Изобретение относится к области теплообмена и может быть использовано при изготовлении теплообменников преимущественно для двигателей внутреннего сгорания транспортных средств.
Известен теплообменник, содержащий кожух, в котором размещены закрепленные в трубных досках теплообменные трубы, снабженные компенсаторами температурных расширений. Теплообменные трубы выполнены составными из установленных с зазором автономных отрезков труб, имеющих на свободных концах внутренние цилиндрические проточки, а компенсатор выполнен в виде пары вставленных друг в друга пружинящих колец с диаметрально противоположными продольными разрезами. (Авт. св. СССР №1562656 А1. Кожухотрубный теплообменник. - МКИ 5: F 28 D 7/16, Бюл. №17, 07.05.1990 г.). Недостатком известного теплообменника является низкая надежность и технологичность конструкции.
Известен теплообменник, содержащий кожух, в котором размещен пучок теплообменных трубок с охлаждающими ребрами, закрепленный концами трубок в сквозных отверстиях трубных досок, причем концы трубок выступают за пределы досок. Межтрубное пространство разделено поперечными перегородками, образующими охладительный контур с патрубками подвода и отвода межтрубной среды. К фланцам кожуха с обеих сторон теплообменника присоединены коллекторы подвода и отвода внутритрубной среды (Авт. св. СССР №1632729 А1. Способ изготовления кожухотрубного теплообменника - МКИ 5: В 23 Р 15/26, Бюл. №9, 07.03.1991 г.). Данный теплообменник принят за прототип.
Недостатком известного теплообменника, принятого за прототип, является сложность его сборки, т.к. внешний контур поперечных перегородок формируется спеканием на трубках ферромагнитных частиц между собой, образуя монолитную перегородку между трубками, внешний контур которых требует дополнительной обработки в размер кожуха непосредственно на пучке труб, обладающем малой жесткостью конструкции, а также отсутствие продольной фиксации трубных досок в кожухе теплообменника.
Известен способ сборки кожухотрубного теплообменника, включающий заделывание концевых частей теплообменных трубок в сквозных отверстиях трубных решеток. Для этого концы трубок вставляют в сквозные отверстия трубной решетки с высокой прочностью стенок. Затем заделывают концы трубок в сквозных отверстиях дорнованием, при котором упругий материал стенки отверстия сжимает наружный и внутренний диаметры трубки на длине контакта с трубной решеткой за счет упругого расширения сквозного отверстия, вызываемого дорнованием пластичной концевой части теплообменной трубки при продольном перемещении цилиндрического дорна относительно трубной решетки. (Патент US №4,456,059. Трубчатый теплообменник и способ его сборки. МКИ 5: F 28 F 9/04, Бюл. №415.029, 26.06.1984 г.). Данный способ принят за прототип.
Недостатками способа, принятого за прототип, являются технологическая сложность сборки, требующая больших усилий дорнования, и недостаточная плотность соединения трубки с трубной решеткой из-за неоптимального соотношения параметров сопрягаемых деталей и режимов дорнования.
Основной задачей, на решение которой направлены заявляемые кожухотрубный теплообменник и способ его сборки, является повышение надежности соединения трубок с трубной решеткой и снижение усилий дорнования при сборке теплообменника.
Единым техническим результатом, достигаемым при осуществлении заявленной группы изобретений, является снижение себестоимости и повышение эксплуатационной надежности кожухотрубного теплообменника.
Указанный технический результат достигается тем, что в известном теплообменнике, содержащем кожух, в котором размещен пучок теплообменных трубок с охлаждающими ребрами, закрепленный концами трубок в сквозных отверстиях трубных решеток, причем концы трубок выступают за пределы решетки, а межтрубное пространство разделено поперечными перегородками, образующими охладительный контур с патрубками подвода и отвода межтрубной среды, и коллекторы подвода и отвода внутритрубной среды, присоединенные к фланцам кожуха с обеих сторон теплообменника, согласно предложенному техническому решению:
одна из трубных решеток защемлена между фланцем кожуха и коллектором, а другая размещена герметично внутри кожуха с возможностью продольного перемещения при температурных изменениях длины пучка теплообменных трубок, вмонтированного концевыми частями трубок в сквозные отверстия трубных решеток дорнованием;
длина соединения теплообменной трубки с трубной решеткой составляет, по крайней мере, более половины, но менее двух диаметров сквозного отверстия трубной решетки;
сквозные отверстия в трубных решетках выполняют с фаской, по крайней мере, со стороны конца теплообменной трубки, размером в пределах 0,1...0,2 диаметра сквозного отверстия;
сквозные отверстия в трубных решетках выполняют ступенчатыми, по крайней мере, со стороны конца теплообменной трубки;
трубные решетки изготовлены из стали, а теплообменные трубки - из латуни;
трубные решетки и теплообменные трубки изготовлены из алюминиевого сплава, при этом трубные решетки подвергают закалке, а теплообменные трубки - отпуску, по крайней мере, концы их на длине, более толщины трубной решетки.
