Изобретение относится к теплообменным аппаратам, в частности к способам сборки кожухотрубчатых теплообменников, и может быть использовано в энергетической, нефтеперерабатывающей, нефтехимической, химической, газовой и других отраслях промышленности.
Известен способ сборки трубчатого теплообменника, включающий формирование пакета трубных перегородок, введение теплообменных труб в отверстия трубных перегородок, расстановку перегородок по пучку труб, установку трубных решеток на концах труб и развальцовку концов труб в собранной конструкции (патент RU №2019377 С1, МПК В 23 Р 15/26, от 29.01.92 г., опубл. 15.09.1994 г.).
Недостатком известного способа является сложная технология обработки трубных перегородок в связи с необходимостью формирования их в пакет для одновременного зенкерования и развертывания, а также необходимостью применения специального механизма при сборке теплообменника для расстановки перегородок по пучку с соблюдением заданного расстояния между ними, что усложняет технологию сборки теплообменника в целом.
Наиболее близким по технической сущности к заявляемому является способ сборки кожухотрубчатого теплообменника, включающий сборку каркаса путем соединения стяжками и противобайпасными полосами трубных и дистанционирующих решеток, сборку трубного пучка путем набивки каркаса теплообменными трубами, закрепление теплообменных труб в трубных решетках с заделкой их концов и сборку трубного пучка с кожухом в виде цилиндрической оболочки (Патент RU №1210539 А1, МПК F 28 D 7/00, от 06.07.84 г., опубл. 09.01.1995 г.).
Недостатком известного способа является сложность установки трубного пучка в кожух теплообменника при равных диаметрах каркаса и кожуха. Для обеспечения собираемости трубного пучка с кожухом теплообменника необходимо выполнение каркаса с диаметром меньшим, чем внутренний диаметр кожуха, в результате чего между дистанционирующими решетками и стенкой кожуха образуются зазоры. Через указанные зазоры рабочая среда может перетекать напрямую, минуя пучок теплообменных труб (так называемый «байпасный поток»), что снижает тепловую эффективность работы теплообменника в целом. С целью уменьшения байпасных потоков выполняют каркас и кожух с минимальной разностью диаметров, но в этом случае при сборке каркаса с кожухом вследствие совместного наложения отклонений формы и размеров собираемых узлов появляются местные «подклинивания», что требует доработки торцов трубных перегородок, увеличивающей трудоемкость сборки. Но даже в этом случае наряду с местами, где каркас и кожух контактируют друг с другом, имеются зоны с увеличенным зазором, что, в конечном счете, снижает эффективность работы теплообменника. Другим способом снижения байпасных потоков является выполнение механической расточки внутренней поверхности кожуха, что в случае больших диаметров и длин теплообменников ведет к значительному увеличению исходной толщины стенки кожуха для обеспечения припусков под механическую обработку, а также требует использования крупногабаритных высокоточных станков.
Технической задачей предлагаемого изобретения является упрощение технологии сборки кожухотрубчатого теплообменника при сохранении надежности конструкции и повышение тепловой эффективности работы теплообменника за счет минимизации байпасных потоков.
Для решения поставленной задачи предложен способ сборки кожухотрубчатого теплообменника, включающий сборку каркаса путем соединения стяжками и противобайпасными полосами трубных и дистанционирующих решеток, сборку трубного пучка путем набивки каркаса теплообменными трубами, закрепление теплообменных труб в трубных решетках с заделкой их концов и сборку трубного пучка с кожухом в виде цилиндрической оболочки, в котором согласно изобретению сборку трубного пучка осуществляют до его сборки с кожухом, при этом используют кожух по меньшей мере из двух частей, полученный путем разрезания вдоль образующей цилиндрической оболочки, на части кожуха приваривают поперечные полосы в местах, соответствующих расположению дистанционирующих решеток, сборку трубного пучка с кожухом осуществляют путем установки на трубный пучок частей кожуха из условия образования герметичного объема межтрубного пространства и сварки последних между собой и с трубными решетками, при этом сварку выполняют из условия расположения сварных швов между частями кожуха вдоль продольной оси теплообменника. Кроме того, цилиндрическую оболочку выполняют из нескольких обечаек. При этом используют цилиндрическую оболочку из обечаек, длина, по крайней мере, одной из которых отличается от остальных. Кроме того, одну из частей кожуха, полученную после разрезания цилиндрической оболочки, разворачивают на 180°, а части кожуха и трубные решетки соединяют посредством сварки на подкладных элементах.
