Изобретение относится к цельному элементу конструкции, а также к способу его изготовления, в частности, для крепления на коленчатом валу двигателя внутреннего сгорания, при этом элемент конструкции имеет, по меньшей мере, выполненный в осевом направлении крепежный элемент для устанавливаемого позже по центру кольцеобразного элемента конструкции, элемент конструкции изготавливается методом холодной штамповки и имеет в зоне установочной поверхности выполненный в радиальном направлении упорный буртик.
Подобные элементы конструкции многократно описаны в уровне техники и обычно представляют собой инерционную массу, которая крепится на коленчатом валу с осевым прессованием, на который натянут зубчатый венец стартера, с располагающимся в радиальном направлении упорным буртиком. При этом для обеспечения центрирования зубчатого венца стартера центрирующий крепежный элемент установлен с возможностью резания. Это ведет к увеличению расходов и времени, затрачиваемых на изготовление, поскольку элемент конструкции должен крепиться и обрабатываться на различных приспособлениях.
Задача изобретения состоит в создании такого цельного элемента конструкции, который прост при изготовлении и не требует больших расходов, связанных с изготовлением, а также в создании способа изготовления цельного элемента конструкции, причем соответствующий элемент конструкции изготавливается без снятия стружки.
Задача решается за счет того, что цельный элемент конструкции с выполненной в осевом направлении крепежной поверхностью для последующей установки по центру кольцеобразного элемента конструкции изготавливают методом холодной штамповки, а выполненный в радиальном направлении буртик образуется из массива материала, полученного в результате проводимого в радиальном направлении формования выполненной в осевом направлении крепежной поверхности.
При этом осевая крепежная поверхность может быть образована посредством, по меньшей мере, одного, предпочтительным образом нескольких, распределенных по периметру круговых сегментов или же в результате вращательного движения с образованием кольцевой крепежной поверхности. Соответственно этому также выполненный радиально упорный буртик может быть выполнен в радиальном направлении из отдельных, распределенных по периметру массивов материала или же могут образовывать, в основном, замкнутый упор, причем в определенных угловых зонах по периметру буртика до или после выполнения способа согласно изобретению могут быть проведены дополнительные этапы по выдавливанию рельефа, необходимость же проведения операции изготовления упорных буртиков может отпасть из-за недостатка материала. На образующуюся поверхность прилегания натягивается зубчатый венец стартера и/или маркировочное кольцо для системы зажигания, при этом оно затем может крепиться с помощью сварки, чеканки и/или горячей запрессовки.
В то же время преимущество может состоять в том, что дополнительно или альтернативно креплению инерционной массы или подшипника, как например подшипника качения или скольжения, для крепления инерционной массы на элементе конструкции предусматриваются поверхности прилегания. Предпочтительным образом можно предусмотреть также поверхность прилегания для крепления коленчатого вала с установкой его по центру.
Для осуществления крепления кольцеобразного элемента конструкции на поверхности прилегания, исключающего его перекос, осевая ширина поверхности крепления может быть предпочтительным образом выполнена равной, по меньшей мере, половине осевой ширины устанавливаемого кольцеобразного элемента конструкции, так что имеется возможность крепления кольцеобразного элемента конструкции с помощью посадки с натягом на поверхности прилегания цельного элемента конструкции без использования каких-либо других средств соединения, как, например, сварки.
Следующие предпочтительные формы выполнения цельного элемента конструкции могут представлять собой, например, маховик, закрепляемый на коленчатом валу, или размещенную со стороны привода листовую пластину, эластичную в осевом направлении и жесткую в окружном направлении, а также деталь разъемного маховика.
Так, например, цельный элемент конструкции может быть первичной деталью с инерционной массой, причем эта первичная деталь может быть установлена с возможностью относительного проворота по направлению к, по меньшей мере, соединенной с первичным валом коробки передач с возможностью сцепления и расцепления вторичной детали с инерционной массой навстречу направлению действия демпфирующего устройства, осуществляющего свое действие в силовом потоке между первичной и вторичной деталями, по меньшей мере, в окружном направлении. При этом в предпочтительной форме выполнения цельный элемент конструкции образует комплектную первичную деталь разъемного маховика или в другом предпочтительном варианте выполнения лишь опорный фланец, соединенный с коленчатым валом посредством центрированной поверхности прилегания, причем первичная деталь маховика может быть соединена с опорным фланцем посредством клепки, для упрощения монтажа и для экономии заклепок.
При этом в одной из двух соединяемых клепкой частей с помощью холодной штамповки могут быть выполнены осевые выступы в виде утолщений, которые входят в зацепление с соответствующими отверстиями другой детали и на своей торцевой стороне соединяются клепкой с краями отверстий.Вследствие больших усилий, возникающих во время процесса клепки, может случиться, что одно из центровых отверстий, предусмотренных в опорном фланце и предназначенных для крепления на коленчатом валу, будет повреждено, например расклепано.
Далее, предпочтительным образом, в опорном фланце следует предусмотреть отверстия, а в детали маховика - выступы в виде утолщений, а отверстия следует выполнить таким образом, чтобы были предусмотрены, по меньшей мере, три равномерно распределенные по внутреннему периметру отверстий, ориентированные в радиальном направлении вовнутрь и выполненные в виде шипов выступа, с которыми посредством клепки и соединяются предусмотренные в первичной детали маховика выступы в виде утолщений. Предпочтительным образом, выполненные в виде шипов выступы центрируются таким образом, что ни один из этих выступов не располагается на воображаемой линии, проходящей соответственно между центром отверстий и осью вращения опорного фланца, так что в этой зоне центровочное отверстие ближе всего располагается у поверхности прилегания, во время процесса клепки вместе с потоком материала в направлении центровочного отверстия не возникают усилия сжатия, и, таким образом, может быть получено центровочное отверстие, где будут выдержаны все размеры.
Следующей предпочтительной формой выполнения цельного элемента конструкции является - при использовании в разъемном маховике - установка фиксирующего приспособления, обеспечивающего надежность при транспортировке, причем первичная деталь маховика фиксируется от проворота по отношению к вторичной детали маховика во время транспортировки или проведения монтажа.
Размещение фиксирующего приспособления, обеспечивающего надежность при транспортировке, осуществляется, предпочтительным образом, в радиальном направлении между относящимися к демпфирующему устройству и расположенными по периметру аккумуляторами энергии и крепежным элементом первичной детали маховика на коленчатом валу. Предпочтительным образом фиксирующее приспособление, обеспечивающее надежность при транспортировке, может состоять из пластмассовой детали, которая защелкивается в отверстиях первичной и вторичной детали маховика, которые имеют выполненные соответствующим образом выемки в виде окошек, и в осевом направлении между первичной и вторичной деталями маховика имеет место разрушение.
Отверстия вырубаются, в частности, в цельном элементе конструкции согласно изобретению, который выполняет функцию первичной детали маховика.