Указанный технический результат достигается тем, что в известном способе сборки кожухотрубного теплообменника, включающем заделывание концевых частей теплообменных трубок в сквозных отверстиях трубных решеток, для чего концы трубок проводят сквозь трубную решетку через сквозные отверстия с высокой прочностью стенок и заделывают в сквозных отверстиях трубных решеток дорнованием, после которого упругий материал стенки сквозного отверстия сжимает наружный и внутренний диаметры теплообменной трубки на длине контакта с трубной решеткой на величину упругого расширения сквозного отверстия, вызываемого дорнованием пластичной концевой части теплообменной трубки при продольном перемещении цилиндрического дорна относительно трубной решетки, согласно предложенному техническому решению:
сквозные отверстия в трубных решетках обрабатывают с шероховатостью стенок в пределах Rz=6,3...25,0 мкм, а дорнование концевых частей теплообменных трубок в сквозных отверстиях трубных решеток производят до увеличения наружного диаметра концевой части трубки до размера, по крайней мере, превышающего диаметр сквозного отверстия на глубину шероховатости, при продольном перемещении наибольшего диаметра дорна на длине, равной толщине трубной решетки;
сквозные отверстия в трубных решетках выполняют диаметром, большим наружного диаметра теплообменной трубки на величину суммарного допуска, состоящего из суммы допусков на наружный диаметр и толщину стенки теплообменной трубки и на диаметр сквозного отверстия в трубной решетке;
дорнование концевых частей теплообменных трубок в сквозных отверстиях трубных решеток производят за несколько последовательных переходов, при этом диаметр дорна для выполнения первого перехода берут большим внутреннего диаметра теплообменной трубки на величину, равную суммарному допуску, а диаметры дорнов для выполнения других переходов увеличивают с каждым последующим переходом на величину, по крайней мере, не более половины толщины стенки теплообменной трубки;
заводную часть дорна выполняют с конусностью в пределах 3...9°;
сквозные отверстия в трубных решетках выполняют коническими с разностью диаметров на уровнях поверхностей трубной решетки не более суммарного допуска, причем с меньшим диаметром на поверхности трубной решетки с концом теплообменной трубки;
в сквозных отверстиях трубных решеток выполняют кольцевые или винтовые канавки в виде, например, мелкомодульной резьбы.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных кожухотрубного теплообменника и способа его сборки, отсутствуют. Следовательно, каждое из заявленных технических решений соответствует условию патентоспособности “новизна”.
