая линейная скорость. Соответственно, полотна 6А переноса могут перемещаться относительно медленно вблизи от блоков 4 цифровой печати. Продолжая этот пример, полотна 6А переноса перемещаются быстрее вблизи блока 8 подачи и металлических контейнеров 22. Таким образом, полотна 6А переноса могут ускоряться, чтобы соответствовать радиальной скорости участка 24 внешней поверхности металлического контейнера 22 в подающем блоке 8.
В одном варианте осуществления изобретения полотна 6А переноса взаимосвязаны с барабаном 18 полотна таким образом, чтобы полотна 6А переноса могли перемещаться независимо от постоянного вращения барабана 18 полотна. В другом варианте осуществления полотна переноса связаны с барабаном 18 полотна одним или несколькими шарнирными соединениями, роликами, кулачками и пружинами. Таким образом, полотно 6А переноса может задерживаться в первом положении и ускоряться в другом положении. Посредством задержки и заданных положений полотно 6А переноса может оставаться в течение более длительного периода времени вблизи одного или нескольких элементов декоратора, таких как один или несколько компонентов из числа блока 4 цифровой печати, блока 16 закрепления, блока 8 подачи во время переноса изображения на металлический контейнер 22 и в системе 14 очистки.
Как показано на фиг. 1A, в одном варианте осуществления настоящего изобретения сегменты 6A полотна взаимосвязаны с барабаном 18 полотна посредством поддерживающих опор 20 полотна. В одном варианте осуществления опоры 20 для полотна имеют переменную длину. Более конкретно, в одном варианте осуществления длина опор 20 для полотна изменяется по мере вращения барабана 18 для полотна. Таким образом, относительная скорость сегментов 6А полотна переноса может изменяться относительно скорости блоков 4 цифровой печати и положения 25 переноса изображения. Кроме того, полотна 6А переноса могут иметь первое разнесение 15А в первой позиции декоратора 2А и второе разнесение 15В во второй позиции декоратора 2А. В одном варианте осуществления поддерживающие опоры 20 для полотен имеют первую длину, когда их положение является ближайшим к положению 25 переноса изображения. Поддерживающие опоры 20 для полотен могут иметь вторую длину, когда их положение является ближайшим к блокам 4 цифровой печати. В одном варианте осуществления изобретения первая длина больше, чем вторая длина. Соответственно, в одном варианте осуществления полотна 6А переноса перемещаются быстрее относительно металлических контейнеров 22, декорируемых в положении 25 переноса изображения, и медленнее относительно блоков 4 цифровой печати во время переноса декоративного материала на полотна 6А переноса.
Как показано на фиг. 1B, в другом варианте осуществления настоящего изобретения поддерживающая опора 20А для полотна переноса, соединённая с барабаном 18 для полотна, может поворачиваться относительно барабана 18 для полотна. Например, поддерживающая опора 20А для полотна с изображением 7В была повёрнута, чтобы приблизиться к опоре для полотна с изображением 7А. В одном варианте осуществления изобретения опора 20А для полотна включает в себя первую часть, соединённую с барабаном 18 полотна. Вторая часть опоры 20А для полотна соединяется с полотном 6А переноса. При необходимости, первая и вторая части поддерживающей опоры 20А полотна могут быть шарнирно соединены между собой. Таким образом, поддерживающая опора 20А полотна может перемещать полотно 6А переноса с разными скоростями относительно блока 4 цифровой печати по сравнению с металлическим контейнером 22, который должен декорироваться в положении 25 переноса изображения. В одном варианте осуществления поддерживающая опора 20А полотна поворачивается или перемещает полотно 6А переноса относительно блока 4 цифровой печати с первой скоростью. Поддерживающая опора 20А полотна может перемещать полотно 6А переноса относительно металлического контейнера 22 в положение 25 переноса изображения со второй скоростью. В одном варианте осуществления первая скорость меньше, чем вторая скорость. Таким образом, поддерживающая опора 20А полотна перемещает полотно 6А медленнее относительно блоков 4 цифровой печати и быстрее относительно металлического контейнера 22 во время переноса декорирующей структуры в положение 25 переноса.
Как показано на фиг. 1, в одном варианте осуществления настоящего изобретения подающий блок 8А имеет форму, которая в общем является цилиндрической. При необходимости, блок 8А подачи может включать в себя множество секций 9 для приёма и поддержки металлических контейнеров 22 в заранее заданном положении по отношению к полотну 6 переноса. В одном варианте осуществления блок 8 подачи выполнен с возможностью вращения металлического контейнера 22, в результате чего внешняя поверхность 24 перемещается со скоростью, по существу, равной скорости вращения полотна 6. Таким образом, динамическое воздействие на полотно 6 сводится к минимуму.
В одном варианте осуществления изобретения блок 8А подачи включает в себя оправки 11 для поддержки и/или вращения металлических контейнеров 22. При необходимости, оправки 11 могут быть связаны с секциями 9. В одном варианте осуществления каждая оправка 11 может вращаться вокруг оси по существу параллельно оси вращения блока 8А подачи. В одном варианте осуществления оправка 11 с металлическим контейнером 22 на ней может вращаться таким образом, что заданный участок внешней поверхности металлического контейнера 22 контактирует с полотном 6А. При необходимости, сервопривод или другие механические или электрические средства могут вращать оправки 11. В одном варианте осуществления изобретения сервопривод связан с каждой из оправок. В другом варианте осуществления сервопривод управляется сигналом от системы 12 управления. В ещё одном варианте осуществления крутящий момент двигателя взаимосвязан с оправками 11.
Альтернативно, вращение оправок 11 может быть ответом на механическое усилие. В одном варианте осуществления изобретения вращение оправок блока 8А подачи управляется ремнем или цепью, соединёнными с барабаном 18 полотна. Таким образом, вращение оправок 11 и металлических контейнеров 22 на них может быть синхронизировано с вращением полотен 6А переноса.
При необходимости, оправки 11 перемещают металлические контейнеры 22 в контакте с полотном 6А переноса. В одном варианте осуществления оправка 11 блока 8А подачи расположена, по меньшей мере, частично внутри металлического контейнера 22, поддерживаемого блоком 8А подачи. Таким образом, оправка может поддерживать часть боковой стенки металлического контейнера 22 во время контакта металлического контейнера с полотном 6А переноса. В другом варианте осуществления оправка 11 контактирует с частью внешней поверхности металлического контейнера 22. При необходимости, оправка может поддерживать металлический контейнер 22 путём контакта с закрытой частью торцевой стенки металлического контейнера 22.
После того, как декоративное оформление 7 перенесено на металлический контейнер 22, полотно 6 переноса при необходимости может быть очищено системой очистки 14. Например, в одном варианте осуществления настоящего изобретения система очистки 14 удаляет любые остаточные краску или тонер с наружной поверхности полотна 6 переноса до того, как блок 4 цифровой печати 4 наносит новый декорирующий материал для формирования нового декоративного оформления 7 на полотне 6 переноса. В одном варианте осуществления система 14 очистки контактирует с внешней поверхностью полотна 6 переноса во время очистки. В другом варианте осуществления система 14 очистки очищает полотно 6 переноса без контакта с ним.
В одном варианте осуществления настоящего изобретения блок 8 подачи принимает металлические контейнеры 22 от оборудования 26, расположенного выше по ходу процесса. Металлический контейнер 22 может представлять собой контейнер для напитка, такой как жестяная банка для напитка или бутылка для напитка, контейнер для аэрозоля, жестяная банка для пищевого продукта, или контейнер для любого другого типа продукта. Расположенное выше по ходу процесса оборудование 26 может содержать производственную линию для протяжки и правки, или производственную линию для ударной экструзии. Пример известной производственной линии для протяжки и правки металлического контейнера, в общем, иллюстрируется и описывается в документе «Внутри завода по производству банок для напитков» (“Inside a Ball Beverage Can Plant”), доступном по адресу http://www.ball.com/Ball/media/Ball/Global/Downloads/How_a_Ball_Metal_Beverage_C an_Is_Made.pdf?ext =.pdf (последнее посещение датируется 30 апреля 2016 г.), который полностью включён в настоящий документ посредством ссылки. Способы и устройство формирования металлических контейнеров в производственной линии для ударной экструзии описаны в публикации № 2013/0068352 заявки на патент США и публикации № 2014/0298641 заявки на патент США, каждая из которых включена в настоящий документ посредством ссылки во всей своей полноте.
При необходимости, в другом варианте осуществления изобретения блок 8 подачи принимает торцевую крышку 34 от системы ориентации торцевой крышки. Варианты осуществления изобретения систем ориентации и декорирования торцевой крышки описаны в патенте США № 9259133 и патенте США № 9 340 368, каждый из которых полностью включён в настоящее описание посредством ссылки. Затем блок 8 подачи перемещает торцевые крышки 34 в положение контакта с полотнами 6 переноса декоратора 2.
В одном варианте осуществления настоящего изобретения расположенное выше по ходу процесса оборудование 26 содержит первый принтер или декоратор. Первый декоратор может формировать первое декоративное оформление 23 на части 24 внешней поверхности металлических контейнеров 22. В одном варианте осуществления первое декоративное оформление 23 содержит базовое покрытие. В другом варианте осуществления первое декоративное оформление 23 может содержать один или несколько элементов из числа текста, цифр и изображений.
В одном варианте осуществления изобретения первое декоративное оформление 23 включает в себя окно или пустую часть, сформированную на металлическом контейнере 22. Декораторы 2 настоящего изобретения выполнены с возможностью формировать декоративное оформление 7, которое впоследствии переносится на металлический контейнер таким образом, что декоративное оформление 7 выравнивается с первым декоративным оформлением 23 и окном. Например, первое декоративное оформление 23B может содержать изображение, такое как спортивная футболка, пример которого показан на контейнере 28B. Декоратор 2 может формировать декоративное оформление 7 на полотне 6, которое впоследствии переносится на металлический контейнер 28B. Декоративное оформление может включать в себя (но не ограничивается этим) декоративное оформление 30C, содержащее число «92», которое находится в предварительно заданном выравнивании относительно первого декоративного оформления 23B. Специалист в данной области техники будет принимать во внимание, что первое декоративное оформление 23 и декоративное оформление 30, сформированное декоратором 2, могут иметь любой относительный размер и расположение относительно друг друга.
При необходимости, расположенное выше по ходу процесса оборудование 26 может содержать блок 27 обработки поверхности. Блок 27 обработки поверхности может подготавливать участок 24 внешней поверхности металлического контейнера 22 для получения декоративного оформления 7 от полотна 6 переноса. В одном варианте осуществления изобретения блок 27 для обработки поверхности обрабатывает участок 24 внешней поверхности с помощью одной или нескольких из следующих видов обработки: плазменная обработка, анодирование, нанесение материала основного покрытия и нанесение предварительного покрытия. В одном варианте осуществления изобретения плазменная обработка включает в себя обработку поверхности коронным разрядом или обработку воздушной плазмой, в которой используется низкотемпературная плазма коронного разряда для изменения свойств поверхности металлического контейнера 22. В другом варианте осуществления один или несколько видов обработки покрытия из следующих видов обработки: поверхностной обработки коронным разрядом, пламенная плазменная обработка, химическая плазменная обработка, нанесение гальванического покрытия, нанесение электростатического покрытия, химическое покрытие, анодное окисление, горячее погружение и термическое распыление, могут выполняться для предварительной обработки внешней поверхности 24 металлического контейнера 22. Предварительная обработка обычно улучшает адгезию и сцепление между декоративным оформлением 7, которое наносится декоратором 2, и наружной поверхностью 24 металлического контейнера 22.
