Это изобретение относится к устройствам и способам изготовления цилиндрических винтовых пружин, заключенных в карманы, и к комплектам пружин, заключенных в карманы.
Цилиндрические винтовые пружины, заключенные в карманы, т.е. нитки пружин, заключенных внутри полотняных карманов, которые соединены по бокам швами, широко применяются в производстве матрасов, подушек и т.п.
В общем случае, можно считать, что устройство для изготовления цилиндрических винтовых пружин, заключенных в карманы, состоит из двух секций: навивочного блока, в котором формируют спираль, и заключающей секции, в которой спираль вставляют между двумя слоями материала, которые затем соединяют друг с другом для формирования кармана, в котором заключена пружина.
Навивку проволоки обычно осуществляют путем взаимодействия трех конструктивных элементов: подающих роликов, которые тянут проволоку через навиватель, так называемого "пальца", который управляет диаметром пружины по мере ее формирования, и так называемого "расширителя", который управляет ее шагом. Относительные перемещения этих конструктивных элементов определяют структуру формируемой пружины.
Как правило, синхронизацию осуществляют с помощью сложной конструкции из зубчатых колес и кулачков, которую переналаживают при переходе от одного изделия к другому, и эта длительная операция, требующая большой сноровки и опыта. Поэтому экономически выгодные объемы партий велики, а реакция на специальные требования потребителей замедлена. Разработка новых конструкций пружин затруднена, зачастую, в связи с созданием новых профилей кулачков методом проб и ошибок. Кроме того, часто существуют жесткие ограничения максимальной длины пружины, которую можно изготовить.
Работа заключающей секции связана со вставкой полностью сжатых пружин между листами материала, чаще всего, сложенного листа нетканого полотна, которые затем сшивают или сваривают друг с другом для изготовления отдельных пружин, заключенных в карманы. Синхронизация этой секции также зависит от таких механических приспособлений, как кулачки, рычажные механизмы и муфта сцепления, и все они требуют переналадки при переходе от одного изделия к другому, что приводит к потере производительности и большим издержкам технического обслуживания.
Предложены усовершенствования, исключающие или значительно уменьшающие вышеупомянутые недостатки, для устройств и способов изготовления цилиндрических винтовых пружин, заключенных в карманы.
Согласно первому аспекту изобретения, устройство для изготовления цилиндрических винтовых пружин, заключенных в карманы, содержит навивочную секцию, в которой формируют спираль из проволоки, подаваемой в навивочную секцию, причем навивочная секция содержит навивочные элементы, положение и/или ориентация которых определяет форму упомянутой спирали, и заключающую секцию, в которой спираль вставляют между соседними листами материала, соединяемыми друг с другом для формирования кармана, в котором заключена спираль, при этом упомянутое устройство дополнительно содержит программируемое средство управления, оперативно связанное с упомянутыми навивочными элементами и за счет этого управляющее их положением и/или ориентацией.
Основное преимущество устройства, соответствующего изобретению, заключается в том, что программируемое средство управления выполнено с возможностью синхронизации всех операций устройства, исключая тем самым сменные зубчатые колеса, кулачки, муфту сцепления и т.д. Время на замену при переходе от одного изделия к другому уменьшается до секунд, а не до часов, из чего вытекают выгоды, связанные с производительностью и чувствительностью, лучшим качеством, меньшими объемами партий и сниженными трудозатратами при складировании. Разработку новых изделий и расширение номенклатуры изделий можно осуществлять легче и без сколько-нибудь значительных потерь времени или материалов.
Согласно другому аспекту изобретения, предложен способ изготовления цилиндрических винтовых пружин, заключенных в карманы, включающий этапы, на которых
а) задают положения и/или ориентации навивочных элементов в навивочной секции устройства, соответствующего первому аспекту изобретения;
б) подают проволоку через навивочную секцию для формирования спирали;
в) отделяют упомянутую спираль от упомянутой проволоки;
г) сжимают упомянутую спираль;
д) вставляют упомянутую спираль между соседними листами материала, и
е) соединяют упомянутые листы материала друг с другом для заключения упомянутой спирали между ними.