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипов признаками каждого заявляемого технического решения, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками каждого из заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, каждое из заявляемых технических решений соответствует условию патентоспособности “изобретательский уровень”.
В настоящей заявке на выдачу патента соблюдено требование единства изобретения, поскольку кожухотрубный теплообменник и способ его сборки решают одну и ту же задачу - обеспечение надежного соединения трубок с трубной решеткой при низких затратах на сборку теплообменника.
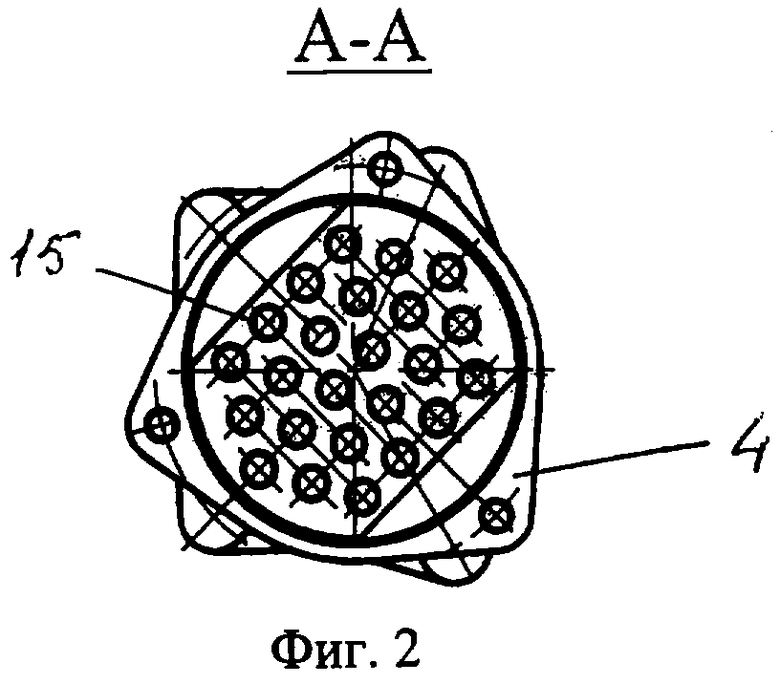
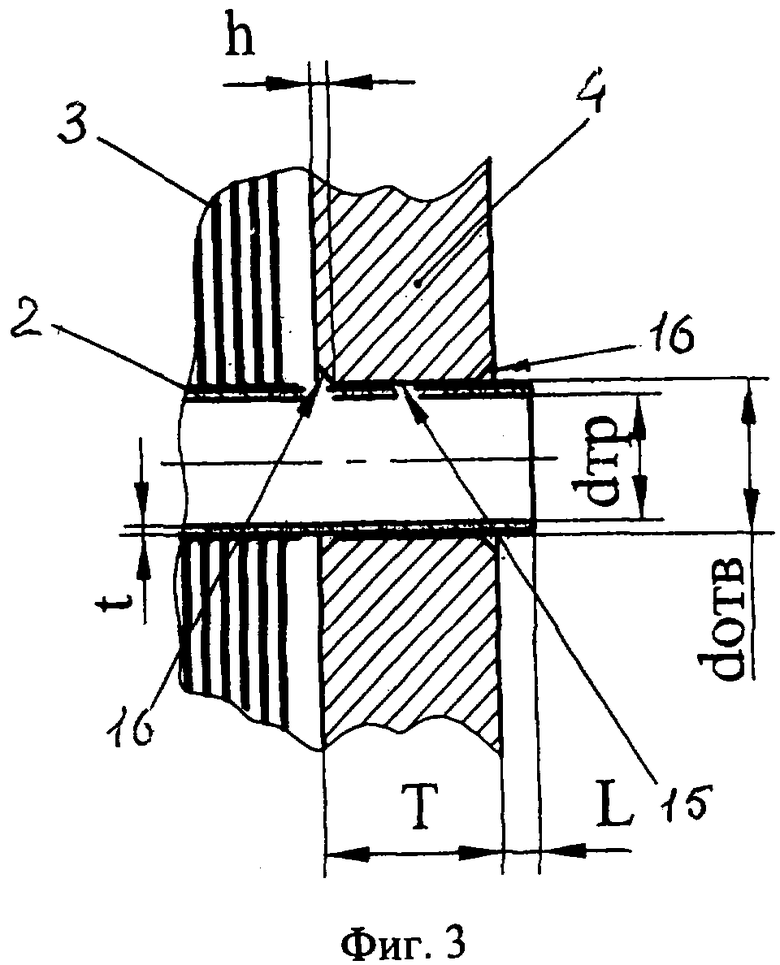
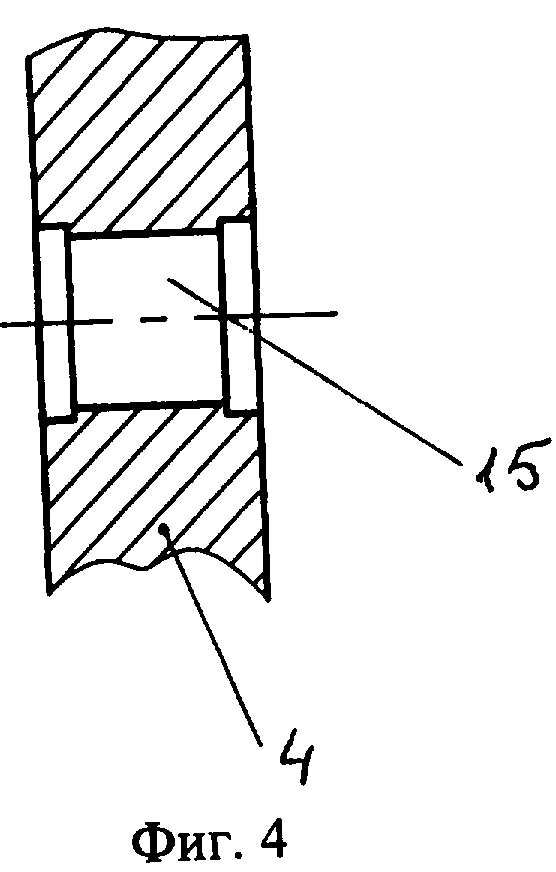
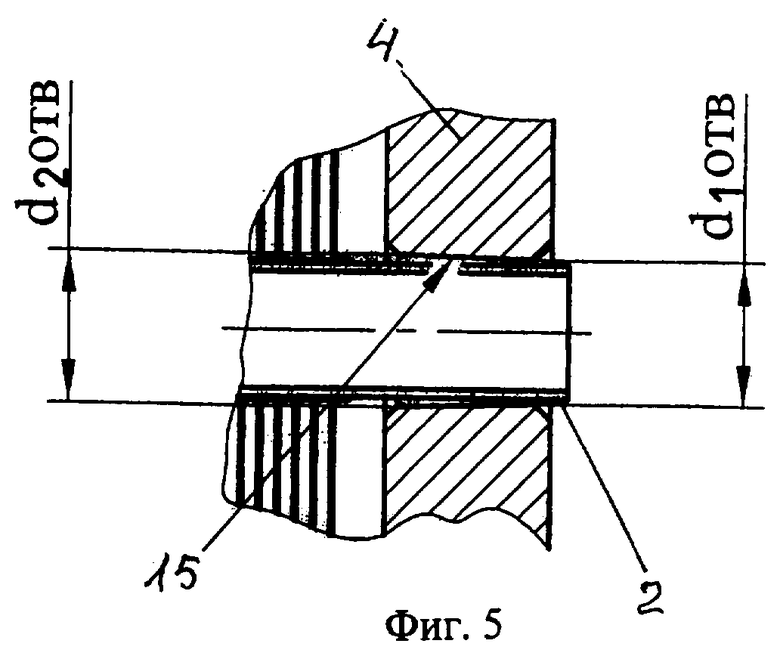
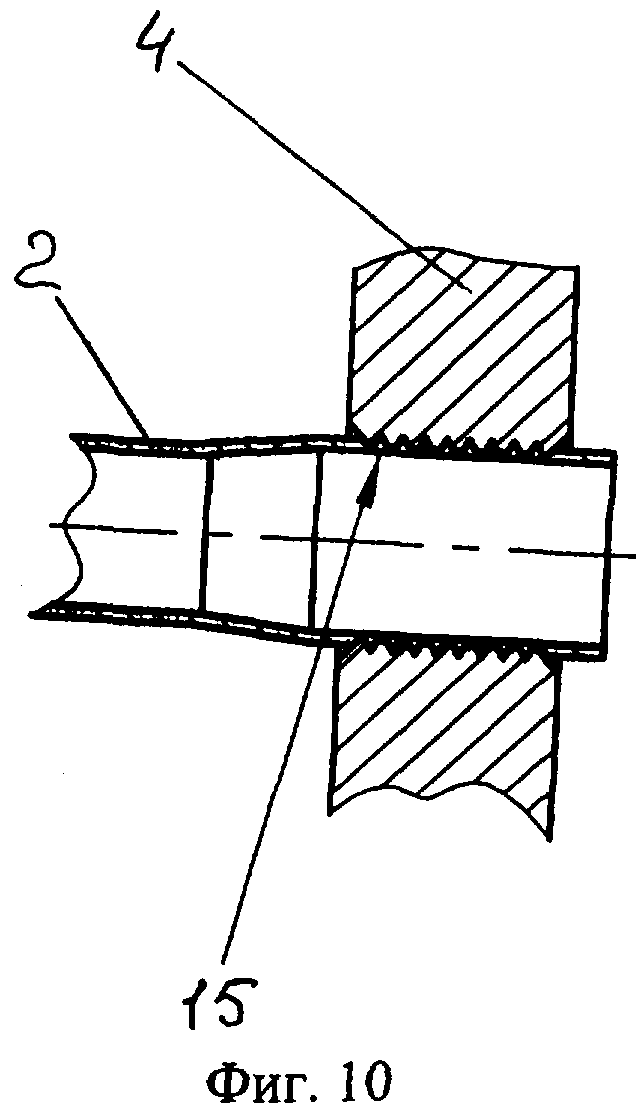
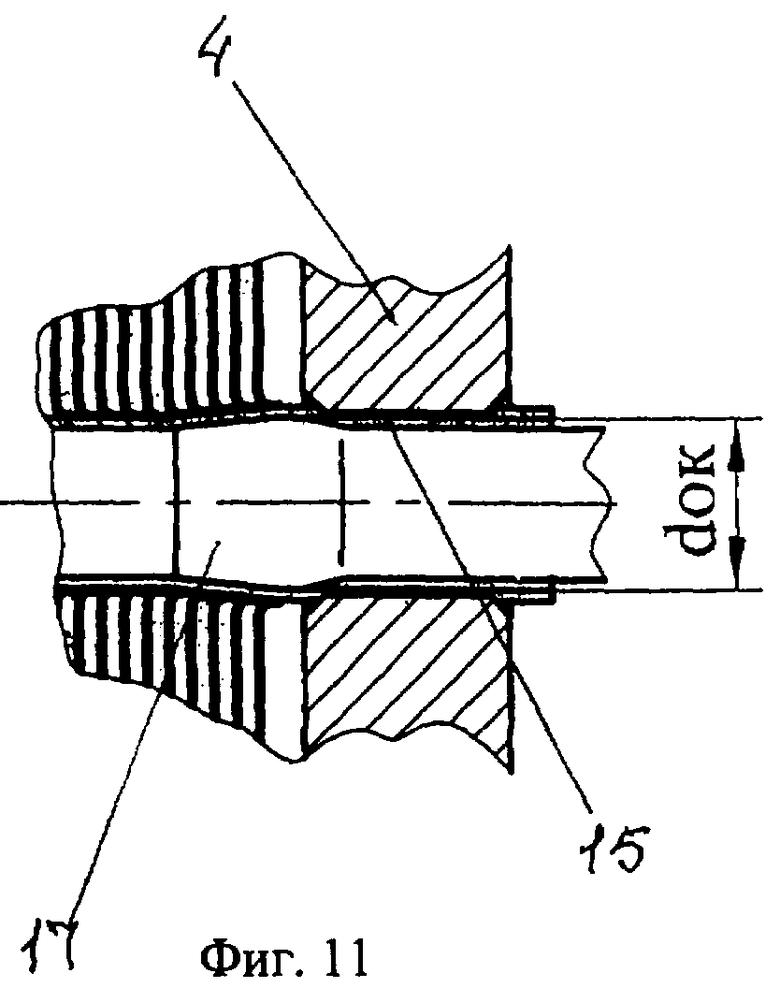
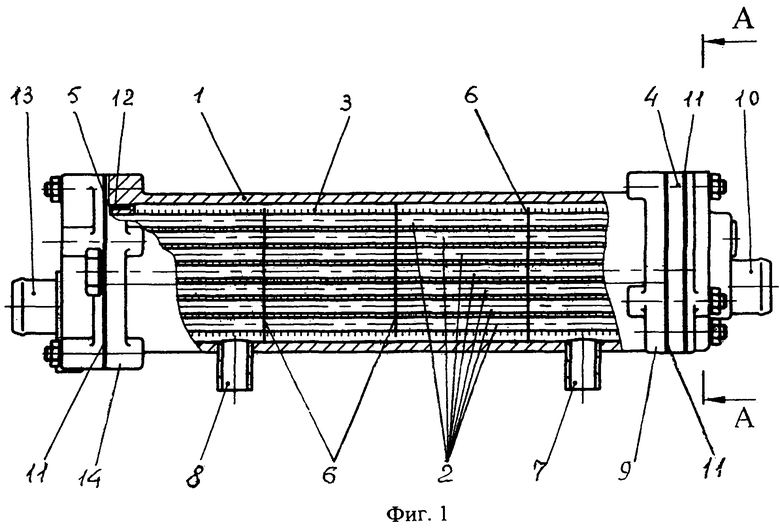
На фиг.1 изображен теплообменник, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.3 - схема установки трубки в отверстие с фасками на трубной решетке; на фиг.4 - ступенчатое исполнение отверстия в трубной решетке; на фиг.5 - схема установки трубки в конусном отверстии трубной решетки; на фиг.6 - дорн, общий вид; на фиг.7 - первый переход дорнования; на фиг.8 - второй переход дорнования; на фиг.9 - соединение трубок с трубной доской; на фиг.10 - схема установки трубок в отверстиях трубных досок с кольцевыми проточками; на фиг.11 - третий переход дорнования.