Осуществление сборки трубного пучка до его сборки с кожухом исключает проведение сборочно-сварочных операций во внутренних полостях теплообменника, обеспечивает свободный доступ к теплообменным трубам для их установки в соответствующие отверстия дистанционирующих и трубных решеток, создает условия для качественной обварки и вальцовки концов труб в трубных решетках, что упрощает технологию сборки, значительно повышает качество выполнения работ и надежность конструкции теплообменника.
Использование кожуха по меньшей мере из двух частей, полученного путем разрезания вдоль образующей цилиндрической оболочки создает условия для качественного проведения сборочно-сварочных операций по набивке каркаса теплообменными трубами и закреплением их в трубных решетках, что упрощает технологию сборки.
Приваривание на частях кожуха поперечных полос в местах, соответствующих расположению дистанционирующих решеток, приводит к уменьшению зазоров между кожухом и каркасом, а соответственно, и к уменьшению байпасных потоков, что повышает тепловую эффективность работы теплообменника.
Выполнение цилиндрической оболочки из нескольких обечаек, причем длина, по крайней мере, одной из которых отличается от остальных и разворот одной из частей кожуха, полученной после разрезания цилиндрической оболочки, на 180° исключает пересечение кольцевых и продольных швов при сборке теплообменника, что значительно повышает надежность теплообменника.
Осуществление сборки трубного пучка с кожухом путем установки на трубный пучок частей кожуха из условия образования герметичного объема межтрубного пространства и сварки частей кожуха между собой и с трубными решетками при условии расположения сварных швов между частями кожуха вдоль продольной оси теплообменника создает условия для качественного проведения сборочно-сварочных операций по набивке каркаса теплообменными трубами и закрепление их в трубных решетках, включая заделку концов труб в трубных решетках, что упрощает технологию сборки теплообменника, но при этом повышает качество сборки и надежность конструкции теплообменника в целом.
