Изобретение относится к технологии изготовления деталей и материалов для строительства линейных сооружений местных сетей связи и используется при изготовлении оголовников разветвительных свинцовых муфт для монтажа кабелей связи в свинцовой оболочке емкостью свыше 1200 пар жил.
Известен способ изготовления оголовников свинцовых разветвительных муфт [1], при котором свинцовые патрубки вставляют в отверстия свинцовой коробки и пропаиваются снаружи между собой и с плоскостью коробки большим количеством припоя ПОССу 30-2. Внутри коробка заливается тем же расплавленным припоем.
Недостатком указанного способа является то, что качественно пропаять узкие промежутки между патрубками ответвлений и одновременно запаять место стыка патрубков с коробкой довольно трудно. Даже очень высокая квалификация изготовителя не всегда обеспечивает требуемое качество, т.е. герметичность. Кроме того, при плохой пайке разгерметизация часто происходит при монтаже муфты на кабельной линии.
К недостатку также следует отнести большой расход дорогостоящего оловянно-свинцового припоя ПОССу 30-2.
Техническим результатом изобретения является повышение качества изготовления оголовников свинцовых разветвительных муфт, упрощение выполнения процесса и снижение стоимости за счет сокращения расхода припоя ПОССу 30-2.
Указанный технический результат достигается тем, что в способе изготовления оголовника свинцовой разветвительной муфты, в котором патрубки устанавливают в отверстия и пропаивают патрубки и коробку, сначала для получения отворотов торцы с одной стороны патрубков развальцовывают на угол 90 градусов, затем патрубки устанавливают в отверстия свинцового диска и пропаивают отвороты патрубков к торцевой поверхности диска, на которую устанавливают коробку и пропаивают стык коробки и диска по контуру.
Внешний диаметр диска предпочтительно больше наружного диаметра коробки на 10-12 мм.