Далее, предпочтительным образом, можно защелкивать фиксирующее приспособление, обеспечивающее надежность при транспортировке, которое выполнено в виде пластмассовой детали, в соответствующем отверстии радиально расположенной и стационарно соединенной со второй деталью маховика фланцевой детали, служащей для нагружения аккумуляторов энергии на вторичной стороне, а также в первичной детали маховика. Фиксирующее приспособление, обеспечивающее надежность при транспортировке, имеет такие размеры, которые позволяют ему при первом пуске двигателя внутреннего сгорания расцепляться.
В разъемном маховике с цельным элементом конструкции согласно изобретению последний может быть выполнен в виде первичной детали маховика таким образом, что по наружному периметру из этого элемента конструкции и/или из соединенного с ним элемента конструкции выполнена, по меньшей мере, открытая в радиальном направлении вовнутрь и приведенная в соответствие с аккумуляторами энергии в окружном направлении камера, через которую в радиальном направлении изнутри наружу фланцевая деталь, стационарно соединенная со вторичной деталью маховика, входит в контакт для нагружения аккумуляторов энергии, причем аккумуляторы энергии крепятся в камере, и для осуществления их смазки камера, по меньшей мере, частично наполнена смазывающим средством.
Далее, преимущество может заключаться в том, что в радиальном направлении по внутреннему периметру камеры предусмотрены выполненные штамповкой и распределенные по периметру монтажные и вентиляционные отверстия, которые имеют увеличенный штамповочный проем, и, таким образом, ставшая при известных обстоятельствах подогретой, а при простое коленчатого вала проникающая в радиальном направлении во внутрь смазка, протекая вдоль профиля выемки, при последующем вращении коленчатого вала, под действием центробежной силы возвращается в камеру, а не попадает в радиальном направлении вовнутрь на фрикционное устройство, предусмотренное в радиальном направлении снаружи подшипника, который несет обе детали маховика, расположенные друг на друге.
Следующей предпочтительной формой выполнения цельного конструктивного элемента для использования в качестве первичной детали маховика может быть штамповка первичной детали маховика до получения центрирующего диаметра, на котором с установкой по центру может крепиться кольцеобразный конструктивный элемент, как например маркировочное кольцо для системы зажигания, и в процессе упрощенной системы сборки он может быть соединен, например, с помощью сварки с первичной деталью маховика или с конструктивным элементом, который связан с этой частью, например, с образующим камеру фланцем. Также и здесь предпочтение может быть отдано большей высоте полученного в процессе штамповки отверстия под диаметр центровки для получения радиального зазора для предусматриваемых при определенных обстоятельствах сварных швов между первичной деталью маховика и радиальной деталью фланца, например, для выполнения отсека.
Предпочтительным образом устанавливаемое по наружному периметру первичной детали маховика маркировочное кольцо для системы зажигания изготавливается также с использованием технологии холодной штамповки, причем оно может быть изготовлено с применением штамповки из круглой заготовки и для получения внутренней стабильности и дополнительной массы может быть фальцовано, по меньшей мере, один раз в радиальном направлении, и по внешнему периметру оно имеет расположенную в осевом направлении кольцевую поверхность, в которой предусмотрены маркировочные метки для системы зажигания в форме отсека или оконной структуры.
Описанный выше в различных формах выполнения цельный элемент конструкции может быть изготовлен по описанному ниже предпочтительному способу изготовления цельного элемента конструкции, осуществляемому без снятия стружки, причем способ подразделяется, по меньшей мере, на следующие этапы.
1. Из приблизительно ровной заготовки листового материала, который может быть подвергнут холодной обработке, например из стали, при использовании метода штамповки, изготавливается объемная заготовка, по меньшей мере, с осевой кольцевой поверхностью.
2. Заготовка устанавливается по центру, для чего ее соответствующим образом подготавливают, например могут быть выполнены центрирующие кулачки и т.п., на которых осуществляется крепление заготовки.
3. На осевой кольцевой поверхности в процессе одного этапа предварительно формуется, по меньшей мере, одна осевая поверхность прилегания для осуществления центровки кольцеобразного элемента конструкции, который будет установлен позже, а из материала, вытесненного в процессе бокового выдавливания в осевом направлении при образовании поверхности прилегания, в радиальном направлении образуется упорный буртик.
4. Необходимый для осуществления способа инструмент может быть оформлен таким образом, что поверхность прилегания будет формоваться в процессе вращения или же отдельными участками по периметру, например, в форме трех, распределенных по периметру поверхностей прилегания. Отсюда вытекает, что упорные буртики формуются соответствующим образом, а именно или в процессе вращения, или в форме упорных кулачков, распределенных по периметру.
5. В процессе последующей технологической операции с помощью штамповки могут быть выполнены отверстия и/или с помощью выдавливания цапфы, например выполненные в осевом направлении выступы в виде утолщений, предназначенные для образования заклепочных соединений с устанавливаемым элементом конструкции.
Следующей предпочтительной формой выполнения способа является технологическая операция, при которой штамповкой получают отверстия, которые имеют более высокий проем. Подобные отверстия могут служить, например, для вентиляции или же в качестве вспомогательных монтажных отверстий, при этом полученный штамповкой проем может обладать преимуществами, которые были уже описаны ранее. Далее, преимущество может состоять в том, что цельный элемент конструкции центрируется штамповкой, и здесь также следует предусмотреть увеличенный штамповочный проем, для того чтобы разместить на отцентрированном диаметре следующий элемент конструкции и чтобы благодаря увеличенному штамповочному проему в радиальном направлении между дополнительным элементом конструкции и цельным элементом конструкции оставить зазор, который, к примеру, может быть занят сварным швом, с помощью которого цельный элемент конструкции будет соединяться с другим в осевом направлении соседним элементом конструкции.
Следующей предпочтительной формой выполнения является вариант, когда цельный элемент конструкции после проведенного способа согласно изобретению будет подвергнут закалке, в результате которой закаленные детали, например опорный фланец, смогут изготавливаться без снятия стружки без использования дополнительных калибровочных операций.
Более подробно изобретение поясняется чертежами.
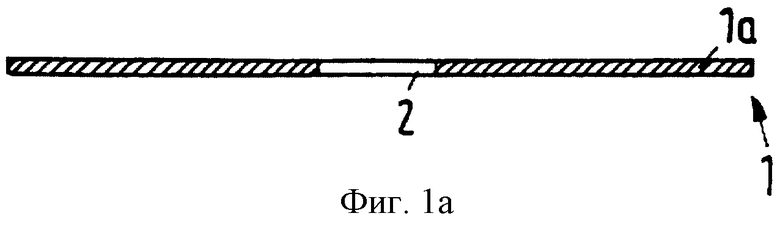
Фигура 1а-f - протекание процесса изготовления образца, имеющего форму цельного элемента конструкции согласно изобретению.
Фигура 2а и b - принципиальная схема инструмента для изготовления цельного элемента конструкции.
Фигура 3 - образец разъемного маховика при использовании цельного элемента конструкции по изобретению.