Соединение частей кожуха и трубных решеток посредством сварки на подкладных элементах позволяет гарантированно выполнить сварные швы с полным проплавлением без выполнения подварки корня шва с внутренней стороны кожуха, что упрощает технологию сборки и одновременно обеспечивает необходимое качество сварных швов.
На фиг.1 приведен общий вид кожухотрубчатого теплообменника в сборе, продольный разрез;
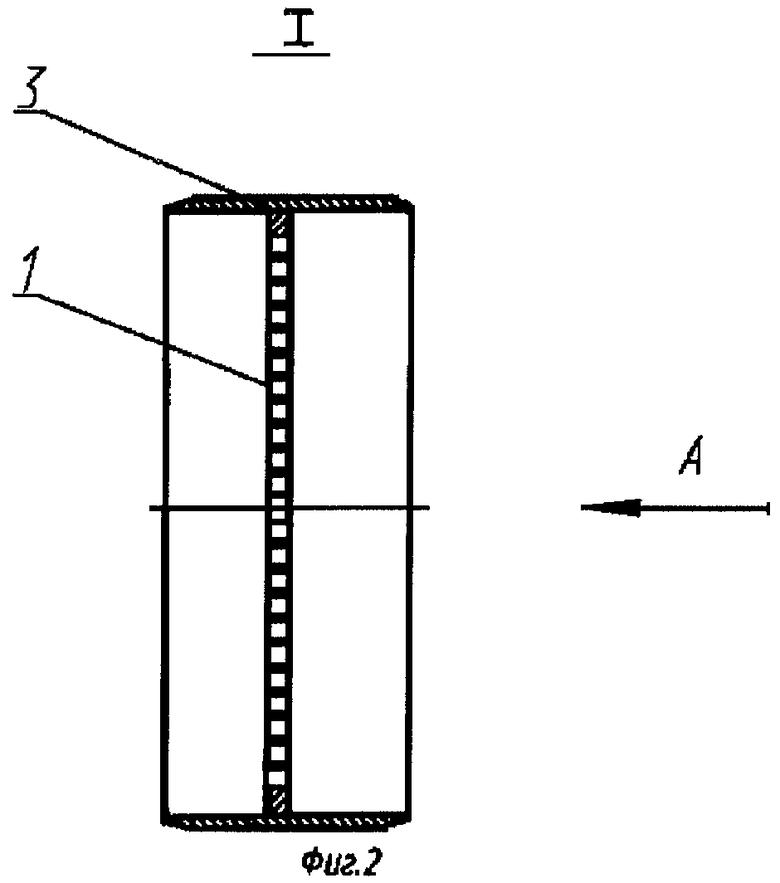
на фиг.2 - вид I на фиг.1, показано расположение трубной решетки в концевой обечайке;
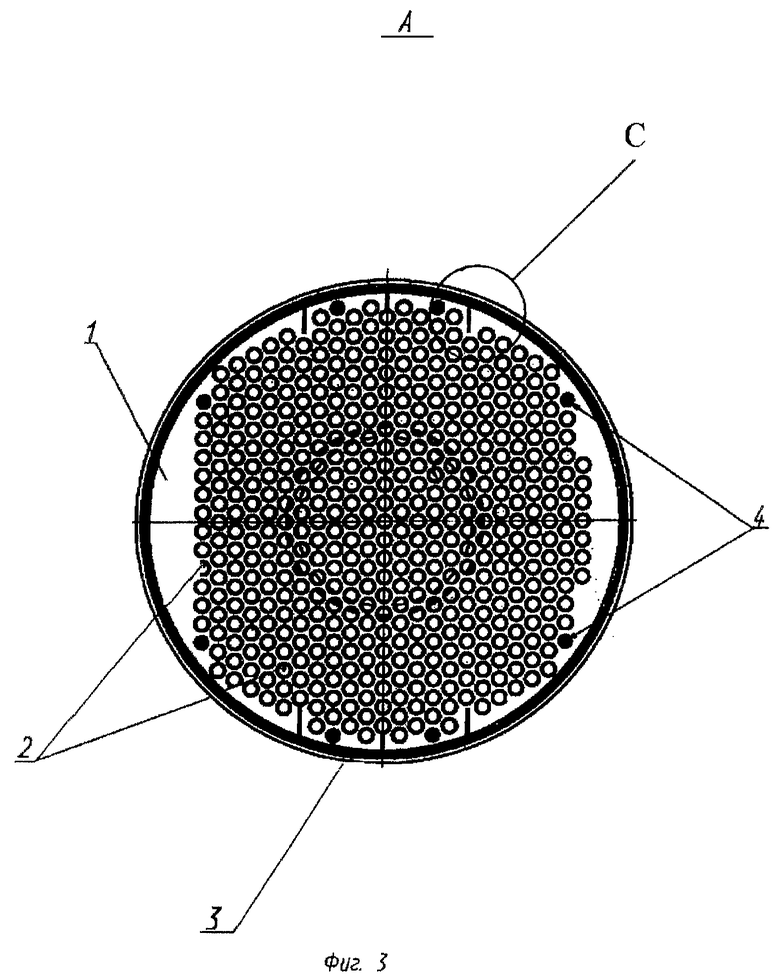
на фиг.3 - вид А на фиг.2, показано расположение теплообменных труб, резьбовых отверстий и места закрепления противобайпасных полос в трубной решетке;
на фиг.4 - вид С на фиг.3, показано расположение противобайпасных полос в дистанционирующих решетках;
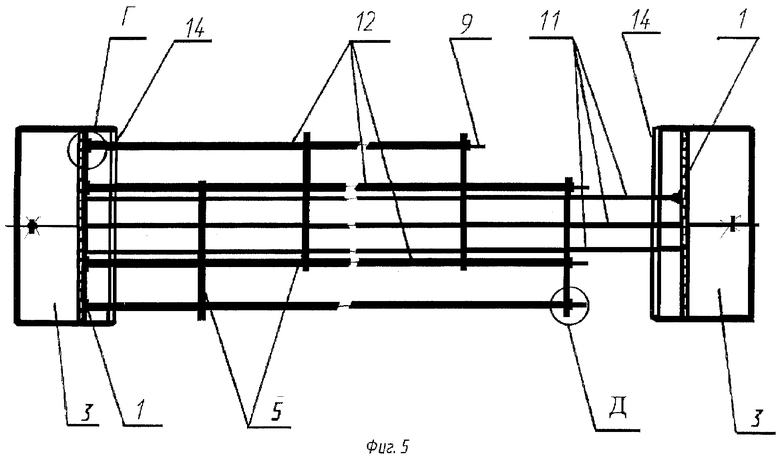