Декорированные металлические контейнеры 28 транспортируются из подающего блока 8, например, конвейером 10 к оборудованию 32, расположенному ниже по ходу процесса. Любой подходящий конвейер 10 может использоваться с декоратором 2 настоящего изобретения. В одном варианте осуществления изобретения конвейер 10 содержит ленту.
При необходимости, в одном варианте осуществления настоящего изобретения конвейер 10 транспортирует декорированные металлические контейнеры 28 к блоку 17 закрепления. Блок 17 закрепления может быть таким же или аналогичным блоку 16 закрепления. Соответственно, блок 17 закрепления выполнен с возможностью, по меньшей мере, частично закреплять декорирующий материал, образующий декоративное оформление 30 на внешней поверхности 24 контейнера. Блок 17 закрепления может использовать, по меньшей мере, один из видов обработки из числа тепловой энергии и света с заданной длиной волны для закрепления или затвердевания декорирующего материала. В одном варианте осуществления блок 17 закрепления содержит ультрафиолетовую или светодиодную ультрафиолетовую лампу для закрепления. В другом варианте осуществления блок 17 закрепления выполнен с возможностью закрепления или затвердевания декорирующего материала с использованием тепловой энергии. Блок 17 закрепления может использоваться с блоком 16 закрепления или вместо него. Блок 17 закрепления выполнен с возможностью закреплять один или более компонентов из числа краски и тонера на металлических контейнерах 28.
В одном варианте осуществления изобретения расположенное ниже по ходу процесса оборудование 32 включает в себя один или несколько следующих компонентов: устройство для нанесения покрытия, печь, устройство для нанесения воска, штампованная насадка, испытательный прибор, станция контроля и устройство для пакетирования. Устройство для нанесения покрытий наносит лак (или другой материал, такой как масляный лак) на внутреннюю часть металлического контейнера 28. Печь закрепляет лак. Тонкий слой смазки может быть нанесён устройством для нанесения воска на часть корпуса контейнера, расположенную рядом с открытым торцом металлического контейнера 28. Штампованная насадка уменьшает диаметр части корпуса металлического контейнера и создает загиб на аэрозольных контейнерах. Испытательный прибор проверяет контейнер на наличие непреднамеренно образовавшихся отверстий или утечек. Инспекционная станция может проверить форму или другие особенности металлического контейнера 28. Устройство для пакетирования может укладывать готовые металлические контейнеры 28 для отправки потребителям или для хранения.
Примеры декорированных металлических контейнеров 28A, 28B также проиллюстрированы на фиг. 1. Каждый из металлических контейнеров 28A, 28B включает в себя уникальное декоративное оформление 30A, З0В, 30C на части 24 внешней поверхности. Кроме того, декоративные оформления 30 могут находиться в заданном выравнивании по отношению к первому декоративному оформлению 23, нанесенному расположенным выше по ходу процесса оборудованием 26. Следует принимать во внимание, что декоративное оформление 30 может быть сформировано в любом месте на участке 24 внешней поверхности металлического контейнера 28. Кроме того, декоративные изображения 30 могут включать в себя текст, информацию для идентификации потребителя, информацию о бренде, инструкции по применению или любые другие желаемые декоративные изображения или знаки.
Кроме того, как описано выше, декоратор 2 может использоваться для декорирования торцевой крышки 34, укупорочного средства ROPP (навинчивающаяся крышка с механизмом контроля первого вскрытия) и корончатых крышек 36. Примеры торцевой крышки 34 и корончатой крышки 36 с декоративными оформлениями 30, сформированными декоратором 2 в соответствии с настоящим изобретением, также проиллюстрированы на фиг. 1.
При необходимости, два или более блоков 8 подачи могут быть связаны с декоратором 2А. Более конкретно, и ссылаясь теперь на фиг. 1С, в одном варианте осуществления настоящего изобретения декоратор 2А включает в себя, по меньшей мере, два блока 8А, 8В подачи. Блоки 8А, 8В подачи выравниваются относительно барабана 18 полотна, в результате чего блок 8А подачи подхватывает все остальные декоративные изображения 7, сформированные на полотне 6А переноса. Более конкретно, блок 8А подачи перемещает металлические контейнеры 22 в контакт с каждым другим полотном 6А переноса в первом положении 25А переноса изображения. Второй блок 8В подачи перемещает металлические контейнеры 22 в контакт с чередующимися полотнами 6А переноса во втором положении 25В переноса изображения. Таким образом, декоратор 2А может работать с другой скоростью по сравнению с производственным циклом контейнера.
На фиг. 3 в общем иллюстрируется декоратор 2B другого варианта осуществления настоящего изобретения. Декоратор 2B включает в себя блоки 4 цифровой печати, блоки 16 закрепления и блок 8B подачи, которые являются такими же или похожими на блоки декоратора 2A. Декоратор 2В также включает в себя непрерывное полотно 6В переноса. Блоки 4 цифровой печати могут включать в себя печатающую головку для струйной печати, выполненную с возможностью переноса краски на полотно 6В переноса. При необходимости, по меньшей мере, один из блоков 4 цифровой печати может представлять собой электрофотографическую систему 40, которая в общем проиллюстрирована и описана во взаимосвязи с фиг. 2. Относительные положения и порядок блоков 4 цифровой печати могут быть изменены.
В одном варианте осуществления изобретения полотно 6В переноса имеет ширину 65 (проиллюстрирована на фиг. 5), которая составляет значение равное или превышающее высоту металлического контейнера 22, подлежащего декорированию. При необходимости, ширина 65 полотна переноса может быть больше, чем высота контейнера. В одном варианте осуществления полотно 6В переноса сформировано из тех же или подобных материалов, что и сегменты 6А полотна переноса. Полотно 6В переноса может иметь любую желаемую длину. В одном варианте осуществления полотно 6В переноса имеет длину от приблизительно 5 м до приблизительно 20 м. В другом варианте осуществления длина полотна 6В переноса составляет приблизительно до 50 метров.
Полотно 6В переноса натягивается, чтобы предотвращать случайное или непреднамеренное перемещение. Более конкретно, в одном варианте осуществления изобретения декоратор 2B выполнен с возможностью поддерживать полотно 6В переноса в состоянии растяжения, достаточном для противодействия силам, получаемым от взаимодействия с металлическими контейнерами 22, которые контактируют с полотном 6В переноса для получения декоративного оформления 7.
В одном варианте осуществления изобретения декоратор 2B включает в себя одно или более натяжных устройств 54–62. Натяжные устройства могут избирательно контактировать с полотном 6В переноса. Таким образом, в одном варианте осуществления натяжные устройства 54–62 могут изменять натяжение полотна 6В переноса. В одном варианте осуществления натяжные устройства декоратора 2B включают в себя, по меньшей мере, один компонент из числа внутреннего натяжного ролика 54, натяжного ролика 56 задней стороны, направляющего натяжного механизма 58, вращательного натяжного устройства 60 и прижимного ролика 62 печатной машины. В одном варианте осуществления поверхность направляющего натяжного механизма 58, сконфигурированная для контакта с полотном 6В переноса, имеет форму, которая обычно является дугообразной. Направляющий натяжной механизм 58 может быть любого размера. Также предполагаются другие компоновки и положения натяжных устройств.
В одном варианте осуществления настоящего изобретения декоратор 2B включает в себя один прижимной ролик 62 печатной машины, расположенный рядом с положением 25 переноса изображения. При необходимости, натяжной ролик 56 задней стороны располагается после сервопривода 64. Внутренний натяжной ролик 54 может располагаться непосредственно перед сервоприводом 64. Второй внутренний натяжной ролик 54 может быть расположен после положения 25 переноса изображения. При необходимости, двухрядное натяжное устройство 60А может располагаться после положения 25 переноса изображения. Натяжной механизм 58 также может быть расположен после положения 25 переноса изображения и до первого блока 4 цифровой печати.
При необходимости, одно или несколько из натяжных устройств (таких как внутренний натяжной ролик 54, натяжной ролик 56 задней стороны, направляющий натяжной механизм 58, вращательный натяжной механизм 60 и прижимной ролик 62) могут быть соединены с исполнительными механизмами. Более конкретно, натяжные устройства 54–62 могут быть расположены с возможностью регулирования относительно полотна 6В переноса. Таким образом, одно или несколько натяжных устройств 54–62 могут перемещаться относительно полотна 6В переноса. В другом варианте осуществления изобретения система 12 управления может отправлять сигналы одному или нескольким исполнительным механизмам, связанным с натяжными устройствами 54–62. Сигналы могут приводить к тому, что исполнительные механизмы перемещают соответствующее натяжное устройство 54–62 в определённом направлении. Например, и ссылаясь на фиг. 3А, сигнал от системы 12 управления может привести к тому, что привод, связанный с внутренним натяжным роликом 54, будет нажимать на внутреннюю поверхность полотна 6В переноса. Таким образом, внутренний натяжной ролик 54 может изменять натяжение полотна 6В переноса. Аналогичным образом, и теперь со ссылкой на фиг. 3B, система 12 управления может отправлять сигнал к исполнительному механизму натяжного ролика 56 задней стороны для перемещения в направлении внутрь относительно полотна 6В переноса. Обращаясь теперь к фиг. 3C, направляющий натяжной механизм 58 показан в положении зацепления и в контакте с внешней поверхностью полотна 6В переноса. Более конкретно, направляющий натяжной механизм 58 обычно иллюстрируется в положении, регулируемом с помощью исполнительного механизма. Таким образом, направляющий натяжной механизм 58 может перемещаться относительно полотна 6В переноса в ответ на сигнал, принятый от системы 12 управления. На фиг. 3С также иллюстрируется направляющий натяжной механизм 58 с поверхностью, форма которой в общем является дугообразной в контакте с полотном переноса. Направляющий натяжной механизм может иметь любой заданный размер. Кроме того, радиус кривизны дугообразной поверхности может иметь любой заданный размер. Посредством выборочного размещения натяжных устройств 54–62 вокруг внутренней и наружной поверхностей полотна 6В переноса натяжение полотна 6В переноса может быть отрегулировано таким образом, чтобы оно было практически постоянным. Кроме того, расположение натяжных устройств 54–62 может быть выбрано с возможностью предотвращения или уменьшения вибрации полотна 6В переноса. Кроме того, комбинация натяжных устройств 54–62 может устранять или уменьшать деформацию, или другое непреднамеренное перемещение полотна переноса.
В одном варианте осуществления изобретения одно или несколько натяжных устройств 54, 56, 60, 62 могут приводиться в действие, чтобы обеспечивать вращение полотна 6В переноса. В другом варианте осуществления натяжные устройства 54, 56, 60, 62 могут свободно вращаться.
В одном варианте осуществления изобретения вращающееся натяжное устройство 60 включает в себя два или более роликов 61 в качестве двухроликового вращающегося натяжного устройства 60А, показанного на фиг. 3D. Более конкретно, вращающееся натяжное устройство 60А по одному варианту осуществления настоящего изобретения может включать в себя первый ролик 61А, выполненный с возможностью контакта с первой стороной полотна 6В переноса. Второй ролик 61B может быть выполнен с возможностью контакта со второй стороной полотна 6В переноса. Ролики 61А, 61В соединены между собой рычажным механизмом 63. При необходимости, ролики 61А, 61В могут иметь одинаковый или разные диаметры. В одном варианте осуществления роторное натяжное устройство 60А может использоваться с декоратором 2В в дополнение или вместо роторного натяжного устройства 60.
