Предлагаемое изобретение относится к термоядерной технике и может быть использовано при создании энергетических термоядерных установок типа токамак.
Известен порт-лимитер термоядерного реактора, содержащий соединенные друг с другом вертикальные панели, образующие пакет, (TECHNICAL BASIS FOR THE ITER FINAL DESIGN REPORT, COST REVIEW AND SAFETY ANALYSIS (FDR). Plant Design Description. Chapter II-Section 4.1 Page 22, International Atomic Energy Agency, Vienna, 1998).
Панели в пакете соединены друг с другом с помощью электронно-лучевой сварки их задних стенок.
Недостатки известного устройства заключаются в следующем.
Конструкция, изготовленная с применением сварки, представляет собой неразъемное соединение панелей, это приводит к тому, что в случае выполнения хотя бы одного некачественного шва, означает брак всего изделия.
Наличие сварных соединений в пакете вертикальных панелей приводит в обязательном порядке к послесварочным поводкам, при этом вероятность достижения высокой точности взаиморасположения панелей относительно друг друга весьма низкая.
Кроме того, применение сварки для соединения панелей требует разработки особой оснастки для заневоливания пластин в процессе сварки и опытное определение индивидуального расположения каждой следующей привариваемой пластины порт-лимитера, поскольку теоретическое определение послесварочных поводок не дает необходимой точности.
Задачей, решаемой изобретением, является повышение надежности изделия и увеличение выхода годных изделий в процессе изготовления.
Технический результат, который может быть получен при осуществлении настоящего изобретения, заключается в возможности изготовления разъемного соединения панелей в пакет, что позволяет избавиться от сварочных операций на этапе сборки изделия, потенциально влекущих за собой получение бракованного изделия из-за одного некачественного шва.
Кроме того, предлагаемый порт-лимитер обеспечивает повышенную точность взаиморасположения панелей, так как данная конструкция исключает вероятность возникновения сварочных поводок панелей и пакета в целом, а также позволяет в процессе сборки добиваться необходимой точности.
Указанный технический результат достигается тем, что в известном порт-лимитере, содержащем соединенные друг с другом вертикальные панели, образующие пакет, соединение панелей выполнено разъемным, при этом на боковых стенках панелей выполнены посадочные гнезда и выступы, причем посадочные гнезда в соединенных панелях образуют полости прямоугольного профиля, а выступы - центральный выступ.
Кроме того, разъемное соединение панелей выполнено в виде клинового механизма, содержащего две пары звеньев, одна пара звеньев которого состоит из сегментов, надетых на резьбовую втулку, а вторая пара звеньев выполнена из клиновых скоб, которые установлены на сегментах и соединены другом с другом пружинами, при этом одна клиновая поверхность скобы опирается на оба сегмента, а вторая сторона контактирует с центральным выступом в полости, причем в первом звене один конец втулки выполнен с левой резьбой, другой - с правой резьбой.
Кроме того, скоба снабжена губками с клиновыми контактными поверхностями, взаимодействующими с центральным выступом в полости.
Кроме того, в полости соосно резьбовой втулке со стороны первой стенки имеется паз для установки одного конца втулки, а со стороны задней стенки выполнено отверстие, служащее для размещения в нем второго конца втулки и для прохождения инструмента управления механизмом соединения.
Кроме того, в разъемном соединении панелей внутренняя полость втулки имеет профиль, соответствующий профилю инструмента управления этим соединением.
