Изобретение относится к спальным принадлежностям, а именно к матрацам и каркасным пружинным конструкциям. В частности это изобретение относится к уменьшающей напряжения обработке спиральных пружин, предназначенных для помещения в материал кармана, и способам создания рядов уложенных в карманы спиральных пружин для последующего использования в матрацах или каркасных пружинных конструкциях.
Описание относящегося к изобретению известного уровня техники
Известно формование проволоки в отдельные спиральные пружины и объединение таких спиральных пружин в отдельный узел с внутренними пружинами, который можно использовать в качестве матраца или каркасной пружинной конструкции.
Также известно получение отдельных "уложенных в карманы" спиралей и сборка таких уложенных спиралей в конструкции с внутренними пружинами для дальнейшей обивки материей с целью получения матрацев или каркасных пружинных конструкций. Способы и устройства для объединения групп уложенных в карманы спиралей в единый ряд или последовательность спиралей для вставки в качестве узлов с внутренними пружинами внутрь матрацного модуля раскрыты в патентах США N 4578834 и N 4986518, которые включены в качестве аналогов.
В качестве ближайшего аналога для всех восьми заявленных объектов использованы способ и устройство, описанные в патенте США N 4439977 кл. В 29 С 27/08, 1984.
Несмотря на то, что указанные выше системы обеспечивают некоторые преимущества над предшествующими конструкциями, все же существует необходимость в их усовершенствовании. Например, когда спирали сжимают для вставки в карманы, как показано в патенте США N 4439977, спирали могут стремиться "просесть", что в результате приводит к неблагоприятным остаточным потерям высоты или нагрузочной способности. Недостатки также проявляются в том, что проволока в процессе формования испытывает некоторые напряжения, которые могут вызвать остаточные дефекты в спиральных пружинах.
Поэтому на производстве была выявлена необходимость в создании пружин, у которых не наблюдается проблем, вызванных напряжениями, включая нежелательное состояние "проседания".
Известна широко распространенная тепловая обработка спиральных пружин. Например, известно получение конструкций с внутренними пружинами, имеющих "открытые спирали", и последующее помещение таких конструкций с внутренними пружинами, имеющих открытые спирали, в печь для снятия напряжений. Однако, в случае конструкции с внутренними пружинами, в которых спирали уложены в карманы, такие конструкции сами не подаются нагреву в печи, так как, например, ткань кармана или клей, удерживающий вместе уложенные в карманы спиральные пружины, ухудшат свои свойства, будучи подвержены воздействию высоких температур, как это происходит при нагревании в печи.
Задачей настоящего изобретения является создание усовершенствованной конструкции с уложенными в карманы спиральными пружинами, предназначенной для использования в изделиях с внутренними пружинами, создание усовершенствованной конструкции с внутренними пружинами для использования в матраце или каркасной пружинной конструкции, создание усовершенствованного способа и устройства для снабжения уложенными в карманы спиральными пружинами, в котором спиральные пружины перед вставкой в ткань кармана подвергаются обработке для снятия в них напряжений, а также создание эффективных по затратам на эксплуатацию, изготовление и обслуживание усовершенствованные способ и устройство для изготовления уложенных в карманы спиральных пружин.
Поставленная задача решена за счет того, что в способе изготовления уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами для матрацев, включающем формование спиральных пружин из пружинной проволоки, формование трубы из поддающейся термической сварке ткани, имеющей температуру плавления, вставку указанных спиральных пружин в указанную трубу из ткани, формование в указанной трубе из ткани на каждой стороне каждой из указанных спиральных пружин термических сварных швов, за счет чего образуются отдельные карманы, внутри которых расположены указанные спиральные пружины, формование спиральных пружин из предложенной проволоки осуществляют при первой температуре, причем указанная пружинная проволока имеет внутренние остаточные напряжения, после чего ведут непрерывную подачу указанных спиральных пружин в нагревательный элемент, приспособленный для в сущности мгновенного подъема температуры указанных спиральных пружин до второй температуры, причем указанная вторая температура достаточна для обработки указанных спиральных пружин путем существенного снижения указанных внутренних остаточных напряжений в пружинной проволоке указанных спиральных пружин, и осуществляют быстрое снижение температуры обработанных спиральных пружин до третьей температуры, находящейся ниже указанной температуры плавления, при этом операцию формования трубы из поддающейся термической сварки ткани, имеющей температуру плавления, осуществляют непосредственно после операции непрерывной подачи указанных спиральных пружин в нагревательный элемент, а операции вставки указанных спиральных пружин в указанную трубу из ткани и формование в указанной трубе из ткани на каждой стороне из указанных спиральных пружин термических сварных швов, за счет чего образуются отдельные карманы, внутри которых расположены указанные спиральные пружины, проводят после операции быстрого снижения температуры обработанных спиральных пружин до третьей температуры, находящейся ниже указанной температуры плавления.
Кроме того, поставленная задача решена и за счет того, что указанную обработку указанных спиральных пружин выполняют с использованием техники нагрева, выбранной из группы, состоящей из индукционного нагрева и нагрева с использованием электрического сопротивления; указанная вторая температура, при которой выполняется тепловая обработка, находится в диапазоне, от примерно 260oC/500oF до примерно 371oC/700 oF", вторая температура составляет примерно 316oC (600oF); указанная вторая температура превышает указанную первую температуру, а указанная третья температура находится между указанной первой и второй температурами; указанные спиральные пружины выдерживают после указанной обработки и перед указанной установкой указанной третьей температуры; указанный способ является непрерывным; указанную третью температуру устанавливают в сущности мгновенно по завершении обработки указанных спиральных пружин.
Поставленная задача решена и за счет того, что в способе изготовления непрерывных рядов из уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами, включающем этапы: а/ формования спиральной пружины из проволоки, d/ формования трубы из ткани, изготовленной из поддающегося термической сварке тканого материала, g/ помещения указанной спиральной пружины в указанную трубу из ткани, h/ формования в указанной трубе из ткани на каждой стороне каждой из указанных спиральных пружин термических сварочных швов, за счет чего образуется отдельный карман, внутри которого расположена указанная спиральная пружина, этап а/ формирования спиральной пружины из проволоки осуществляют таким образом, что указанная спиральная пружина находится при первой температуре, после чего осуществляют этап b/ - мгновенного подъема температуры указанной спиральной пружины таким образом, что указанная спиральная пружина находится при второй температуре, более высокой, чем указанная первая температура для снижения вызванных формованием напряжений, созданных в указанной пружине во время этапа а/, этап с/, на котором помещают указанную спиральную пружину в обрабатывающую карусель, имеющую по крайней мере одно углубление для приема спирали, выполненное таким образом, что указанная спиральная пружина располагается внутри указанного углубления, этап d/, на котором тканый материал имеет температуру плавления, равную третьей температуре, этап e/, на котором быстрое снижение температуры указанной спиральной пружины при ее нахождении внутри указанного углубления осуществляют таким образом, что указанная спиральная пружина находится при температуре более низкой, чем указанная температура плавления, и этап f/, на котором извлекают указанную спиральную пружину из указанного углубления, при этом после этапа f/ осуществляют этапы g/ и h/. Кроме того, поставленная задача решена и за счет того, что на этапе e/ воздух при температуре более низкой, чем указанная вторая температура, нагнетают вдоль указанных спиральных пружин для того, чтобы охладить их; на этапе b/ указанные спиральные пружины нагревают путем селективного пропускания через них электрического тока, на этапе b/ указанные спиральные пружины нагревают путем пропускания их через электрическую индукционную катушку, на этапе b/ указанные спиральные пружины нагревают путем селективного пропускания через них электрического тока, на этапе b/ указанные спиральные пружины нагревают путем пропускания их через электрическую индукционную катушку.
Поставленная задача решена и за счет того, чтобы в способе изготовления непрерывных рядов из уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами, включающем циклические этапы: а/ формования из проволоки спиральной пружины, e/ формования трубы из поддающейся термической сварке ткани, имеющей температуру плавления, h/ помещения указанной спиральной пружины в матерчатую трубу, i/ формования в указанной трубе термических сварных швов для обозначения границ отдельного кармана, внутри которого расположена указанная спиральная пружина, этап а/ формования из проволоки спиральной пружины ведут с производительностью одна за цикл и осуществляют таким образом, что указанная спиральная пружина находится при первой температуре, после чего осуществляют этапы: b/ помещения указанной спиральной пружины с производительностью одна за цикл в обрабатывающую карусель, имеющую по крайней мере одно углубление для приема спирали, выполненное таким образом, что указанная спиральная пружина располагается внутри указанного углубления, с/ мгновенного подъема температуры указанной спиральной пружины при ее нахождении внутри указанного углубления осуществляют таким образом, что указанная спиральная пружина находится при второй температуре, более высокой, чем указанная первая температура для снижения вызванных формованием напряжений, созданных в указанной пружине во время этапа а/, d/закрытия указанного углубления и предоставления указанной спиральной пружине возможность оставаться внутри указанного углубления для выдержки в течение по крайней мере одного цикла, f/открытия указанного углубления и быстрого снижения температуры указанной спиральной пружины при ее нахождении внутри указанного углубления до температуры более низкой, чем указанная температура плавления, g/ извлечения указанной спиральной пружины из указанного углубления с производительностью одна за цикл, при этом после этапа f/ осуществляют этап e/, а после этапа f/осуществляют этапы g/, h/, i/. Указанная задача решена и за счет того, что указанную спиральную пружину на этапе f/ охлаждают нагнетаемым воздухом, указанную спиральную пружину на этапе с/ нагревают путем пропускания через указанную пружину электрического тока.