При необходимости, декоратор 2B включает в себя прижимной ролик 62 печатной машины. В одном варианте осуществления изобретения прижимной ролик 62 печатной машины прикладывает усилие к полотну 6B переноса во время переноса декоративного оформления 7 на металлический контейнер 22. В другом варианте осуществления прижимной ролик 62 печатной машины прикладывает усилие к поверхности полотна 6В переноса, которая по существу противоположна наружной поверхности полотна переноса, контактирующей с металлическим контейнером 22 во время переноса декоративного оформления на металлический контейнер.
В одном варианте осуществления изобретения прижимной ролик 62 печатной машины прикладывает усилие к полотну 6В переноса, которое по существу равно усилию, приложенному к полотну переноса металлическим контейнером 22 во время переноса декоративного оформления 7 на металлический контейнер. Таким образом, прижимной ролик 62 печатной машины устраняет или сводит к минимуму динамическое воздействие на полотно 6В переноса. Уравновешивающее усилие, приложенное к полотну переноса прижимным роликом 62 печатной машины и металлическим контейнером 22, также может минимизировать износ полотна переноса. Соответственно, декоратор 2 может работать в течение более длительного периода времени без обслуживания по сравнению с аналогичным декоратором, который не уравновешивает усилие, полученное от металлического контейнера.
В одном варианте осуществления изобретения декоратор 2 может включать в себя множество прижимных роликов 62А, 62В, 62С печатной машины. Прижимные ролики 62 печатной машины могут быть ориентированы таким образом, чтобы изменять натяжение полотна 6В переноса вблизи блока подачи 8. Например, декоратор 2B может включать в себя два или более прижимных ролика 62, в результате чего натяжение полотна 6В переноса в положении переноса 25, находящегося поблизости от подающего блока 8B, отличается от натяжения других частей полотна 6В переноса. Изоляция натяжения полотна переноса в непосредственной близости от контакта между полотном переноса и металлическим контейнером может минимизировать или исключать случайное и непреднамеренное перемещение полотна 6В переноса во время контакта полотна 6В переноса с металлическим контейнером 22 при получении декоративного оформления. Соответственно, усилие, полученное от металлического контейнера 22, не приводит к непреднамеренному перемещению полотна 6В переноса, когда блоки 4 цифровой печати переносят декорирующий материал на полотно 6В переноса. Таким образом, качество декоративного оформления улучшается.
В одном варианте осуществления изобретения декоратор 2B включает в себя первый прижимной ролик 62A печатной машины выше по ходу процесса от положения 25, в котором декорирующий материал 7 перемещается из полотна 6В переноса на металлический контейнер 22. При необходимости, второй прижимной ролик 62B печатной машины может быть расположен по существу, в положении 25 переноса. В одном варианте осуществления третий прижимной ролик 62С печатной машины может быть расположен ниже по ходу процесса от положения 25 переноса.
В одном варианте осуществления изобретения декоратор 2B включает в себя, по меньшей мере, один сервопривод 64, выполненный с возможностью вращения полотна 6В переноса с заданной скоростью. Сервопривод 64 сконфигурирован таким образом, чтобы прикладывать усилие к полотну 6В переноса, в результате чего полотно 6В переноса вращается с заданной скоростью. В одном варианте осуществления настоящего изобретения сервопривод 64 выполнен с возможностью вытягивания полотна 6В переноса. Дополнительно или в качестве альтернативы, сервопривод 64 может быть выполнен с возможностью толкания полотна 6В переноса. При необходимости, первый сервопривод 64 может быть выполнен с возможностью толкать полотно 6В переноса, а второй сервопривод 64 может быть выполнен с возможностью вытягивать полотно 6В переноса.
Сервопривод 64 может вращать полотно 6В переноса по существу непрерывно. При необходимости, сервопривод 64 может изменять скорость вращения полотна 6В переноса. Например, в одном варианте осуществления настоящего изобретения сервопривод 64 уменьшает скорость вращения. Пониженная скорость вращения может быть связана с одной или несколькими операциями декоратора 2В. Более конкретно, в одном варианте осуществления сервопривод 64 уменьшает скорость вращения во время закрепления декоративного оформления 7 одним или несколькими закрепляющими блоками 16. В другом варианте осуществления скорость вращения полотна 6В переноса увеличивается с помощью сервопривода 64 во время других операций декоратором 2В. Соответственно, в другом варианте осуществления сервопривод 64 увеличивает скорость вращения в течение одного или более переносов декорирующего материала на полотно 6В переноса с помощью блока 4 цифровой печати и переноса декоративного оформления 7 на металлический контейнер 22.
В другом варианте осуществления изобретения сервопривод 64 вращает полотно 6В переноса с перерывами. Более конкретно, сервопривод 64 может периодически запускать и останавливать вращение полотна 6В переноса. Таким образом, полотно 6В переноса может периодически останавливаться во время формирования декоративного оформления 7 с помощью блоков 4 цифровой печати, во время закрепления отделочного материала с помощью блоков 16 закрепления и/или во время переноса декоративного оформления 7 на металлический контейнер 22. Таким образом, полотно 6В переноса может находиться в фиксированной ориентации относительно металлического контейнера 22 во время переноса декоративного оформления 7 на металлический контейнер 22.
В одном варианте осуществления изобретения сервопривод 64 является сервоприводом с балансировкой нагрузки. Сервопривод 64 с балансировкой нагрузки может регулировать усилие, прикладываемое к полотну 6В переноса, для поддержания по существу постоянной скорости вращения полотна 6В переноса. Более конкретно, сервопривод 64 с балансировкой нагрузки может прикладывать большее или меньшее усилие для поддержания по существу постоянной скорости вращения полотна. В одном варианте осуществления сервопривод 64 с балансировкой нагрузки выполнен с возможностью регулировки усилия, прикладываемого к полотну 6В переноса, в результате чего натяжение в полотне 6B по существу является постоянным. Таким образом, сервопривод 64 с балансировкой нагрузки может поддерживать постоянное натяжение в полотне 6В переноса в одном или нескольких положениях. В одном варианте осуществления сервопривод 64 с балансировкой нагрузки может регулировать усилие, прикладываемое к полотну 6В переноса, в результате чего натяжение является по существу постоянным в одной или нескольких положений 25 переноса декоративного оформления и областей печати рядом с одним или несколькими блоками 4А–4D цифровой печати. Поддерживая, по существу, постоянное натяжение полотна, сервопривод 64 с балансировкой нагрузки уменьшает «шум» или вибрации в полотне 6В переноса. Это улучшает качество декоративного оформления, сформированного модулями 4 цифровой печати, а также уменьшает искажения или другие ошибки, возникающие во время переноса декоративного оформления на металлический контейнер 22 в положении 25 переноса.
В другом варианте осуществления изобретения сервопривод 64 выполнен с возможностью регулировки скорости вращения полотна 6В переноса, чтобы она по существу соответствовала скорости вращения цилиндрической внешней поверхности 24 металлического контейнера 22 во время переноса декоративного оформления 7 на металлический контейнер. В одном варианте осуществления система 12 управления выполнена с возможностью изменять частоту вращения сервопривода 64, чтобы регулировать частоту вращения полотна 6В переноса. Более конкретно, система 12 управления может отправлять сигнал на сервопривод 64, чтобы устанавливать скорость, с которой вращается полотно 6В переноса.
В одном варианте осуществления изобретения подающий блок 8B выполнен с возможностью вращения металлического контейнера 22 таким образом, что внешняя поверхность 24 перемещается со скоростью, по существу, равной скорости вращения полотна 6В переноса. В одном варианте осуществления скорость на поверхности вращающегося контейнера 22, по существу, равна скорости вращения прижимного ролика 62 печатной машины. Таким образом, динамическое воздействие на полотно 6В переноса сводится к минимуму. При необходимости, блок 8B подачи может включать в себя оправки 11 для поддержки металлических контейнеров 22, аналогичные оправкам блока 8A подачи. Оправки 11 могут вращать металлические контейнеры 22, соприкасающиеся с полотном 6В переноса в точке 25 переноса. В одном варианте осуществления оправки 11 вращаются со скоростью, по существу, равной скорости вращения полотна 6В переноса. В другом варианте осуществления система 12 управления может отправлять сигналы на оправки 22 для управления вращением оправок. В одном варианте осуществления изобретения сервопривод или другое электрическое, или механическое средство выполнено с возможностью вращения оправок 11. При необходимости, оправки 11 являются такими же или похожими на оправки декоратора 2А. Соответственно, оправки 11 могут вращаться в ответ на усилие, получаемое от ремня или цепи, соединённых с приводным блоком 64.
Блок 8B подачи может быть расположен в другом положении относительно полотна 6B переноса. Например, в одном варианте осуществления изобретения блок 8B подачи располагается таким образом, что металлические контейнеры 22 могут перемещаться в блок 8B подачи под действием силы тяжести. Соответственно, в одном варианте осуществления блок 8B подачи позиционируется вблизи одного из устройств из числа вращающегося натяжного устройства 60 и сервопривода 64. При необходимости, в другом варианте осуществления изобретения блок 8B подачи располагается вблизи блока 16D закрепления.
В одном варианте осуществления настоящего изобретения передаточное полотно 6В может перемещаться со скоростью от около 150 до около 250 метров в минуту. Когда передаточное полотно 6В вращается со скоростью примерно 200 метров в минуту, декоратор 2В может декорировать от примерно 700 до примерно 900 металлических контейнеров в минуту. В другом варианте осуществления изобретения при скорости вращения около 200 метров в минуту декоративное оформление наносится на контейнеры со скоростью от около 725 до около 775 металлических контейнеров в минуту.
Как показано на фиг. 3E, декоратор 2B может, при необходимости, включать в себя два блока 8 подачи. Блоки 8 подачи могут быть расположены относительно полотна 6В переноса таким образом, что существует два положения 25A, 25B переноса изображения. Более конкретно, первый блок 8А подачи может быть расположен выше по ходу процесса от второго блока 8В подачи относительно полотна 6В переноса. Таким образом, первый и второй блоки 8 подачи могут последовательно декорировать металлические контейнеры 22 из одной или нескольких производственных линий. В одном варианте осуществления изобретения первый блок 8А подачи перемещает металлические контейнеры 22 в положение контакта с чередующимся декоративным оформлением 7 на полотне 6В переноса.
Например, декоративное оформление 7А переносится в металлический контейнер 22, расположенный на оправке 11 блока 8А подачи. Тем не менее, варианты декоративного оформления 7B, 7D перемещаются мимо блока 8A подачи и переносятся на металлические контейнеры 22, которые перемещаются в контакте с полотном 6В переноса с помощью второго блока 8B подачи. При необходимости, блок 8А подачи может вращаться в первом направлении, а блок 8В подачи может вращаться во втором противоположном направлении.
На фиг. 4 проиллюстрирован другой вариант осуществления декоратора 2С по настоящему изобретению. Декоратор 2C аналогичен декоратору 2B и включает в себя одно полотно 6С переноса, которое является непрерывным, а также блок 4 цифровой печати и блок 8 подачи.
Полотно 6С переноса может быть таким же, или аналогичным, полотну 6В переноса декоратора 2В. В частности, полотно 6С переноса имеет другую траекторию перемещения по сравнению с полотном 6В переноса. Более конкретно, полотно 6С переноса следует по нерегулярной траектории вокруг множества натяжных устройств 54–62 и сервоприводов 64 относительно блоков 4 цифровой печати и закрепляющих блоков 16.