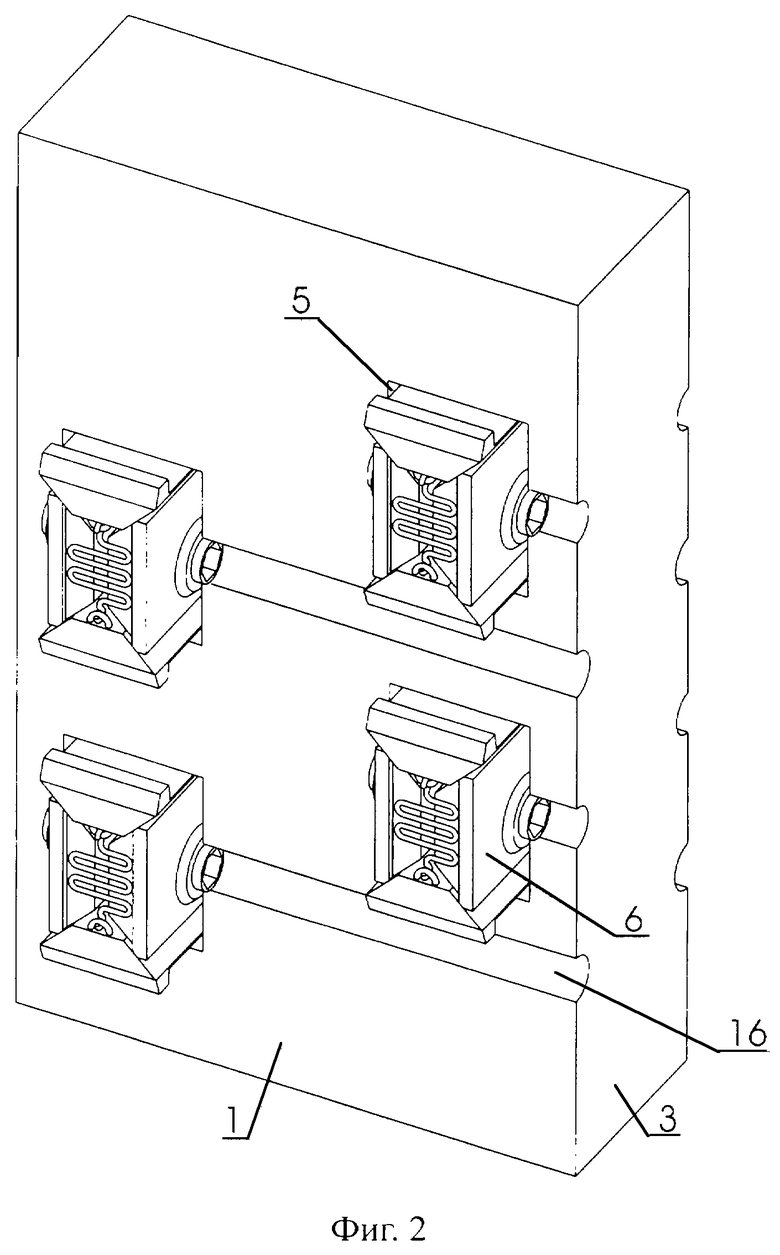
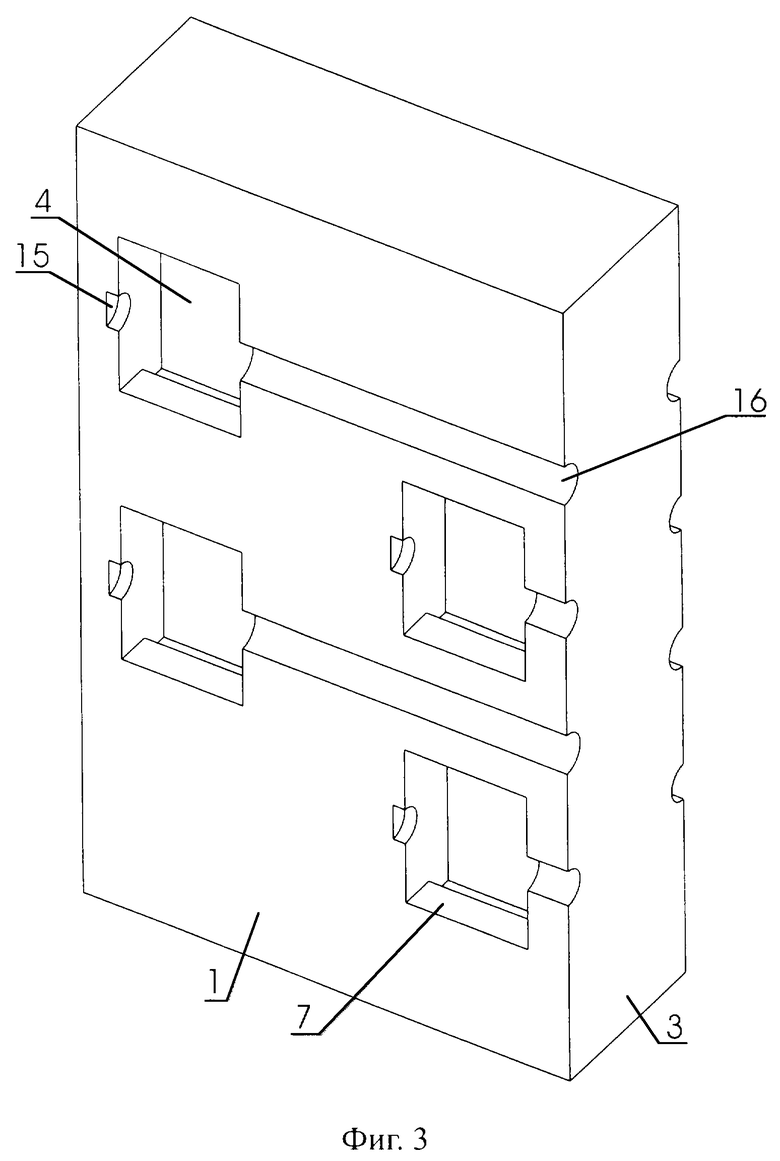
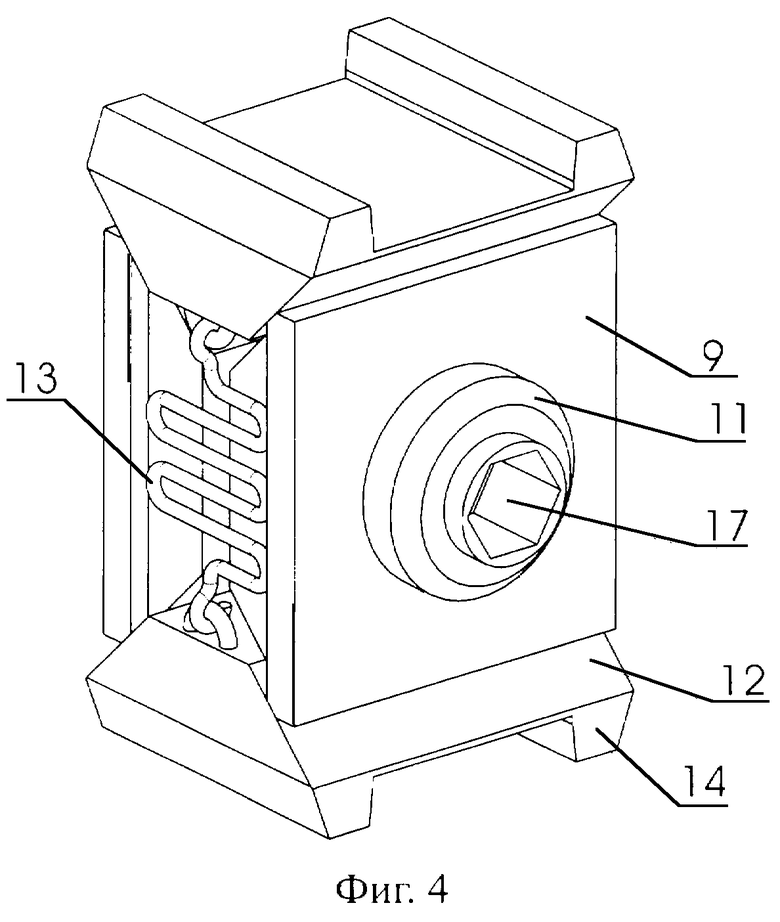
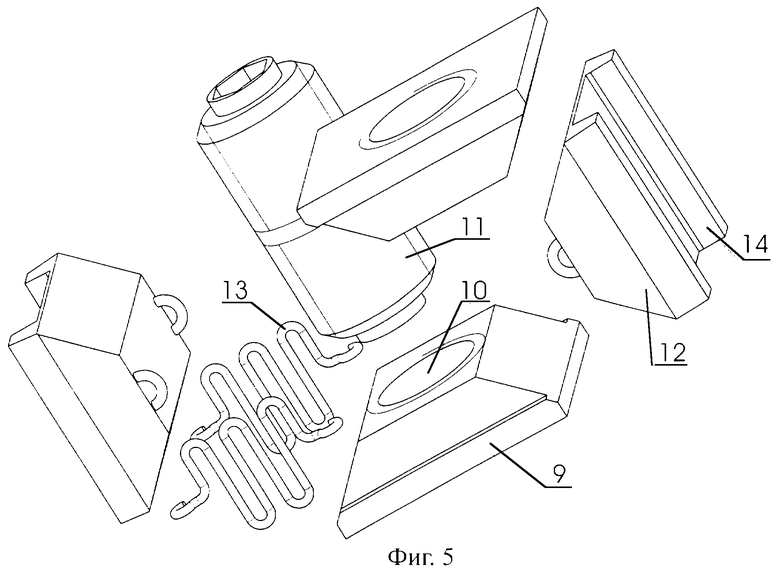
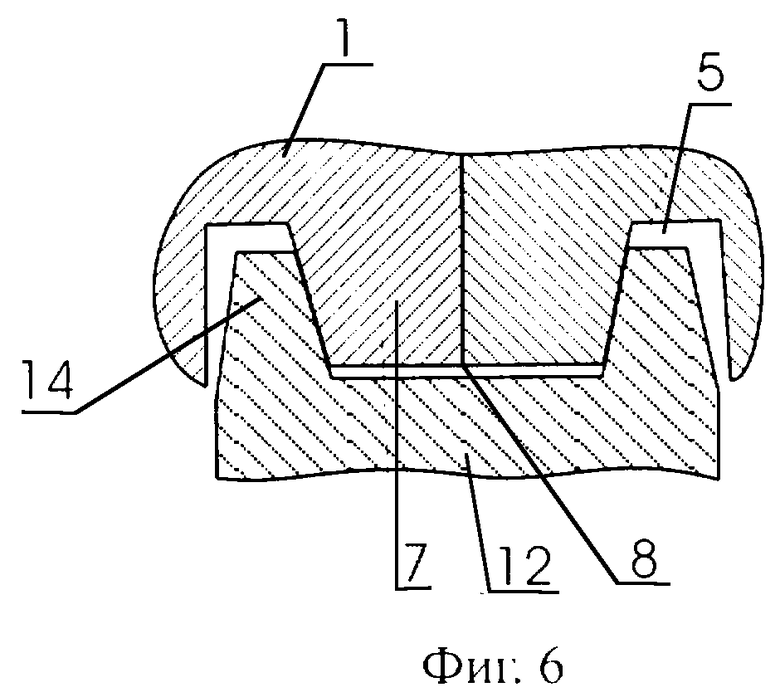