Поставленная задача решена и за счет того, что в способе создания ряда уложенных в карманы спиральных пружин, включающем этапы: а/ формования трубы из ткани, b/ вставки спиральной пружины в указанную трубу, d/ сварки указанной трубы из ткани поперечным швом для частичного формования в указанной ткани кармана для помещения указанной спиральной пружины, осуществляют этапы: с/ захват указанной спиральной пружины и указанной ткани зажимными элементами, имеющими в основном цилиндрические поверхности со структурой и размерами, позволяющими захватить указанную спиральную пружину и дающими возможность оборачивать указанную ткань вокруг указанной спиральной пружины и окутывать указанную пружину тканью, e/ дискретного перемещения указанных зажимов для осуществления дискретного перемещения указанной пружины и ткани, f/ освобождения указанных зажимов от указанных пружины и ткани, при этом после этапа b/ осуществляют этап с/, а после этапа d/ осуществляют этапы e/ и f/. Поставленная задача решена и за счет того, что на этапе d/ указанную сварку осуществляют путем захвата указанной ткани между ультразвуковой насадкой и упором, прикрепленным к указанному зажиму, и включения указанной ультразвуковой насадки для создания в указанной ткани термического сварного шва; на этапе d/ указанная сварка завершает формование кармана вокруг указанной спиральной пружины, на этапе d/ указанная сварка завершает формование кармана вокруг указаний спиральной пружины.
Поставленная задача решена и за счет того, что в способе создания ряда уложенных в карманы спиральных пружин, включающем этапы а/ формования трубы из эластичной ткани, b/ вставки первой спиральной пружины в указанную трубу из ткани, осуществляемой таким образом, что каждый из противоположных торцев указанной первой спиральной пружины упирается в слой ткани, который сам опирается на соответствующую стенку указанной формующей трубы, d/ вставки второй спиральной пружины в указанную трубу из ткани, осуществляемой таким образом, что каждый из противоположных торцев указанной второй спиральной пружины упирается в слой ткани, этап а/ формования трубы из эластичной ткани осуществляют внутри в сущности жесткой формующей трубы, после чего осуществляют этап в/вставки первой спиральной пружины в указанную трубу из ткани и в указанную формующую трубу в неподвижной относительно указанной формующей трубы точке, этап с/ натяжения и дискретного перемещения указанной ткани и за указанной первой спиральной пружиной по направлению движения осуществляемых таким образом, что указанная спиральная пружина и указанная ткань вместе дискретно перемещаются в указанной трубе, и этап d/ вставки второй спиральной пружины в указанную трубу из ткани и в указанную формующую трубу осуществляют в неподвижной относительно указанной формующей трубы точке, а слой ткани опирается на соответствующую стенку указанной формующей трубы.
Поставленная задача решена и за счет того, что в способе создания ряда укладываемых в карманы спиральных пружин, включающем этапы: а/ формования трубы из ткани, b/ вставки спиральной пружины в указанную трубу из ткани, осуществляемой таким образом, что противоположные торцы указанной спиральной пружины упираются в указанную трубу из ткани, e/ дискретного перемещения указанной трубы из ткани с расположенной в ней указанной спиральной пружиной, d/ сварки первого поперечного шва на одной стороне указанной пружины, e/ вторичного дискретного перемещения указанной трубы, f/ сварки второго поперечного шва на противоположной стороне указанной спиральной пружины, этап а/ формования трубы из ткани осуществляют внутри окружающей ее в сущности жесткой формующей трубы, этап b/ вставки спиральной пружины осуществляют и в указанную жесткую формующую трубу, а противоположные торцы указанной спиральной пружины упираются и в указанную жесткую формующую трубу, этап с/ дискретного перемещения указанной трубы из ткани с расположенной в ней указанной спиральной пружиной осуществляют через указанную жесткую формующую трубу, причем дискретное перемещение вызывает выход указанной спиральной пружины из указанной жесткой формующей трубы.
Кроме того, поставленная задача решена и за счет того, что в устройстве для формования уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами, включающем средства для формования спиральных пружин из пружинной проволоки, средства для формования трубы из ткани, изготовленной из поддающегося термической сварке тканого материала, имеющего температуру плавления и средства для вставки указанных спиральных пружин в трубу из ткани, спиральные пружины сформованы из пружинной проволоки при первой температуре, причем указанная пружинная проволока имеет внутренние остаточные напряжения, устройство имеет средства для мгновенного подъема температуры указанных спиральных пружин до второй температуры, достаточной для обработки указанных спиральных пружин путем существенного снижения указанных внутренних остаточных напряжений в пружинной проволоке указанных спиральных пружин, и средства для быстрого снижения температуры обработанных спиральных пружин до температуры, находящейся ниже указанной температуры плавления и достаточной для обеспечения возможности вставки указанных обработанных спиральных пружин в трубу из ткани. Кроме того, поставленная задача решена за счет того, что указанные средства для подъема температуры указанных спиральных пружин включают нагревательное устройство для нагрева указанных спиральных пружин, осуществляющее процесс, выбранный из группы, состоящей из индукционного нагрева и нагрева с использованием электрического сопротивления; указанные средства для подъема температуры указанных спиральных пружин включают нагревательное устройство для нагрева указанных спиральных пружин до указанной второй температуры и указанная вторая температура находится в диапазоне от примерно 260oC/500oF до примерно 371oC/700oF; указанные средства для доведения температуры обработанных спиральных пружин до температуры, находящейся ниже указанной температуры плавления, включают охлаждающее устройство; указанные средства для доведения температуры обработанных спиральных пружин до температуры, находящейся ниже указанной температуры плавления, включают охлаждающее устройство; средства для выдержки указанных спиральных пружин после указанной обработки указанных спиральных пружин и перед указанным доведением указанной температуры до указанной температуры, находящейся ниже указанной температуры плавления; указанные средства для доведения температуры обработанных спиральных пружин до указанной температуры, находящейся ниже указанной температуры плавления, являются прибором, устройство которого позволяет осуществить в. сущности мгновенную установку указанной температуры ниже указанной температуры плавления, по завершении обработки указанных спиральных пружин.
Поставленная задача решена за счет того, что уложенные в кармане спиральные пружины для использования в конструкциях с внутренними пружинами, включающие спиральные пружины, отформованные из пружинной проволоки, причем указанные спиральные пружины вставлены в матерчатый карман, спиральные пружины отформованы из пружинной проволоки при первой температуре, причем указанная пружинная проволока имеет внутренние остаточные напряжения, причем указанные спиральные пружины обработаны путем мгновенного подъема температуры указанных спиральных пружин до второй температуры, достаточной для существенного снижения указанного внутреннего остаточного напряжения в пружинной проволоке указанных спиральных пружин, причем температура обработанных спиральных пружин доведена до третьей температуры, достаточной для обеспечения возможности вставки указанных обработанных спиральных пружин в матерчатый карман.
Поставленная задача решена и за счет того, что указанные спиральные пружины подвержены обработке с помощью техники нагрева, выбранной из группы, состоящей из индукционного нагрева и нагрева с использованием электрического сопротивления; указанное значение указанной второй температуры, при которой обрабатывают указанные спиральные пружины, находится в диапазоне от примерно 260oC/500oF до примерно 371oC/700oF; указанная температура указанных обработанных спиральных пружин доведена до третьей температуры с помощью охлаждающего устройства; указанные спиральные пружины выдержаны после обработки и перед тем, как температура доведена до указанной третьей температуры; указанная вторая температура превышает указанную первую температуру, а указанная третья температура находится между первой и второй температурами; указанная третья температура установлена по существу одновременно с завершением обработки указанных спиральных пружин.
Краткое описание изобретения
Настоящее изобретение обеспечивает получение усовершенствованных уложенных в карманы спиралей и изготавливаемых из них конструкций с внутренними пружинами, в которых укладываемые в карманы металлические спиральные пружины из пружинной проволоки перед их вставкой в ткань кармана подвергают обработке нагревом или подготавливают другим способом так, что присущие им остаточные напряжения в пружинной проволоке снижаются для обеспечения сохранения долговечности и упругости спиральных пружин в течение продолжительного периода времени. В частности, настоящее изобретение относится к способам и устройствам для тепловой обработки спиральных пружин, отформованных из проволоки, и последующей вставки таких спиральных пружин в ткань кармана, также к изделиям в виде матрацев, изготовленных из них, и спиральным пружинам, получаемым таким образом.
Относительно предъявляемых требований и трансформации материалов для снижения или устранения нежелательных остаточных напряжений в проволоке спиральной пружины, работающей на сжатие, следует отметить, что такие остаточные напряжения в проволоке спиральной пружины, работающей на сжатие, в общем бывают двух типов, а именно, остаточные напряжения, возникающие при волочении проволоки, и остаточные напряжения, возникающие при формовании спирали. Оба типа напряжений являются результатом холодной обработки металла в проволоке пружины.