В одном варианте осуществления изобретения блок 8С подачи включает в себя множество оправок 11, чтобы позиционировать металлические контейнеры 22 в контакте с полотном 6 переноса. Оправки 11 могут вращаться в одном или нескольких направлениях. В одном варианте осуществления сервопривод взаимодействует с оправками 11. В одном варианте осуществления изобретения сервопривод взаимодействует с каждой из оправок. Сервопривод может выборочно вращать соответствующую оправку. В другом варианте осуществления сервопривод управляется сигналом от системы 12 управления. Более конкретно, система 12 управления может отправлять сигнал на сервопривод, чтобы вращать оправку 11 в определённом направлении с определённой скоростью. При необходимости, в другом варианте осуществления механическое или электрическое средство выполнено с возможностью вращения оправок 11. В другом варианте осуществления крутящий момент двигателя взаимосвязан с оправками 11. Примеры оправок, которые могут использоваться с подающим блоком 8B настоящего изобретения, описываются в патенте США № 8596624 и патенте США № 8708271, каждый из которых включён в настоящее описание посредством ссылки во всей своей полноте.
В одном варианте осуществления изобретения декоратор 2C включает в себя одно или несколько натяжных устройств 54–62, аналогичных устройствам декоратора 2B. Натяжные устройства могут быть расположены в различных положениях относительно полотна 6С переноса. В одном варианте осуществления декоратор 2C включает в себя, по меньшей мере, один компонент из числа: внутреннего натяжного ролика 54, натяжного ролика 56 задней стороны, направляющего натяжного устройства 58, вращательного натяжного устройства 60 и прижимного ролика 62 печатной машины. При необходимости, порядок, расположение и количество натяжных устройств 54–62 могут быть изменены. Например, в одном варианте осуществления декоратор 2C может включать в себя один прижимной ролик 62 печатной машины. В другом варианте осуществления декоратор 2C включает в себя три прижимных ролика 62 печатной машины. При необходимости, первый прижимной ролик 62А печатной машины может быть расположен выше по ходу процесса от положения 25 переноса декоративного оформления. В другом варианте осуществления изобретения прижимной ролик 62В печатной машины позиционируется вблизи положения 25 переноса. Кроме того, необязательно используемый прижимной ролик 62С печатной машины может позиционироваться ниже по ходу процесса от положения 25 переноса. Кроме того, натяжные устройства 54, 56, 60 и 62 могут свободно вращаться.
Дополнительно или в качестве альтернативы, по меньшей мере, одно из натяжных устройств 54, 56, 60 и 62 может быть связано с сервоприводом, чтобы обеспечивать вращательное усилие для полотна 6С переноса. В одном варианте осуществления изобретения одно или несколько натяжных устройств 54–62 расположены с возможностью перемещения относительно полотна 6С переноса. Соответственно, натяжные устройства 54–62 могут входить в контакт и выходить из контакта с полотном 6C переноса. В одном варианте осуществления система 12 управления может отправлять сигнал на исполнительный механизм, связанный с натяжным устройством 54 - 62, чтобы изменять положение натяжного устройства. Таким образом, система 12 управления может регулировать натяжение полотна 6С переноса.
Декоратор 2С также может включать в себя, по меньшей мере, один сервопривод 64. Сервопривод 64 может быть таким же или аналогичным сервоприводу 64 декоратора 2В. Соответственно, сервопривод 64 может вращаться по существу непрерывно. В другом варианте осуществления изобретения сервопривод 64 вращается периодически, в результате чего состояние полотна 6С переноса чередуется между периодами перемещения и стационарными периодами. В одном варианте осуществления сервопривод 64 управляется системой 12 управления. Более конкретно, система 12 управления может отправлять сигналы на сервопривод 64 для изменения скорости вращения сервопривода, чтобы начинать вращение сервопривода и останавливать его.
Как показано на фиг. 5, в одном варианте осуществления изобретения полотно 6 переноса может содержать, по меньшей мере, два сегмента 66. Более конкретно, в одном варианте осуществления полотно 6C переноса содержит множество сегментов 66A–66D. В одном варианте осуществления изобретения каждый сегмент 66 обычно является параллельным одному или нескольким соседним сегментам. При необходимости, каждый сегмент 66 может иметь по существу одинаковый размер и форму. В другом варианте осуществления сегменты 66 сформированы из одинаковых материалов. В ещё одном варианте осуществления, по меньшей мере, один сегмент 66A содержит материал, отличающийся от материала сегментов 66B–66D. При необходимости, сегмент 66B может быть соединён, по меньшей мере, с соседним сегментом 66A, 66C вдоль продольного края 67. В другом варианте осуществления сегменты 66 связаны между собой вдоль продольных краев 67, по меньшей мере, близко к положению переноса 25, когда декорирующий материал переносится на металлический контейнер 22. Полотно 6C переноса имеет ширину 65. В одном варианте осуществления ширина 65 может быть, по меньшей мере, равна высоте металлического контейнера 22, подлежащего декорированию. В одном варианте осуществления ширина 65 больше высоты контейнера.
В одном варианте осуществления изобретения сегменты 66 не взаимосвязаны. Соответственно, в одном варианте осуществления натяжение сегментов 66 может регулироваться индивидуально. Например, в одном варианте осуществления изобретения одно или несколько натяжных устройств 54–62 могут выборочно регулировать натяжение одного или нескольких сегментов 66.
В другом варианте осуществления изобретения, по меньшей мере, один сервопривод 64 взаимосвязан с каждым сегментом 66. Таким образом, скорость вращения каждого сегмента 66 может быть выборочно отрегулирована относительно других сегментов. Кроме того, один сегмент 66 может остановиться, в то время как другие сегменты продолжают вращаться. Хотя на фиг. 5 проиллюстрированы только четыре сегмента 66A–66D, специалист в данной области примет во внимание, что полотно 6C переноса может включать в себя любое количество сегментов 66.
В другом варианте осуществления изобретения, по меньшей мере, один сегмент 66A может следовать по другому пути через декоратор 2C по сравнению с одним или несколькими сегментами 66B–66D. Таким образом, по меньшей мере, один сегмент 66 может обходить один или несколько блоков 4 цифровой печати. При необходимости, по меньшей мере, один сегмент 66 может иметь длину, отличающуюся от длины другого сегмента 66. В качестве альтернативы, по меньшей мере, один сегмент 66 может принимать декорирующий материал из блока 4 цифровой печати, который не переносит декорирующий материал к одному или нескольким другим сегментам 66.
Сегменты 66 полотна 6С переноса обеспечивают множество преимуществ. В одном варианте осуществления изобретения большее количество металлических контейнеров 22 может быть декорировано с помощью переводного полотна 6, включающего в себя сегменты 66. Более конкретно, скорость вращения полотна 6 переноса, как правило, ограничивается скоростью, с которой блоки 4 цифровой печати могут переносить декорирующий материал на полотно переноса. Параллельные сегменты 66 полотна умножают выходную мощность одного и того же базового блока обработки металлического контейнера, такого как блок 8 подачи. Кроме того, сегменты 66 полотна обеспечивают избыточность. Это обеспечивает стабильный вывод декорированных металлических контейнеров из декоратора. Более конкретно, в одном варианте осуществления изобретения каждый сегмент 66 может работать независимо. Соответственно, если один сегмент 66 останавливается, другие сегменты могут продолжать вращаться относительно блоков цифровой печати. Кроме того, отдельные сегменты 66 полотна могут изолировать полотно от шума, создаваемого во время переноса изображения на металлические контейнеры. Более конкретно, если каждый сегмент 66 полотна связан с отдельным модулем 8 подачи, таким как описываемый со ссылкой на фиг. 5A, вибрация и шум в полотне 6С переноса, создаваемые во время переноса изображения, будут уменьшены. Шум в полотне 6С переноса может быть дополнительно уменьшен путём переноса декорирующего материала из первого сегмента 66A на металлический контейнер в другой момент времени, по сравнению с моментом времени, когда варианты декоративного оформления во втором сегменте 66B, переносятся на другой металлический контейнер. Использование отдельных сегментов 66 полотна также может приводить к использованию различных рабочих температур для сегментов. Это может дополнительно уменьшить износ и истирание полотна 6С переноса.
В другом варианте осуществления изобретения блок 8 подачи декоратора 2 может быть связан с каждым сегментом 66 полотна 6 переноса. Более конкретно, и теперь со ссылкой на фиг. 5А, в общем проиллюстрировано частичное поперечное сечение декоратора 2D из ещё одного варианта осуществления настоящего изобретения. Декоратор 2D аналогичен декораторам 2B, 2C и обычно включает в себя блоки 4 цифровой печати, систему 14 очистки, блоки 16, 17 закрепления, устройства 54–60 натяжения и сервопривод 64, которые не проиллюстрированы на фигуре для ясности изложения. В частности, декоратор 2D включает в себя полотно 6D непрерывного переноса, содержащее два сегмента 66A, 66B, которые выровнены относительно двух блоков 8 подачи в положениях 25A, 25B переноса изображения. Прижимной ролик 62 печатной машины позиционируется таким образом, чтобы поддерживать полотно 6D переноса во время контакта с металлическими контейнерами. При необходимости, два отдельных прижимных ролика 62A, 62B могут быть связаны с каждым сегментом 66 полотна. Таким образом, блоки 4 цифровой печати могут переносить декорирующий материал, такой как краска или тонер, на полотно 6D переноса, формируя изображения 7. Первый сегмент 66A полотна 6D переноса может затем переносить изображение 7A на первый металлический контейнер 22A. Второй сегмент 66B аналогичным образом может переносить второе изображение 7B на второй металлический контейнер 22B. При необходимости, сегменты 66A, 66B могут вращаться, проходя через декоратор 2D с той же скоростью или с другой скоростью. В одном варианте осуществления изобретения декоратор 2D может декорировать от примерно 1400 до 1600 контейнеров в минуту, когда полотно 6D переноса вращается со скоростью приблизительно 200 метров в минуту.
Кроме того, в одном варианте осуществления изобретения первый металлический контейнер 22А может быть связан с первой производственной линией, а второй металлический контейнер 22В может быть связан со второй производственной линией. Более конкретно, первый металлический контейнер 22А может иметь другие размер, форму или материал по сравнению со вторым металлическим контейнером 22В. Соответственно, в одном варианте осуществления настоящего изобретения декоратор 2 по настоящему изобретению может быть интегрирован в две разные линии по производству контейнеров.
Фиг. 5A также иллюстрирует оправку 11A одного варианта осуществления настоящего изобретения. При необходимости, оправка 11А может перемещаться относительно полотна 6D переноса. Более конкретно, в одном варианте осуществления оправка 11А соединяется с возможностью перемещения с блоком 8 подачи. При необходимости, исполнительный механизм может быть связан с оправкой 11А. Таким образом, оправка может избирательно перемещать металлический контейнер 22 на ней, а также вводить его в контакт с полотном переноса и выводить из контакта с полотном.
Хотя полотно 6D иллюстрируется с двумя сегментами 66, выровненными с двумя блоками 8 подачи, любое количество сегментов 66 и блоков 8 подачи может использоваться с декоратором 2 настоящего изобретения. Более конкретно, в другом варианте осуществления полотно 6С, показанное на фиг.5, может быть связано с четырьмя блоками 8 подачи. В одном варианте осуществления изобретения декоратор 2, включающий в себя четыре блока 8 подачи, связанные с четырьмя сегментами 66 полотна 6 переноса, может декорировать в диапазоне от около 1850 до около 2100 контейнеров в минуту, когда полотно 6 переноса вращается со скоростью приблизительно 200 метров в минуту.