Фигура 4а и b - метод соединения элемента конструкции по изобретению с другим элементом конструкции.
Фигура 5а-е - изготовление маркировочного кольца для системы зажигания.
Фигура 6 - деталь из фигуры 3, касающаяся центрирующего наружного диаметра с увеличенным штамповочным проемом.
На фигурах 1a-f показано на примере первичной детали маховика 1 процесс изготовления цельного элемента конструкции согласно изобретению на различных технологических этапах. Технологические операции осуществляются на прессе высокого давления при использовании инструмента, который более подробно будет описан ниже. Из ленты или из круглой листовой заготовки - как видно из фигуры 1a - методом штамповки изготавливают листовую заготовку 1а с заранее заданным диаметром и центральным отверстием 2.
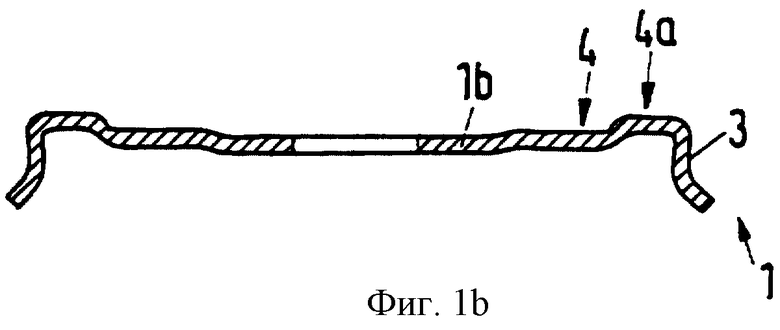
Второй этап - представленный на фигуре 1b - это процесс вытяжки, при котором листовая заготовка 1b вытягивается по наружному периметру в осевом направлении, при этом возникает чашеобразная, в осевом направлении еще не полностью сформировавшаяся кольцевая поверхность 3. Далее намечается осевой профиль 4 с одной осевой выпуклостью 4а для последующей установки аккумулятора энергии демпфирующего приспособления.
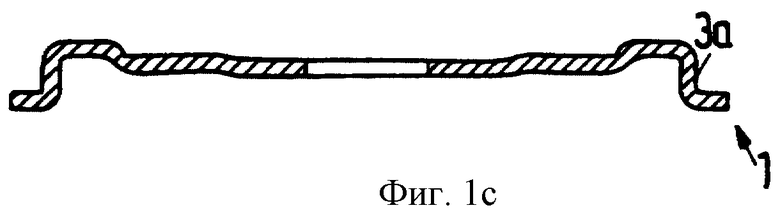
Следующий представленный на фигуре 1с этап - это операция осадки, в процессе которой осевая кольцевая поверхность 3а доходит до состояния готовности, однако она еще не отцентрирована, а диаметр еще не калиброван. В уже известных способах изготовления заготовка после этого этапа способа или же в конце процесса прессования вынимается из пресса и с помощью методов обработки резанием, например, на токарном станке устанавливается поверхность прилегания - с необходимой центровкой и калиброванным диаметром.
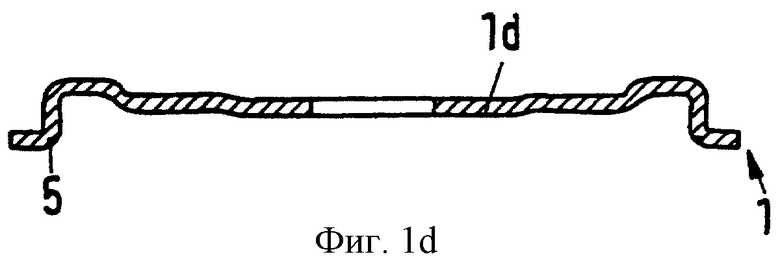
В предложенном способе заготовка 1d центрируется, например, на заготовке 1d могут быть выполнены распределенные по периметру центрирующие кулачки 5, которыми крепится заготовка 1d.
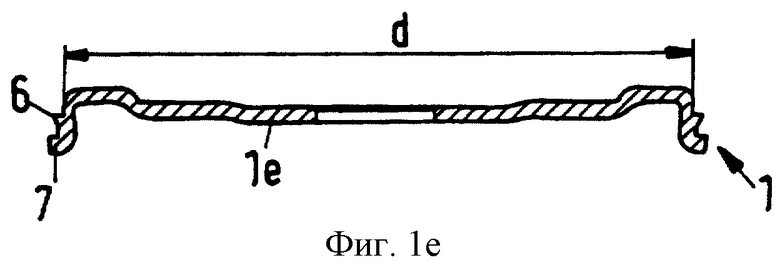
На заключительном этапе - представленном на фигуре 1е - осуществляется процесс прессования в осевом направлении с помощью пуансона, который точно выдавливает центрирующий диаметр 1d для последующей установки кольцеобразного элемента конструкции, в результате чего образуется поверхность прилегания 6. Выполненная в виде контропоры матрица на стороне заготовки 1е, противолежащей пуансону, блокирует течение материала в осевом направлении, так что в процессе поперечного выдавливания в направлении выдавливания формуется радиальный буртик 6, при этом в прессовый инструмент для осуществления формования буртика 6 в радиальном направлении снаружи вовнутрь может быть интегрирована еще одна матрица. В процессе того же или последующего этапа способа наружный периметр 7 заготовки 1е может быть обработан методом штамповки до получения центрирующего диаметра для последующей установки кольцеобразного элемента конструкции, например, может быть отштамповано маркировочное кольцо для системы зажигания, так что после центровки оно может быть соединено с цельным элементом конструкции или с элементом конструкции, который соединен с ним, например с помощью сварки.
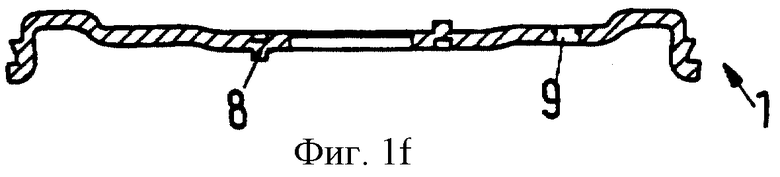
На фигуре 1f показана операция чистовой обработки, в процессе которой выдавливаются на разных сторонах заготовки в осевом направлении, например, выступы 8 в виде утолщения и методом штамповки выполняются другие отверстия 9, имеющие, например, увеличенный штамповочный проем.