на фиг.5 - показан каркас теплообменника в сборе, состоящий из трубных решеток с концевыми обечайками и дистанционирующих решеток, соединенных посредством стяжек, распорных трубок, противобайпасные полосы;
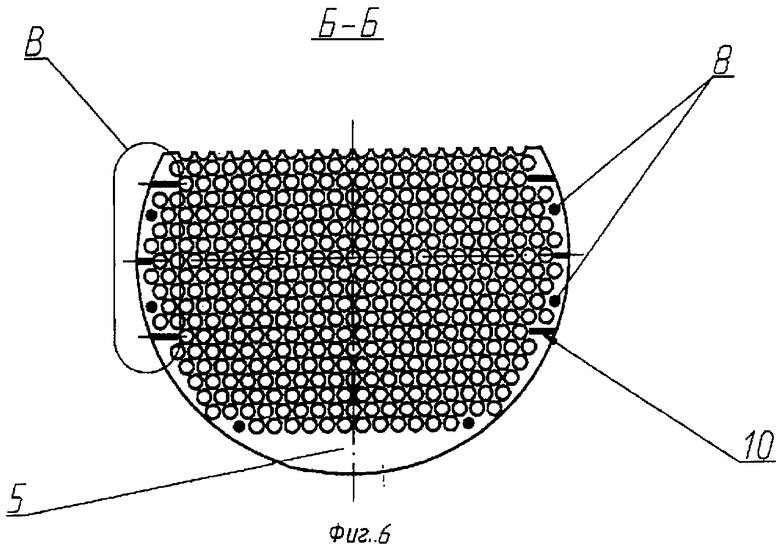
на фиг.6 - разрез Б-Б на фиг.1, показана дистанционирующая решетка с отверстиями под теплообменные трубы, расположение отверстий под стяжки, пазов под противобайпасные полосы;
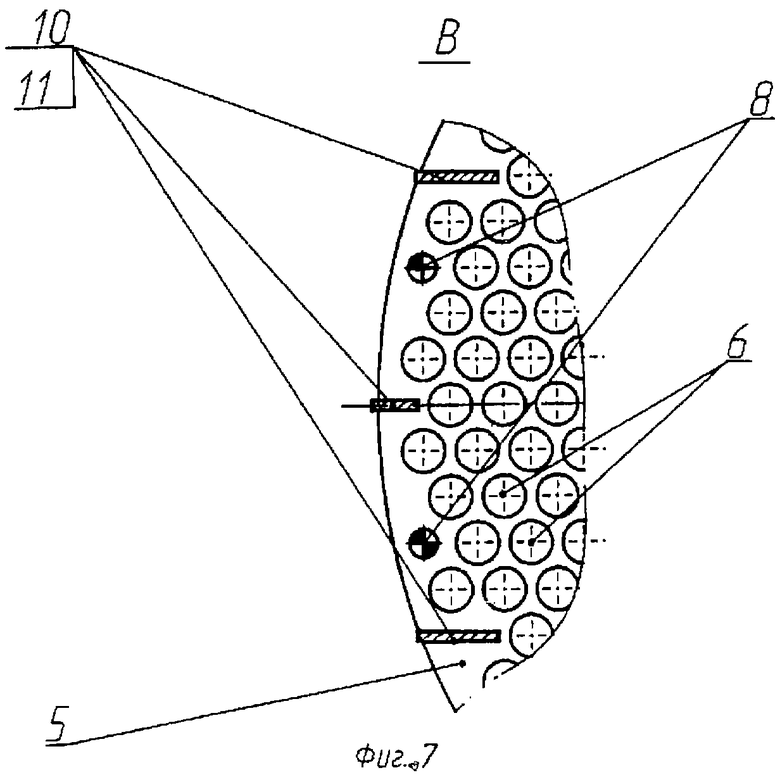
на фиг.7 - вид В на фиг.6, показано размещение противобайпасных полос в пазах дистанционирующих решеток и отверстий под стяжки;
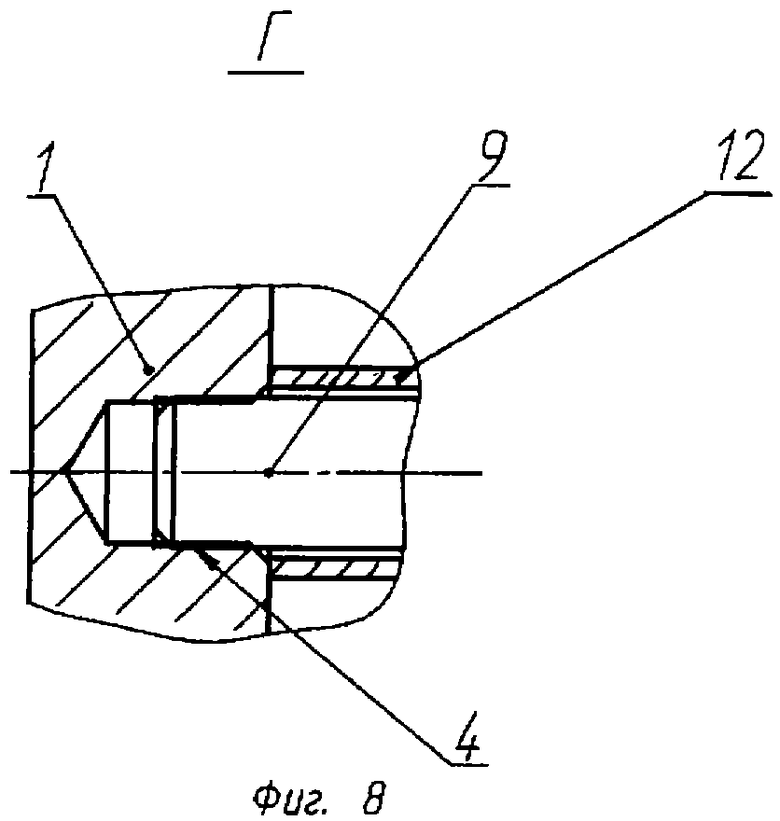
на фиг.8 - вид Г на фиг.5, показано размещение стяжки в резьбовых отверстиях в одной из трубных решеток, снабженной распорными втулками;
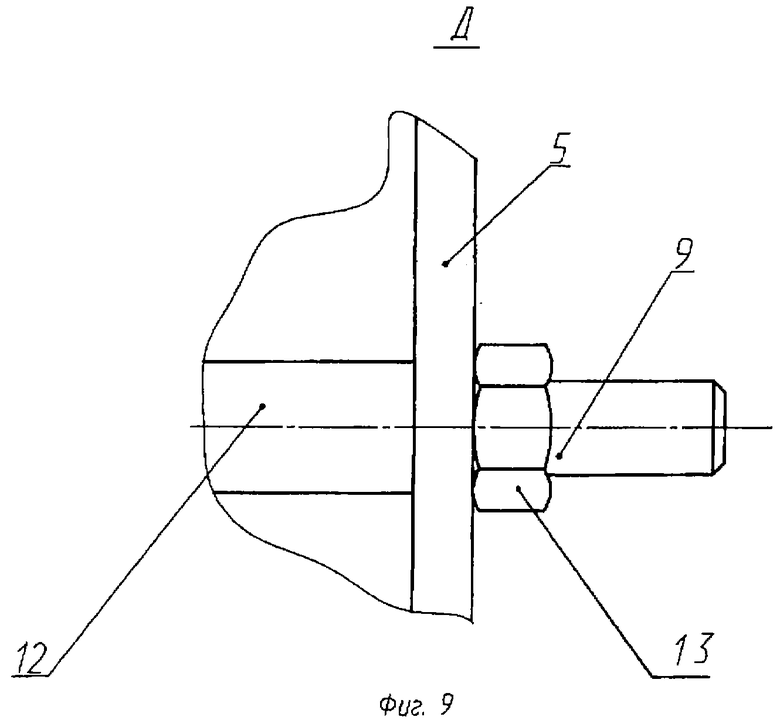
на фиг.9 - вид Д на фиг.5, показан узел фиксации дистанционирующей решетки на стяжках;
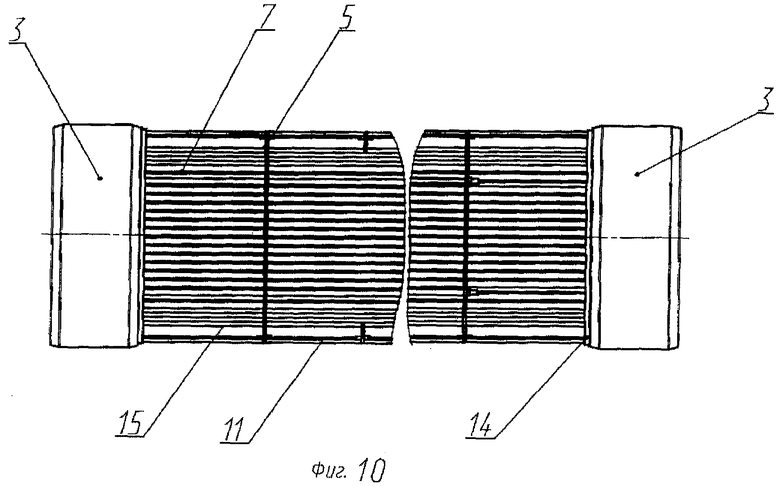
на фиг.10 - показан трубный пучок, размещенный в каркасе;
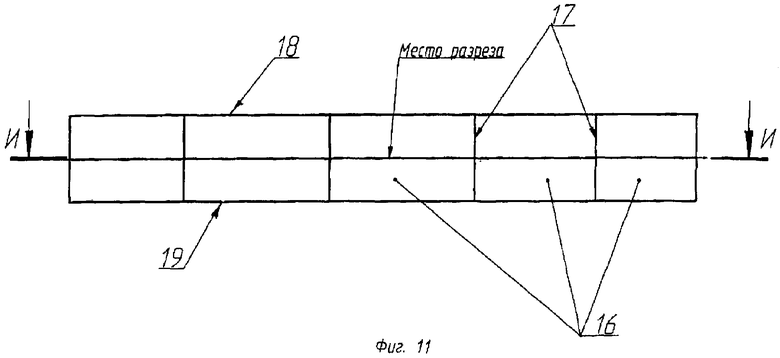