Программируемое средство управления предпочтительно содержит программируемый логический контроллер, с помощью которого осуществляется числовое программное управление (ЧПУ) заключающей секцией. Логический контроллер предпочтительно включает в себя приводные средства, наиболее предпочтительно, серводвигатели, с помощью которых можно изменять положения и/или ориентации навивочных элементов.
В наиболее предпочтительном варианте, навивочным узлом управляют три серводвигателя: один - для подающих проволоку роликов, один - для навивочного элемента ("пальца"), который управляет диаметром пружины, и один - для навивочного элемента ("расширителя"), который управляет шагом пружины.
В наиболее предпочтительном варианте, средство управления запоминает некоторое число матриц данных или таблиц, которые определяют положение (ведомых) осей пальца и расширителя по отношению к (ведущей) оси подающих роликов для каждого профиля пружины. Можно подготавливать подходящие таблицы для каждого типа изготавливаемых пружин и выбирать соответствующие таблицы до начала производства любого конкретного типа пружин.
Каждая таблица может состоять из многих точек данных (опорных координат), например - нескольких тысяч точек данных. Для облегчения создания и модификации таблиц, их можно создавать, используя компьютерную электронную таблицу. Это также позволяет просматривать графическое представление перемещений осей друг относительно друга до загрузки таблицы в логический контроллер. Использование электронных таблиц обеспечивает общую гибкость требуемого профиля пружины, например - в целях разработки. Однако для установившихся конструкций пружин может быть достаточно просто ввести требуемые шаг и диаметр (диаметры).
Любые дополнительные параметры пружин, например - число витков или изменений диаметра, можно вводить непосредственно с панели управления. Это улучшает переключения и обеспечивает простую коррекцию при изменении свойств проволоки и т.д.
После формирования каждой пружины, серводвигатель оси подающих роликов предпочтительно полностью останавливают, чтобы обеспечить отрезание проволоки, например, пневматическим режущим инструментом. Это является отличием от обычной навивочной машины, в которой, из-за инерции системы, движение проволоки прерывается движением роликов друг от друга в то время, как они продолжают вращаться. Это требует значительно большего количества движущихся частей, которые подвержены механическому повреждению.
Устройство, соответствующее настоящему изобретению, дает возможность достичь более высоких скоростей производства, чем при обычном навивателе. При изготовлении более длинных пружин, эта более высокая скорость может привести к неустойчивости в пружине во время ее формирования, в результате чего происходят остановки машины. Эту проблему можно уменьшить или исключить путем демпфирования избыточных колебаний пружин. Этого можно достичь, располагая магнитное средство на выходе навивочного блока. Магнитное средство зацепляет пружину, когда она покидает навивочный блок, демпфируя тем самым колебания пружины и обеспечивая изготовление пружин большей длины. В свою очередь, это обеспечивает изготовление комплектов пружин, заключенных в карманы, большей глубины, с повышенным удобством для пользователей матрасов или подобных им изделий, включающих в себя такие комплекты. Предполагается, что расположение такого магнитного средства на выходе навивателя является новым и представляет собой дополнительный аспект изобретения.
Магнитное средство предпочтительно содержит один или более электромагнитов, а пружину предпочтительно оттягивают от магнитного средства во время ее транспортировки в заключающую секцию.
