Область техники
Настоящее изобретение касается способа точного контроля за качеством печати на деформируемых материалах, таких как листы бумаги, пластика, резины. Точнее, настоящее изобретение относится к способу изменения в течение реального промежутка времени контрольных шаблонов, обычно применяемых при автоматическом контроле за качеством печати, для обеспечения правильной проверки даже в тех случаях, когда в результате деформации листов появляются искажения, из-за которых листы после печати значительно отличаются от шаблона, хотя это искажение приемлемо для человеческого глаза. В самом деле, во всех известных способах используют жесткие недеформируемые шаблоны и, следовательно, чтобы компенсировать деформацию листов, приходится значительно отпускать допуски, чтобы снизить риск ошибок при выявлении дефектов.
Предшествующий уровень техники
Общеизвестно несколько способов проверки качества печати, некоторые примеры вынесены в список источников. Несмотря на то, что многие авторы предлагают большое разнообразие внедрений, практически все решения основаны на одинаковом базовом подходе, который может быть коротко охарактеризован следующим образом.
Используют тестовый (TS) набор, состоящий из одного или нескольких шаблонов объектов (листов и т.д.) с "хорошим" качеством печати, чтобы система контроля "запомнила" контрольный шаблон, и/или относительные допуски печати в денситометрическом измерительном выражении. В основном способ заключается в считывании при помощи системы электронного сканирования изображений шаблонов из набора TS и в построении "контрольного шаблона" (иногда называемого "golden template" "золотой шаблон"), который может представлять собой усредненное изображение из набора TS или какого-нибудь наиболее приемлемого изображения из данного набора. Кроме отправного денситометрического значения, т.е. значения на контрольном изображении, для каждого пикселя анализируемого изображения рассчитывают пару предельных значений, например очень темное TD и очень светлое TL. Было предложено несколько приемов для определения указанных пределов. Например, некоторые авторы используют минимум на TS плотностей пикселя в качестве TD и максимум - в качестве TL, другие применяют градиент изображения или стандартное отклонение и т.д. В любом случае контрольный шаблон - это описание допусков печати, которое связывает с каждым пикселем изображения денситометрические пределы TD и TL. Данные описания являются "жесткими", то есть не дают никакой возможности противостоять деформациям, приводящим к относительному смещению напечатанных структур. Следовательно, во всех известных решениях, несмотря на применение некоторых хитроумных способов для отпускания допусков порогов (TD и TL), деформация носителя (бумага, пластик и т.д.) является главным источником выявления "ложных дефектов", то есть отпечатков, которые не имеют дефектов для проверяющего человека, но которые выбраковываются системой. Кроме того, такое увеличение допусков делает проверку грубой и неточной и, как следствие, снижает стандарт качества.
Краткое изложение существа изобретения
В соответствии с настоящим изобретением проверяемые объекты (листы бумаги, пластика, резины и т.д.) анализируются оптически при помощи хорошо известных оптоэлектронных средств, например камеры CCD (линейной или матричной, черно-белой или цветной), с разрешением, требуемым для создания электронных изображений отпечатанных листов.
Электронное изображение представляет собой дискретный ряд значений плотности, в основном построенный в виде прямоугольной матрицы. Каждый элемент матрицы (пиксель) является единицей измерения интенсивности света, отраженного соответствующим участком изображения. Данным значениям плотности часто присваивают номера по 256 уровням серого тона (например, ноль соответствует черному цвету, 255 - белому).
В случае цветных изображений описание в основном состоит из трех соответствующих матриц из красной, зеленой и синей составляющих света, отраженного каждым пикселем изображения.
В дальнейшем термин "изображение" постоянно будет применяться вместо термина "электронное изображение" как для черно-белых изображений (одна матрица значений плотности), так и для цветных (три матрицы).
Как и во многих решениях других авторов, первым шагом способа является определение тестового набора (TS), состоящего из одного или нескольких изображений на "хорошо" напечатанных листах (то есть без недопустимых дефектов), которые будут использованы для создания "шаблона" хороших листов.
Способ осуществляют следующим образом.