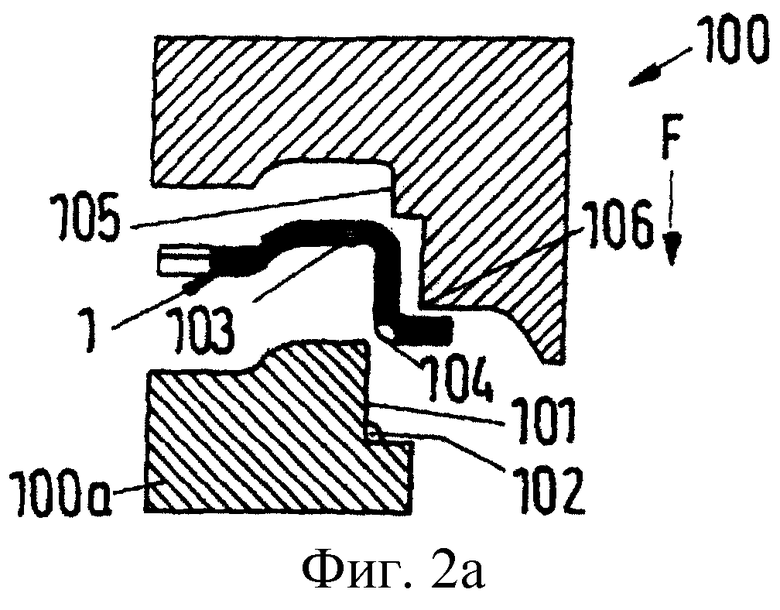
На фигуре 2а показана принципиальная схема инструмента 100 для изготовления цельного элемента конструкции в форме - представленного здесь в виде частичной детали - первичной детали 1 инерционной массы. Матрица 100а, отформованная в осевом направлении в соответствии с контуром 103 детали 1 маховика, базирует деталь 1 маховика своим внутренним диаметром 101 на центрирующих кулачках 102, взаимодействующих с центровыми отверстиями 104.
Пуансон 100b прижимается к матрице 100а с усилием прессования F, когда между ними помещен цельный элемент 1 конструкции. Пуансон 100b в зоне не обрабатываемой части элемента 1 конструкции имеет соответствующий ей осевой контур. На высоте центрирующего диаметра пуансон 100b снабжен расположенной в осевом направлении выдавливающей кромкой 105, которая имеет меньший размер в диаметре, чем длина элемента 1 конструкции в радиальном направлении, так что на создаваемом центрирующем диаметре необходим соответствующий съем материала. Наружный диаметр элемента 1 конструкции выполняется штамповкой за одну технологическую операцию с помощью пуансона 106, соединенного с пуансоном 100b, при этом также создается центрированный наружный диаметр элемента 1 конструкции.
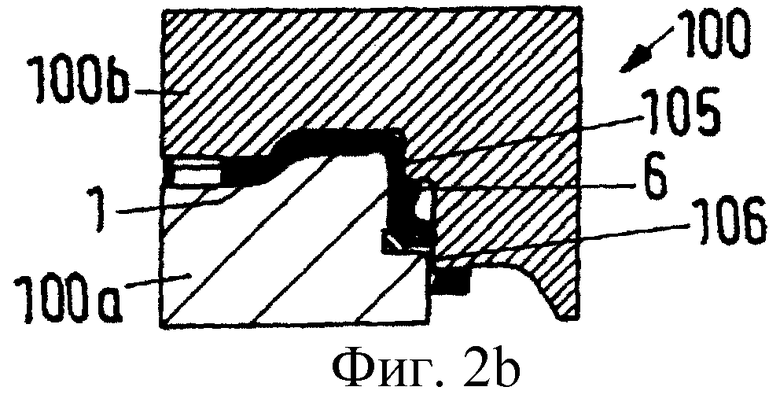
Фигура 2b показывает штамп 100 в конце процесса прессования. Пуансон 100b и матрица 100а располагаются соответственно со своей стороны на элементе 1а конструкции. Кромка 105 для выполнения рельефной формовки осуществляет предварительную формовку рельефа центрирующего диаметра в условиях производимого в осевом направлении прижима матрицей 100а и вызывает при этом за счет поперечного потока в направлении движения пуансона 100b скопление материала, образующего, в свою очередь, осевой буртик 6. Штамповочное кольцо 106 выполняет наружный диаметр элемента 1 конструкции.
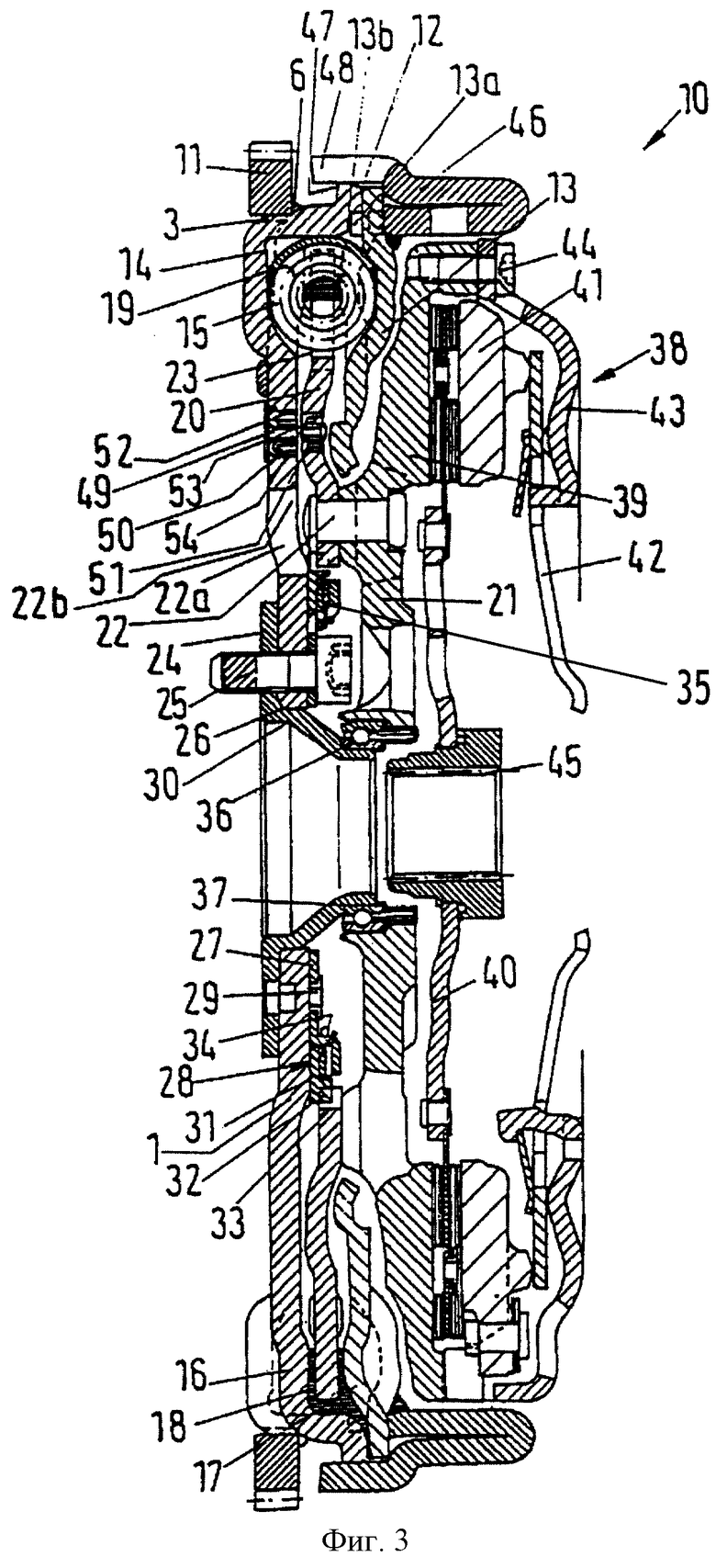
На фигуре 3 изображен элемент 1 конструкции согласно изобретению в качестве первичной детали маховика в разъемном маховике 10 с расположенной в осевом направлении поверхностью 3 прилегания, на которой с помощью прессовой посадки жестко закреплен зубчатый венец 11 стартера и на которой находится направленный в радиальном направлении наружу упорный буртик 6.