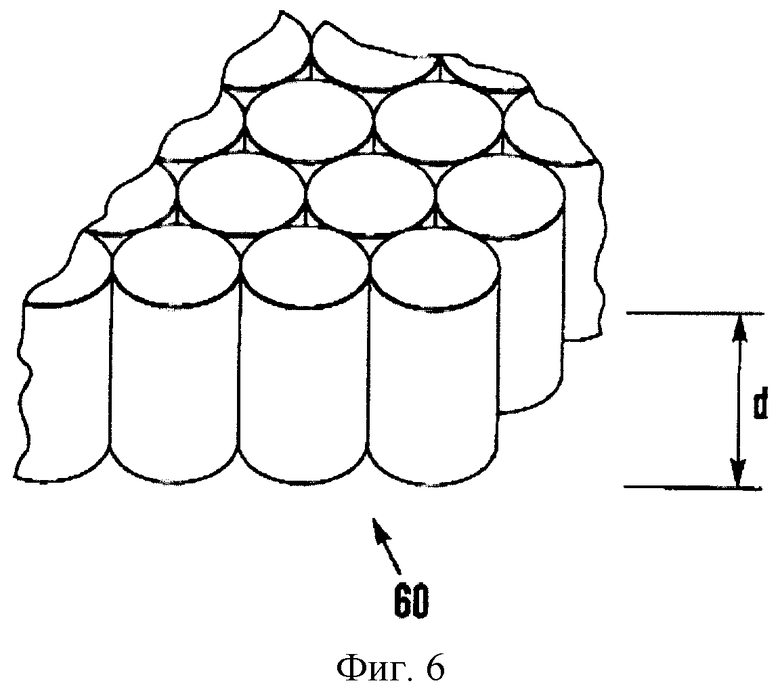
Изобретение обеспечивает изготовление более длинных пружин, а значит - и комплектов пружин, заключенных в карманы, глубина которых больше возможной до настоящего времени. Так, в соответствии с еще одним аспектом изобретения, предложен комплект пружин, заключенных в карманы, имеющий глубину 20 см или более. Глубина карманов может достигать 30 см или быть еще больше в некоторых приложениях, а типовые глубины составляют примерно 21 см, 24 см и 25 см. Поскольку пружины в таких комплектах пружин заключены внутри карманов в несколько сжатом состоянии, длина самой пружины, в несжатом состоянии, будет несколько больше, чем глубина кармана. Пружина для использования в кармане глубиной 21 см может, например, иметь длину в несжатом состоянии около 25 см.
Программируемое средство управления предпочтительно также оперативно связано с заключающей секцией, в частности - для управления движением материала через этот блок. В наиболее предпочтительном варианте, движением материала управляет дополнительный серводвигатель, причем шаг движения с помощью этого двигателя соответствует требуемой ширине кармана, которую таким образом можно автоматически регулировать для обеспечения соответствия диаметру пружины. Средство, с помощью которого пружины транспортируются в заключающий блок и вставляются между листами материала, вообще говоря, может быть обычным. Пружины предпочтительно надевают на последовательные радиальные плечи вращающегося колеса. Пружины предпочтительно механически сжимают во время их транспортировки в заключающую секцию, так что они, по существу, полностью сжаты во время вставки между листами материала. В наиболее предпочтительном варианте, сжатую пружину транспортируют в кассету, совершающую возвратно-поступательное движение, внутри которой пружина транспортируется в заключающую секцию.
Материал, в котором формируют карманы, может иметь любую подходящую форму. Например, этот материал может быть либо нетканым, либо тканым полотном. Карманы в полотне можно формировать любыми подходящими средствами. Такие средства включают в себя сшивание, но для формирования пакетов предпочтительна термосварка двух листов материала. По этой причине предпочтительно, чтобы материал состоял из полотна, которое является термопластичным, и, в частности, чтобы он состоял из нетканого термопластичного материала. Одним подходящим материалом является нетканый полипропилен. В наиболее предпочтительном варианте, два листа материала формируют, складывая один лист, имеющий ширину, которая примерно вдвое превышает требуемую глубину карманов. В таком случае, каждый карман ограничен между двумя поперечными сварными швами и одним продольным сварным швом, закрывающим открытый конец кармана, через который вставлена пружина.
Сварку двух листов материала можно осуществлять любым подходящим способом. Однако предпочтительно использовать сварку ультразвуком. Сварные швы предпочтительно являются прерывистыми, а не непрерывными, и поэтому в наиболее предпочтительном варианте их формируют, используя хоботы для сварки ультразвуком с подходящим образом сформованными, например, зубчатыми, нижними кромками.
В частности, предпочтительно формировать каждый поперечный шов с помощью множества, наиболее предпочтительно, пары, зубчатых хоботов для сварки и, в частности, с помощью множества хоботов для сварки, расположенных бок о бок, т.е. так, что их нижние кромки расположены колинеарно. Это расположение считается новым и представляет собой дополнительный аспект настоящего изобретения, поскольку обуславливает способ изготовления цилиндрических винтовых пружин, заключенных в карманы, при котором используется такое расположение. Это обеспечивает изготовление блоков значительно более глубоких карманов и одновременное поддержание унификации запасных частей и т.д. Кроме того, если происходит какой-либо износ хобота для сварки, вызванный разориентированными пружинами, то он будет ограничен регулируемыми концами двух хоботов, которые можно своевременно поворачивать на 180° во избежание необходимости их перешлифовки.