Из TS извлекают изображение для использования в качестве контрольного, которым может быть одно из изображений TS, усредненное изображение или любой другой подходящий вариант, как, например, изображение границ форм, напечатанных на листах.
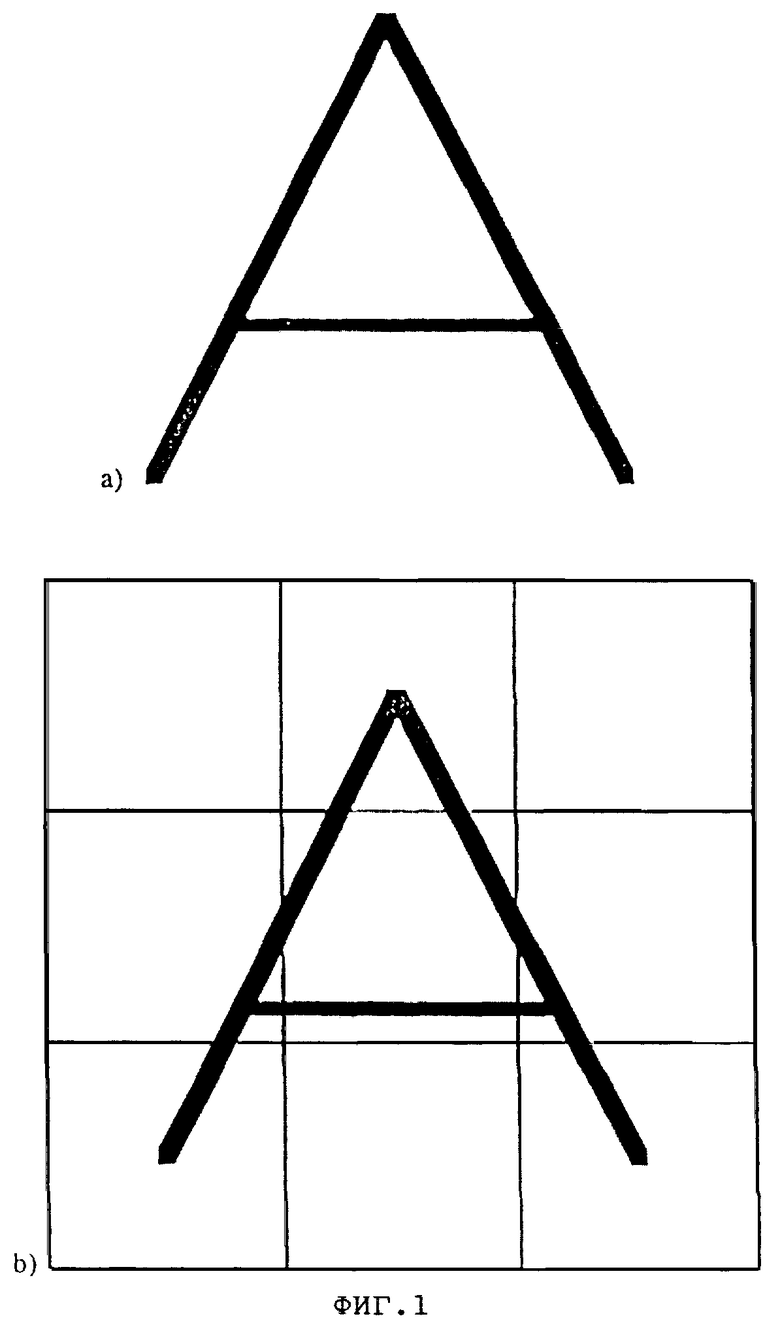
Контрольное изображение делят на множество участков путем наложения сетки равномерной или неравномерной, как показано на фиг.1b.
