Изобретение относится к способам изготовления систем для охлаждения оборотной воды энергетических установок, конкретно к способу изготовления оросителей противоточных градирен.
Известен способ изготовления оросителя градирни, содержащего блок перфорированных труб из термопластичного материала, размещенных рядами, и ленточные прокладки из материала, однородного или близкого по физическим свойствам материалу труб, и расположенные на поверхностях труб каждого ряда. Трубы жестко соединены между собой с помощью сварки торцевых участков с обеих сторон блока (Патент РФ №2187059, МПК F 28 F 25/08, опубл. 10.08.2002).
Недостатком описанного способа изготовления оросителя является большой расход исходного материала и, как следствие, неэкономичность производства.
Известен способ сборки оросителя противоточной градирни, содержащего блок вертикальных трубчатых элементов с гофрированными винтовыми внутренней и наружной поверхностями (Патент РФ №1755717, МПК F 28 F 25/08, F 28 С 1/00, опубл. 15.08.92). Трубчатые элементы устанавливают рядами и соединяют между собой крепежными средствами, выполненными в виде криволинейных вертикальных гофрированных с обеих сторон листов из участков М-образной формы поперечного сечения. Крепежные средства устанавливают в нижних и верхних участках трубчатых элементов заподлицо с верхними кромками, трубчатые элементы располагают в шахматном порядке и закрепляют с помощью крепежных средств.
Недостатком такой сборки оросителя является неравномерное размещение труб, также большая трудоемкость монтажа оросителя.
Известен также способ изготовления оросителя градирни путем сварки между собой в местах соприкосновения перфорированных труб, выполненных из термопластичного материала и размещенных слоями в виде модуля параллельно друг другу, при этом концевые участки труб изготавливают без перфорации (Патент РФ №2146616, МПК F 28 F 25/00, опубл. 20.11.99).
Основным недостатком изготовления оросителя описанным способом является невысокая надежность соединения труб и, как следствие, неустойчивость блока в целом.
Известен способ изготовления оросителя градирни путем сплавления с обеих сторон заподлицо торцов расположенных вертикально и параллельно друг другу труб из термопластичного материала с выполненными на них отверстиями и крепежных элементов, выполненных в виде гильз из того же материала, что и трубы, и размещенных между трубами с обоих торцов (Авторское свидетельство СССР №1359634, МПК F 28 F 25/08, опубл. 1987).
Изготовление оросителя градирни описанным способом не обеспечивает прочности соединения труб и надежности конструкции.
Наиболее близким к предлагаемому является способ изготовления оросителя градирни путем сплавления с обеих сторон заподлицо торцов расположенных параллельно друг другу труб из полимерного материала с выполненными на них отверстиями и гильз, выполненных из полимерного материала и размещенных между трубами с обоих торцов, причем трубы устанавливают наклонно по вертикали, отверстия выполняют на гранях и/или ребрах труб в шахматном порядке, на гранях труб выполняют продольные пазы, при этом в поперечном сечении трубы и гильзы имеют форму шестигранника, трубы выполняют разным поперечным сечением по длине, профиль трубы в наибольшем поперечном сечении выполняют ровным, а в наименьшем сечении - с выступами на гранях (Свидетельство РФ на полезную модель №28766, МПК7 F 28 F 25/08, опубл. 10.04.2003).
Недостатком описанного способа является большая трудоемкость изготовления оросителя градирни.
Задачей изобретения является разработка способа изготовления оросителя градирни, способного повысить жесткость и устойчивость конструкции, а также обеспечить эффективный тепломассообмен.