Первичная деталь 1 маховика выполнена чашеобразно и с помощью сварного шва 12 соединена с элементом 13 кольцевой шайбы, который имеет выдавленные по периметру кулачки 13а для соприкосновения с первичной деталью 1 маховика, снабженной соответствующими формованными отверстиями 13b, в результате чего внутри в радиальном направлении образуются открытые отсеки 14, которые в окружном направлении приведены в соответствие с длиной аккумуляторов 15 энергии, которые, предпочтительным образом, образованы из дугообразных пружин, простирающихся приблизительно в форме полукруга по периметру, вследствие чего в изображенном примере выполнения образуются два отсека 14, простирающиеся в виде полукруга. Для осуществления нагружения аккумуляторов 15 энергии на первичной стороне в детали 1 маховика, а также в детали 13 кольцевой шайбы предусмотрены формованные отверстия 16, 17, причем при использовании двух дугообразных пружин 15 два находящиеся на угловом расстоянии друг от друга, равном приблизительно 180, формованных отверстия 16, 17 нагружают соответственно на одной стороне дугообразную пружину 15. Отсек 14, по меньшей мере частично, заполнен смазочным средством 18, а между внутренней стенкой отсека и наружным периметром аккумуляторов 15 энергии располагается износозащитный вкладыш 19.
Нагружение аккумуляторов 15 энергии со вторичной стороны осуществляется через выполненный в форме кольцевой шайбы и проникающий в отсек 14 в радиальном направлении в зоне между первичной деталью 1 маховика и стенкой 13 отсека фланец 20, который соединен со вторичной деталью 21 маховика, предпочтительным образом, с помощью заклепок 22. Для установки заклепок 22 на одинаковой в радиальном направлении высоте в первичном маховике 1 предусмотрены проемы 22а, которые имеют увеличенную высоту штампованного проема 22b, в зоне которого в нерабочем состоянии разъемного маховика 10 вследствие высокой температуры скапливается при определенных обстоятельствах ставшее жидким смазочное средство 18, которое при последующем ускорении маховика 10 под действием центробежной силы снова транспортируется наружу в радиальном направлении. Для нагружения аккумуляторов 15 энергии при относительном проворачивании первичной детали 1 маховика относительно вторичной детали 21 маховика по наружному периметру выполненного в форме кольцевой шайбы фланца 20 предусмотрены простирающиеся в радиальном направлении консоли 23.
Первичная деталь 1 маховика закреплена по своему внутреннему периметру на закаленном опорном фланце 24 и сцентрирована по буртику 26, при этом буртик 26 может быть установлен перед началом процесса закалки после проведения выдавливания в соответствии с предлагаемым способом, а опорный фланец 24 с первичной деталью 1 маховика перед монтажом на коленчатом валу может крепиться посредством заклепок, которые чередуются с болтами 25 в окружном направлении - и представлены, а также более подробно описаны на фигурах 4а и 4b. Фланец 24 подшипника, первичная деталь 1 маховика, а также кольцеобразный фланец 27 для фрикционного устройства 28 с помощью болтов 25 привинчиваются к коленчатому валу (не изображен), при этом выполненный в виде кольцевого диска фланец 27 перед этим соединяется с помощью заклепок с первичной деталью 1 маховика посредством выступов 29 в виде утолщений, которые выступают на первичном диске в осевом направлении и чередуются в окружном направлении с болтами 25, а первичная деталь, состоящая из опорного фланца 24 и первичного маховика 1, центрируется на коленчатом валу с помощью отформованных в осевом направлении буртиков 30.
Фрикционное устройство 28 размещено в осевом направлении между выполненным в форме кольцевого диска фланцем 27 и первичной деталью 1 маховика. Фрикционный управляющий диск 31 входит в зацепление с внешним профилем 32, предпочтительным образом с наружными зубьями, с выполненным соответствующим образом внутренним профилем 33 фланца 20, расположенного со вторичной стороны. Фрикционное зацепление фрикционного управляющего диска 31 на фрикционном диске 34 регламентируется в осевом направлении действующим в осевом направлении аккумулятором энергии, предпочтительным образом тарельчатой пружиной 35.
Вторичная деталь 21 маховика установлена напротив первичной детали 1 маховика на фланце 24 подшипника в радиальном направлении внутри болтов 25, распределенных по периметру, посредством подшипника 36 качения, причем отформованный буртик 37 служит в виде осевого упора и имеет место максимальный угол проворота обеих деталей маховика 1, 21, если аккумуляторы энергии 15 замыкаются в блок.
В радиальном направлении вне заклепок 22 на вторичной детали 21 маховика предусмотрены известные сцепление 38 с нажимным диском 39, диск 40 сцепления, прижимной диск 41, тарельчатые пружины 42 и крышка 43 сцепления, причем крышка сцепления крепится с помощью болтов 44 по наружному периметру нажимного диска 39, а диск 40 сцепления с помощью внутреннего профиля 45 направляет силовой поток к не изображенному здесь первичному валу коробки передач.
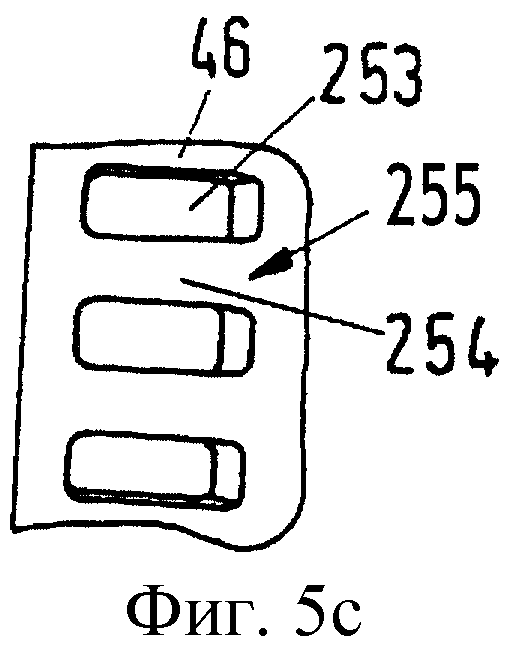
К наружному периметру нажимного диска 39 вторичной детали 21 маховика непосредственно примыкает маркировочное кольцо 46 для системы зажигания, в радиальном направлении для увеличения первичной инерционной массы оно раскрывается и крепится по сцентрированному периметру 47 первичной детали 1 маховика, а своей нераскрытой торцевой стороной сваривается встык с фланцевой деталью 13. Маркировка 48 системы зажигания высекается из маркировочного кольца системы зажигания с использованием гребешковой структуры и простирается в осевом направлении к зубчатому ободу 11 венца маховика. Процесс изготовления и конструкция маркировочного кольца для системы зажигания более подробно поясняется на фигуре 5а-е.