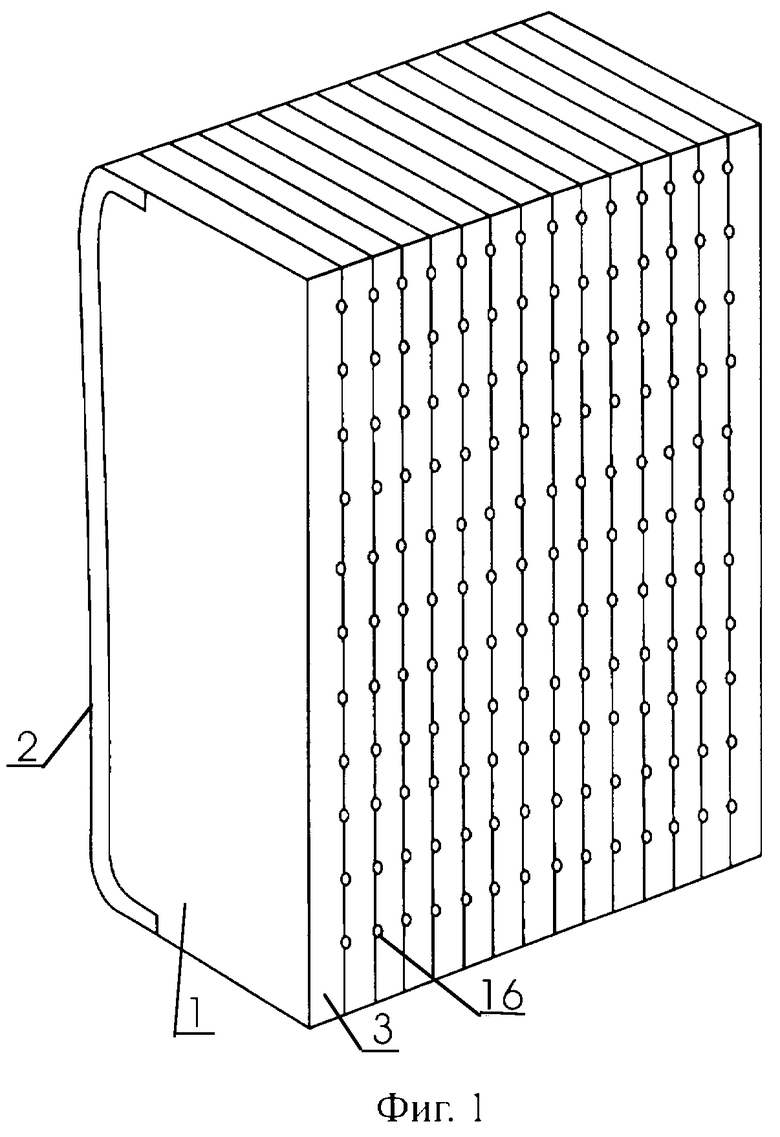
Сущность изобретения поясняется чертежами, где на фиг.1 представлен общий вид порт-лимитера; на фиг.2 представлен вид панели, снабженной разъемными соединениями; на фиг.3 показана боковая стенка панели с посадочными гнездами; на фиг.4 представлен вид разъемного соединения панелей в сборке; на фиг.5 представлена деталировка разъемного соединения панелей; на фиг.6 представлено поперечное сечение центрального выступа и скобы.