на фиг.11 - показана цилиндрическая оболочка, сваренная из кольцевых обечаек и линия разреза оболочки на две части;
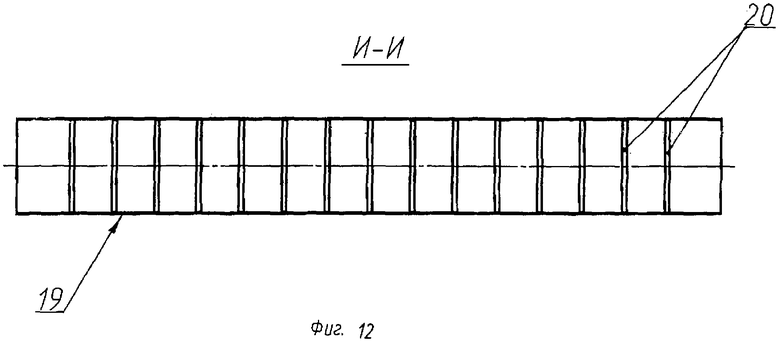
на фиг.12 - разрез И-И на фиг.11, показано расположение поперечных полос в местах установки дистанционирующих решеток;
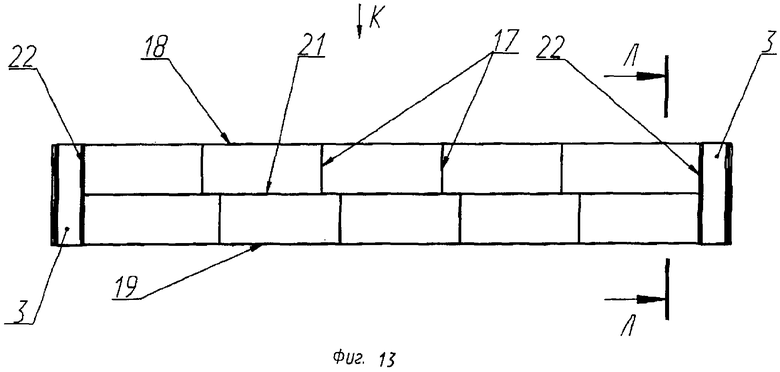
на фиг.13 - показано размещение частей кожуха на трубном пучке между концевыми обечайками с разворотом одной их них на 180°;
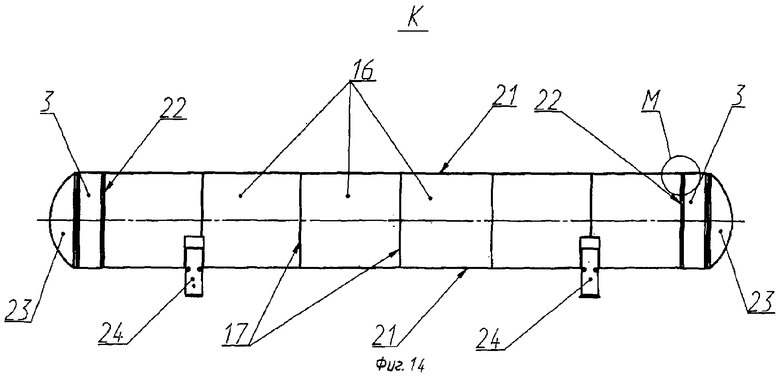
на фиг.14 - вид К на фиг.13, показано размещение торцевых крышек и опор теплообменника;
на фиг.15 - разрез Л-Л на фиг.13, показано расположение подкладных элементов в местах стыковки частей кожуха после сборки теплообменника;
на фиг.16 - разрез Н-Н на фиг.15, показано место сопряжения дистанционирующей решетки с приваренной на кожухе поперечной полосой после сборки теплообменника;
на фиг.17 - вид М на фиг.14, показан сварной шов с использованием подкладного элемента, соединяющий полукорпуса с концевыми обечайками и между собой.