Поставленная задача решается разработкой способа изготовления оросителя градирни путем сплавления с обеих сторон заподлицо торцов расположенных параллельно друг другу труб из полимерного материала с выполненными на них отверстиями и гильз, выполненных из полимерного материала и размещенных между трубами с обоих торцов, при этом трубы устанавливают наклонно по вертикали, отверстия выполняют на гранях и/или ребрах труб в шахматном порядке, на гранях труб выполняют продольные пазы, причем в поперечном сечении трубы и гильзы имеют форму шестигранника, трубы выполняют разным поперечным сечением по длине, профиль трубы в наибольшем поперечном сечении выполняют ровным, а в наименьшем сечении - с выступами на гранях, отверстия на гранях и/или на ребрах труб выполняют путем формования на поверхности трубы выступа и последующим его срезанием.
Трубы устанавливают так, что угол наклона их по вертикали составляет 1,5-8°.
Трубы изготавливают с чередованием наибольшего и наименьшего поперечного сечения, а отверстия на гранях и/или на ребрах труб выполняют в виде круга или другой геометрической фигуры с наибольшим диаметром 4-8 мм.
Отличием предлагаемого способа изготовления оросителя градирни является то, что отверстия на гранях и/или на ребрах труб выполняют путем формования на поверхности трубы выступа и последующим его срезанием.
На фиг.1 показан ороситель градирни, содержащий шестигранные трубы 1 из полимерного материала. Трубы располагают параллельно друг другу с небольшим наклоном по вертикали, угол наклона составляет 1,5-8°. Трубы соединяют между собой посредством шестигранных гильз 2, выполненных также из полимерного материала. Гильзы размещают между трубами с обоих торцов и скрепляют с ними заподлицо плавлением при температуре 190-250°С и давлении 2-4 кг/см2, например, поместив блок в форму, выполненную в виде двух плит.
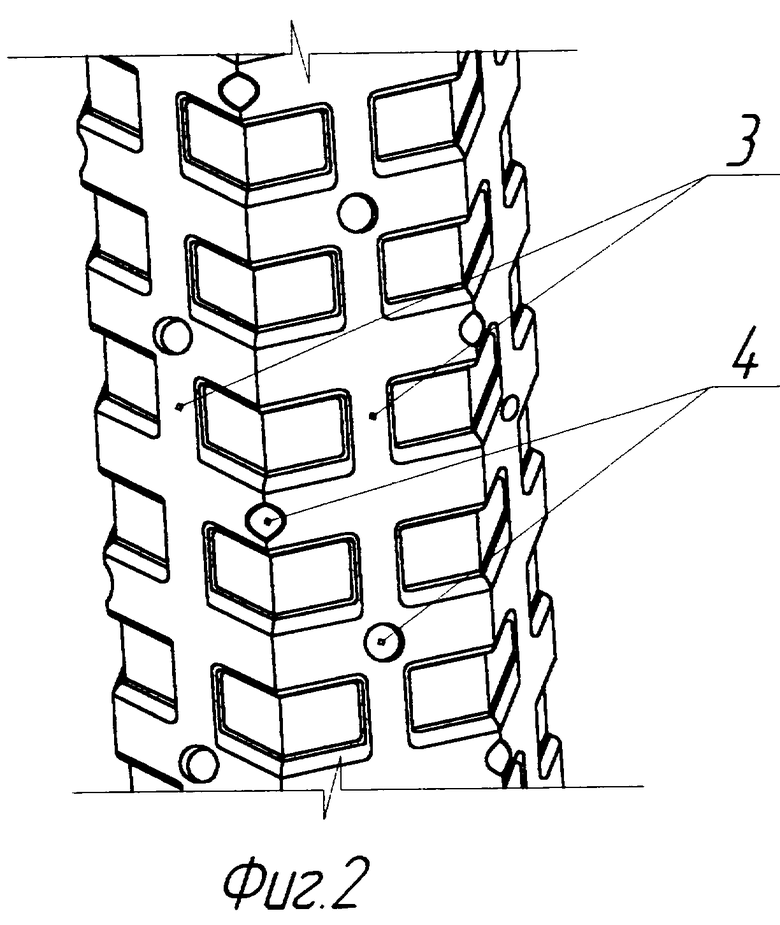
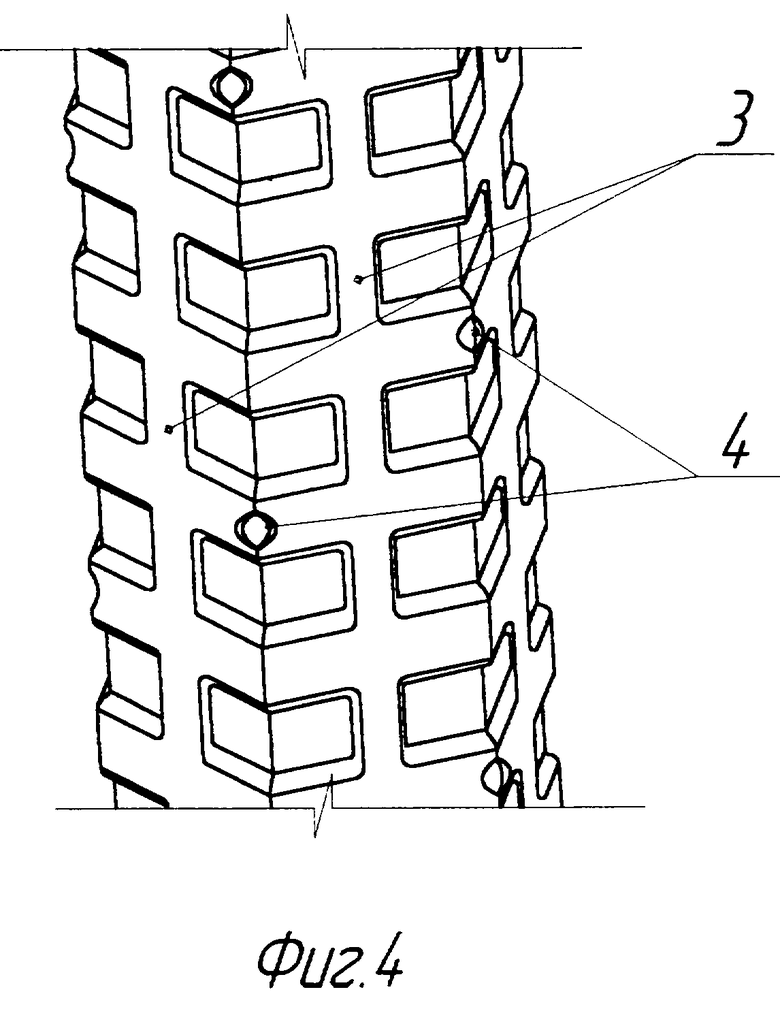
На фиг.2 показан трубчатый элемент градирни. На гранях трубы выполняют продольные пазы 3, на гранях и на ребрах - отверстия круглой формы 4. Трубу можно выполнить с отверстиями на гранях (фиг.3) или на ребрах (фиг.4), расположенными в шахматном порядке. Отверстия можно выполнить любой геометрической формы: в виде круга, треугольника, квадрата, ромба или любого другого многогранника с наибольшим диаметром 4-8 мм. Отверстия выполняют путем формования на поверхности трубы выступа с последующим его срезанием.