Что касается остаточных напряжений, возникающих при волочении проволоки, следует отметить, что когда для применения в качестве спиральных пружин, уложенных в карманы, проволоку изготавливают из углеродистой стали, то она подвергается холодному волочению, например, из высокоуглеродистого горячекатаного прутка стали 1070 диаметром 7/32 дюйма /0,21875 дюйма/ или 1/4 дюйма /0,25 дюйма/. Обычно эти прутки обжимают на волочильных досках до тех пор, пока он не достигнет диаметра в диапазоне от 0,068 до 0,094 дюйма. Существенное снижение площади поперечного сечения, являющееся результатом этого натяжения /деформации/ в проволоке при холодной обработке, приводит к нарастанию и сохранению последовательностей остаточных напряжений особого вида, включающих продольных напряжения /параллельные оси проволоки, работающие на растяжение у поверхности проволоки и работающие на сжатие у оси проволоки/, радиальные напряжения /в сущности перпендикулярные оси проволоки и работающие на сжатие у оси/ и круговое напряжения /которые следуют в той же последовательности, что и продольные напряжения/.
Относительно остаточных напряжений, возникающих при формовании спирали, следует отметить, что когда проволоку формуют в спиральную пружину, работающую на сжатие, то добавляются некоторые дополнительные остаточные напряжения, которые, как считают, изменяют остаточные напряжения, уже присутствующие в проволоке после операции волочения проволоки. Эти дополнительные напряжения, вызванные формованием проволоки, являющиеся результатом этой дополнительной холодной обработки, приводят к дополнительному неравномерному пластическому натяжению /деформации/ в проволоке и, в итоге, к нарастанию и сохранению других типов остаточных последовательностей напряжений в проволоке, которые включают сжимающие остаточные напряжения /в материале проволоки, расположенном на внутренней стороне среднего диаметра спирали/, напряжения, работающие на растяжение /в материале проволоки, расположенном на внешней стороне среднего диаметра спирали/ и скручивающие напряжения, так как проволока, заключенная в активных витках пружины, содержит несколько уровней скручивающих остаточных напряжений, являющихся результатом закручивания проволоки по мере того, как производили формовку винтообразных витков спирали.
Было известно, что в комбинации рассмотренных выше остаточных напряжений, вызванных волочением проволоки и формованием спиралей, присутствуют проблемы, касающиеся эксплуатационных характеристик спиральных пружин, работающих на сжатие, нагрузочной способности, сохранения высоты в ненагруженном состоянии, сопротивляемости проседанию и усталостной прочности. Поэтому необходимо снижение этих нежелательных напряжений.
Для того, чтобы достичь снижения напряжений работающих на сжатие спиральных пружин в изделиях с укладываемыми в карманы спиралями, может быть выборочно применена механическая пластическая деформация с целью обеспечения баланса напряжений. Однако, что предпочтительней, для достижения баланса напряжений выборочно применяют нагревание. За этими процессами может следовать охлаждение для того, чтобы дать возможность безопасной вставки работающей на сжатие спиральной пружины внутрь матерчатого кармана.
Снижение остаточных напряжений, включающее полное устранение нежелательных напряжений, может быть выполнено множеством способов, включающих /но не ограниченных только перечисленным ниже/ выборочную механическую холодную обработку проволоки в пружине /например, упрочняющую дробеструйную обработку/, ультразвуковую обработку, лазерный нагрев, нагрев в электропечи сопротивления, индукционный нагрев, нагрев за счет электрического сопротивления, нагрев продуваемым горячим воздухом или лучистый нагрев. Однако, вне зависимости от того, какой способ используется, те способы, которые включают применение тепла, являются предпочтительными по отношению к другим альтернативам. Также, вне зависимости от того, какой способ используется, к пружине, подвергающейся разгрузке от напряжений, должны применяться определенные и точно заданные температура и время нагрева и, после этого, должно иметь место охлаждение ниже заданной температуры для того, чтобы дать возможность вставки спиральной пружины внутрь матерчатого кармана без воздействий, наносящих ущерб карману и ткани кармана.
Сейчас рассматривается один, являющийся предпочтительным, зависящий от температуры и времени процесс снятия напряжения на спиральных пружинах, и следует отметить, что время установлено в интервалах, и в описываемом случае одиночный временной интервал равен от 700 до 800 мс. В предпочтительном процессе температуру пружины поднимают до диапазона, лежащего между 420oF и 1333oF, но предпочтительно в более узком диапазоне приблизительно 500-700oF полностью внутри одного временного интервала, которого недостаточно для завершения проникновения тепла и, таким образом, завершения снятия нежелательных напряжений. В таком случае требуется достаточное количество дополнительных временных интервалов. В этом случае способ осуществления процесса заключается в использовании 2, 3, 4, 5...N временных интервалов. Обеспечение условия, что каждый временной интервал будет иметь место, не замедляя производительность станка, просто потребует дополнительных камер, служащих для улучшения характеристик пружин, и соответствующего объема занимаемого оборудованием пространства для размещения этих камер.
Потенциальные способы для осуществления функции охлаждения включают /но не сводятся только к перечисленному ниже/ охлаждение в ваннах с рециркуляцией масла, охлаждение в рециркулирующей воде, охлаждение в воздушно-водяном тумане, охлаждение вихрем сжатого воздуха, охлаждение продуваемым воздухом из холодильной установки и охлаждение продуваемым воздухом при температуре окружающей среды. Охлаждение продуваемым воздухом является предпочтительным способом охлаждения. Однако, вне зависимости от того, какой используется метод охлаждения, по отношению к пружине, которая была подвергнута процессу снятия напряжений, должны применяться определенные и точно заданные температура и время и должно иметь место охлаждение пружины при температуре, лежащей ниже заданной температуры, для того, чтобы дать возможность вставки спиральной пружины в ткань кармана без воздействий, наносящих ущерб карману и ткани кармана.
Одно из предпочтительных соотношений время/температура для процесса охлаждения заключалось бы в том, чтобы подвергнуть пружину воздействию температуры в диапазоне 0-730oF в одном временном интервале. Если одного временного интервала недостаточно для охлаждения до желаемой температуры, тогда может потребоваться достаточное для этого число дополнительных временных интервалов. В этом случае средство осуществления выполнения этого процесса заключается в использовании 2, 3, 4, 5...N временных интервалов. Обеспечение условия, что каждый временной интервал будет иметь место, не замедляя производительность станка, просто потребует дополнительных камер, служащих для улучшения характеристик пружин, и соответствующего объема занимаемого оборудованием пространства для размещения этих камер.
Видно, что необходимо придерживаться вышеуказанных процессов для вставки подвергнувшейся снятию напряжений и охлажденной пружины в ткань кармана.
Краткое описание рисунков
Фиг. 1А-1С являются общими видами устройства, являющегося технической реализацией настоящего изобретения, предназначенной для использования в процессах по настоящему изобретению. Фиг. 1А - вид сверху устройства, обладающего признаками изобретения. Фиг. 1В - видом спереди в вертикальном разрезе устройства, изображенного на фиг. 1А, а фиг. 1С - видом устройства сбоку.
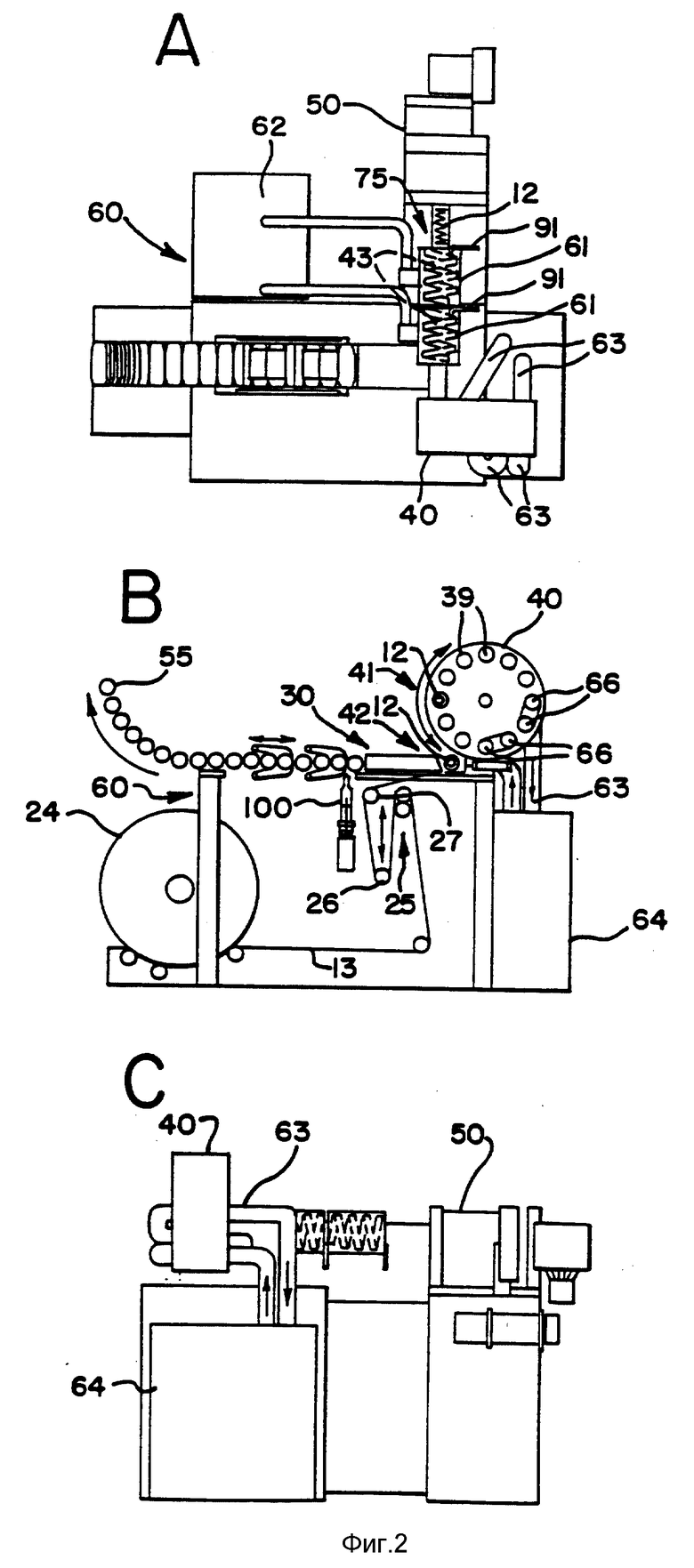
Фиг. 2А-2С являются проекциями устройства по настоящему изобретению, изображенного на фиг. 1А-1С, дополнительно включающего модуль индукционного нагрева, используемый для нагрева спиральной пружины в соответствии с этим изобретением.