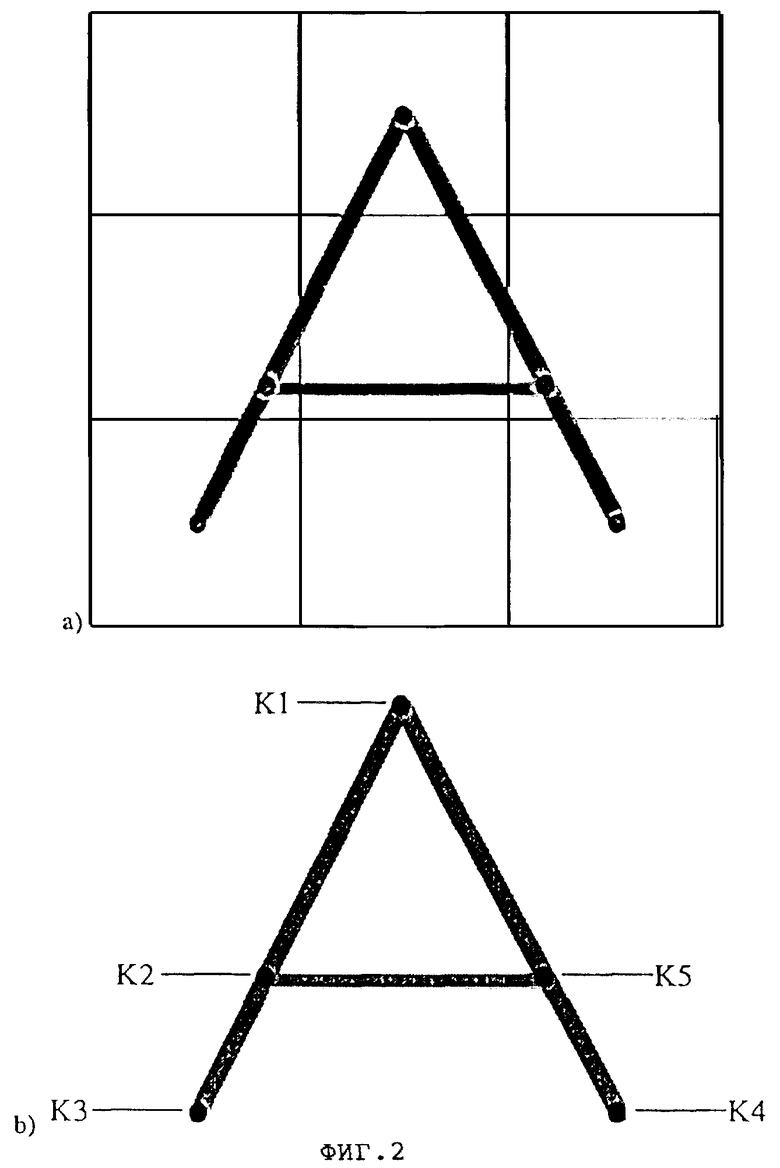
В каждой ячейке сетки выбирают достаточно характерную структуру напечатанной формы (фиг.2), положение которой будет использовано для замера деформации носителя. В дальнейшем положения указанных структур будут называться узлами шаблона.
Данные структуры могут отличаться некоторыми очень сложными характеристиками по сравнению с другими, достаточно простыми, как максимальный градиент изображения внутри ячейки. Несколько приемов автоматического извлечения характерных структур, а следовательно, узлов шаблона раскрыты в разделе "Описание предпочтительных вариантов".
Для каждого узла определяют порог деформации, как максимальное допустимое смещение узла от своего положения на контрольном изображении.
В конечном итоге для каждого пикселя шаблона можно построить на основе изображений из TS денситометрические пороги (например, слишком черный TD или слишком белый TL) при помощи любого приема, в частности, применяемого для данной цели (максимум-минимум, стандартное отклонение, изменение градиента и т.д.). Но перед тем, как производить их расчет, на каждом изображении из TS измеряют смещение каждого узла изображения из TS по отношению к соответствующему узлу контрольного изображения. Данный шаг может осуществляться с требуемой точностью путем применения любого из хорошо известных алгоритмов деформации изображений, например, так называемый "2-pаss mesh warping" (см., например, Кэтмалл, Е. и др., "2D Transformations of Images in Scanline Order"
- Computer Graphics (SIGGRAPH 80 Proceedings), том 14, № 3, стр.279-285, июль 1980 г.).
Таким образом, в соответствии с настоящим изобретением способ построения шаблона осуществляется на изображениях из TS с такой допустимой деформацией, при которой узлы имеют то же положение, что и на контрольном изображении.