Порт-лимитер термоядерного реактора содержит пакет вертикальных панелей 1, в котором торцевые стенки панелей 1 со стороны плазмы образуют первую стенку 2, а противоположные стенки панелей 1 - заднюю стенку 3. На боковых стенках панелей 1 выполнены посадочные гнезда 4. Посадочные гнезда 4 состыкованных соседних панелей 1 образуют полости 5 прямоугольного профиля, в которых установлены разъемные соединения 6 панелей. Сверху и снизу в посадочном гнезде 4 имеется выступ 7, образующий с выступом соседней панели 1 в полости 5 центральный выступ 8, который взаимодействует с разъемным соединением 6 панелей.
Разъемное соединение 6 панелей представляет собой клиновой механизм, содержащий две пары звеньев. Одна пара звеньев состоит из сегментов 9, выполненных с резьбовыми отверстиями 10, через которые проходит резьбовая втулка 11. При этом на одном конце втулки 11 выполнена левая резьба, а на втором конце - правая резьба. Вторая пара звеньев состоит из клиновых скоб 12, которые установлены на сегментах 9 и соединены друг с другом пружинами 13. Каждая скоба 12 клиновой поверхностью с одной стороны находится в контакте с обоими сегментами 9, а с другой стороны с центральным выступом 8, образованным в полости 5 выступами 7 панелей 1, прилегающих друг к другу. При этом скобы 12 снабжены губками 14 с клиновыми поверхностями, посредством которых они контактируют с выступами 7 панелей 1. Контактные поверхности выступов 7 и ответные им контактные поверхности губок 14 скобы 12 расположены под острым углом к направлению движения скоб 12 (вертикальное), что позволяет создать усилие стягивания друг с другом соседних панелей порт-лимитера. В полости 5 соосно резьбовой втулке 11 со стороны первой стенки 2 имеется паз 15 для установки одного конца втулки 11, а со стороны задней стенки 3 выполнено отверстие 16 для размещения в нем второго конца втулки 11 и для прохождения инструмента управления разъемным соединением 6. При этом внутренняя полость 17 втулки 11 имеет профиль, соответствующий профилю инструмента для управления этим соединением.
Для осуществления доступа инструмента управления соединением 6 один ряд посадочных гнезд 4 на боковых стенках панелей 1 выполнен со смещением относительно второго ряда на полшага.
Сборку и монтаж порт-лимитера термоядерного реактора осуществляют в следующем порядке.
Готовые панели последовательно подают на сборочный стапель. Первой на стапеле располагают боковую панель 1. В гнезда 4 панели 1 устанавливают разъемные соединения 6, приведенные вращением втулок 11 в состояние, когда сегменты 9 разведены, а скобы 12 сведены навстречу друг к другу. На первую панель 1 устанавливают следующую панель 1 порт-лимитера. При этом соединения 6 оказываются помещенными в полостях 5, образованных соответствующими гнездами 4. Вращением втулок 11 в действие приводят соединения 6. При этом сегменты 9 по втулке 11 перемещаются навстречу друг другу, раздвигают скобы 11 вверх и вниз, губки 14 входят в контакт с выступами 7 соседних панелей 1 и создают усилия, стягивающие соседние панели 1 и образующие из двух выступов 7 один центральный выступ 8.
Проводят метрологический контроль точности размещения панелей 1 друг относительно друга. В случае соблюдения необходимой точности сборки подают на сборку следующие комплекты соединений 6 и панель 1 порт-лимитера и операции сборки повторяют с этой панелью. В случае, если панели 1 собраны с отклонениями от необходимой точности сборки, вращением втулок 11 добиваются ослабления стягивания панелей 1, внешними механическими средствами (например, домкратами сборочного стенда) приводят последнюю собираемую панель 1 в необходимое положение и затягивают соединения 6 вращением втулок 11.