Теплообменник состоит из кожуха 1, в котором размещен пучок теплообменных трубок 2 с охлаждающими ребрами 3, закрепленный концами трубок 2 в трубных решетках 4 и 5 (фиг.1). Межтрубное пространство разделено поперечными перегородками 6, образующими с патрубками подвода 7 и отвода 8 межтрубной среды охладительный контур. Трубная решетка 4 защемлена между фланцем 9 и коллектором 10 подвода внутритрубной среды с помощью прокладок 11, а трубная решетка 5 размещена герметично внутри кожуха 1, с помощью резиновых колец 12. Коллектор 13 отвода внутритрубной среды присоединен к фланцу 14 кожуха 1. Концевые части теплообменных трубок 2 вмонтированы в сквозные отверстия 15 трубных решеток 4 и 5 дорнованием (фиг.2). Отверстия 15 в трубных досках 4 и 5 выполнены с фасками 16, высота h которых выбрана из условия 0,1dотв<h<0,2 dотв (фиг.3). Отверстия 15 могут быть выполнены ступенчатыми (фиг.4). Длина Т соединения теплообменных трубок 2 с трубными решетками 4 и 5 выбрана из условия 0,5dотв<Т<2,0dотв.
Сборку теплообменника по заявляемому способу осуществляют следующим образом.
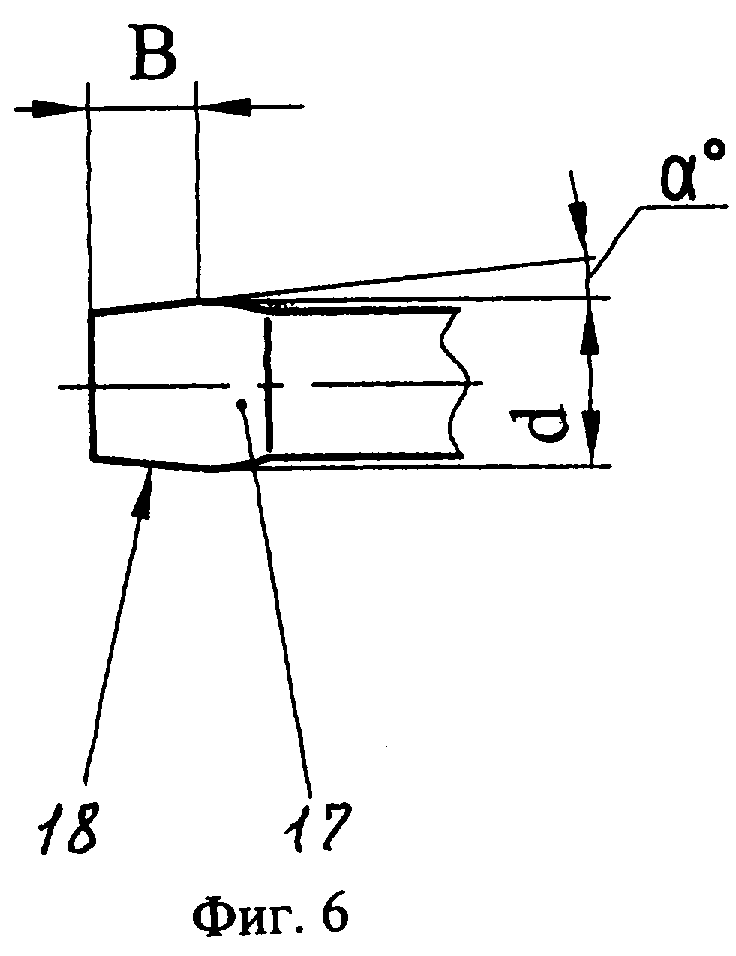
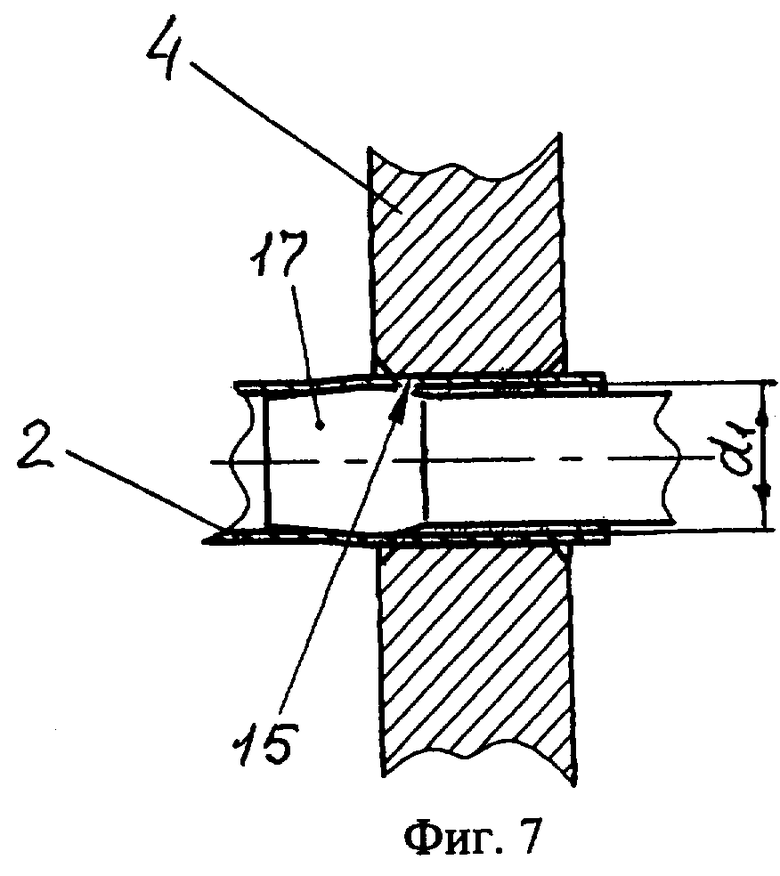
В трубных решетках 4 и 5 отверстия 15 выполняют диаметром dотв=dтр+Σδ, где dтр - наружный диаметр теплообменной трубки 2, Σδ - величина суммарного допуска: Σδ=δтр+δотв+δt, состоящая из суммы допусков на наружный диаметр dтр трубки - δтр, на