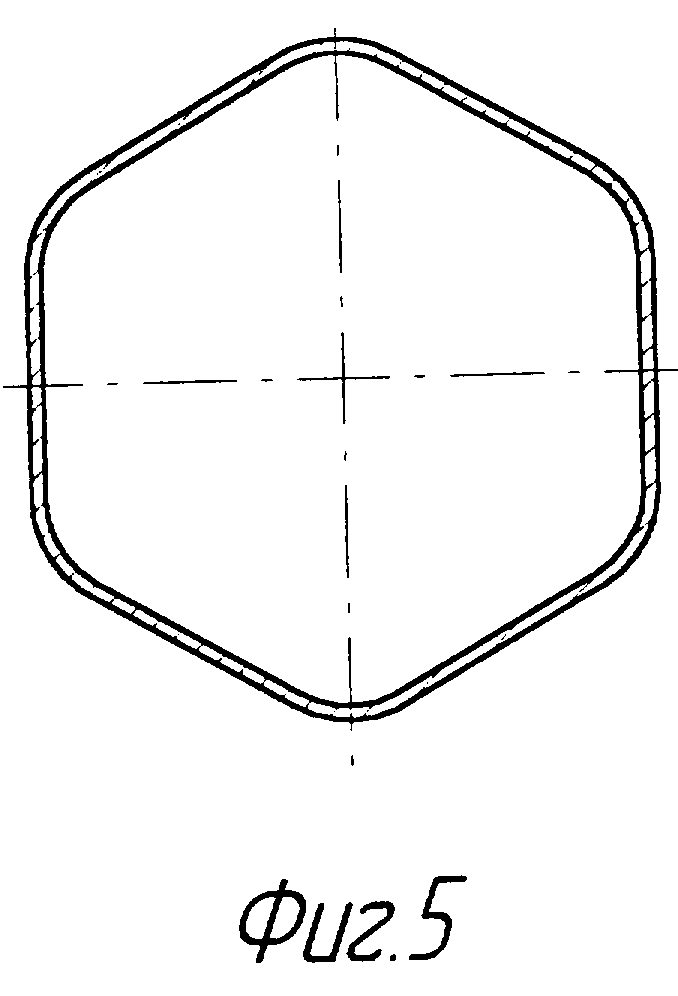
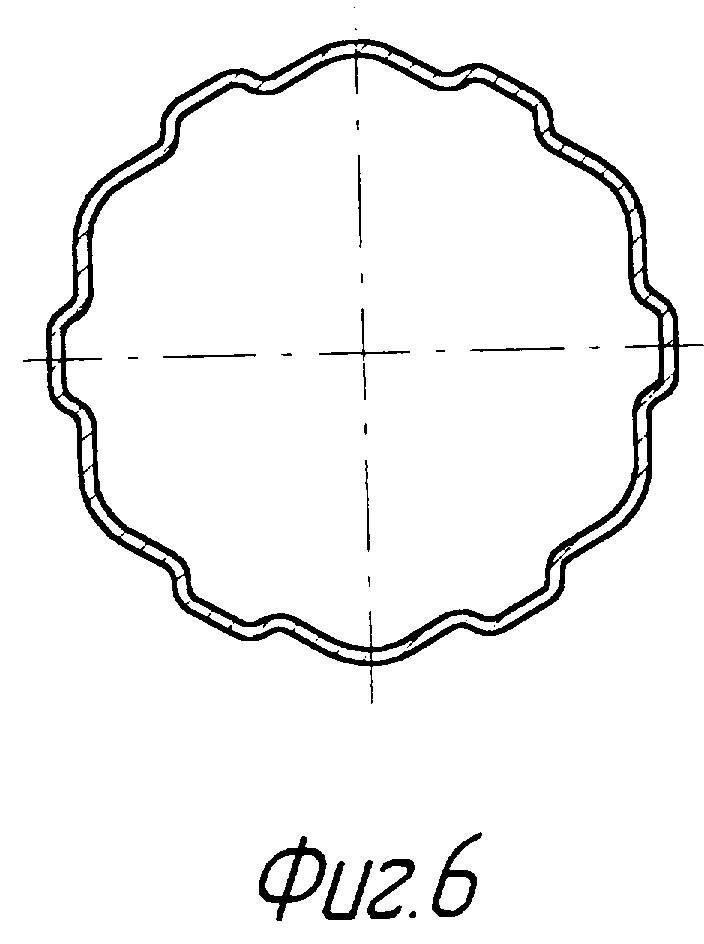
По длине трубу изготовляют разным поперечным сечением. Профиль трубы в наибольшем поперечном сечении выполняют ровным (фиг.5), а в наименьшем сечении - с выступами на гранях (фиг.6).