Предлагаемый порт-лимитер функционирует следующим образом.
В термоядерном реакторе на первой стенке порт-лимитера зажигают плазму. Во время работы порт-лимитера пакет его панелей испытывает разнообразные (тепловые и механические) нагрузки, приложенные как к отдельным панелям, так и к пакету панелей в целом. Под действием этих нагрузок целостность пакета панелей может быть нарушена. Наличие разъемных соединений 6 панелей 1 друг с другом позволяет минимизировать неравномерность тепловой нагрузки на первые стенки различных панелей 1 за счет обеспечения максимальной точности сборки порт-лимитера, что выгодным образом влияет на ресурс порт-лимитера по сравнению с порт-лимитером, выполненным, например, с применением сварочной технологии соединения его панелей.
Осуществление настоящего изобретения обеспечивает изготовление пакета панелей порт-лимитера с использованием разъемного соединения, что позволяет избавиться от сварочных операций на этапе сборки изделия, потенциально влекущих за собой получение бракованного изделия из-за одного некачественного шва.
Кроме того, предлагаемый порт-лимитер обеспечивает повышенную точность взаиморасположения панелей, так как данная конструкция исключает вероятность возникновения сварочных поводок панелей и пакета в целом, а также позволяет в процессе сборки добиваться необходимой точности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОЯДЕРНЫЙ РЕАКТОР | 2004 |
|
RU2262143C1 |
| ПОРТ-ЛИМИТЕР ТЕРМОЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2267174C1 |
| ТЕРМОЯДЕРНЫЙ РЕАКТОР | 2001 |
|
RU2220463C2 |
| ПОРТ-ЛИМИТЕР ТЕРМОЯДЕРНОГО РЕАКТОРА | 2004 |
|
RU2267824C1 |
| ТЕРМОЯДЕРНЫЙ РЕАКТОР | 2000 |
|
RU2178208C2 |
| ПОРТ-ЛИМИТЕР ТЕРМОЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2212717C1 |
| ТЕРМОЯДЕРНЫЙ РЕАКТОР | 1995 |
|
RU2086008C1 |
| Устройство и способ соединения объектов | 2021 |
|
RU2771883C1 |
| Задвижка клиновая сварная и способ её сборки | 2021 |
|
RU2774560C1 |
| Циркуляционный переводник | 2019 |
|
RU2755981C2 |
Использование: в конструкции порт-лимитеров термоядерных реакторов. Сущность изобретения: в порт-лимитере, содержащем соединенные друг с другом вертикальные панели, образующие пакет, соединение панелей выполнено разъемным. При этом на боковых стенках панелей выполнены посадочные гнезда и выступы. При соединении панелей посадочные гнезда образуют полости прямоугольного профиля, а выступы - центральный выступ. Разъемное соединение панелей выполнено в виде клинового механизма, содержащего две пары звеньев, одна пара звеньев которого состоит из сегментов, надетых на резьбовую втулку, а вторая пара звеньев выполнена из клиновых скоб, которые установлены на сегментах и соединены другом с другом пружинами. При этом одна клиновая поверхность скобы опирается на оба сегмента, а вторая сторона контактирует с центральным выступом в полости. Причем в первом звене один конец втулки выполнен с левой резьбой, другой - с правой резьбой. Технический результат - избавление от сварочных операций на этапе сборки изделия, потенциально влекущих за собой получение брака; обеспечение повышенной точности взаиморасположения панелей. 4 з.п. ф-лы, 6 ил.
| Technical basis for the iter final design report | |||
| Cost review and safety analysis (FDR) | |||
| Plant Design Description | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| International Atomic Energy Agency | |||
| Vienna, 1998 | |||
| ПЕРВАЯ СТЕНКА ТЕРМОЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2046405C1 |
| ТЕРМОЯДЕРНЫЙ РЕАКТОР | 1993 |
|
RU2056650C1 |
| US 4626399 A, 02.12.1986 | |||
| ПЛОМБИРОВОЧНЫЙ МАТЕРИАЛ ДЛЯ СТОМАТОЛОГИЧЕСКИХЦЕЛЕЙ | 0 |
|
SU212171A1 |