диаметр отверстия dотв в трубной решетке - δотв и на толщину t стенки трубки - δt Отверстия 15 выполняют с шероховатостью в пределах Rz=6,3...25,0 мкм, что позволяет при дорновании пластичному металлу трубок 2 заполнить микрорельефы 17 шероховатостей поверхностей отверстий 15 в трубных решетках 4 и 5. Отверстия 15 в трубных решетках допускается выполнять конусными в пределах Σδ с меньшим диаметром отверстия d1отв, равным dтр, на поверхности трубной решетки с концом теплообменной трубки 2 (фиг.5). Пакет охлаждающих ребер 3 и поперечные перегородки 6 собираются с трубками 2, которые пучком устанавливают в отверстия 15 трубных решеток 4 и 5. Монтаж концевых частей трубок 2 в трубные решетки 4 и 5 осуществляют дорнованием в три перехода с помощью дорна 17 (фиг.6). При первом переходе диаметр d1 дорна 17 выбирают равньм (фиг.7):
d1=(dтр+Σδ)-2t,
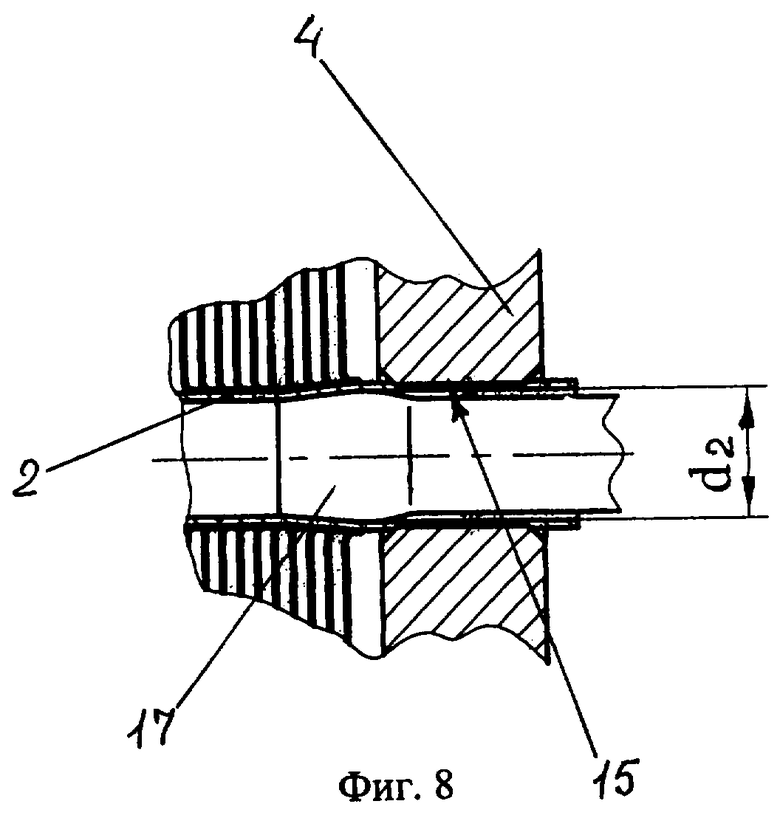
где t - толщина стенки трубки. При этом угол α заводного конуса 18 дорна 17 на длине В выполнен в пределах 3-9°, который создает большую радиальную силу и требует малого усилия вдоль оси его перемещения при дорновании. Первым переходом дорнова-ния выбирают зазор между диаметрами трубок 2 и отверстий 15 и прижимают наружную поверхность концевой части трубки 2 к поверхности отверстия 15 в трубной решетке. Для второго перехода дорнования диаметр d2 дорна 17 выбирают равным (фиг.8):
d2=(dтр+Σδ)-0,5t.