На фиг. 6 в общем проиллюстрирована система 12 управления одного варианта осуществления настоящего изобретения. Система 12 управления в общем иллюстрируется аппаратными элементами, которые могут быть электрически связаны через шину 68. Аппаратные элементы могут включать в себя один или несколько центральных процессоров (ЦП, CPU) 70; одно или несколько устройств 72 ввода (например, координатный манипулятор типа «мышь», клавиатура и т.д.); и одно или несколько устройств 74 вывода (например, устройство отображения, принтер и т.д.). Система 12 управления также может включать в себя одно или несколько запоминающих устройств 76. В одном варианте осуществления изобретения запоминающее устройство (устройства) 76 могут быть дисководами, оптическими запоминающими устройствами, твердотельным запоминающим устройством, таким как оперативное ЗУ («ОЗУ», “RAM”) и/или постоянное запоминающее устройство («ПЗУ», “ROM”), которое может быть программируемым, флеш-обновляемым и/или подобным устройством.
Система 12 управления может дополнительно включать в себя одно или несколько из следующих устройств: считываемые компьютером устройства 78 чтения носителей данных; систему связи 80 (например, модем, сетевую карту (беспроводную или проводную); инфракрасное устройство связи и т.д.); и рабочую память 82, которая может включать в себя устройства RAM и ROM, как описано выше. В некоторых вариантах осуществления изобретения система 12 управления также может включать в себя блок 84 ускорения обработки, который может включать в себя DSP (процессор цифровой обработки сигналов), процессор специального назначения и/или тому подобное. При необходимости, система 12 управления также включает в себя базу 86 данных. База данных может включать в себя информацию, относящуюся к вариантам декоративного оформления 23, применяемым к металлическим контейнерам 22 оборудованием 26, расположенном выше по ходу процесса. Дополнительно или в качестве альтернативы, база 86 данных может включать в себя информацию, описывающую варианты декоративного оформления 7, которые должны формироваться декоратором 2 настоящего изобретения.
Считываемое компьютером устройство 78 чтения носителей данных дополнительно может быть подключено к машиночитаемому носителю данных вместе (и, при необходимости, в сочетании с запоминающим устройством (устройствами) 76), полностью представляющими удалённые, локальные, фиксированные и/или съёмные запоминающие устройства плюс носители для временного и/или более постоянного хранения машиночитаемой информации. Система 80 связи может разрешать обмен данными с сетью 88 и/или любой другой системой обработки данных. При необходимости, система 12 управления может осуществлять доступ к данным, хранящимся в удалённом запоминающем устройстве, таком как база 90 данных, путём подключения к сети 88. В одном варианте осуществления изобретения сеть 88 может представлять собой Интернет.
Система 12 управления также может содержать элементы программного обеспечения, показанные как находящиеся в настоящее время в рабочей памяти 82. Элементы программного обеспечения могут включать в себя операционную систему 92 и/или другой код 94, такой как программный код, реализующий один или несколько способов, и аспекты настоящего изобретения. В одном варианте осуществления изобретения инструкции для отправки сигналов в блок 4 цифровой печати для формирования декоративного оформления 7 хранятся в рабочей памяти 82. В другом варианте осуществления рабочая память 82 включает в себя инструкции, относящиеся к сигналам, которые должны быть отправлены в элемент 46 экспонирования для формирования декоративного оформления 7 на проводнике 42. При необходимости, рабочая память 82 может включать в себя инструкции, относящиеся к аспектам одного или нескольких компонентов из числа декоратора 2, блока 4 цифровой печати, блока 8 подачи, оправок 11, системы 14 очистки, блока 16, 17 закрепления, барабана 18 полотна, расположенного выше по ходу процесса оборудования 26, блока 27 обработки поверхности, расположенного ниже по ходу процесса оборудования 32, электрофотографической системы 40, исполнительного механизма, связанного с натяжными устройствами 54 - 62 декораторов 2B, 2C, сервопривода 64 и прижимного ролика 62 печатной машины. Соответственно, в одном варианте осуществления изобретения система 12 управления может посылать сигналы к одному или нескольким компонентам из числа блоков 4 цифровой печати, блока 8 подачи, оправки 11, блокам 16, 17 закрепления, барабану 18 полотна, и сервоприводу 64 для синхронизации работы декоратора 2. Таким образом, система 12 управления может отправлять сигналы на блок 4 цифровой печати, чтобы сформировать декоративное оформление 7 на полотне 6 переноса, в результате чего декоративное оформление 7 регистрируется с металлическими контейнерами 22 на блоке 8 подачи.
Специалист в данной области техники примет во внимание, что альтернативные варианты осуществления изобретения системы 12 управления могут иметь многочисленные отличия от описанных выше. Например, может также использоваться изготовленное по требованиям заказчика аппаратное обеспечение, и/или конкретные элементы могут быть реализованы в аппаратном обеспечении, программном обеспечении (включая портативное программное обеспечение, такое как прикладные минипрограммы) или в них обоих. Кроме того, может использоваться соединение с другими вычислительными устройствами, такими как сетевые устройства ввода/вывода.
Система управления 12 может обмениваться данными с одним или несколькими декораторами 2, блоками 4 цифровой печати, блоками 8 подачи, конвейером 10, системой 14 очистки, дополнительными блоками 16, 17 закрепления, барабаном 18 полотна, натяжными устройствами 54 - 62 и сервоприводом 64. Система 12 управления может отправлять сигналы на блоки 4 цифровой печати, чтобы отрегулировать местоположение декоративного оформления 7, сформированного на полотне 6 переноса. Также, в одном варианте осуществления, система 12 управления выполнена с возможностью обеспечивать уникальные сигналы для каждого из блоков 4 цифровой печати, чтобы формировать уникальное декоративное оформление 7 для каждого полотна 6 переноса. Соответственно, система 12 управления может отправлять уникальный дизайн для каждого декоративного оформления 7 к блокам 4 цифровой печати.
Подходящие системы 12 управления известны специалистам в данной области техники. В одном варианте осуществления изобретения система 12 управления представляет собой персональный компьютер, такой как, но не ограничиваясь этим, персональный компьютер, работающий под управлением операционной системы MS Windows. При необходимости, система 12 управления может представлять собой планшетный компьютер, портативный компьютер и аналогичные вычислительные устройства. В одном варианте осуществления система 12 управления представляет собой систему обработки данных, которая включает в себя одно или несколько устройств, но не ограничиваясь этим: по меньшей мере одно устройство ввода (например, клавиатуру, координатный манипулятор типа «мышь», или сенсорный экран); устройство вывода (например, дисплей); графическую карту; устройство для коммуникации (например, карту Ethernet или устройство беспроводной связи); постоянную память (например, жёсткий диск); временную память (например, оперативную память); и процессор. Система 12 управления может быть любым программируемым логическим контроллером (ПЛК). Одним примером подходящего ПЛК является PLC Controllogix, производимый компанией Rockwell Automation, Inc., хотя и другие ПЛК предполагаются для использования с вариантами осуществления настоящего изобретения.
Описание настоящего изобретения было представлено в целях иллюстрации и описания, но оно не предназначено для того, чтобы быть исчерпывающим или ограничивающим изобретение раскрытой в этом описании формой. Многие модификации и варианты будут очевидны для специалистов в данной области техники. Варианты осуществления, описанные и показанные на чертежах, были выбраны и описаны для того, чтобы наилучшим образом объяснить принципы изобретения, практическое применение и дать возможность специалистам в данной области техники понять изобретение.
Хотя различные варианты осуществления настоящего изобретения были описаны подробно, для специалистов в данной области техники будет очевидно, что могут быть реализованы модификации и изменения этих вариантов осуществления. Кроме того, ссылки, сделанные в настоящем документе на «настоящее изобретение» или его аспекты, следует рассматривать как означающие определённые варианты осуществления настоящего изобретения, и не обязательно должны истолковываться как ограничивающие все варианты его осуществления конкретным описанием. Следует чётко понимать, что такие модификации и изменения находятся в пределах объёма и сущности настоящего изобретения, как изложено в последующей формуле изобретения.