Во время контроля проверяемые на качество печати изображения обрабатывают таким же образом, как и изображения из TS, и потом сравнивают с пределами шаблона (порогами), как и в других решениях. Такой способ обеспечивает коррекцию деформаций, не превышающих допустимые пороги, для обеспечения точного контроля, в то время как слишком деформированные листы выбраковываются.
И, наконец, очевидно, что такой же результат можно получить путем деформации шаблона (с его пределами, например, порогами TD и TL), вместо коррекции проверяемых изображений.
В дальнейшем изобретение поясняется описанием наилучшего варианта воплощения со ссылками на сопровождающие чертежи, на которых:
фиг.1а, b изображают а) буква А как пример печатной формы и b) наложение сетки 3×3 согласно изобретению;
фиг.2а, b - а) пять характерных структур формы и b) связывание пяти узлов (К1 - К5) с данными структурами согласно изобретению;
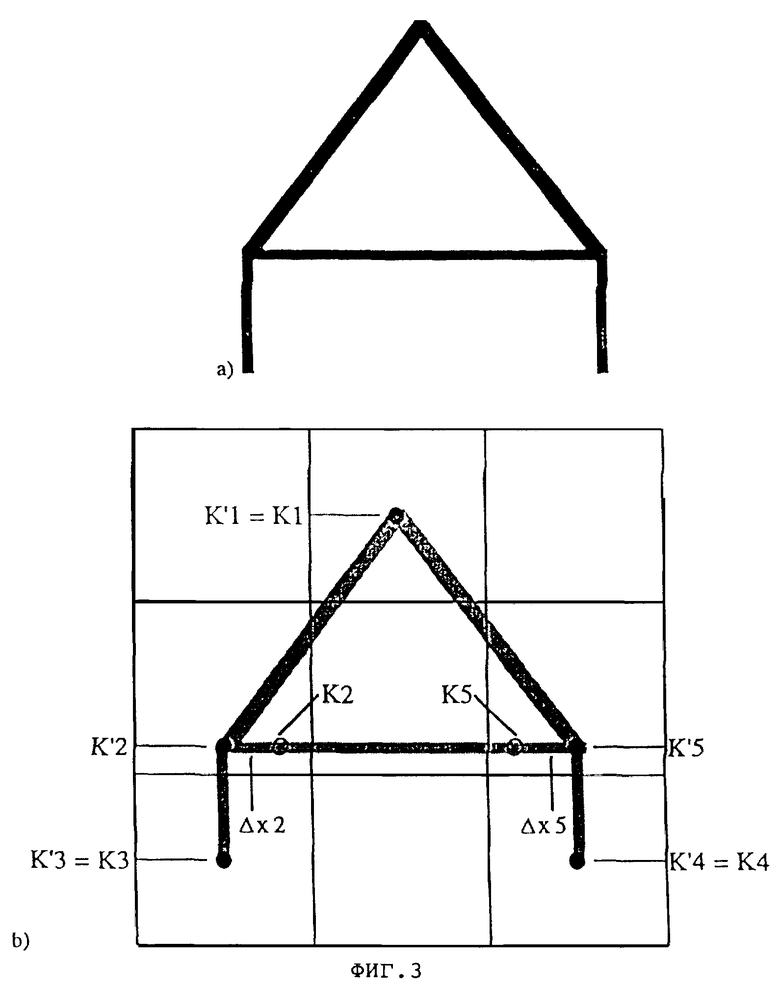
фиг.3a, b - а) пример деформации буквы А и b) положения узлов на деформированной форме, при этом для каждого узла отмечено соответствующее смещение. Так, если Ki [i∈(1,5)] является положением i узла на оригинальном изображении, a K'i - его положение на деформированном изображении, тогда получим, что на нашем примере все смещения Δxi и Δyi равны нулю, за исключением Δх2 и Δx5;
фиг.4 - известную структуру системы контроля.