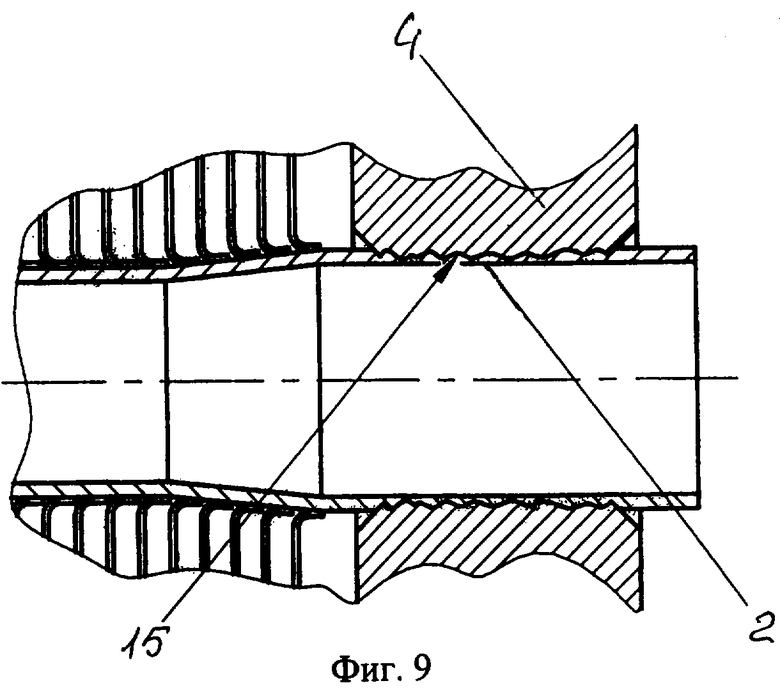
Угол α заводного конуса дорна 17 выполняют также в пределах 3-9°. При выполнении второго перехода поверхность концевой части трубки 2 окончательно вдавливают в поверхность отверстия 15 трубной решетки на высоте макро и микронеровностей, полученных за счет шероховатости поверхности в отверстии 15 (фиг.9). Такой же эффект получается при выполнении поверхности отверстий 15 с кольцевыми или винтовыми канавками, например, в виде мелкомодульной резьбы (фиг.10). Третий, окончательный переход дорнования осуществляют дорном 17, диаметр dок которого определяют по следующей формуле:
dок=(d2+Σδ)-0,5t.
Третий переход создает дополнительное уплотнение между поверхностью концевой части трубки 2 и поверхностью отверстия 15 в трубных решетках с возникновением диффузионного соединения между собой (фиг.11). В этом случае упругий материал трубной решетки сквозным отверстием 15 сжимает наружный и внутренний диаметры теплообменной трубки 2 на величину упругого расширения сквозного отверстия 15, вызываемого усилием от дорнования пластичной концевой части теплообменной трубки 2, которая вдавливается в неровности твердой поверхности отверстия 15 трубной решетки, обеспечивая надежное соединение между собой. При этом трубка 2 расширяется в зоне фасок 16 или ступеней отверстия 15 за счет остаточной деформации трубки 2 после окончательного дорнования, при котором концы трубок могут выступать на величину L или утопать на уровне поверхности трубной решетки, что создает надежное соединение трубки с трубной решеткой. Надежность соединения повышается при изготовлении трубной решетки из стали, а теплообменной трубки из латуни, или при изготовлении трубной решетки и трубок из алюминиевых сплавов, при этом трубку перед монтажом подвергают высокому отпуску, а трубную решетку - закалке. После дорнования пучок трубок 2, соединенных с трубными решетками, вставляют в трубную решетку 5 с резиновыми кольцами 12 в кожух 1 теплообменника. Трубную решетку 4 закрепляют между фланцем 9 и коллектором 10 подвода внутритрубной среды с помощью прокладок 11. Коллектор 13 отвода внутритрубной среды присоединяют к фланцу 14 кожуха 1. Такая конструкция теплообменника позволяет в эксплуатации разбирать теплообменник и очищать его, например, охлаждающие ребра 3 теплообменных трубок 2.
Теплообменник работает следующим образом.