Сборка кожухотрубчатого теплообменника осуществляется следующим образом. Производят сборку каркаса, для этого трубные решетки 1 с выполненными в них отверстиями 2 (фиг.3) сваривают с концевыми обечайками 3 (фиг.2). Предварительно в одной из трубных решеток 1, например левой, по ее окружности выполняют резьбовые гнезда 4 (фиг.3), а в дистанционирующих решетках 5 (фиг.6, 7) с отверстиями 6 под теплообменные трубы 7 (фиг.1, 10) выполняют отверстия 8 под стяжки 9 (фиг.5, 9) и пазы 10 под противобайпасные полосы 11 (фиг.5). Далее, в резьбовые гнезда 4 трубной решетки 1 вкручивают стяжки 9 (фиг.8). На стяжки 9 поочередно устанавливают распорные трубки 12 и дистанционирующие решетки 5 (фиг.5), а в пазы 10 (фиг.7) устанавливают противобайпасные полосы 11 (фиг.4, 5). Количество дистанционирующих решеток 5 зависит от длины теплообменника. После установки последней из дистанционирующих решеток 5 на свободные концы стяжек 9 навинчивают гайки 13 (фиг.9), а концы противобайпасных полос 11 закрепляют на трубных решетках 1 (фиг.5), например, сваркой. Затем на концевых обечайках 3 приваривают подкладные элементы 14 (фиг.5, 10) в местах кольцевых швов сварки кожуха с концевыми обечайками 3. Далее производят сборку трубного пучка 15 (фиг.10) путем набивки теплообменных труб 7 через соответствующие отверстия 2 (фиг.3) трубных решеток 1 и отверстия 6 дистанционирующих решеток 5 (фиг.7). Производят крепление концов теплообменных труб 7 в трубных решетках 1 любым из методов, применяемых в технике. Затем изготавливают кожух теплообменника. Длина кожуха соответствует расстоянию между концевыми обечайками 3 каркаса. Несколько кольцевых обечаек 16 цилиндрической формы разной длины сваривают между собой сварным швом 17 (фиг.11). Затем полученную цилиндрическую оболочку разрезают вдоль ее образующей на две части 18 и 19 (фиг.11). Разворачивают одну из частей, например 18, относительно исходного положения на 180°, в результате чего поперечные швы 17 на частях 18 и 19 кожуха при сборке теплообменника не совпадают (фиг.13), чем обеспечивается отсутствие мест пересечения продольных и кольцевых сварных швов 17 на кожухе готового теплообменника. На внутренней поверхности частей 18 и 19 кожуха в местах расположения дистанционирующих решеток 5 приваривают поперечные полосы 20 (фиг.12, 15, 16) и обрабатывают их в размер, близкий к диаметру дистанционирующих решеток 5 (на 1-3 мм больше), за счет чего снижаются байпасные перетечки теплоносителя при работе теплообменника. Развернутые части 18 и 19 кожуха устанавливают на трубный пучок 15 между концевыми обечайками 3 (фиг.13) и производят сварку стыков частей 18 и 19 кожуха между собой сварным швом 21 и с концевыми обечайками 3 сварным швом 22 (фиг.13). Для обеспечения гарантированного проплавления без подварки корня сварного шва сварку частей 18 и 19 кожуха между собой и с концевыми обечайками 3 выполняют на подкладных элементах 14 (фиг.15, 17). Затем к концевым обечайкам 3 приваривают торцевые крышки 23 и опоры 24 (фиг.14).
Пример выполнения способа:
Был изготовлен серийный водо-водяной кожухотрубчатый теплообменник в горизонтальном исполнении. Греющая вода движется в межтрубном пространстве, нагреваемая вода - в теплообменных трубах. Диаметр теплообменника - 1200 мм, поверхность теплообмена образована из 1129 штук прямых гладких труб диаметром 25×2 мм и длиной 9200 мм. В двух трубных решетках просверлили отверстия диаметром 25 мм под теплообменные трубы и дополнительно в одной из них выполнили восемь резьбовых отверстий M10 под стяжки. На каждой дистанционирующей решетке выполнили по три пары пазов. Концевые обечайки установили в стенд для сборки, разместили в них трубные решетки и приварили их к концевым обечайкам. Затем каждую стяжку длиной 9000 мм завинтили в резьбовое отверстие трубной решетки и на них поочередно установили распорные трубки длиной 550 мм и дистанционирующие решетки в количестве 15 штук с одновременной установкой и приваркой противобайпасных полос. После установки последней дистанционирующей решетки на свободные концы стяжек навинтили гайки и скрепили каркас. Далее произвели сборку трубного пучка путем набивки каркаса теплообменными трубами, для чего каждую теплообменную трубу ввели через трубную решетку каркаса через соответствующие отверстия дистанционирующих решеток во вторую трубную решетку. В трубных решетках концы теплообменных труб обварили и развальцевали. Из отдельных обечаек, причем длина одной обечайки имеет длину отличную от