Поперечные швы нужно формировать на некотором удалении от центра пружин, когда их вводят в заключающую секцию, равном числу, представляющему общую сумму ширины карманов, плюс половина ширины кармана. Поскольку ширина кармана может изменяться для заключения в нем другого типа пружины, предпочтительно, чтобы положение швов было регулируемым для удовлетворения этого требования. Таким образом, предпочтительно предусматривают средства для изменения положения средства формирования поперечных сварных швов относительно точки вставки пружин в заключающую секцию. В общем случае, если приходится формировать сварные швы на расстоянии, в (n+0,5) раз превышающем ширину кармана (где n - целое число), то положение средства формирования сварных швов должно быть регулируемым в диапазоне, в (n+0,5) раз превышающем разность между наименьшей и наибольшей ширинами формируемых карманов. Например, если ширина кармана изменяется в интервале от 8 см до 10 см, а сварные швы формируются на расстоянии, составляющем 2,5 ширины кармана от точки заключения пружин, то средство формирования сварных швов должно быть выполнено с возможностью перемещения в диапазоне, по меньшей мере, 5 см.
Средство формирования сварных швов может быть установлено с возможностью скольжения на соответствующих направляющих и может приводиться в движение соответствующей реечной передачей или подобным ей механизмом. Требуемое положение средства формирования сварных швов можно вычислять автоматически с помощью средства управления, и это положение средства формирования сварных швов можно автоматически изменять, или можно отображать требуемое положение на экране и позиционировать средство формирования сварных швов вручную.
Неподвижная пята, к которой единственный или каждый хобот прижимает материал, предпочтительно снабжена поверхностью, которая действует как подушка для хобота для сварки, приводя к более удовлетворительному сварному шву и обеспечивая использование более легких полотен, чем те, которые пришлось бы использовать в противном случае. И вновь, такое расположение считается новым и представляет собой дополнительный аспект изобретения. Поверхностное покрытие предпочтительно является лентой, нанесенной на поверхность пяты. В наиболее предпочтительном варианте, лента является политетрафторэтиленовой лентой (ПТФЭ-лентой).
Карманы предпочтительно оканчиваются продольными сварными швами, сформированными хоботом для сварки и расположенными параллельно направлению перемещения полотна.
В наиболее предпочтительном варианте, материал тянут через заключающую секцию посредством роликов. Предпочтительно, чтобы материал проходил в зазоре пары горизонтально расположенных роликов, один из которых приводится в движение серводвигателем, которым управляет средство управления. Такие ролики предпочтительно размещены по ходу полотна после средства формирования сварных швов. В наиболее предпочтительном варианте, ролики имеют поверхности, покрытые резиной, для улучшения сцепления роликов с полотном.
Другие конструктивные элементы устройства, расположенные по ходу полотна после хоботов для сварки, в общем случае могут быть обычными. Такие конструктивные элементы могут включать в себя червячное колесо, которое вращается поперечно направлению перемещения готовых карманов и которое служит для ориентации пружин по мере их протяжения внутри карманов.