Для осуществления блокировки от проворота обеих деталей 1, 21 маховика относительно друг друга во время транспортировки и монтажа предусмотрено приспособление, осуществляющее блокировку от проворота или же фиксирующее приспособление 49, обеспечивающее надежность при транспортировке, которое, предпочтительным образом, выполнено из пластмассовой детали, изготовленной с помощью литья под давлением, и которое защелкивается в соответствующих отверстиях 50, 51 в первичной детали 1 маховика и во фланцевой детали 13, относящейся ко вторичной детали 21 маховика. По оси между двумя защелками 52, 53 предусмотрено место разрушения 54, заданные размеры которого определены таким образом, что оно блокирует обе детали 1, 21 маховика во время транспортировки и проведения монтажа и расцепляется при первом пуске двигателя внутреннего сгорания вследствие наличия моментов инерции массы. Обе защелки 52, 53 фиксирующего приспособления 49, обеспечивающего надежность при транспортировке, остаются в отверстиях 50, 51.
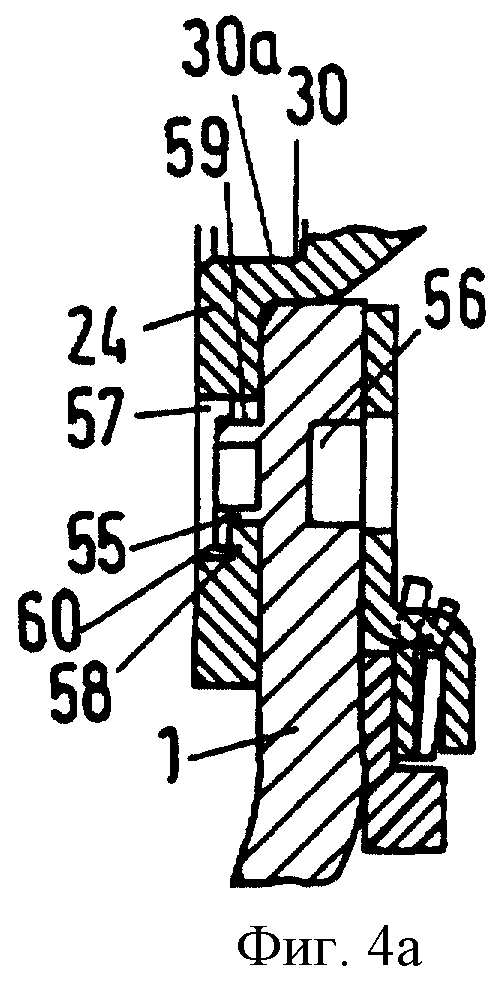
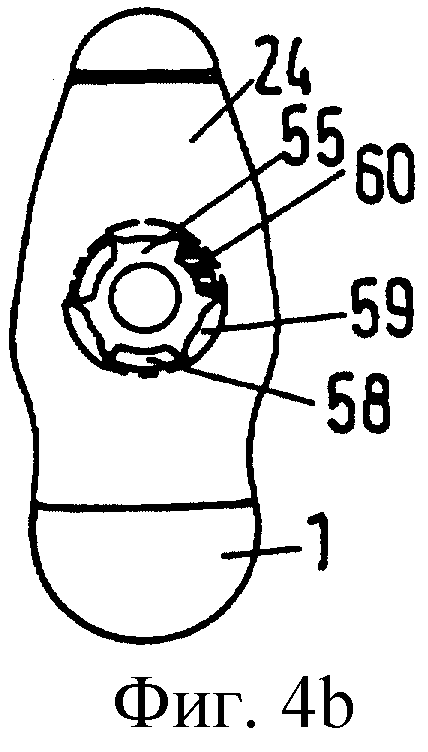
На фигуре 4а представлен частичный разрез, а на фигуре 4b - частичный вид опорного фланца 24 и первичной детали 1 маховика, а также их соединение друг с другом с помощью заклепок. Из первичной детали 1 маховика с помощью выполняемого в осевом направлении процесса прессования путем вдавливания пуансона и образования формовочного отверстия 56 на противолежащей в осевом направлении стороне детали маховика формуется выступ 55, который проходит через отверстие 57 опорного фланца 24. Снаружи вовнутрь отверстия 57 в радиальном направлении входят три распределенные по периметру выступа 58 в виде шипов, которые в радиальном направлении внутри прилегают к выступу 55 в виде утолщения. Ориентация выступов 58 происходит таким образом, что радиально в направлении буртика 30, с помощью которого опорный фланец 24 центрируется на коленчатом валу (не показан), находится свободное пространство 59. Во время процесса соединения заклепками выступ 55, выполненный в виде утолщения, припрессовывается в осевом направлении к выступам 58, выполненным в виде шипов, так что клепальный наплыв 60 из материала выступов 55, выполненных в виде утолщения, перетекает через выступы 58, выполненные в виде шипов, в результате чего образуется заклепочное соединение. Давление прессования распределяется на выступы 58 таким образом, что свободные пространства 59 в процессе склепывания в основном не подвергаются действию давления, в результате чего уковка материала, которая могла бы изменить центрирующую поверхность 30а, не оказывает мешающего воздействия, так что может отпасть последующая калибровка центрирующей поверхности 30а.