Среда внутритрубного пространства подается в коллектор 10, протекает через теплообменные трубки 2, обмениваясь при этом теплом со средой межтрубного пространства, и далее через коллектор 13 удаляется из теплообменника. Среда межтрубного пространства поступает через патрубок 7, а затем, огибая поперечные перегородки 6, протекает по охладительному контуру между трубками 2, поступает в патрубок 8. Температурные расширения трубок 2 компенсируются смещением трубной решетки 5 в кожухе 1 с обеспечением герметичности резиновыми кольцами 12. При работе теплообменника в конструкции двигателя внутреннего сгорания выбранная длина Т соединения теплообменных трубок 2 с трубными решетками 4 и 5 в сочетании с дорнованием позволяет воспринимать термические, вибрационные и ударные нагрузки как осевые, так и радиальные, сохраняя прочность их соединения.
Предлагаемый способ сборки теплообменника позволяет за счет оптимизации параметров элементов сопрягаемых деталей перед сборкой и режимов дорнования получить надежное соединение теплообменных трубок с трубной решеткой, когда трубка за несколько переходов вдавливается в поверхность отверстий в трубных досках, образуя заполнение материалом трубки макро- и микронеровностей отверстия и соединение материалов на молекулярном уровне. Малое осевое усилие не выталкивает трубки из отверстий трубных решеток и позволяет вести дорнование всего пучка теплообменных трубок одновременно. Такое соединение трубки с трубной решеткой выдерживает длительное время воздействия радиальных и осевых усилий, обладает высокой виброударной прочностью и воспринимает термическую нагрузку.
На предложенный кожухотрубный теплообменник и способ его сборки разработана техническая документация, изготовлены и испытаны опытные образцы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТО-ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА И ДОРН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321471C2 |
| Кожухотрубный теплообменник | 2018 |
|
RU2680291C1 |
| КОЖУХОТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 2001 |
|
RU2190816C1 |
| Вертикальный трубчатый теплообменник с псевдоожиженным слоем сферических частиц | 2020 |
|
RU2740376C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2009 |
|
RU2395774C1 |
| ТРУБЧАТЫЙ ТЕПЛООБМЕННИК | 2019 |
|
RU2699851C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК (ВАРИАНТЫ) | 2002 |
|
RU2246089C2 |
| ТЕПЛООБМЕННИК-РЕАКТОР | 2016 |
|
RU2624378C1 |
| КОЖУХОТРУБНЫЙ ТЕПЛООБМЕННИК | 2018 |
|
RU2726035C1 |
| СПОСОБ СБОРКИ КОЖУХОТРУБЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2284889C1 |
Изобретения предназначены для применения в области теплообмена, а именно могут быть использованы для изготовления теплообменников, преимущественно для двигателей внутреннего сгорания транспортных средств. Кожухотрубный теплообменник содержит кожух, в котором размещен пучок теплообменных трубок с охлаждающими ребрами, закрепленный концами трубок в сквозных отверстиях трубных решеток, причем концы трубок выступают за пределы решетки, а межтрубное пространство разделено поперечными перегородками, образующими охладительный контур с патрубками подвода и отвода межтрубной среды, и коллекторы подвода и отвода внутритрубной среды, присоединенные к фланцам кожуха с обеих сторон теплообменника, причем одна из трубных решеток защемлена между фланцем кожуха и коллектором, а другая размещена герметично внутри кожуха с возможностью продольного перемещения при температурных изменениях длины пучка теплообменных трубок, вмонтированного концевыми частями трубок в сквозные отверстия трубных решеток дорнованием, сквозные отверстия в трубных решетках выполняют ступенчатыми, по крайней мере, со стороны конца теплообменной трубки, кроме того, длина соединения теплообменной трубки с трубной решеткой выбирается из условия 0,5 dотв <T< 2,0 dотв, где T - длина соединения теплообменной трубки с трубной решеткой, dотв - диаметр сквозного отверстия трубной решетки. Способ сборки кожухотрубного теплообменника включает заделывание концевых частей теплообменных трубок в сквозных отверстиях трубных решеток, для чего концы трубок проводят сквозь трубную решетку через сквозные отверстия стенок и заделывают в сквозных отверстиях дорнованием, после которого упругий материал стенки сквозного отверстия сжимает наружный и внутренний диаметры теплообменной трубки на длине контакта с трубной решеткой на величину упругого расширения сквозного отверстия, вызываемого дорнованием пластичной концевой части теплообменной трубки при продольном перемещении цилиндрического дорна относительно трубной решетки, причем сквозные отверстия в трубных решетках обрабатывают с шероховатостью стенок в пределах от 6,3 до 25,0 мкм, а дорнование концевых частей теплообменных трубок в сквозных отверстиях трубных решеток производят до увеличения наружного диаметра концевой части трубки до размера, по крайней мере, превышающего диаметр сквозного отверстия на глубину шероховатости, при продольном перемещении наибольшего диаметра дорна на длине, равной толщине трубной решетки. Заявляемые изобретения обеспечивают повышение надежности соединения трубок с трубной решеткой и снижают усилия дорнования при сборке теплообменника. 11 ил.
| Справочник по теплообменникам в двух томах | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU273A1 |
| Способ крепления труб в трубных решетках теплообменников с U-образными трубами | 1988 |
|
SU1625554A1 |
| US 4456059 А, 26.06.1984 | |||
| Кожухотрубный теплообменник | 1979 |
|
SU773421A1 |
| US 3922768 А, 02.12.1975. | |||