Теперь будет приведено более подробное описание изобретения, являющееся лишь примером, со ссылками на прилагаемые чертежи, где
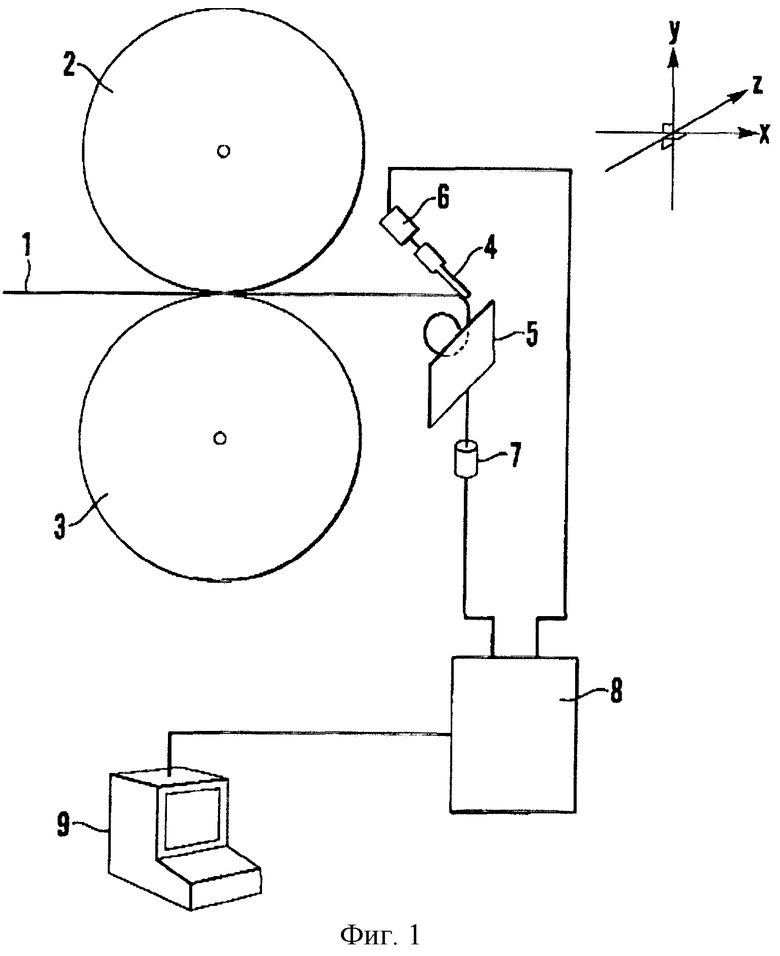
фиг.1 представляет схематический вид навивочного блока, образующего часть устройства, соответствующего изобретению,
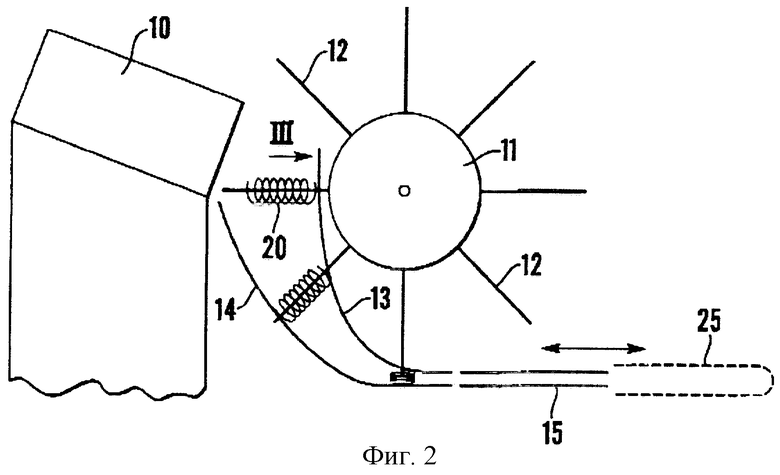
фиг.2 представляет схематический вид навивочного блока и узла транспортировки пружин, образующего часть устройства,
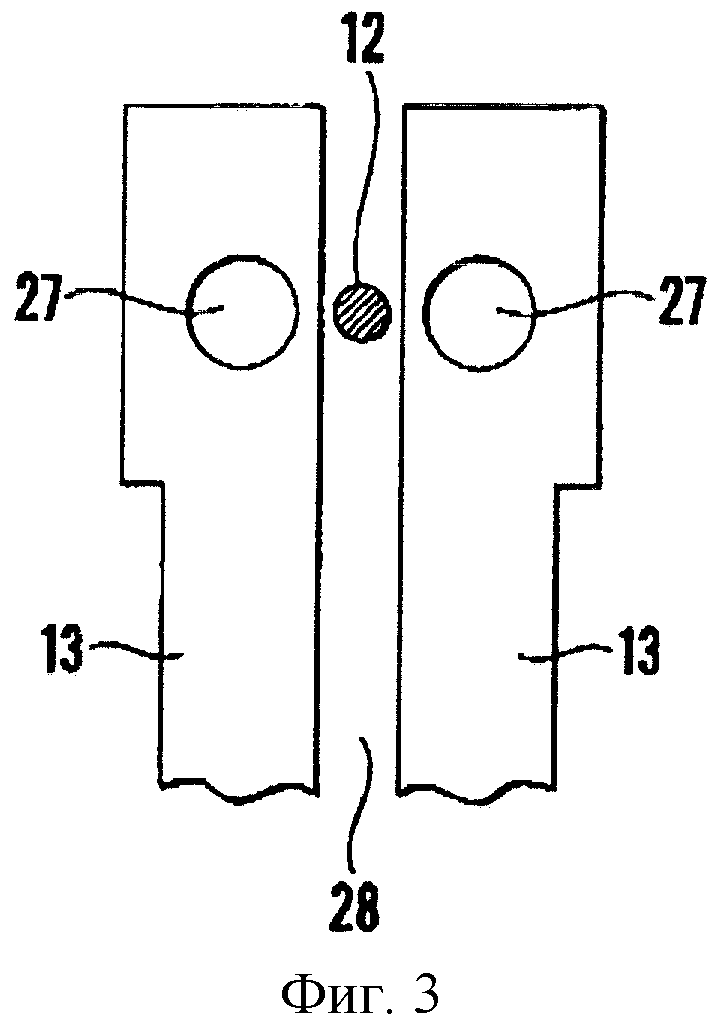