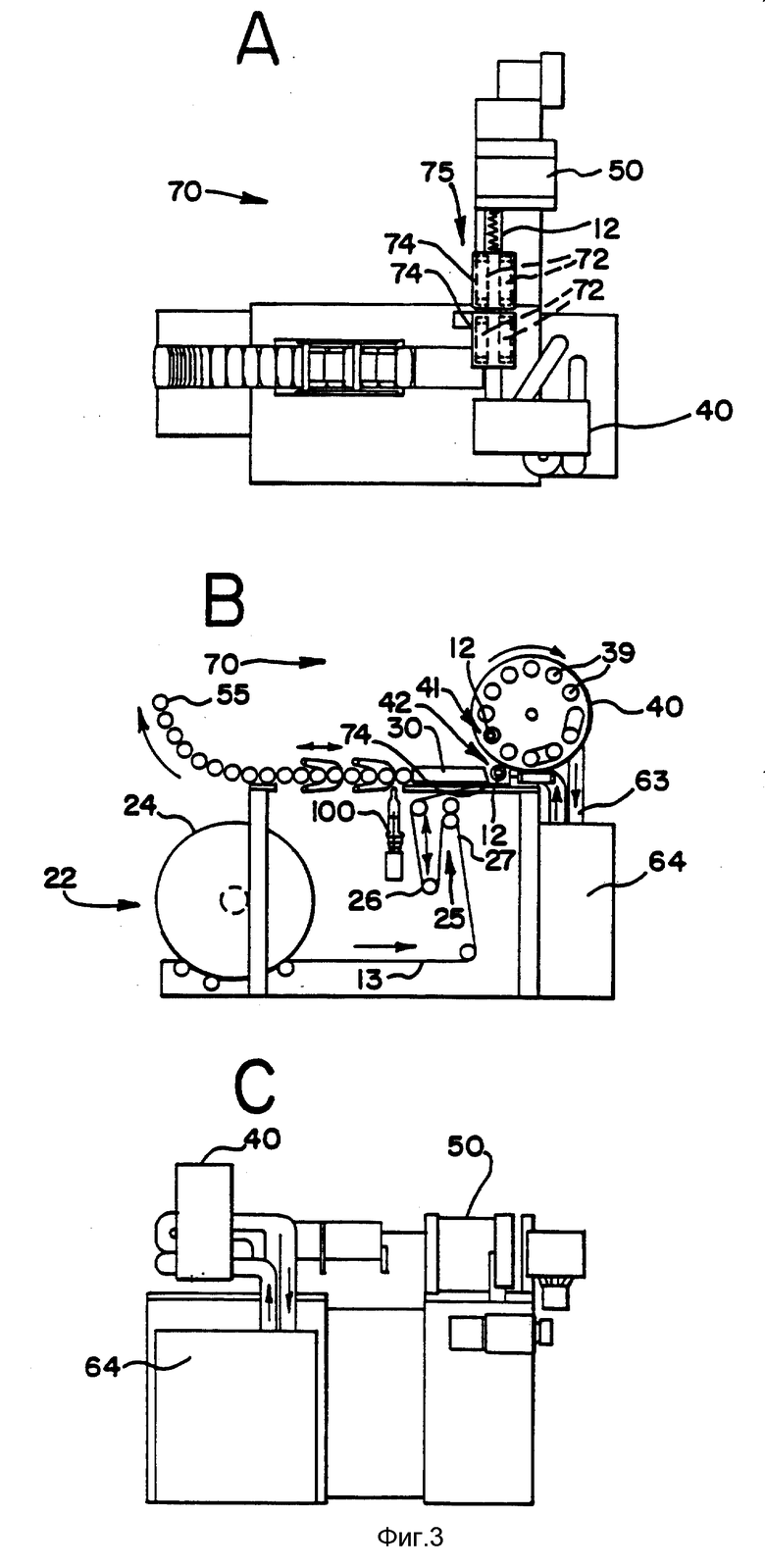
Фиг. 3А-3С являются проекциями устройства по настоящему изобретению, такого как на фиг. 1А-1С, дополнительно включающего модуль лучистого нагрева, используемый для нагрева спиральной пружины в соответствии с этим изобретением.
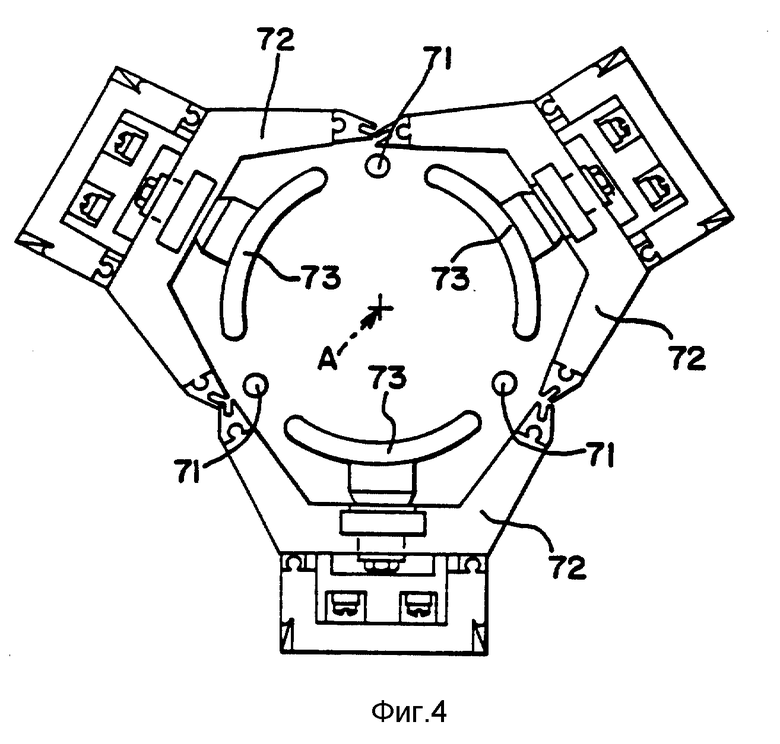
Фиг. 4 является видом в поперечном разрезе узла лучистого нагрева, предназначенного для использования в модуле нагрева, представленном на фиг. 3.
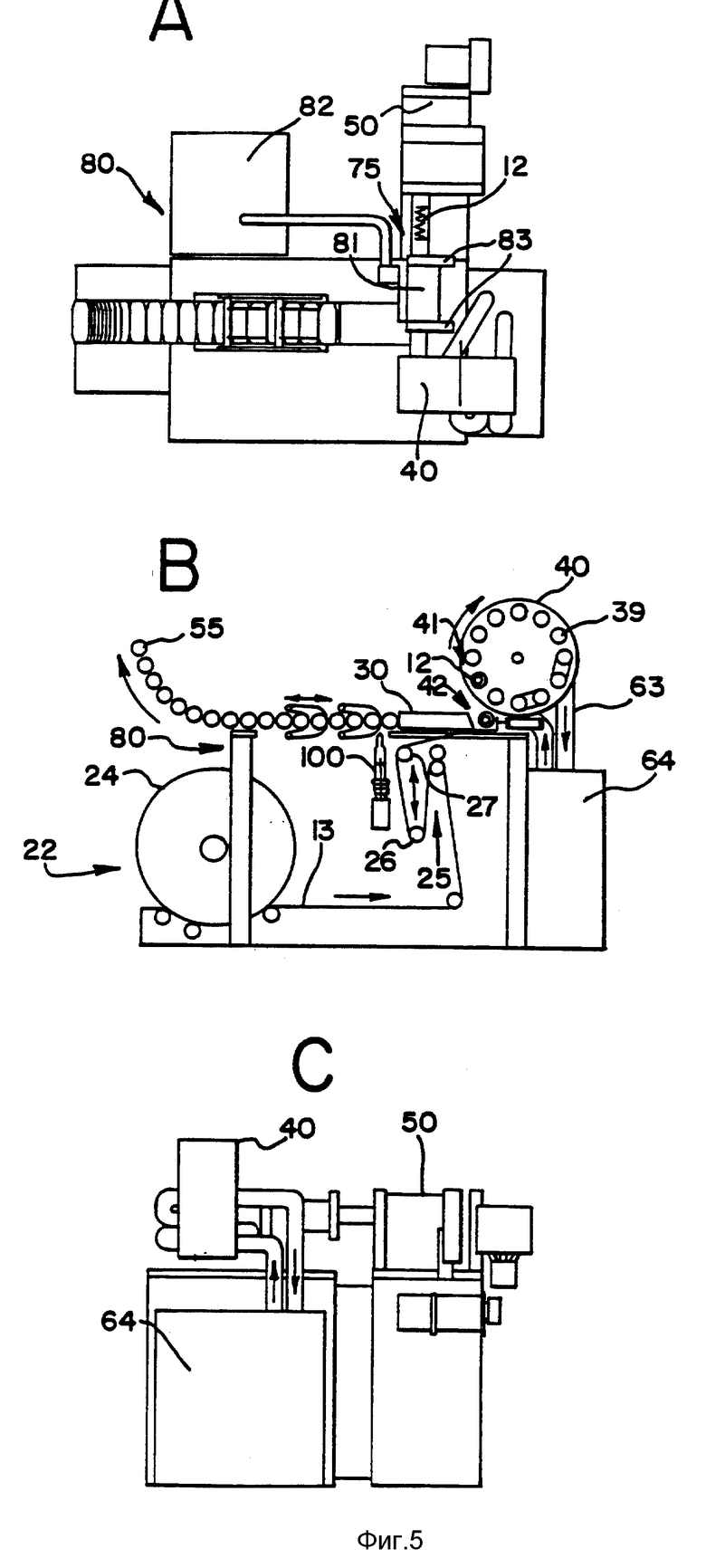
Фиг. 5А-5С - проекции устройства по настоящему изобретению, представленного на фиг. 1А-1С, дополнительно включающего модуль нагрева за счет электрического сопротивления, используемый для нагрева спиральной пружины в соответствии с этим изобретением.