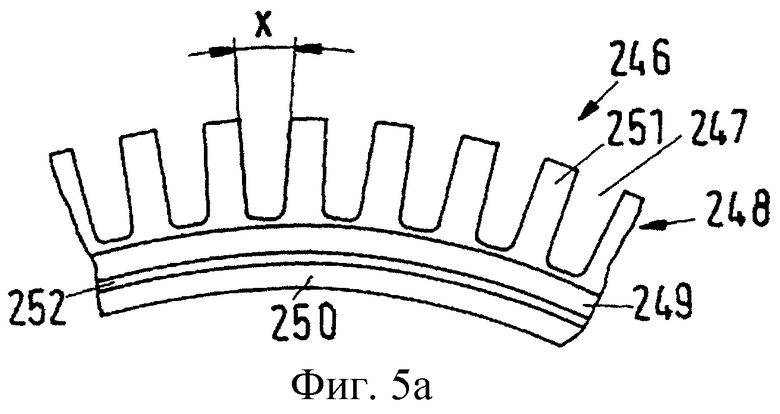
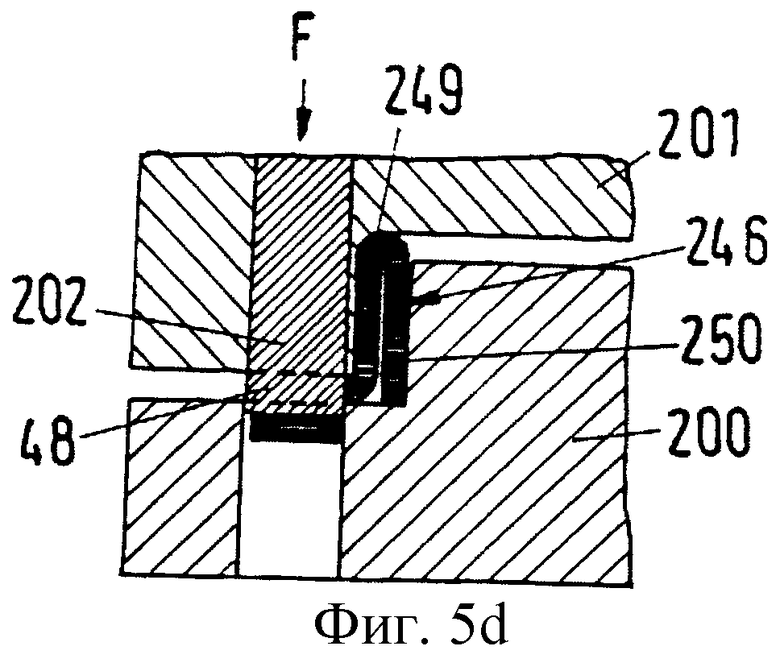
На фигурах 5а-е более подробно поясняется процесс изготовления и оформления маркировочного кольца 46 для системы зажигания (фигура 3). В процессе первой технологической операции металлическое кольцо один раз складывается на 180° и посредством формования создается радиально направленный уступ 248, так что два кольца 249, 250 располагаются в радиальном направлении друг на друге, а к радиальному наружному кольцу 249 примыкает направленный наружу уступ 248. Подобная заготовка 246 - на фигуре 5d она представлена в виде поперечного сечения - крепится в нижней матрице 200 (частичный разрез) и фиксируется верхней матрицей 201 (частичный разрез). Пуансон 202 разламывает по всему периметру с усилием прессования F за один рабочий проход маркировку 48 системы зажигания.
Заготовка 246 после этой технологической операции показана на фигуре 5а как частичный вырез. На внутреннем периметре можно видеть расположенное радиально внутри кромки 252 сгиба кольцо 250 и расположенное радиально вне кромки 252 сгиба кольцо 249, на котором под углом, равным приблизительно 90°, в радиальном направлении предварительно отформован уступ 248, из которого в процессе технологической операции, представленной на фигуре 5d, были выполнены маркировочные метки в форме зубьев 251 и мужзубных впадин 247. Форма впадин 247 с наружным расстоянием "х" выполнена таким образом, что расстояние "х" уменьшается по направлению радиально вовнутрь, так что при окантовке зубьев происходит параллельное размещение зубьев 251, и расстояние после этого становится равным по всему ходу зубьев 251.
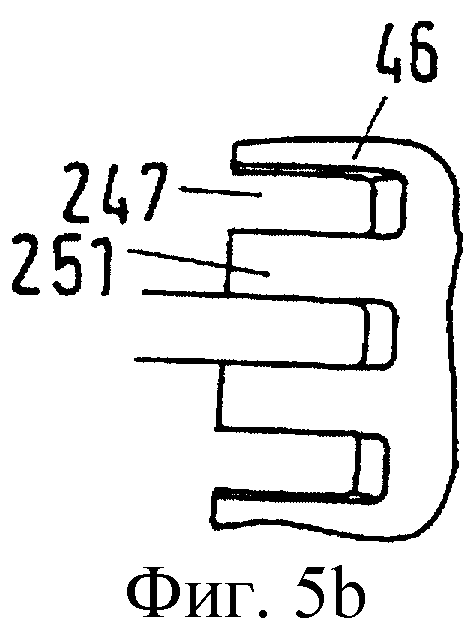
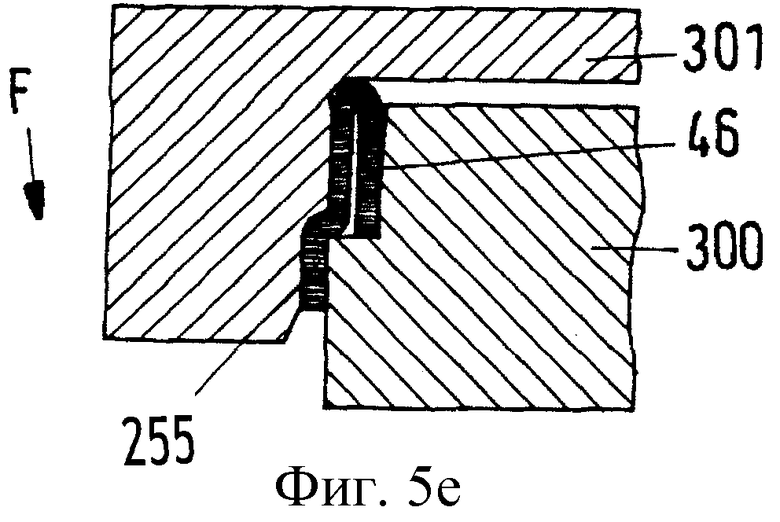
На фигуре 5е изображен соответствующий этап изготовления в конечном состоянии. До этого показанная на фигуре 5а заготовка 246 уложена в матрицу 300 (частичный вырез) с радиально выступающими зубьями 251. Пуансон 301, осуществляющий обработку давлением в осевом направлении с усилием F, окантовывает зубья в осевом направлении, так что возникает маркировочное кольцо 46 для системы зажигания с проходящими в осевом направлении маркировочными метками 255 системы зажигания.
На фигуре 5b показан вырез форм исполнения маркировочных меток для системы зажигания с гребенчатой структурой из впадин и зубьев. Фигура 5с показывает форму выполнения маркировочного кольца 46 для системы зажигания в местном виде с окошками 253, распределенными по периметру, и располагающимися между ними перемычками 254 в качестве маркировочных меток 255 системы зажигания. Изготовление осуществляется способом, аналогичным способу, представленному на фигуре 5а.