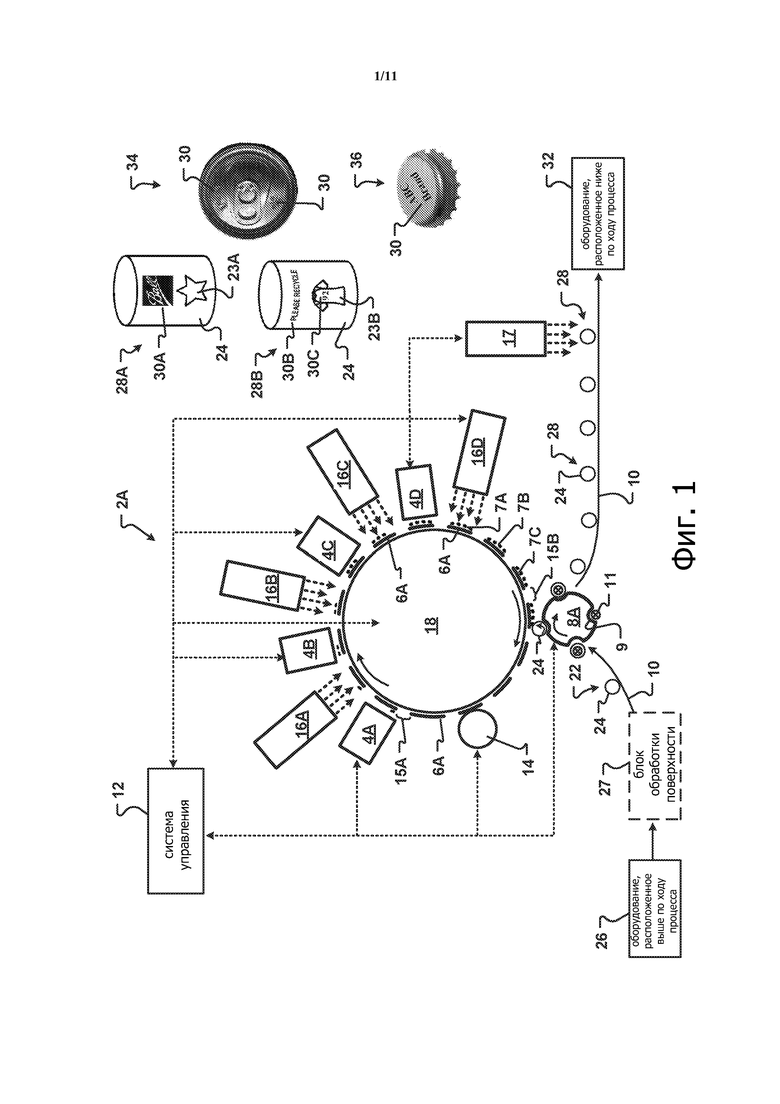
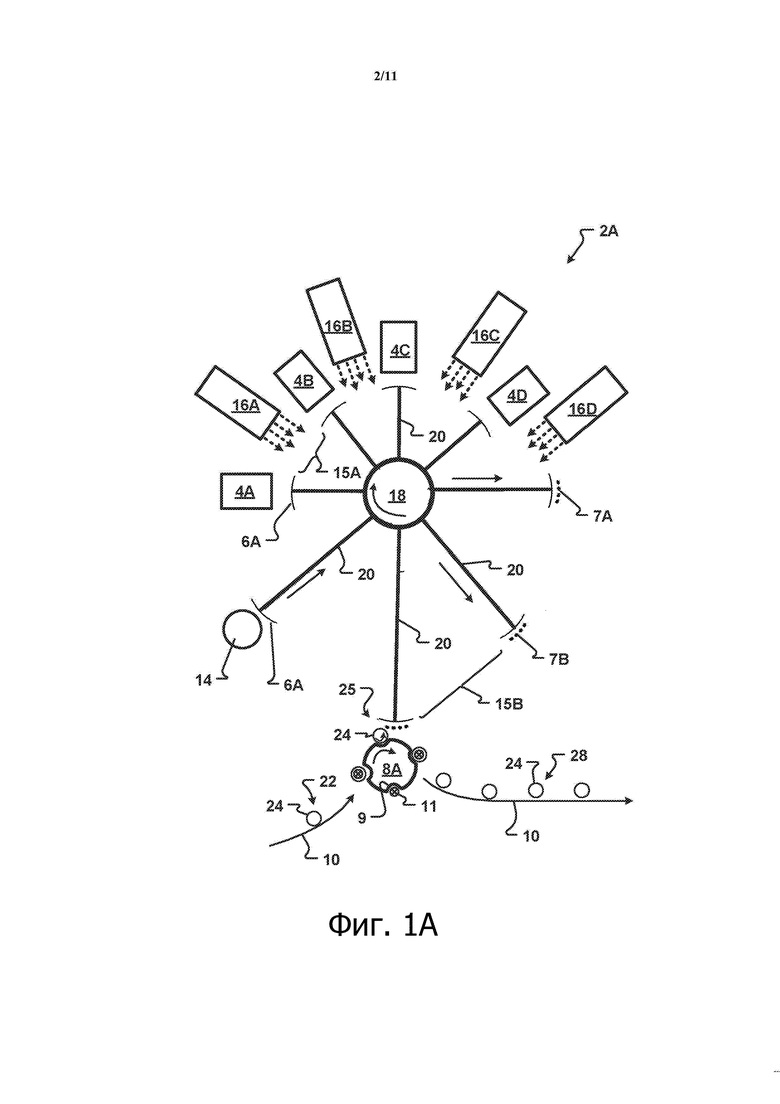
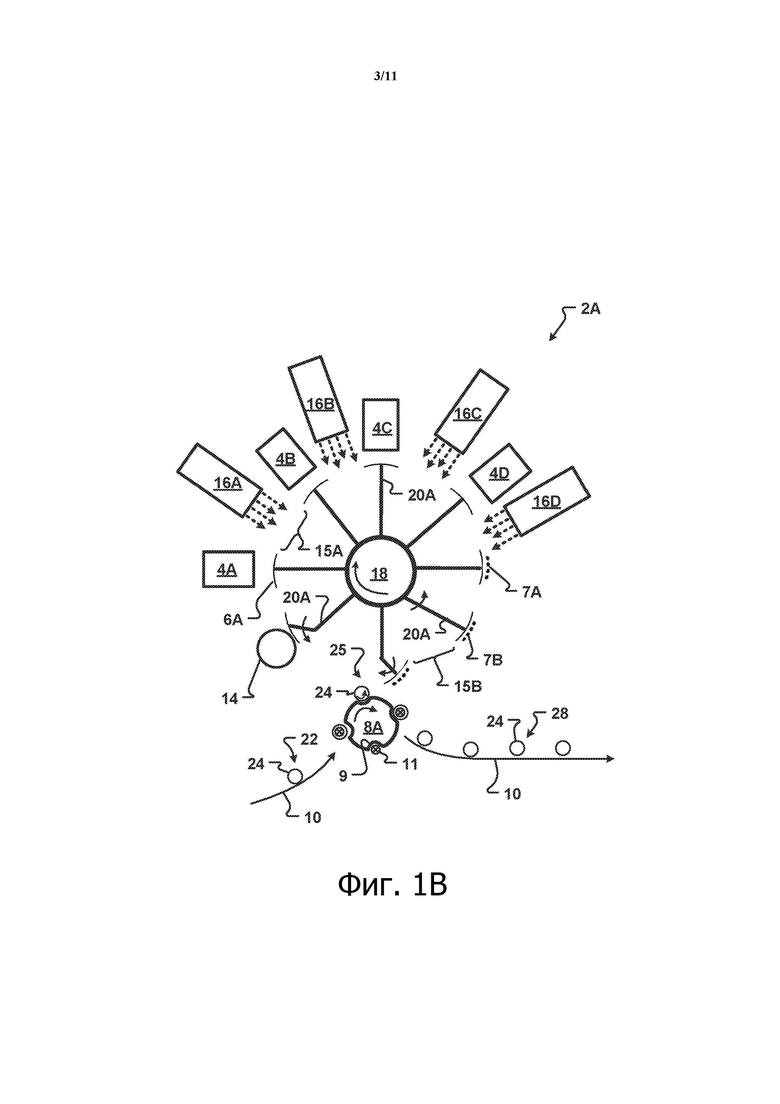
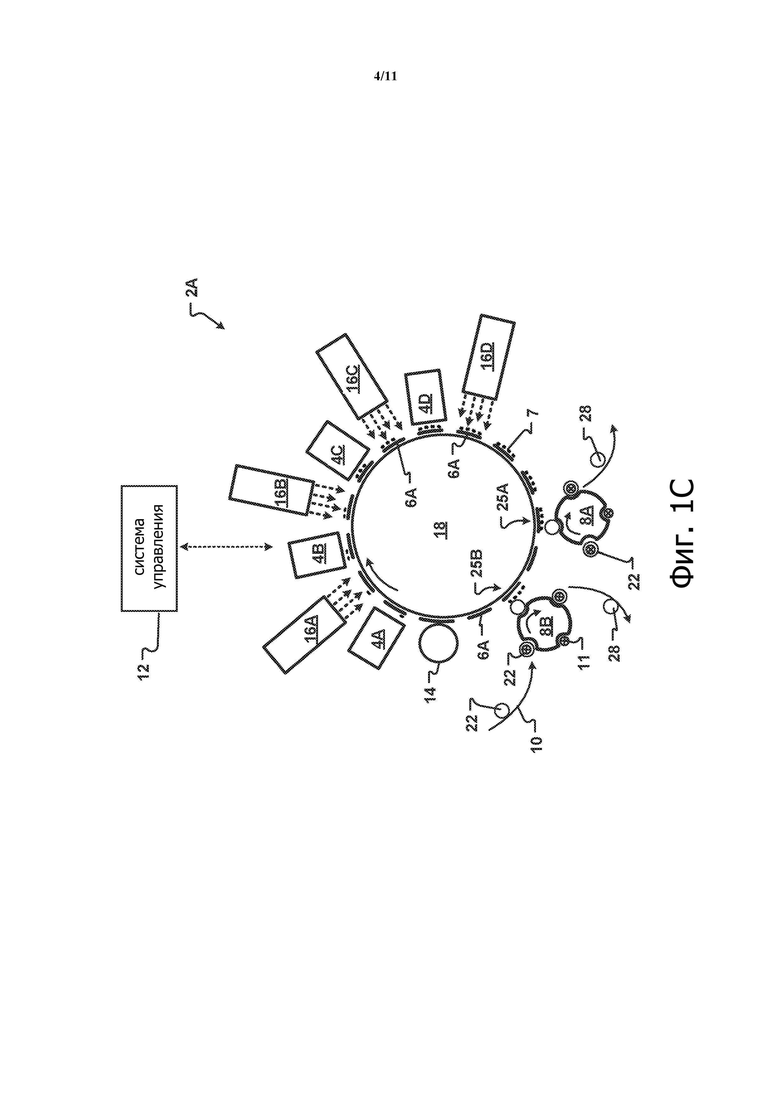
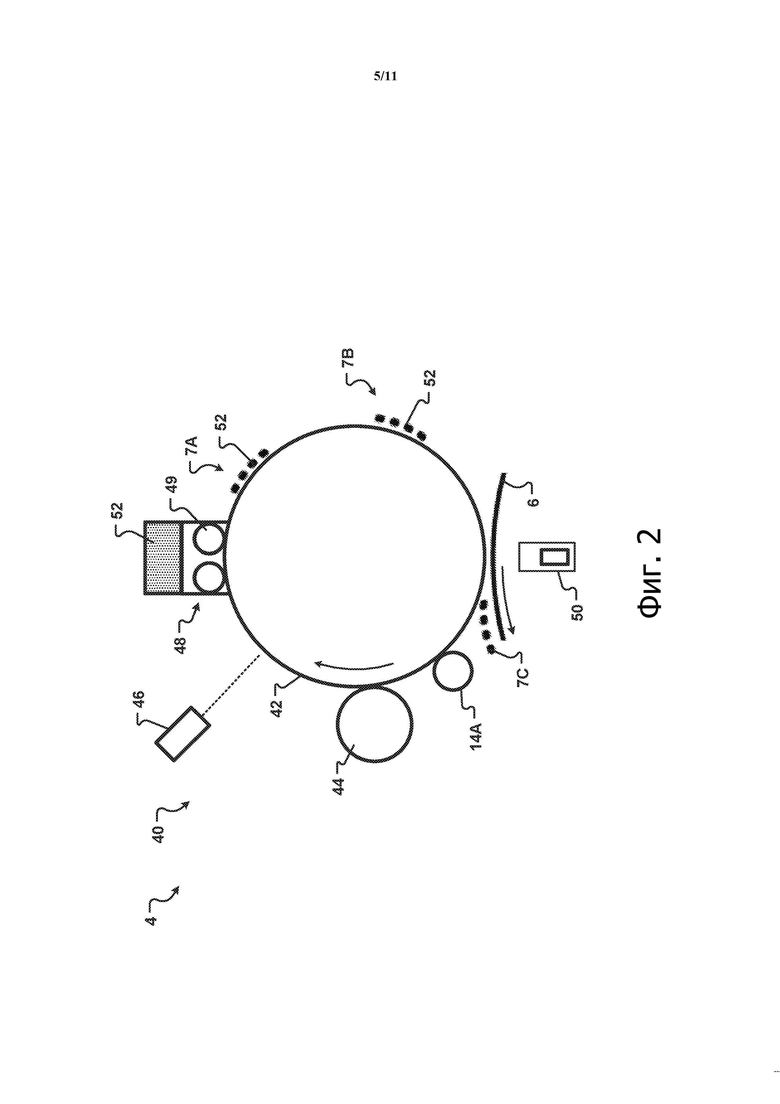
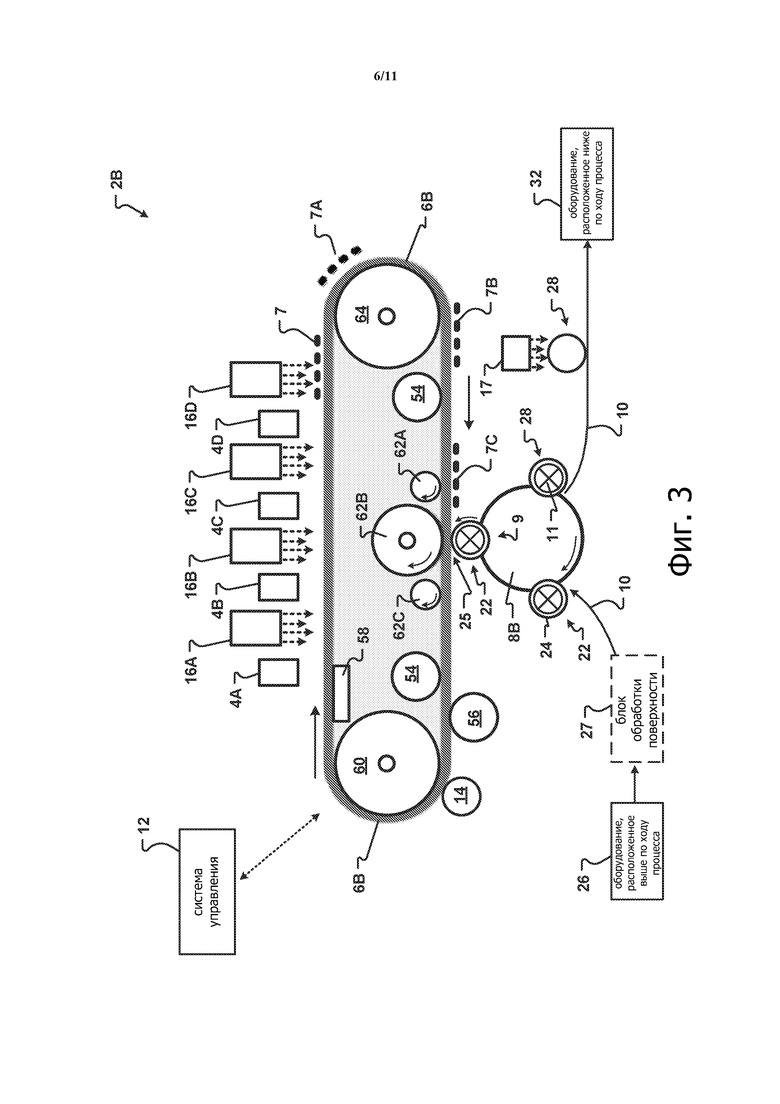
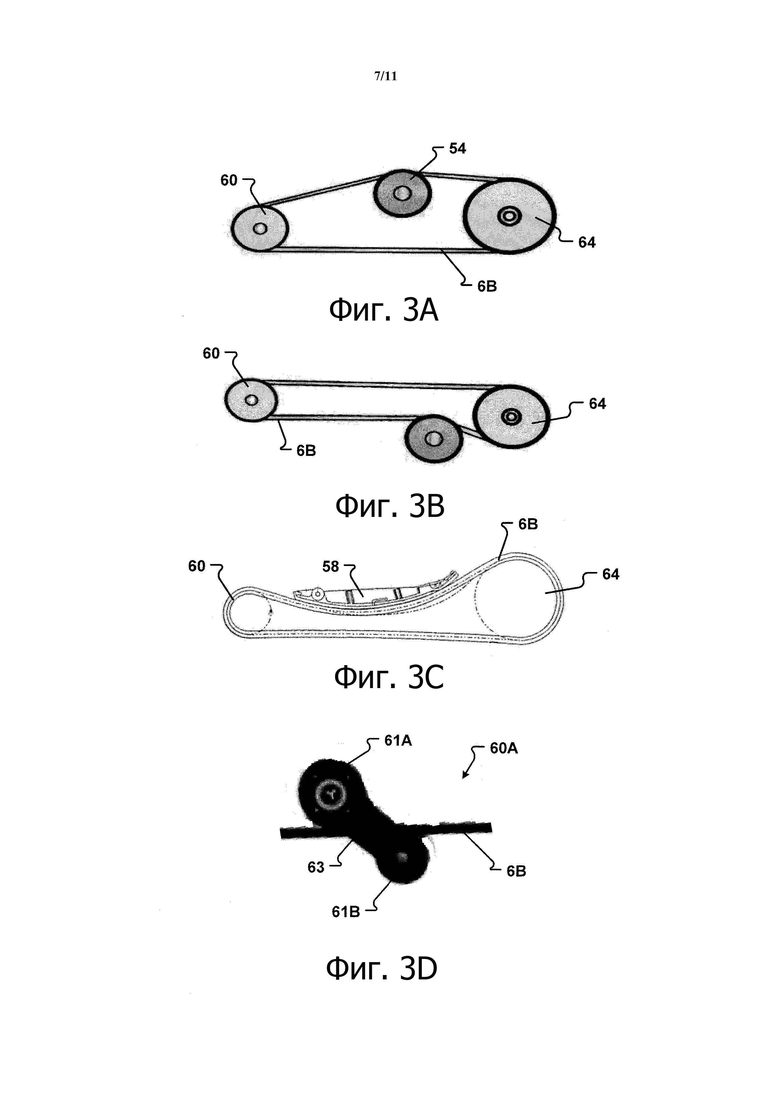
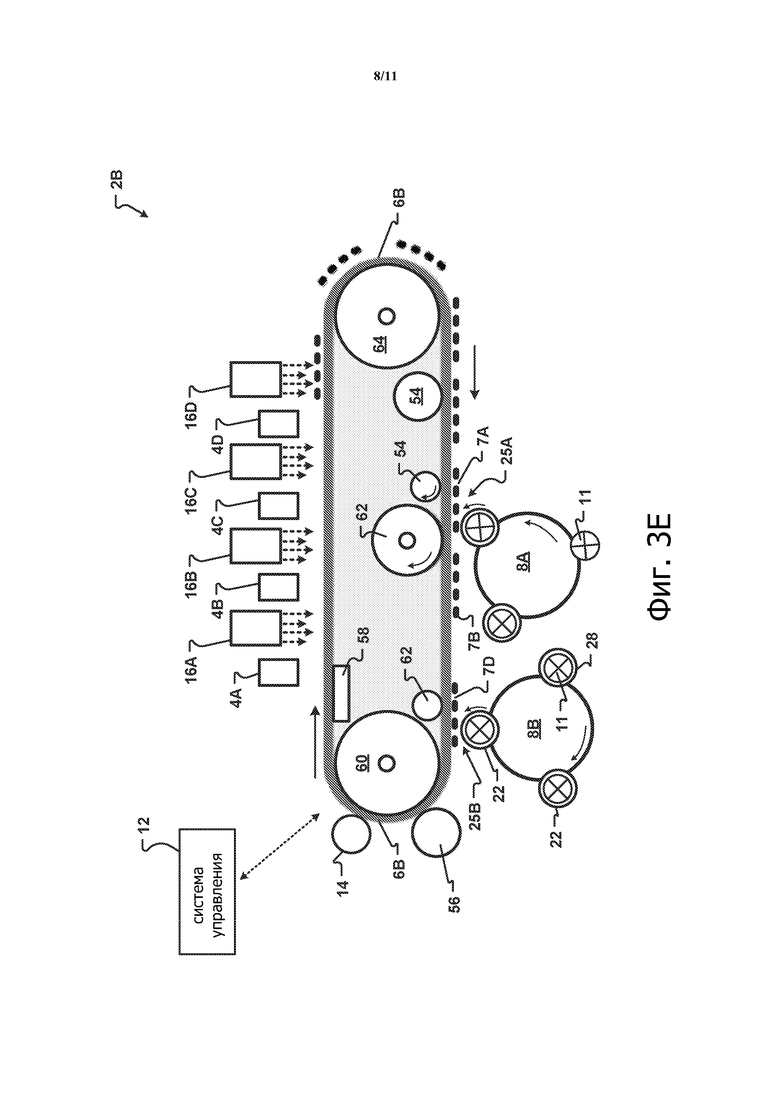
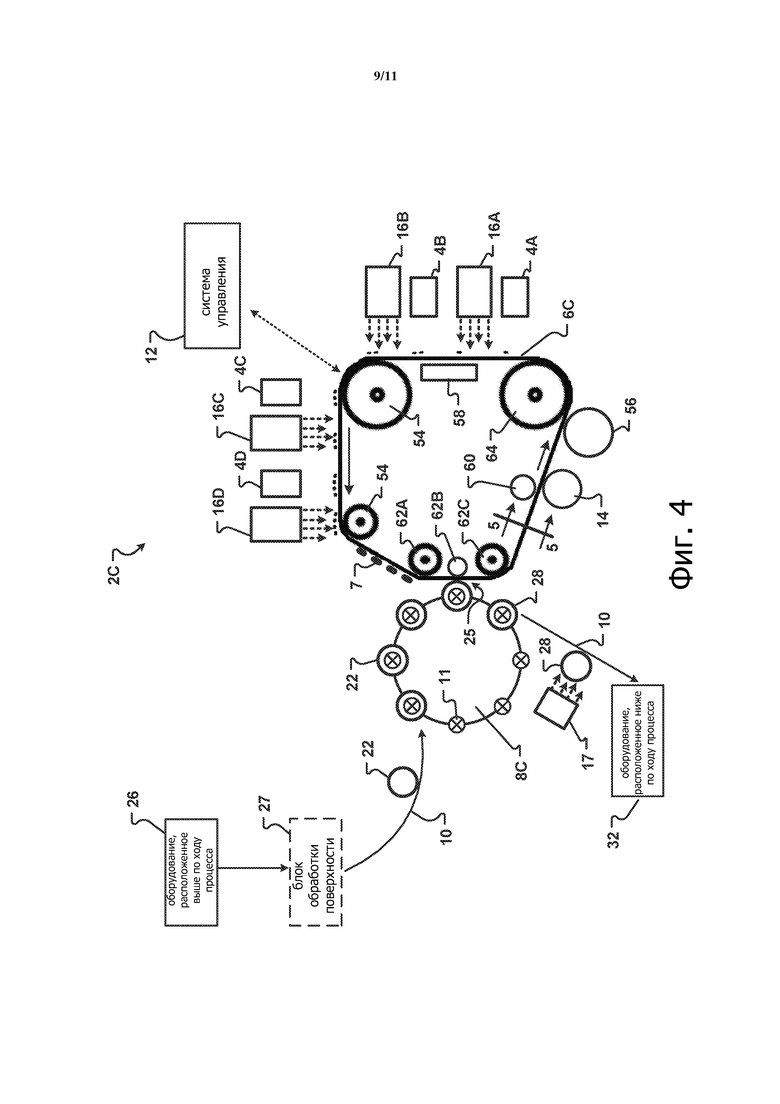
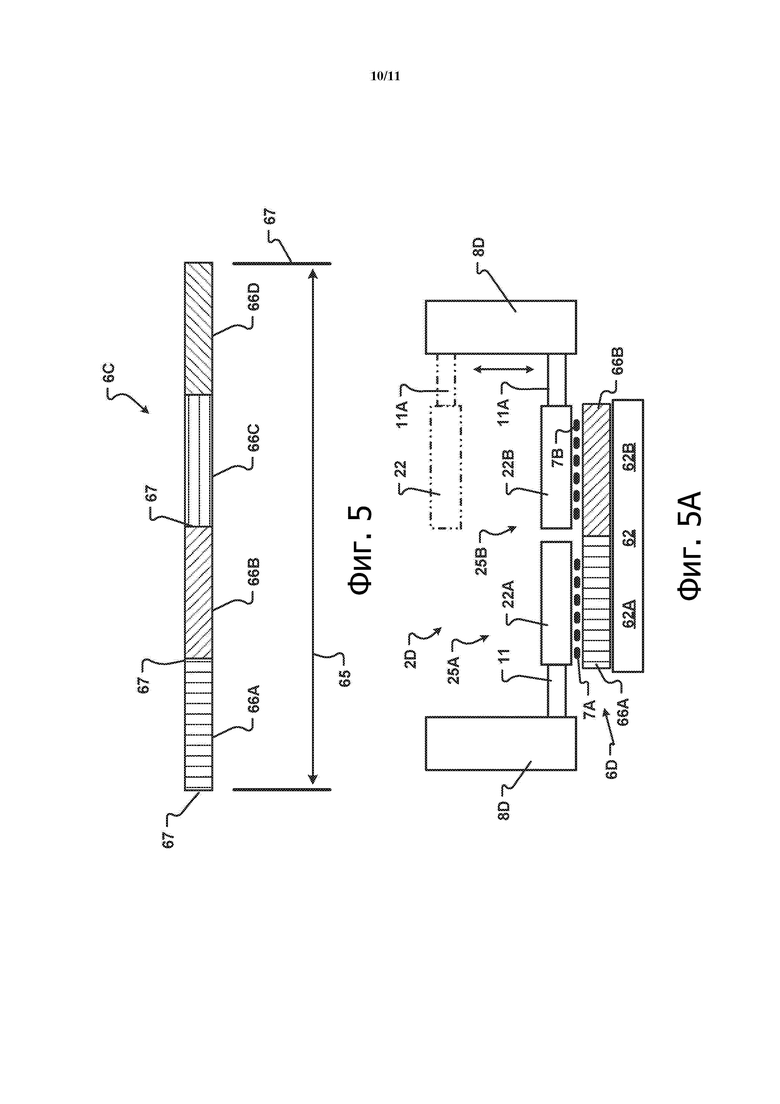
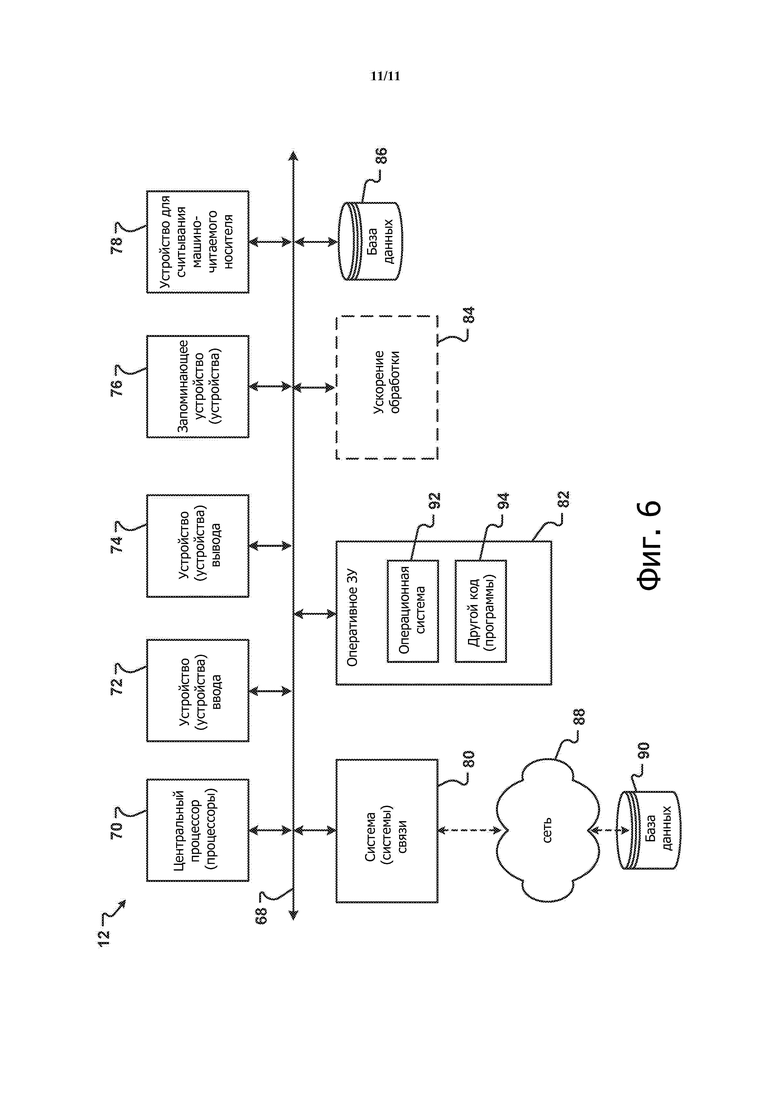
Предложено устройство и способы декорирования металлического контейнера. Более конкретно, изобретение относится к устройству и способам, используемым для обеспечения декоративного оформления на заданном участке внешней поверхности металлического корпуса контейнера. Декоратор содержит по меньшей мере один блок цифровой печати, полотно переноса и опорный элемент. Блок цифровой печати переносит декорирующий материал на полотно переноса, чтобы сформировать декоративное оформление на полотне переноса. Опорный элемент перемещает металлический контейнер в контакте с полотном переноса. Таким образом, декорирующий материал переносится на указанный участок внешней поверхности металлического контейнера для декоративного оформления контейнера. В одном варианте блок цифровой печати представляет собой электрофотографическую систему, которая переносит тонер на полотно переноса. В другом варианте блок цифровой печати содержит печатающую головку для струйной печати, которая переносит краску на указанное полотно переноса. 2 н. и 18 з.п. ф-лы, 6 ил.
1. Устройство для нанесения декоративного оформления на внешнюю поверхность металлического контейнера, содержащее:
барабан полотна;
несколько опор полотна, выступающих от барабана полотна;
несколько полотен переноса, причем каждое из указанных нескольких полотен переноса связано с одним из указанных нескольких опор полотна;
электрофотографическую систему с заданным выравниванием по отношению к указанным нескольким полотнам переноса, причём электрофотографическая система выполнена с возможностью переноса тонера на указанные несколько полотен переноса;
блок закрепления, выполненный с возможностью по меньшей мере частичного закрепления тонера на полотне переноса до переноса тонера на металлический контейнер; и
блок подачи, выполненный с возможностью перемещения металлического контейнера в контакте с первым полотном переноса из указанных нескольких полотен переноса, чтобы переносить тонер с указанного первого полотна переноса на внешнюю поверхность металлического контейнера для формирования декоративного оформления,
при этом первое полотно переноса и второе полотно переноса из указанных нескольких полотен переноса находятся на первом расстоянии одно от другого, когда они рядом с электрофотографической системой, и указанные первое и второе полотна переноса находятся на втором расстоянии друг от друга, когда они рядом с блоком подачи.