остальных, сварили цилиндрическую оболочку. Длина оболочки соответствует расстоянию между кольцевыми обечайками каркаса. Затем цилиндрическую оболочку разрезали вдоль образующих на две части. На внутренней поверхности частей кожуха в местах расположения перегородок приварили поперечные полосы и расточили их в размер на 1,5 мм больший, чем диаметр дистанционирующих решеток. Одну из частей установили на роликоопоры и в нее поместили каркас с трубным пучком таким образом, чтобы она разместилась между концевыми обечайками. Сверху на каркас установили вторую часть, предварительно развернув ее на 180° относительно первой. Для фиксации частей кожуха и обеспечения правильной цилиндрической формы кожуха использовали четыре бандажа, равномерно установленные по длине кожуха в районах расположения дистанционирующих решеток. Части кожуха сварили между собой и с концевыми обечайками. Сварку продольных и кольцевых замыкающих швов частей кожуха между собой и с концевыми обечайками выполнили автоматическим способом на остающихся подкладных элементах сечением 5×25 мм, привариваемых по всей длине к двум свариваемым кромкам. Прихватка и сварка угловых швов выполнена в аргоне, а заполнение разделки кромок - с применением автоматической сварки под флюсом. Затем с двух сторон к концевым обечайкам приварили торцевые крышки. К теплообменнику приварили две опоры, одна из которых подвижная.
Основные элементы теплообменника изготовлены из углеродистых и низколегированных сталей перлитного класса. Опоры теплообменника, цапфы и внутрикорпусные устройства изготовлены из углеродистой стали. После изготовления продольные и кольцевые сварные швы кожуха прошли визуальный и измерительный контроль и 100% УЗК (прямыми и наклонными преобразователями). Теплообменник подвергнут гидравлическим испытаниям на прочность и плотность по трубному и межтрубному пространствам в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением» (3 группа - по межтрубному пространству, 4 группа - по межтрубному пространству).
Таким образом, благодаря описанному способу полная сборка трубного пучка, включая заделку концов труб в трубных решетках, производится до его сборки с кожухом, одновременно обеспечивается доступ к развальцовке и обварке каждой теплообменной трубы, что значительно повышает качество сборки и надежность работы теплообменника и одновременно упрощает технологию сборки теплообменника. Кроме того, наличие поперечных полос приводит к минимизации зазоров в местах расположения дистанционирующих решеток, уменьшаются байпасные перетечки теплоносителя, что повышает тепловую эффективность работы теплообменника.

Изобретение относится к способам сборки кожухотрубчатых теплообменников и может быть использовано в энергетической, нефтеперерабатывающей, нефтехимической, химической, газовой и других отраслях промышленности. Способ включает сборку каркаса путем соединения стяжками и противобайпасными полосами трубных и дистанционирующих решеток, сборку трубного пучка путем набивки каркаса теплообменными трубами, закрепление теплообменных труб в трубных решетках с заделкой их концов и сборку трубного пучка с кожухом в виде цилиндрической оболочки. Сборку трубного пучка осуществляют до его сборки с кожухом. При этом используют кожух, состоящий по меньшей мере из двух частей, полученный путем разрезания вдоль образующей цилиндрической оболочки. На части кожуха приваривают поперечные полосы в местах, соответствующих расположению дистанционирующих решеток. Сборку трубного пучка с кожухом осуществляют путем установки на трубный пучок частей кожуха, тем самым, образуют герметичный объем межтрубного пространства. Осуществляют сварку частей кожуха между собой и с трубными решетками. При этом сварку выполняют из условия расположения сварных швов между частями кожуха вдоль продольной оси теплообменника. В результате упрощается технология сборки и повышается тепловая эффективность работы кожухотрубчатого теплообменника. 3 з.п. ф-лы, 17 ил.
| СПОСОБ СБОРКИ И УСТАНОВКИ ТРУБНОГО ПУЧКА КОЖУКОТРУБНОГО ТЕПЛООБМЕННИКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1984 |
|
SU1210539A1 |
| Способ сборки многосекционного теплообменника типа "труба в трубе | 1975 |
|
SU520155A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННОГО БЛОКА РЕГЕНЕРАТИВНОГО ВОЗДУХОПОДОГРЕВАТЕЛЯ | 2004 |
|
RU2252853C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1995 |
|
RU2079398C1 |
| DE 3425382 A1, 28.02.1985 | |||
| РОЖОК ДЛЯ МЛАДЕНЦЕВ И ДЕТЕЙ | 2003 |
|
RU2332200C2 |