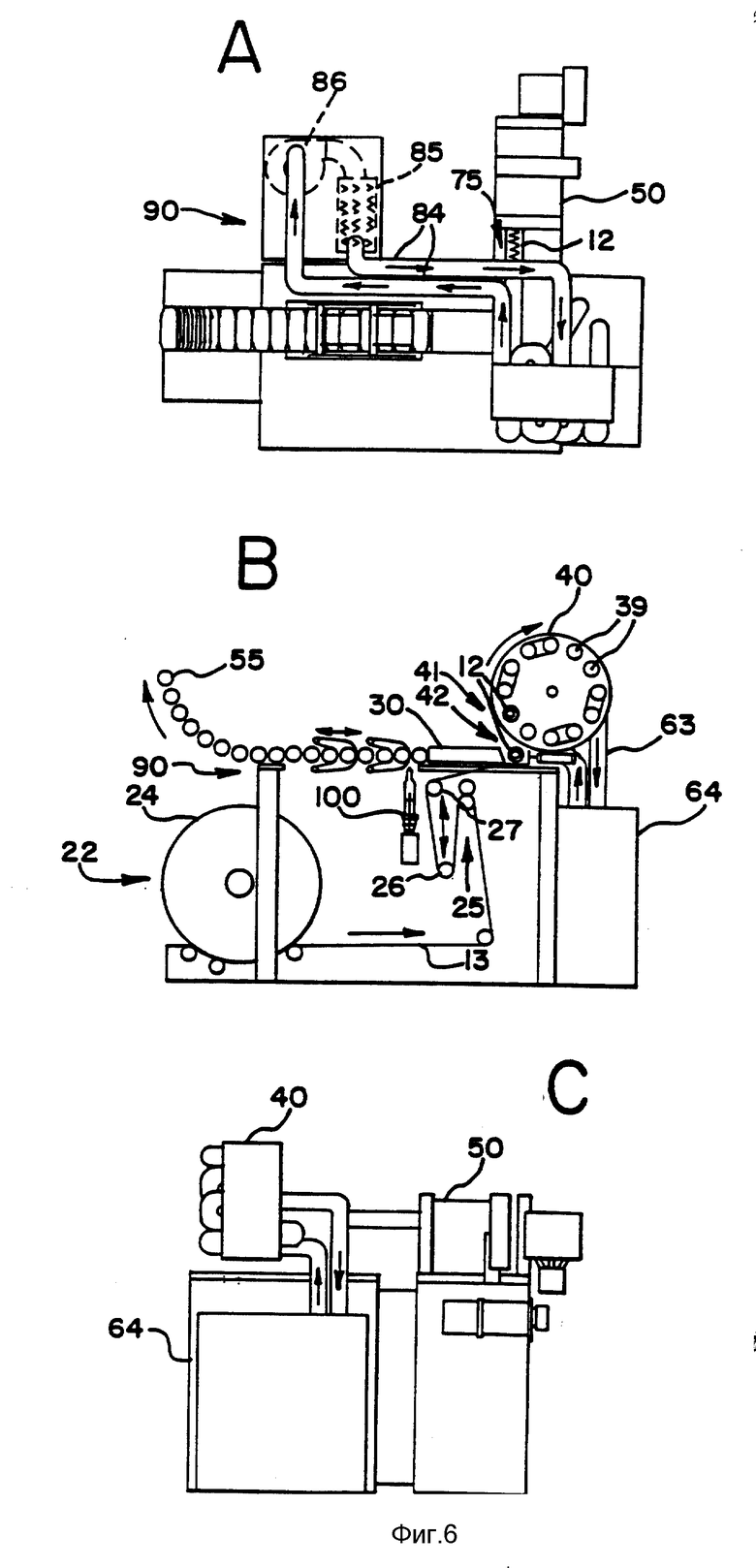
Фиг. 6А-6С являются проекциями устройства по настоящему изобретению, такого как на фиг.1А-1С, дополнительно включающего модуль нагрева продуваемым горячим воздухом, используемым для нагрева спиральной пружины в соответствии с этим изобретением.
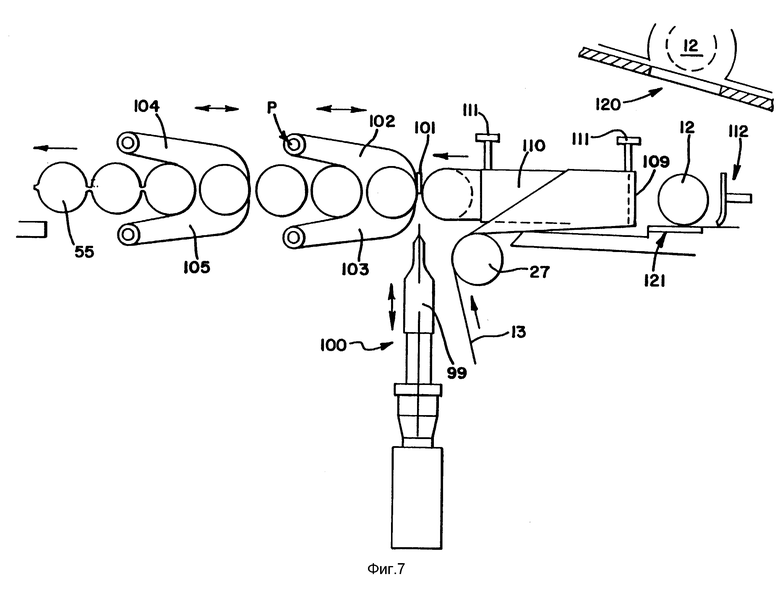
Фиг. 7 является отдельным видом устройства для дискретного перемещения неопределенное расстояние и сварки уложенной в карман спирали, применяемого в настоящем изобретении.
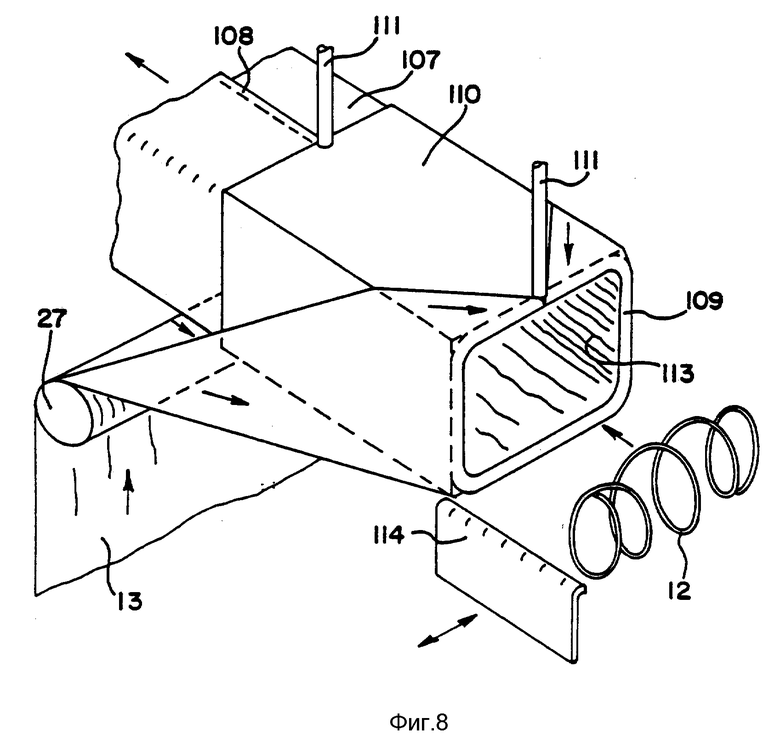
Фиг. 8 является схематичным изображением, иллюстрирующим работу формующей магистрали, используемой в соответствии со способом по настоящему изобретению.