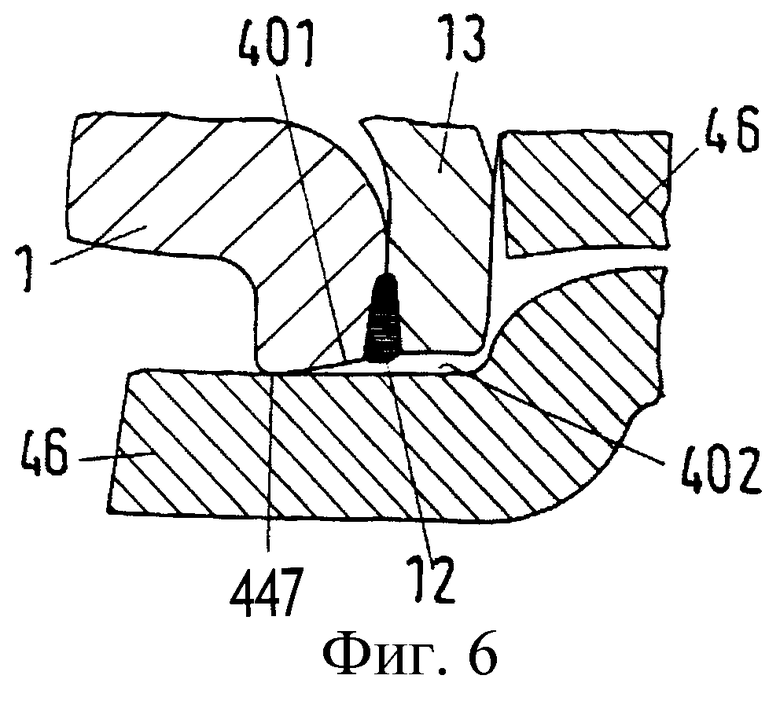
На фигуре 6 изображена деталь из фигуры 3, касающаяся цельного элемента 1 конструкции вместе с установленным по центру диаметром 447 штамповки, на котором центрировано маркировочное кольцо 46 системы зажигания, и с проходящим по периметру штамповочным проемом 401, имеющим увеличенную высоту. За счет увеличенной высоты штамповочного проема 401 образуется проходящий радиально внутри маркировочного кольца 46 системы зажигания радиальный зазор 402 относительно элемента 1 конструкции и детали 13 фланца, которые соединены друг с другом, находясь в осевом направлении по соседству, с помощью сварного шва 12, этот зазор вбирает в себя сварной шов 12, так что он может не оказывать влияние на центровое отверстие, а элемент 1 конструкции не надо будет подвергать дополнительной калибровке до центрирующего диаметра 447.
Поданные вместе с заявкой пункты формулы изобретения являются предложенными формулировками без ущерба для достижения последующей защиты патента. Заявитель оставляет за собой право претендовать и на другие на сегодняшний момент раскрытые только в описании и/или чертежах признаки.
Использованные в зависимых пунктах формулы изобретения взаимосвязи указывают на другую форму выполнения предмета основного пункта формулы изобретения за счет признаков соответствующего зависимого пункта; их не следует понимать как отказ от достижения самостоятельной защиты по предмету изобретения для признаков, относящихся к зависимым пунктам.
Однако предметы этих зависимых пунктов изобретения образуют самостоятельные изобретения, которые имеют форму, независимую от предметов предшествующих зависимых пунктов изобретения.
Изобретение также не ограничено примером (примерами) выполнения из описания. Более того в рамках изобретения возможны многочисленные изменения и модификации, в частности такие варианты, элементы и комбинации и/или материалы, которые, например, путем комбинации или вариации отдельных признаков или же элементов или этапов способа, которые описаны в описании и формах выполнения, а также в формуле изобретения и представлены на чертежах, обладают признаками изобретения и через комбинированные признаки ведут к новым этапам способа или же к новым последствиям этапов способа, также если они касаются способов изготовления, контроля и проведения работ.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАХОВИКОВОЕ УСТРОЙСТВО, В ЧАСТНОСТИ, ДЛЯ АВТОМОБИЛЕЙ (ВАРИАНТЫ) | 1994 |
|
RU2241158C2 |
| МАХОВИКОВОЕ УСТРОЙСТВО, В ЧАСТНОСТИ ДЛЯ АВТОМОБИЛЯ | 1994 |
|
RU2201541C2 |
| УСТРОЙСТВО ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 1994 |
|
RU2146781C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ВРАЩАЮЩЕГО МОМЕНТА | 1991 |
|
RU2222726C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ КРУТЯЩЕГО МОМЕНТА | 1994 |
|
RU2193125C2 |
| УСТРОЙСТВО ДЛЯ ГАШЕНИЯ КРУТИЛЬНЫХ КОЛЕБАНИЙ (ВАРИАНТЫ) | 1998 |
|
RU2235930C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ВРАЩАЮЩЕГО МОМЕНТА | 1991 |
|
RU2106549C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ МОМЕНТА ВРАЩЕНИЯ И СПОСОБ ЕГО МОНТАЖА И/ИЛИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ | 2000 |
|
RU2245465C2 |
| ПОРШНЕВОЙ ДВИГАТЕЛЬ С ГАСИТЕЛЕМ КРУТИЛЬНЫХ КОЛЕБАНИЙ И ГАСИТЕЛЬ КРУТИЛЬНЫХ КОЛЕБАНИЙ ДЛЯ ПОРШНЕВОГО ДВИГАТЕЛЯ | 1998 |
|
RU2232909C2 |
| РАЗЪЕМНЫЙ МАХОВИК | 1991 |
|
RU2095658C1 |
Изобретение относится к цельному элементу конструкции для крепления на валу двигателя внутреннего сгорания, разъемному маховику и способу изготовления элемента конструкции. Цельный элемент конструкции для крепления на валу двигателя внутреннего сгорания изготавливается в виде чаши из приблизительно ровной плоской заготовки способом холодной обработки давлением. Полученный чашеобразный элемент конструкции содержит по меньшей мере один кольцевой, ориентированный в осевом направлении трубчатый участок, имеющий крепежную поверхность для последующей установки, например, зубчатого венца стартера. На одном конце крепежной поверхности предусмотрен выполненный в радиальном направлении упорный буртик. Разъемный маховик имеет, по меньшей мере, первичную деталь с инерционной массой, вторичную деталь со второй инерционной массой и, по меньшей мере, демпфирующее приспособление, действующее в силовом потоке между обеими деталями в окружном направлении. При этом в упомянутом разъемном маховике первичная деталь с инерционной массой является цельным элементом конструкции. Цельный элемент конструкции изготовлен с использованием способа бокового выдавливания. В результате создан такой элемент конструкции, который прост в изготовлении и не требует больших расходов, связанных с изготовлением, а также создан такой способ изготовления цельного элемента конструкции, в котором отсутствует снятие стружки. 3 н. и 31 з.п. ф-лы, 17 ил.
| ДАТЧИК ИЗОБРАЖЕНИЯ И УСТРОЙСТВО СЪЕМКИ ИЗОБРАЖЕНИЙ | 2013 |
|
RU2575255C2 |
| RU 2056210 C1, 20.03.1996 | |||
| СПОСОБ ПОЛУЧЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ | 2005 |
|
RU2278894C1 |
| US 5622245 А, 22.04.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ФЛАНЦЕВ С ПЕРИФЕРИЙНЫМИ КРЕПЕЖНЫМИ ОТВЕРСТИЯМИ | 1995 |
|
RU2073580C1 |