Предлагаемый способ изготовления оросителя градирни позволяет минимизировать расход материала при его изготовлении, т.к. каждая труба имеет соединение с шестью гильзами, на изготовление которых не требуется большого количества исходного материала, соединение труб описанным способом приводит к повышению устойчивости и жесткости конструкции, т.к. трубы и гильзы скрепляются друг с другом по всему периметру торцевых сторон путем сплавления. Небольшой наклон труб позволяет увеличить поверхность контакта жидкой фазы и воздуха.
Отверстия, выполненные на гранях и/или ребрах труб и расположенные в шахматном порядке, позволяют разрывать струи жидкой фазы и тем самым интенсифицировать процесс смешения жидкости и воздуха в объеме трубы, что обеспечивает достаточное завихрение восходящего потока охлаждающего воздуха и приводит к более полному тепломассообмену.
В процессе испытаний оросителя градирни определяли коэффициент (А), характеризующий влияние конструктивных особенностей оросителя на его охлаждающую способность, показатель степени (m), характеризующий зависимость величины коэффициента массоотдачи от скорости воздуха, коэффициент сопротивления сухого оросителя (ζс.о.) и коэффициент (Кор), учитывающий влияние плотности орошения на аэродинамическое сопротивление оросителя. Результаты испытаний приведены в таблице.

| название | год | авторы | номер документа |
|---|---|---|---|
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 2006 |
|
RU2309356C1 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 2006 |
|
RU2319919C1 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 2007 |
|
RU2359195C1 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 2006 |
|
RU2317502C1 |
| ВОДОУЛОВИТЕЛЬ ГРАДИРНИ | 2003 |
|
RU2230273C1 |
| ТРУБА ПОЛИМЕРНАЯ ОРОСИТЕЛЯ ГРАДИРНИ | 2012 |
|
RU2509282C2 |
| ТРУБА ПОЛИМЕРНАЯ ОРОСИТЕЛЯ ГРАДИРНИ | 2011 |
|
RU2491488C2 |
| ПОЛИМЕРНАЯ ТРУБА ОРОСИТЕЛЯ ГРАДИРНИ | 2011 |
|
RU2493528C2 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 2001 |
|
RU2206033C2 |
| БЛОК ОРОСИТЕЛЯ ГРАДИРНИ | 1996 |
|
RU2106589C1 |

Изобретение относится к способам изготовления систем для охлаждения оборотной воды энергетических установок, конкретно к способу изготовления оросителей противоточных градирен. Способ изготовления оросителя градирни заключается в сплавлении с обеих сторон заподлицо торцов расположенных параллельно друг другу труб из полимерного материала с выполненными на них отверстиями и гильз, выполненных из полимерного материала и размещенных между трубами с обоих торцов, причем трубы устанавливают наклонно по вертикали, отверстия выполняют на гранях и/или ребрах труб в шахматном порядке, на гранях труб выполняют продольные пазы, при этом в поперечном сечении трубы и гильзы имеют форму шестигранника, трубы выполняют разным поперечным сечением по длине, профиль трубы в наибольшем поперечном сечении выполняют ровным, а в наименьшем сечении - с выступами на гранях, отверстия на гранях и/или на ребрах труб выполняют путем формования на поверхности трубы выступа и последующим его срезанием. Трубы устанавливают наклонно по вертикали под углом 1,5-8° и изготавливают с чередованием наибольшего и наименьшего поперечного сечения. Отверстия на гранях и/или на ребрах труб выполняют в виде круга или другой геометрической фигуры с наибольшим диаметром 4-8 мм. Способ изготовления оросителя градирни позволяет повысить жесткость и надежность конструкции, а также обеспечить эффективный тепломассообмен. 3 з.п. ф-лы, 6 ил., 1 табл.

| Шаровая мельница для получения алюминиевого порошка | 1930 |
|
SU28766A1 |