2. Устройство по п. 1, в котором тонер содержит носитель и/или краситель.
3. Устройство по п. 1, в котором каждое из указанных нескольких опор полотна имеет изменяемую длину.
4. Устройство по п. 1, которое содержит несколько электрофотографических систем, каждая из которых выполнена с возможностью переноса на указанные несколько полотен переноса одного тонера или нескольких тонеров различных цветов в виде одного или нескольких различных декоративных оформлений.
5. Устройство по п. 1, дополнительно содержащее систему очистки, расположенную после блока подачи, для удаления остаточного тонера с полотен переноса.
6. Устройство по п. 1, в котором указанные первое и второе полотна переноса пространственно разнесены одно от другого на третье расстояние, когда они находятся рядом с системой очистки.
7. Устройство по п. 1, в котором с каждой из указанных нескольких электрофотографических систем связан блок закрепления.
8. Устройство по п. 7, в котором тонер, переносимый на указанные несколько полотен переноса первой из указанных нескольких электрофотографических систем, по меньшей мере частично закреплен с помощью блока закрепления до переноса дополнительного тонера на указанные несколько полотен переноса с помощью второй системы из указанных нескольких электрофотографических систем.
9. Устройство по п. 1, в котором каждая из указанных нескольких опор полотен выполнена с возможностью поворота по отношению к барабану полотна, при этом каждая из указанных нескольких опор полотен содержит первый участок, соединенный с барабаном полотна, и второй участок, соединенный с указанным первым участком с возможностью поворота, причем каждое из указанных нескольких полотен переноса соединено со вторым участком одной из указанных нескольких опор полотен.
10. Устройство по п. 1, в котором электрофотографическая система включает в себя проводник, элемент заряда, элемент экспонирования и блок проявки, который подаёт тонер.
11. Способ формирования декоративного оформления на участке внешней поверхности цилиндрического контейнера, характеризующийся тем, что
подают цилиндрический контейнер;
переносят декорирующий материал из блока цифровой печати на первое полотно переноса, связанное с барабаном полотна декоратора, причём блок цифровой печати содержит электрофотографическую систему или струйную печатающую головку, а указанный декорирующий материал содержит краску и/или тонер;
закрепляют по меньшей мере частично декорирующий материал на первом полотне переноса с помощью блока закрепления до переноса указанного декорирующего материала на цилиндрический контейнер;
позиционируют цилиндрический контейнер в блоке подачи декоратора; и