фиг.3 представляет подробный вид в разрезе вдоль линии III, показанной на фиг.2,
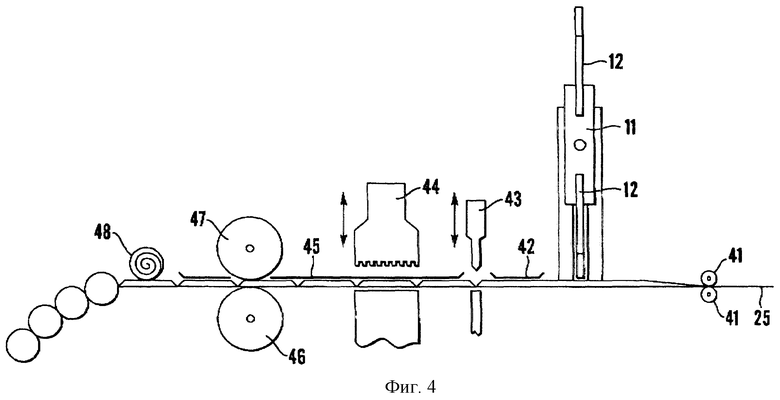
фиг.4 представляет схематический вид заключающей секции, образующей часть устройства,
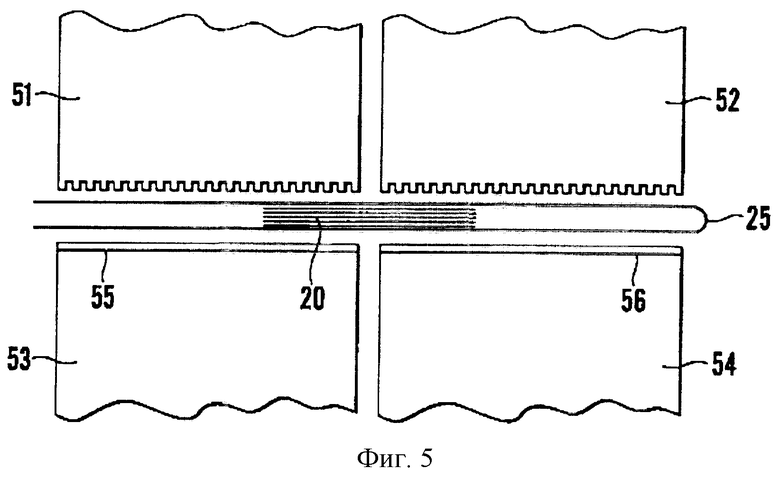
фиг.5 представляет схематический вид спереди приспособления для формирования поперечных сварных швов ультразвуком, образующего часть заключающей секции, показанной на фиг.4, и
фиг.6 представляет частичное перспективное изображение комплекта пружин, заключенных в кармане.