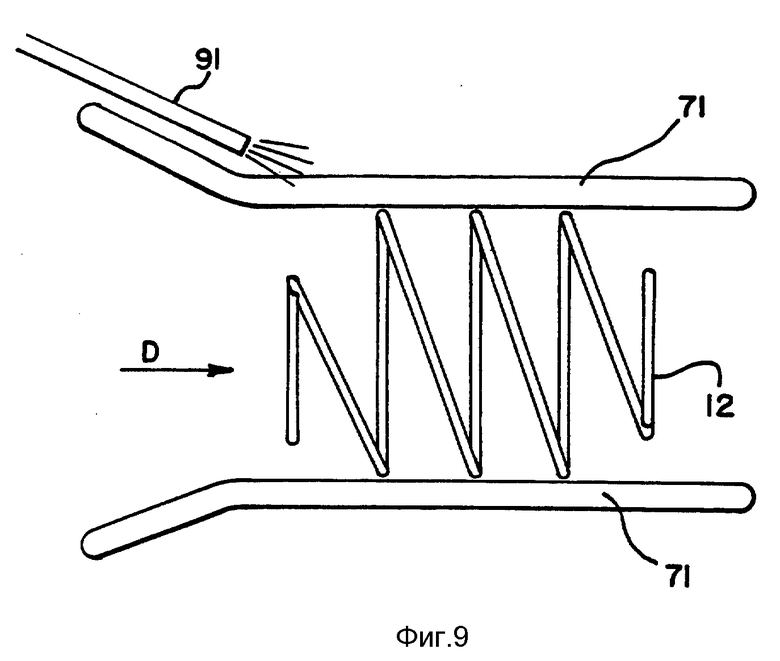
Фиг. 9 является боковым видом в разрезе, иллюстрирующим работу направляющих стержней в соответствии с настоящим изобретением.
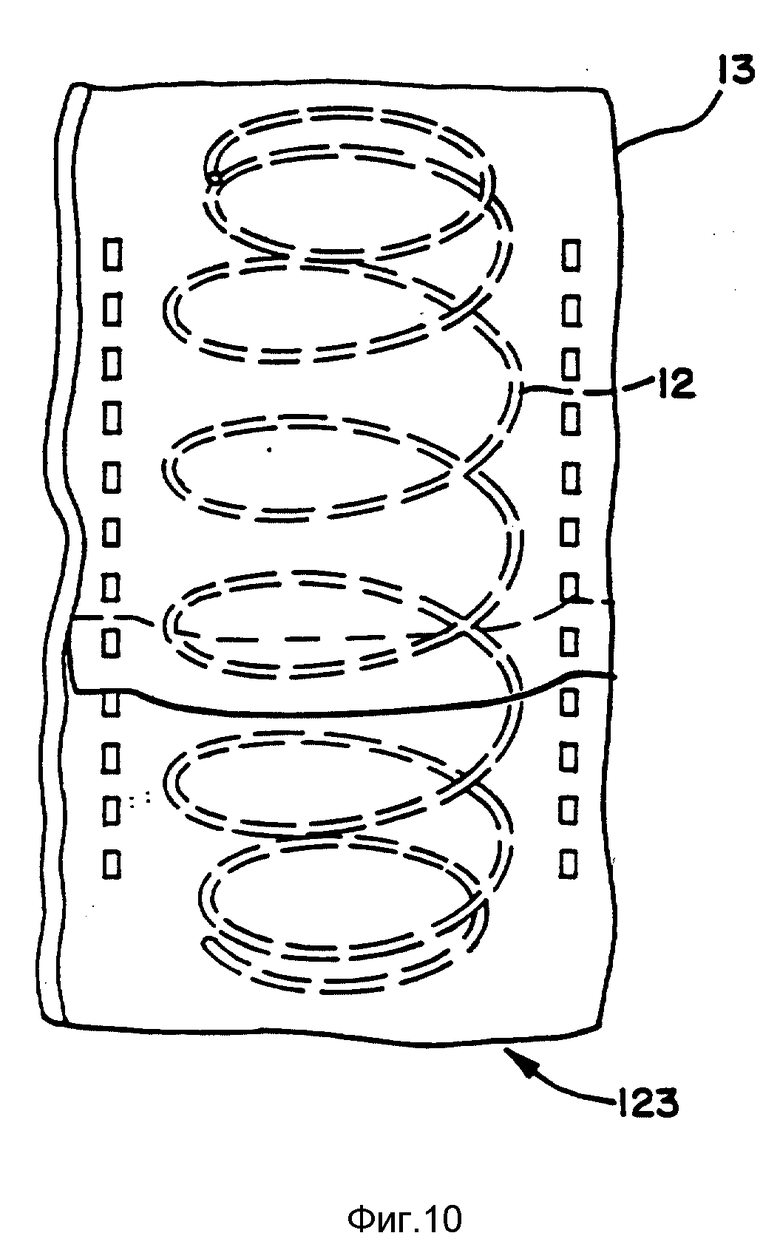
Фиг. 10 является схематичным изображением, показывающим вставленную в карман из ткани спиральную пружину по настоящему изобретению, составляющую часть вытянутого ряда таких уложенных в карманы спиральных пружин, используемых при изготовлении конструкций с внутренними пружинами.
Обратимся к фигурам, на которых одинаковые цифры соответствуют одинаковым элементам на нескольких видах. Фиг.1А-1С показывают устройство 10 в соответствии с настоящим изобретением, которое включает модуль 22 подачи материала кармана, который подает материал кармана 13 с катушки 24 с синтетической или натуральной тканью по траектории 25 вокруг колеблющихся роликов 26 на карусель 40 обработки спиралей /на фиг. 1А-1С не показана крышка/, которая установлена с возможностью вращательного движения и включает углубления 39. Карусель 40 расположена так, чтобы принимать необработанные спиральные пружины 12 в положении 41, дающем возможность с навивочной головки 50 вставлять их в углубления. Эти спиральные пружины 12 затем подвергаются обработке так, как рассматривается позже в этой заявке, и обработанные спиральные пружины 12 удаляют с карусели 40, когда углубление находится в положении 42, позволяющем выход в модуль 30 формования карманов. Затем из этих уложенных обработанных пружин 12 формируется уложенный в карманы ряд 55 спиральных пружин 12. Компьютер 11 используется для управления этим процессом.
Очевидно, что карусель 40 для обработки спиралей периодически скачкообразно поворачивается, причем поворот карусели 40 на неопределенный угол происходит в каждый цикл работы станка. В карусели 40, показанной на фиг. 1А-1С, имеются восемь углублений 39, поэтому карусель поворачивается на определенный угол восемь раз или "циклов" на каждый полный поворот карусели. В каруселях 40, показанных на фиг.2А-2С, 3А-3С, 5А-5С и 6А-6С, имеются двенадцать углублений, поэтому эти карусели поворачиваются на определенный угол двенадцать раз или "циклов" на каждый полный поворот карусели. Углубления 39 обрабатывающей карусели 40 могут быть, если это требуется, облицованы теплоизолирующим материалом.
Теперь обратимся к фиг.2А-2С, на которых представлено устройство 60 для обработки спиральных пружин, включающее приборы для тепловой индукционной обработки спиральных пружин 12. Так же, как на фиг.1, необработанные спиральные пружины 12 поступают с навивочной головки 50. Как показано на фиг. 2А-2С, на траектории 25 от навивочной головки 50 к обрабатывающей карусели 40 каждая спиральная пружина 12 останавливается на один цикл по крайней мере в одном модуле индукционного нагрева или камере 61. Каждый модуль 61 нагрева содержит индукционную нагревающую катушку 43. Индукционная катушка запитывается высокочастотным током от отдельного источника энергии 62. Высокочастотный ток в нагревающей катушке 43 возбуждает изменяющееся магнитное поле, которое индуцирует ток в каждой спиральной пружине 12 тогда, когда она транспортируется через модуль 61. Индуцированный ток обеспечивает быстрый нагрев каждой спиральной пружины 12 до желаемого температурного диапазона, лежащего от приблизительно между 500 градусов по Фаренгейту до приблизительно 700 градусов по Фаренгейту, предпочтительно около 600 градусов по Фаренгейту.
После прохождения индукционного нагрева спиральные пружины 12 последовательно помещаются в обрабатывающую карусель 40, которая на фиг.2А-2С показана с установленной крышкой. Охлаждающий трубопровод 63 введен для того, чтобы направлять воздух в модуль охлаждения 64 и из него. Трубопровод 63, как подробно рассматривается позже, дает возможность направлять охлаждающий воздух сквозь одно или более, чем, одно, углубление 39 в карусели 40, так, что когда определенная спиральная пружина 12 поворачивается вместе с каруселью 40 на определенный угол, спиральная пружина 12 охлаждается в течение по крайней мере одного цикла. Если, как показано на фиг. 2А-2С, охлаждается более, чем одно углубление, то направление охлаждающего воздуха изменяется для каждого углубления 39 благодаря петлевой или поворотной конфигурации трубопровода 63, что лучше всего проиллюстрировано на фиг.2С, 3С и 5 С.