Описание предпочтительных вариантов воплощения изобретения
На фиг.4 показана известная схема системы контроля, где линейную CCD камеру 1 с объективом 2 и системой света 3 применяют для считывания изображений на проверяемых листах 4 по мере их поворачивания на цилиндре 5.
Сканируемые камерой линии последовательно запоминаются в первой буферной схеме (память) подсистемы 6 обработки изображения для формирования электронного изображения с каждого листа.
Подсистема 6 обработки изображения, которая может быть основана либо на специальном жестком диске, либо на программируемых компьютерах, как DSP (Digital Signal Processor), скоростных персональных компьютерах и т.д., осуществляет различные операции во время фазы построения шаблона и фазы контроля.
Во время фазы построения шаблона подсистема
считывает изображения с листов TS и запоминает в соответствующем блоке памяти,
извлекает из TS контрольное изображение (либо автоматически, либо при работе оператора с помощью операторского пульта 7 Interface Operator),
накладывает сетку на контрольное изображение. Число линий и столбцов сетки может быть задано заранее, либо введено оператором с помощью пульта 7 Interface Operator;
идентифицирует в каждой ячейке сетки положение узла как координаты пикселя или данное количество q при помощи формулы

при его максимуме на ячейке.
В уравнении [1] I(Р) является значением электронного изображения при положении пикселя Р, а А является очень маленькой квадратной площадью с центром в Р.
Приводя к максимуму произведение на А суммы абсолютных значений частных производных, удостоверяются, что узел является структурой с легко выявляемым вертикальным и горизонтальным положением.
После этого каждое изображение из TS обрабатывается подсистемой 6 обработки изображения следующим образом.
Идентифицируют смещение Δх, Δу каждого узла изображения из TS по отношению к соответствующему узлу контрольного изображения. В данном варианте операцию осуществляют с применением метода максимальной корреляции. Небольшой прямоугольный участок S0 контрольного изображения с центром, имеющим координаты x0, y0 узла сравнивают с участком S1 тех же размеров, центр которого смещают шаг за шагом на каждую позицию (пиксель) изображения из TS, чтобы найти положение x1, y1, где коэффициент корреляции имеет максимальное значение. Смещение при этом получают при помощи Δх=x1-x0 и Δу=у1-у0.
Деформируют изображение из TS так, чтобы узлы имели такое же положение, как на контрольном изображении. В данном варианте операцию осуществляют с применением вышеназванного алгоритма, называемого "2-pass mesh warping".
На деформированных изображениях из TS рассчитывают среднюю величину Avg(P) и стандартное отклонение Sgm(P) каждого пикселя изображения.
Во время фазы контроля в соответствии с описываемым вариантом осуществления изобретения подсистема 6 обработки изображения производит сначала на каждом проверяемом изображении, считанном камерой 1, те же деформации, использованные во время фазы построения шаблона. Проверяемое изображение деформируют таким образом, чтобы его узлы имели такое же положение, что и на контрольном изображении.
После этого рассчитывает разность Δ(Р) между значением I(Р) каждого пикселя проверяемого изображения и соответствующим значением средней величины Avg(P).
Наконец, выбраковывают слишком деформированные листы, т.е. листы, на которых смещение по меньшей мере одного узла превышает заданные пороги. Она выбраковывает также листы, на которых Δ(Р)>KSgm(P) по меньшей мере на М пикселей внутри площади с центром Р и радиусом R. Параметры К, М и R могут выбираться оператором для определения качества контроля при помощи пульта 7 Interface Operator.
В другом варианте воплощения способ осуществляют следующим образом.
Заменяют линейную камеру матричной. В этом случае в подсистеме света необходимо применять вспышки, синхронизированные с частотой кадров камеры для правильного считывания изображения.
Используют в качестве контрольного изображения усредненное изображение из TS.
Осуществляют ручную селекцию узлов.
Используют множество мелких шаблонных масок, центр каждой из которых находится на узле, для выявления смещения узлов с помощью приема, называемого "наилучшим наложением", т.е. осуществляется их поиск путем угадывания положения.
Выполняют уже упомянутый прием, при котором вместо деформации проверяемого изображения с возможностью расположения узлов в соответствии с шаблоном (контрольное изображение) деформируют шаблон так, чтобы его узлы имели такое же положение, как на проверяемом изображении.