В соответствии с фиг.1, на которой схематически изображен навивочный блок устройства, согласно изобретению, он содержит три конструктивных элемента, которые определяют форму спирали, получаемой из проволоки 1, подаваемой в этот блок обычными средствами. Эти три конструктивных элемента представляют собой пару подающих роликов 2, 3, навивочный палец 4 и так называемый расширитель 5. Подающие ролики 2, 3 определяют ось, вдоль которой проволока подается к пальцу 4 и расширителю 5. Эта ведущая ось, по отношению к которой регулируются оси ориентации (ведомые оси) пальца 4 и расширителя 5. Ориентацией пальца 4 и расширителя 5 управляют серводвигатели 6, 7, которыми управляет программируемый логический контроллер (ПЛК) 8. ПЛК 8 в свою очередь связан с панелью 9 управления компьютера. Соединение панели 9 управления с ПЛК 8 может быть необходимым лишь в течение некоторого времени, например, для загрузки данных в ПЛК 8 или контроля работы ПЛК 8. В остальные моменты времени, например, в процессе нормальной работы, такое соединение может оказаться излишним.
Фиг.2 изображает механизм транспортировки, с помощью которого спирали, полученные в навивочном блоке (обозначенном как единое целое позицией 10 на фиг.2), подаются в заключающую секцию, описываемую ниже. Механизм транспортировки содержит колесо 11, вращающееся против часовой стрелки, с восемью радиально выступающими плечами 12. Вращение колеса 11 синхронизировано с работой навивочного блока 10, так что пружины 20, полученные в навивочном блоке 10, подаются автоматически на плечи 12, когда эти плечи 12 проходят выход из навивочного блока 10.
По мере последующего вращения колеса 11, плечи 12, несущие пружины 20, проходят вдоль продольных пазов в паре сжимающих плит 13, 14, расстояние между которыми постепенно уменьшается, вызывая сжатие пружин 20. Концевые части сжимающих плит 13, 14 расположены параллельно и горизонтально, так что они представляют собой подающий лоток, из которого сжатые пружины 20 подаются в кассету 15, совершающую возвратно-поступательное движение, которая движется так, как показано двуглавой стрелкой. Кассета 15 транспортирует пружины 20 в заключающий блок, а в частности - в пространство между двумя створками сложенного листа нетканого полотна 25 (показанного пунктирными линиями). Когда кассета 15 находится между створками полотна 25, стержень 16 с пневматическим приводом поднимается и зацепляет пружину 20 посредством нижней створки и паза в основании кассеты 15. Этот стержень 16 фиксирует пружину 20 в нужном положении, когда кассету 15 отводят от полотна 25.
Избыточные колебания пружин 20, когда эти пружины покидают навивочный блок 10 и надеваются на плечи 12, предотвращаются парой электромагнитов 27 (см. фиг.3), установленных на крайних сверху частях верхней сжимающей плиты 13, причем любая сторона продольного паза 28 проходит в центре этой сжимающей плиты 13. Электромагниты 27 удерживают каждую пружину 20, когда она покидает навивочный блок 10, до тех пор, пока соответствующее плечо 12 колеса 11 не отведет пружину 20.
Фиг.4 изображает заключающий блок 40, рабочая ось которого расположена перпендикулярно рабочей оси навивочного блока 10. Лист 25 полотна складывается обычными средствами (не показаны) и подается шагами справа налево через заключающий блок 40, как видно на фиг.4. Лист 25 сначала проходит в промежутке между парой направляющих роликов 41. Неподвижная разделяющая направляющая (не показана) затем разделяет две створки листа 25 таким образом, что этого оказывается достаточно для вставки пружины 20 между ними, как описано выше. Затем лист 25 транспортируется вперед на один шаг, так что можно подавать следующую пружину 20 между створками листа 25 со следующего плеча 12 колеса 11.
Пружина 20 поддерживается в сжатом состоянии покрывающей плитой 42, которая вместе с основанием заключающего блока 40 ограничивает канал, по которому транспортируются заключенные пружины 20.
После перемещения листа 25 на шаг, обе створки листа 25 соединяют поперечными сварными швами, формируемыми первым приспособлением 43 в виде хоботов для сварки, совершающим возвратно-поступательное движение, которое более подробно описано ниже. Дополнительный хобот 44 для сварки формирует продольный шов, который завершает заключение пружин 20.