В каждом модуле 61 индукционного нагрева спиральные пружины 12 проходят в осевом направлении по траектории, которая, в сущности, проходит через центр индукционной катушки 43. Индукционная катушка 43 конфигурирована таким образом, чтобы дать возможность спиральным пружинам 12 проходить через ее центр без помех. В предпочтительной конфигурации индукционной катушки 43, как это наиболее хорошо показано на фиг. 2А, индукционная катушка 43 имеет проходной размер около 5 дюймов по внутреннему диаметру, имеет длину в 8 дюймов и содержит от 2 до 6 витков.
Один из способов расположения спиральных пружин 12 внутри модуля 61 индукционного нагрева заключается в использовании не- проводящих направляющих стержней 71 /см. фиг. 4 и 9/, которые удерживают спиральные пружины 12 на месте в течение процесса нагревания. Направляющие стержни 71 обеспечивают радиальное направление спиральных пружин при их прохождении вдоль продольной оси через индукционную катушку 43 и модуль 61. Также, как и в случае лучистого нагрева, который будет рассмотрен позже, спиральные пружины 12 можно передавать по их траектории через модуль 61 сильной струей воздуха, создаваемой вентилятором 91.
Теперь обратимся к фиг.3А-3С, на которых представлено устройство 70 для обработки спиральных пружин 12, которое использует лучистый нагрев для обработки спиральных пружин 12.
На траектории 25 от навивочной головки 50 к карусели 40 обработки спиралей спиральные пружины 12 поступают по крайней мере в одну камеру 74 лучистого нагрева, включающую электрические керамические лучистые нагреватели 72 /см. также фиг. 4/. Нагреватели 72 преобразуют электрическую энергию в лучистую энергию на частоте, обеспечивающей эффективную передачу тепла спиральным пружинам 12. Могут использоваться одна камера 74 лучистого нагрева или большее количество установленных последовательно камер для достижения желаемой производительности, причем спираль 12 нагревается до температуры, лежащей между приблизительно 500oF до приблизительно 700oF, предпочтительно около 600oF.
Как показано на фиг. 4, спиральные пружины 12 подвергаются обработке воздействием лучистого тепла при использовании лучистых нагревателей 72. Видно, что три нагревателя 72 включают вытянутые керамические лучистые нагревательные элементы 73, обращенные к оси А, которая, в предпочтительной реализации, является продольной осью нагреваемой пружинной спирали 12. Длина элемента 72 в предпочтительной реализации приблизительно эквивалентна наиболее длинной спирали, которую предполагают обработать. Пригодные для использования нагреватели 72 продаются фирмой Sylvania модель N 066612.
Подобно описанному выше в отношении индукционного нагрева спиральных пружин 12, при перемещении спиральных пружин 12 через камеру нагрева 74 могут использоваться, как показано на фиг. 4 и 9, изолирующие направляющие стержни 71. А также, если желательно, может использоваться ранее рассмотренная передача сильной струей воздуха, создаваемой вентилятором 91.
После того, как спиральные пружины 12 подверглись нагреву, они направляются в обрабатывающую карусель 40 для выдержки при определенной температуре, охлаждения и последующего помещения в ткань кармана 13.
На фиг.5А-5С представлено устройство 80 для обработки спиральных пружин 12, которое использует медные или другие контактные пластины 83, между которыми могут быть помещены спиральные пружины 12 для тепловой обработки спиральных пружин 12.
На траектории от навивочной головки 50 к карусели 40 обработки спиралей каждая спиральная пружина 12 останавливается внутри камеры 81 нагрева за счет электрического сопротивления, и медные контактные пластины 83 подсоединяют к противоположным торцам каждой спиральной пружины 12. Контактные пластины 83 подсоединяют спиральные пружины 12 к выходной цепи низковольтного силового трансформатора 82, отдающего большой ток. После установления полного контакта на короткий период включается источник энергии, обычно на 200 миллисекунд или менее. В это время большой ток будет протекать непосредственно через каждую спиральную пружину 12 и будет нагревать спиральную пружину 12 до температуры, лежащей между приблизительно 500oF до приблизительно 700oF, предпочтительно около 600oF.
Обработанные спиральные пружины 12, как обсуждалось ранее, затем направляются в обрабатывающую карусель 40 и позже помещаются в ткань кармана 13.
Теперь обратимся к фиг.6А-6С, на которых также представлено устройство 90 для обработки спиральных пружин 12, которое использует нагретый воздух для тепловой обработки спиральных пружин 12.
В одной из технических реализаций настоящего изобретения после того, как спиральные пружины 12 покидают навивочную головку 50 окружающей воздух, поступающий от вентилятора 86, нагревается в замкнутом воздушном потоке нагревателем 85 по крайней мере до приблизительно 700oF также, как в нагревателе, использующем электрическое сопротивление. Затем спиральные пружины 12 транспортируются для вставки в карусель 40 обработки спиралей. В представленной конструкции тепловой трубопровод 84 направляет нагретый воздух от нагревателя воздуха 85 через по крайней мере одно углубление 39 карусели 40 для того, чтобы нагреть там спиральные пружины до температуры, лежащей между приблизительно 500oF до приблизительно 700oF, предпочтительно около 600oF.
В предпочтительной технической реализации этого изобретения "выдержка" спиральных пружин выполняется пока только что нагретые спиральные пружины находятся в карусели, но не подвергаются охлаждению. Термин "выдержка" используется для описания передачи тепла от наружного слоя проволоки к сердцевине проволоки, то есть должна быть снижена разница температурных градиентов по поперечному сечению пучков провода. Обычно в предпочтительных технических реализациях это выполняется за счет того, что спиральные пружины оставляют в покое в определенном углублении, причем тепло не подводится к углублению и не отводится от него внешними средствами. Например, в конфигурации, представленной на фиг.2А-2С спиральные пружины 12 перед охлаждением могут выдерживаться в течение времени, составляющего до 6 циклов.
В соответствии с настоящим изобретением предпочтение отдается варианту, когда пружина подверглась один раз нагреву до соответствующей температуры в желаемом температурном диапазоне, который простирается от приблизительно 400oF до приблизительно 1300oF, но обычно в диапазоне от приблизительно между 500oF до приблизительно 700oF с использованием предпочтительной техники, представленной здесь на фиг. 2-6 и как описано в соответствии с этим подробным описанием изобретения, спиральная пружина 12 должна подвергнуться охлаждению до температуры, которая позволит вставить спиральную пружину 12 в ткань 13 кармана, не вызывая повреждения структуры ткани. Таким образом, в предпочтительных технических реализациях этого изобретения, использующих натуральные ткани в качестве материала кармана 13, спиральные пружины 12 перед их вставкой в ткань кармана 13 следует охлаждать до температуры, не превышающей приблизительно 150oF. Для некоторых синтетических тканей температуры, до которых охлаждаются спиральные пружины, могут быть значительно выше, чем для натуральных тканей, и могут колебаться вплоть до температуры порядка 700oF.
Охлаждение спиральных пружин 12 может быть выполнено с использованием множества технологий охлаждения, включая принудительную циркуляцию воздуха, ванны с рециркулирующим маслом, рециркулирующую воду, воздушно-водяные туманы, охлаждение вихрем сжатого воздуха, охлаждение продуваемым воздухом из холодильной установки и т.п.
Например, соответствующее охлаждение спиральных пружин 12 может быть достигнуто при использовании окружающего воздуха, сжатого, например, до давления в 10 дюймов водяного столба и затем подаваемого по трубопроводам к ряду камер в карусели 40 обработки спиралей. Воздух в большом объеме, на высокой скорости, направляется сквозь проволоки спиральных пружин и, благодаря сравнительно низкой /обычно 30 грамм/ массе спиральных пружин 12, охлаждение может быть достигнуто в четырех или менее камерах. В конфигурации, показанной на фиг. 2А-2С, воздух направляется через четыре отдельных углубления 39, причем для каждого последующего углубления поток воздуха перенаправляется в противоположном направлении.
Теперь, для уяснения принципов устройства и способа для вставки спиральных пружин 12 в карманы из материала карманов 13, обратимся к фиг.7 и 8. В общем, следует обратить внимание на то, что процесс включает этапы формирования вытянутой трубы из ткани 107, вставки в трубу спиральной пружины 12 и формировании кармана 123 вокруг спиральной пружины 12, например, как при соединении ультразвуковой сваркой, двумя швами 108, поперечными продольной оси трубы 107, одним швом 108 на каждой стороне спиральной пружины 12 для перехвата спиральной пружины внутри матерчатого кармана 122. Путем использования двух пар зажимов 102, 103 и 104, 105 соответственно, которые служат для удержания на месте спиральных пружин 12 и ткани 13 для осуществления процесса сварки и которые служат для дискретного перемещения собранных уложенных в карманы спиральных пружин 124 с тем, чтобы убрать их и повторить процесс.
Как показано на фиг.7 и 8, ткань 13 проходит через направляющий ролик 27 /см. также фиг. 1В/, имея практически плоскую форму. Затем ткань "собирается" вокруг наружной стороны формующей трубы 110, удерживаемой в подвешенном состоянии двумя стержнями 111 и включающей контур направляющей горловины или формующий обод 109. Ткань 13 протягивается через трубу 110 так, чтобы создать трубу 107 из ткани на выходе или выходной горловине формующей трубы 110, причем свободные края ткани перекрываются в плоском шве 108.