Определяют пороги, отличающиеся от пропорциональности стандартному отклонению.
Источники информации
Л.Стринга. Installation for Quality Control of Printed Sheets, Especially Security Paper. - 4 февраля 1994 г. - патент США № 5598006.
Л.Стринга. Procedure for producing a reference model intended to be used for automatically cheking the printing quality of an image on paper. - 7 марта 1995 г. - патент США № 5778088.
Больца Шунеман и др. Method of Quality Control of Printed Sheet. - 24 января 1995 г. - патент США № 5384859.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЭТАЛОННОЙ МОДЕЛИ ДЛЯ АВТОМАТИЧЕСКОГО КОНТРОЛЯ КАЧЕСТВА ПЕЧАТИ ИЗОБРАЖЕНИЯ НА БУМАГЕ | 1996 |
|
RU2161792C2 |
| РАСТРОВО-МУАРОВАЯ ОПТИЧЕСКАЯ СИСТЕМА | 2014 |
|
RU2596948C2 |
| ПЕЧАТНАЯ ПРОДУКЦИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2004 |
|
RU2268152C9 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ И СПОСОБ УПРАВЛЕНИЯ ЭТИМ УСТРОЙСТВОМ | 2005 |
|
RU2304808C1 |
| СПОСОБ ПРИЕМА, ПРИЕМНИК, СПОСОБ ПЕРЕДАЧИ, ПЕРЕДАТЧИК, ПРИЕМОПЕРЕДАЮЩАЯ СИСТЕМА И УСТРОЙСТВО СВЯЗИ | 2018 |
|
RU2710926C1 |
| СПОСОБ И СИСТЕМА ВСТРАИВАНИЯ И ИЗВЛЕЧЕНИЯ СКРЫТЫХ ДАННЫХ В ПЕЧАТАЕМЫХ ДОКУМЕНТАХ | 2010 |
|
RU2446464C2 |
| Способ управления глубокой печатью и контрольная полоса для этой цели | 2013 |
|
RU2646727C2 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РИСУНКОВ | 1999 |
|
RU2257603C2 |
| СПОСОБ ОБРАБОТКИ ИЗОБРАЖЕНИЯ, УСТРОЙСТВО ОБРАБОТКИ ИЗОБРАЖЕНИЯ И НОСИТЕЛЬ ХРАНЕНИЯ ИНФОРМАЦИИ | 2021 |
|
RU2764286C1 |
| СИСТЕМА ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2007 |
|
RU2417438C2 |

Изобретение относится к способу изготовления при помощи электронных средств шаблона для автоматического контроля качества печати на деформируемых объектах. Изготовление шаблона начинают со считывания при помощи электронной камеры (например, CCD) изображений из ряда листов, качество печати которых считают приемлемым. Изображения заносят в память для создания первого контрольного изображения с относительными допустимыми денситометрическими границами. Контрольное изображение делят на множество участков путем наложения решетки с очень мелкими ячейками. Во время контроля на проверяемом изображении измеряют расстояния между узлами решетки. Для этого изготавливают эластичную модификацию шаблона таким образом, чтобы расстояния между узлами были такими же, как на проверяемом изображении. Производят контроль проверяемого изображения путем сравнения с модифицированным шаблоном с применением любого стандартного приема проверки. Это обеспечивает повышение точности контроля за счет учета деформации носителя изображения. 3 с. и 7 з.п. ф-лы, 4 ил.
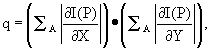
где I(P) - значение электронного изображения пикселя Р;
А - очень маленькая квадратная площадь с центром в Р.
| СПОСОБ ОСУЩЕСТВЛЕНИЯ КОНТРОЛЯ КАЧЕСТВА ИЗОБРАЖЕНИЙ | 1992 |
|
RU2109341C1 |
| US 5848373 А, 08.12.1998 | |||
| US 4863268 А, 05.09.1989 | |||
| Установка для осушки газов | 1976 |
|
SU668577A3 |
| US 5613013 A, 18.03.1997. | |||