Вторая покрывающая плита 45 проходит от области первого приспособления 43 в виде хоботов для сварки, проходит дополнительный хобот 45 для сварки, а также проходит приводное роликовое приспособление 46, 47 в виде приводных роликов, которое воздействует на сложенный лист 25 полотна, обеспечивая шаговое протягивание листа 25 через заключающий блок 40. Приводное роликовое приспособление 46, 47 содержит ведомый ролик 46, который воздействует на нижнюю поверхность листа 25, и второй ролик 47, который под влиянием пневматического прижима вводится в сцепление с верхней поверхностью листа 25. Оба ролика 46, 47 имеют поверхности, покрытые резиной, причем покрытая резиной поверхность верхнего ролика 47 частично срезана для прохождения второй покрывающей плиты 45.
Когда заключенные пружины 20 выходят из канала между второй покрывающей плитой 45 и основанием заключающего блока 40, они продолжают движение и поворачиваются вращающимся червяком 48 так, что приобретают требуемую ориентацию, при которой ось пружины поперечна карманам. Готовое изделие имеет форму нитки пружин, заключенных внутри карманов, сформированных в нетканом полотне, причем эти карманы соединены на линиях сварки, которые определяют стороны карманов.
Возвратно-поступательное движение первого приспособления 43 для сварки и дополнительного хобота 44 для сварки синхронизировано с шаговым включением приводного роликового приспособления 46, 47 также под управлением ПЛК 8.
Как показано на фиг.5, первое приспособление 43 для сварки содержит пару хоботов 51, 52 для сварки ультразвуком, расположенных бок о бок. Хоботы 51, 52 совершают возвратно-поступательное движение вдоль вертикальной оси, а в самой нижней точке своего движения они прижимают лист 25 полотна к соответствующей паре пят 53, 54. Сложенный лист 25 полотна со вставленной между створками листа 25 пружиной 20 перемещается между пятами 53, 54 и хоботами 51, 52, когда эти хоботы 51, 52 подняты.
За счет использования двух сварочных хоботов 51, 52 можно достичь большей длины сварного шва, чем было бы возможно при использовании лишь одного хобота, и поэтому можно формировать более глубокие карманы, содержащие более длинные пружины.
Нижняя кромка каждого хобота 51, 52 является зубчатой. После каждого шагового перемещения листа 25, хоботы 51, 52 опускаются и прижимают две створки листа 25 друг к другу и соединяют эти две створки на сварном шве. Ввиду зубчатой формы нижней кромки каждого хобота 51, 52, сварной шов имеет форму прерывистой, а не непрерывной линии. Обнаружено, что такая форма допускает больший предел прочности при растяжении готовой нитки пружин, заключенных в карманы.
На верхнюю поверхность каждой из пят 53, 54 нанесена полоска политетрафторэтиленовой ленты 55, 56. Это смягчает контакт сварочных хоботов 51, 52 с полотном 25, приводит к формированию более удовлетворительного шва и обеспечивает применение более легких полотен, чем те, которые пришлось бы применять в противном случае.
И наконец, обращаясь к фиг.6, отмечаем, что комплект 60 пружин, заключенных в карманы, содержит нитки пружин, заключенных в карманы, таких, как выходящие из заключающего блока 40, расположенные бок о бок и скрепленные для формирования в основном прямоугольного комплекта. Нитки пружин могут быть скреплены с помощью любых подходящих средств, например, с помощью склеивания, сшивания или механических крепежных деталей. Глубина d комплекта 60 может быть значительно больше чем глубина обычных комплектов пружин, заключенных в карманы.
Изобретение относится к устройству для изготовления цилиндрических винтовых пружин, заключенных в карманы, и обеспечивает синхронизацию выполнения всех операций и повышение производительности с одновременным расширением ассортимента изделий. Устройство содержит навивочную секцию, в которой формируют спираль из проволоки, подаваемой в навивочную секцию. Навивочная секция содержит навивочные элементы, положение и/или ориентация которых определяет форму спирали, и заключающую секцию, в которой спирали вставляются между соседними листами материала и в которой листы материала соединяют друг с другом для формирования кармана, в котором заключена спираль. Устройство также содержит программируемое средство управления, оперативно связанное с навивочными элементами и за счет этого управляющее положением и/или ориентацией навивочных элементов. 9 н. и 31 з.п. ф-лы, 6 ил.
| 1978 |
|
SU781726A1 |