Контур или формирующий обод 109 укреплен на направляющей горловине формующей трубы и обеспечивает плавное направление ткани 13. Ткань 13 может быть "собрана" для соединения с помощью направляющих роликов /не показаны/, которые могут быть, как известно в технике, клиновидного или деформируемого типа.
В соответствии с тем, что рассматривалось выше, спиральные пружины 12 охлаждаются в обрабатывающей карусели 40. В конце каждого поворота карусели 40 на определенный угол обработанная спиральная пружина 12 за счет падения под действием силы тяжести будет выгружаться из выходного отверстия 120 в крышке карусели 40. Металлическая спиральная пружина 12 падает на магнит 121, который удерживает ее на месте пока пора синхронизированных сжимающих, боковых заслонок 114 /на фиг. 8 показана только одна/ сходится вместе для того, чтобы сжать и отцентрировать спираль все еще находящуюся сверху магнита 121. Возвратно-поступательный толкающий элемент 112, приводимый в действие известным в технике способом, путем перекатывания выталкивает спираль с магнита в горловину формующей трубы 110.
Спиральные пружины 12 удерживаются внутри формующих труб 110 за счет трения между сторонами спиральной пружины 12 и тканью 13. Ткань 13 находится во фрикционном взаимодействии с обращенными внутрь вертикальными боковыми поверхностями 113 формующей трубы 110. Отдельная спиральная пружина 12 выталкивается на место толкающим элементом 112 сразу же после того, как предыдущая спиральная пружина 12 была вытянута или передвинута по направлению движения за счет растягивающего усилия на трубе 107 из ткани. Это растягивающее усилие, как будет рассмотрено позже, обеспечивается за счет сжимающего действия зажимов 102-105, расположенных за формующей трубой по направлению движения.
Существуют два набора зажимов 102-105, передний набор и задний набор, которые работают синхронно. Передний набор зажимов включает передний верхний зажим 102 и передний нижний зажим 103, которые работают синхронно. Задний набор зажимов включает задний верхний зажим 104 и задний нижний зажим 105, которые работают синхронно.
Передний набор зажимов 102, 103 соединяется для захвата отдельной спиральной пружины 12 и задний набор зажимов 104, 105 соединяется для захвата другой спиральной пружины 12, расположенной в ряду спиральных пружин ниже по направлению движения /три в представленной технической реализации/.
Зажимы похожи друг на друга, каждый состоит из элементов правой и левой боковых стенок, установленных на противоположных сторонах центральной "полутрубы". Когда, как показано на фиг. 7, два зажима набора сходятся вместе, две "полутрубы" фактически составляют вместе "створки моллюска" для спирали, находящейся внутри ткани. Это оказывает благоприятное выравнивающее действие. Задний набор зажимов обеспечивает дополнительное растягивающее усилие при дискретном перемещении.
После того, как пара спиральных пружин 12 оказывается захваченной зажимами в положении, показанном на фиг.7, ультразвуковой сварочный комплект 100, включающий насадку 99, передвигается вверх таким образом, что имеющая перехлест труба из ткани 13 кармана "защемляется" между насадкой 99 и опорной полосой 101 /упором/, жестко укрепленной на передней кромке переднего верхнего зажима 102. Опорная полоса 101 "надсечена" для обеспечения прерывистого поперечного сварного шва. Затем насадка 99 запитывается ультразвуком таким образом, что насадка 99 и опорная полоса 101 соединяются, образуя прерывистый поперечный термический сварной шов, который, повторяясь, образует карманы 123, в которые вставляются спиральные пружины, 12, образуя изделия 124 из уложенных в карманы спиральных пружин со спиральными пружинами 12 в карманах 123, сформированных, как показано на фиг. 10, из материала 13 кармана.
После процесса сварки комплект 100, как показано на фиг.7, убирается назад во втянутое положение. Затем возвратно-поступательная каретка /не показана/, несущая передние и задние зажимы 102, 103, 104 и 105, дискретно перемещается подходящим способом, например, пневматическим цилиндром, для перетягивания всего ряда спиралей 55 точно на расстояние в один диаметр спирали. Для того, чтобы процесс мог быть повторен, зажимы 102-105 затем возвращаются для захвата следующей доступной спиральной пружины.
При воплощении одной технической реализации в течение одного цикла работы станка этапы должны повторяться в следующем порядке: а/ захват, b/ сварка, с/ дискретное перемещение, d/ освобождение и y/ возврат.
Хотя выше описана сварка в неподвижном положении следует понимать, что могла бы быть осуществлена сварка "в полете" при возвратно-поступательном движении при установке насадки 99 на возвратно-поступательную каретку, несущую зажимы 102-105, которые шарнирно установлены на каретку в центрах вращения, например "P" на фиг.7.
Несмотря на то, что изобретение было описано с характерными подробностями, касающимися раскрытых технических реализаций, очевидно, что в духе изобретения и области, охватываемой им, могут быть осуществлены многие изменения и модификации так, как описано в прилагаемой формуле изобретения.
Способ изготовления уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами для матрацев включает этапы формования из проволоки спиральной пружины, обработки указанной спиральной пружины для снижения образовавшихся в ней напряжений, помещения спиральной пружины в карманы для создания вытянутых рядов уложенных в карманы спиральных пружин, присоединения вытянутых рядов для создания конструкций с внутренними пружинами. Способ осуществляется посредством устройства для формования уложенных в карманы спиральных пружин. В изобретении раскрыта конструкция уложенных в карманы спиральных пружин для использования в конструкциях с внутренними пружинами. Заявленное решение обеспечивает получение долговечного и удобного в эксплуатации готового изделия. 8 с. и 29 з.п.ф-лы, 10 ил.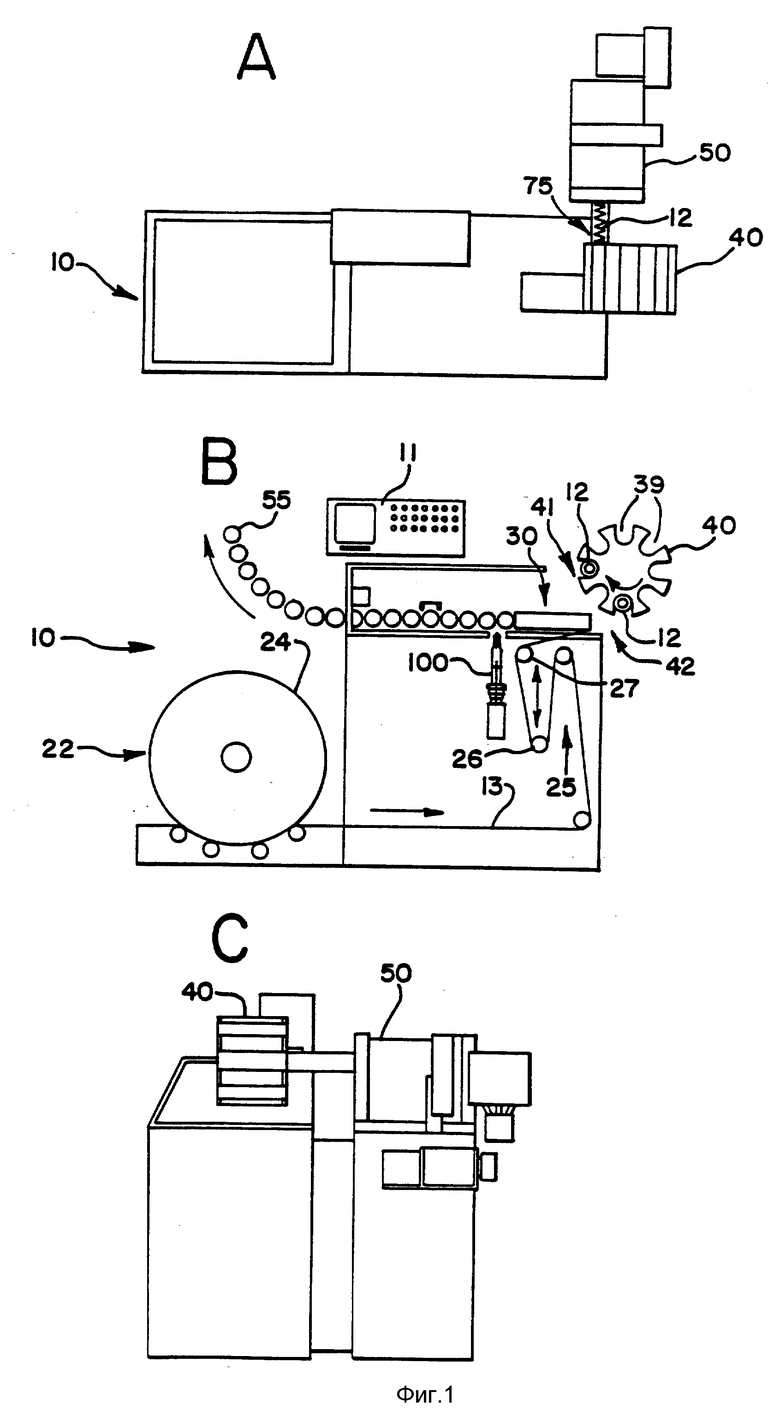
| US 4439977 A, 03.04.84 | |||
| US 3312453 A, 04.04.67 | |||
| US 4565046 A, 21.01.86 | |||
| US 4986518 A, 22.01.91 | |||
| US 4578834 A, 01.04.86 | |||
| Объемный пружинный блок | 1988 |
|
SU1637757A1 |