перемещают указанный участок внешней поверхности цилиндрического контейнера в контакте с указанным первым полотном переноса, при этом декорирующий материал переносится с первого полотна переноса на указанный участок внешней поверхности цилиндрического контейнера, при этом второе полотно переноса, связанное с барабаном полотна, находится на первом расстоянии от первого полотна переноса, когда первое полотно переноса расположено рядом с блоком цифровой печати, и второе полотно переноса находится на втором расстоянии от первого полотна переноса, когда первое полотно переноса расположено рядом с блоком подачи.
12. Способ по п. 11, в котором первое полотно переноса связано с первой опорой полотна, выступающей от барабана полотна, и способ дополнительно включает изменение длины указанной первой опоры полотна и/или поворот первой опоры полотна относительно барабана полотна.
13. Способ по п. 11, в котором после указанного блока подачи расположена система очистки для удаления оставшегося декоративного материала с первого полотна переноса.
14. Способ по п. 13, в котором второе полотно переноса и первое полотно переноса пространственно разнесены одно от другого на третье расстояние, когда первое полотно переноса находится рядом с системой очистки.
15. Способ по п. 11, в котором указанный декоратор дополнительно содержит второй блок цифровой печати.
16. Способ по п. 15, в котором блок закрепления расположен перед вторым блоком цифровой печати по ходу потока для по меньшей мере частичного закрепления декорирующего материала из указанного блока цифровой печати перед переносом второго декорирующего материала на указанное первое полотно переноса с помощью указанного второго блока цифровой печати.
17. Способ по п. 11, в котором блок подачи включает в себя несколько оправок, выполненных с возможностью вращения.
18. Способ по п. 11, в котором указанное первое расстояние меньше указанного второго расстояния, при этом первое полотно переноса является соседним с указанным вторым полотном переноса.
19. Способ по п. 11, в котором при переносе декорирующего материала из указанного блока цифровой печати выполняют:
зарядку проводника блока цифровой печати, при этом блок цифровой печати представляет собой электрофотографическую систему;
экспонирование выбранных участков проводника для формирования скрытого декоративного оформления;
перенос декорирующего материала на указанное скрытое декоративное оформление, причём декорирующий материал представляет собой тонер; и
перенос декорирующего материала с проводника на указанное первое полотно переноса.
20. Способ по п. 11, в котором дополнительно:
создают с помощью системы управления указанное декоративное оформление; и
отправляют с помощью системы управления сигнал на блок цифровой печати, при этом указанный сигнал вызывает выполнение блоком цифровой печати переноса декорирующего материала на указанное первое полотно переноса.
| US 5065183 A, 12.11.1991 | |||
| US 5018640 A, 28.05.1991 | |||
| US 20140360394 A1, 11.12.2014. |