В частном случае выполнения способа, если при установке патрубков в отверстиях диска отворот одного патрубка перекрывает отворот другого патрубка, то ножовкой делают пропил, который затем полностью запаивают.
Изобретение поясняется с помощью фиг.1-8, на которых показаны:
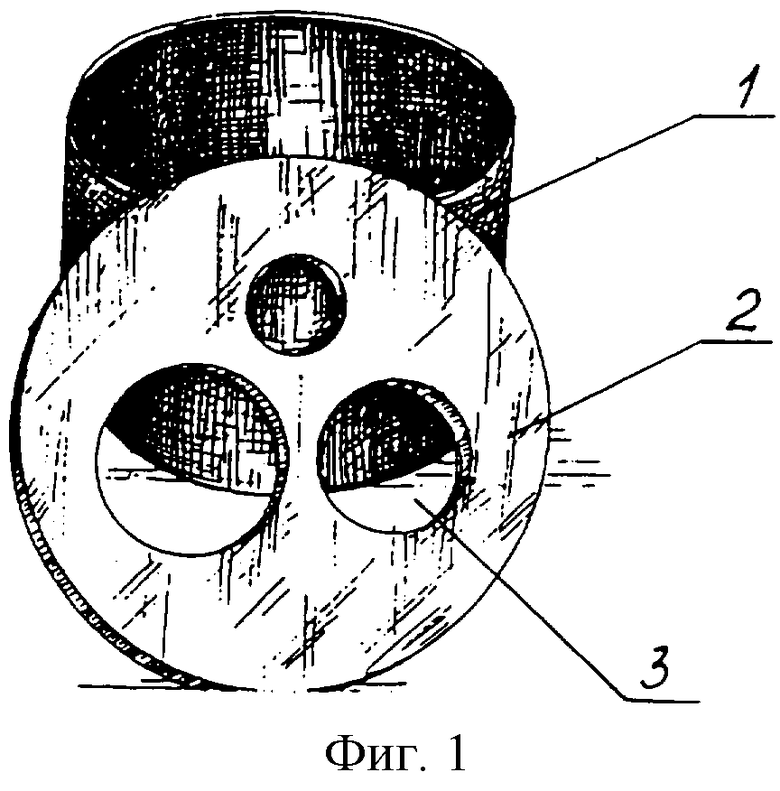
Фиг.1 - коробка с запаянным продольным стыком и диск с вырубленными отверстиями;
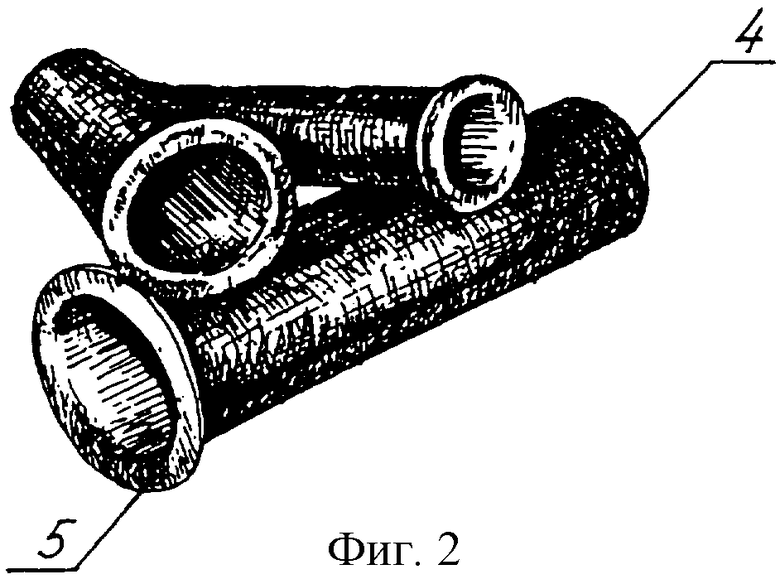
Фиг.2 - развальцованные патрубки;
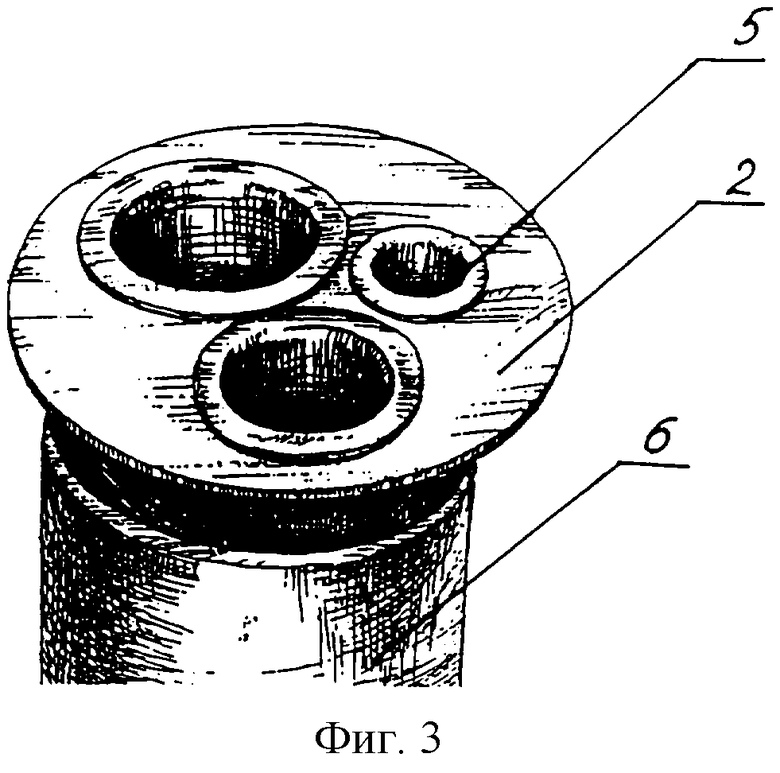
Фиг.3 - установленные в диске патрубки;
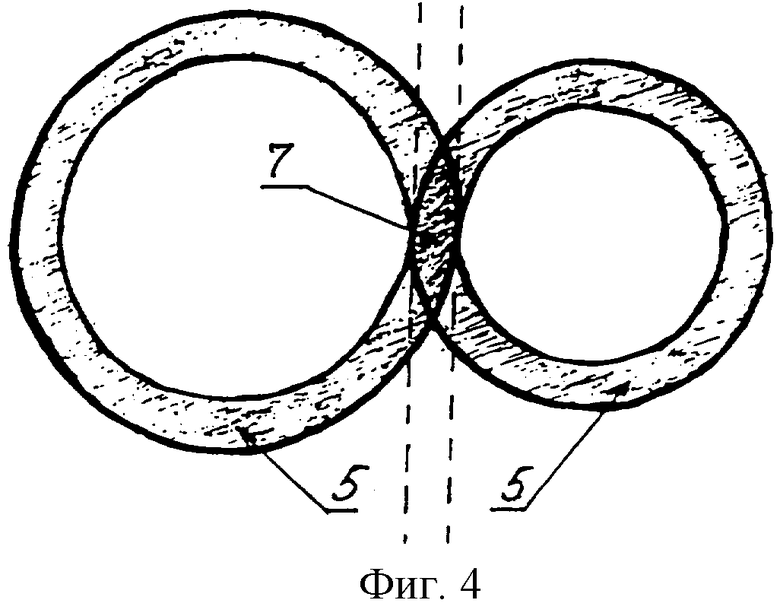
Фиг.4 - пропил между двумя патрубками;
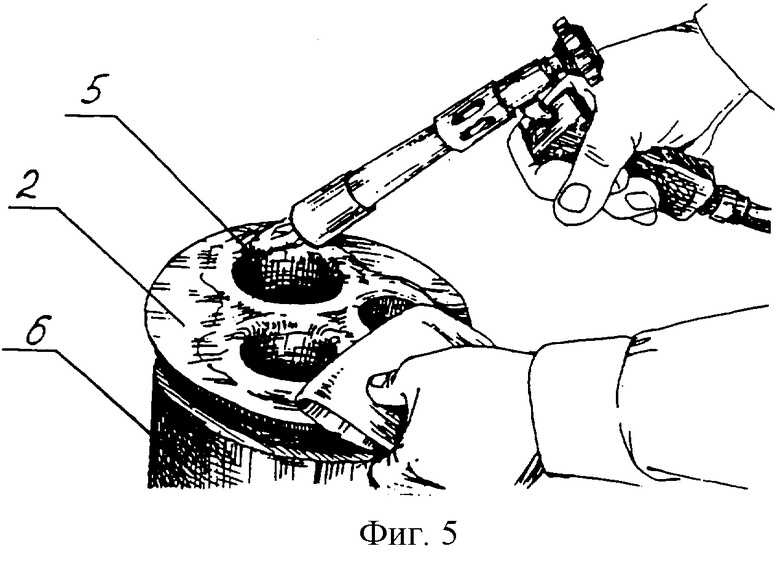
Фиг.5 - пайка отворотов патрубков и диска;
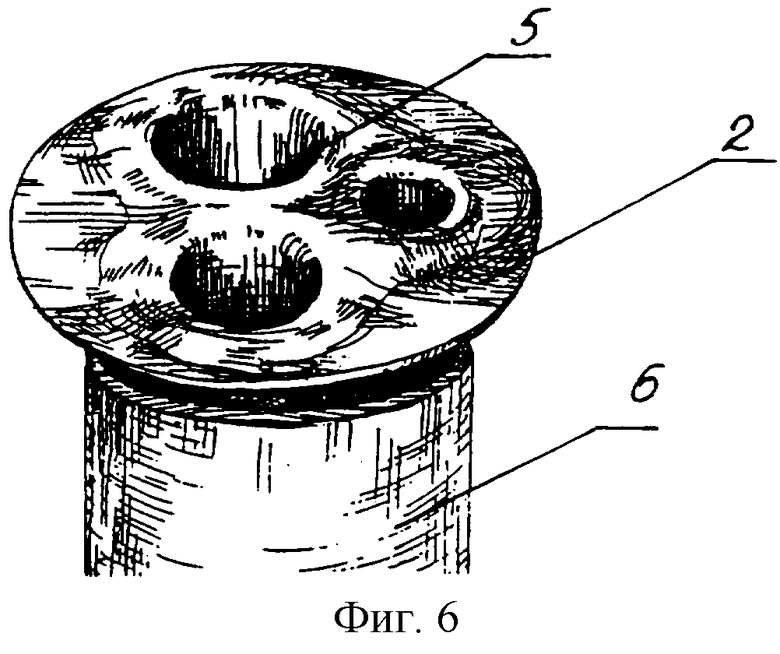
Фиг.6 - патрубки, припаянные к диску;
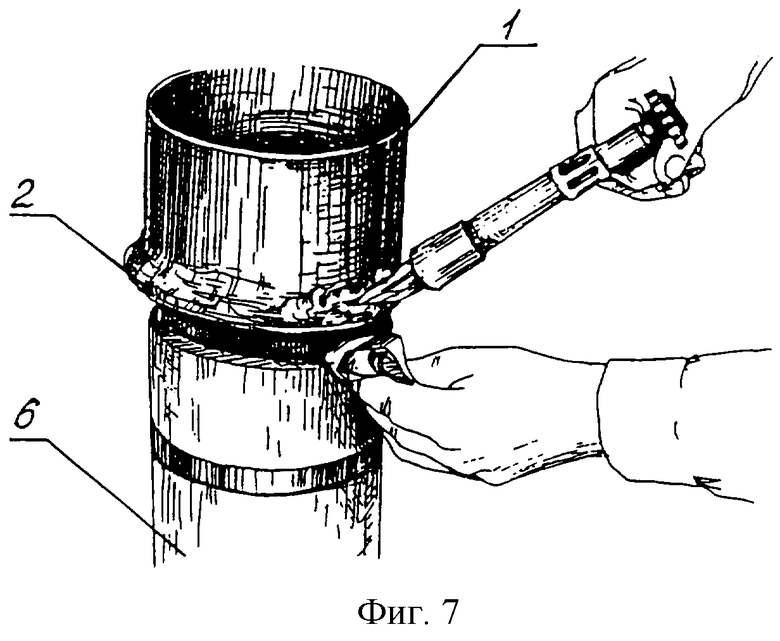
Фиг.7 - пайка стыка коробки и диска;
Фиг.8 - изготовленный свинцовый оголовник.
Способ осуществляется следующим образом.
Из свинцового листа вырезают полосу для изготовления коробки 1. Сворачивают полосу. На торцах полосы с внешней стороны снимают фаску под углом 15-20°.
Затем из полосы стягивают заготовку проволочной перевязкой (на чертежах не показана) и пропаивают продольный стык припоем ПОССу 30-2 с применением стеарина. Запаяв примерно 1/3 часть стыка, проволочную перевязку снимают.
На свинцовом листе по шаблону делают разметку диска 2 и отверстий 3 в нем, соответствующих наружным диаметрам патрубков 4. Затем диск 2 вырезают ножницами по металлу, а отверстия 3 под патрубки вырубают. Диаметр диска 2 предпочтительно должен быть на 10-12 мм больше диаметра коробки 1.
Развальцовывают свинцовые патрубки 4 на концах с одной стороны чеканкой на угол примерно 90 градусов. Длину отворотов 5 выполняют предпочтительно 10-12 мм.
Устанавливают диск 2 на поддерживающее приспособление 6 зачищенной поверхностью вверх. Устанавливают развальцованные патрубки 4 в соответствующие отверстия 3 диска 4.
Если отворот одного патрубка перекрывает отворот другого патрубка, то ножовкой делают пропил 7 (см. фиг.4).
Выполняют пайку всех отворотов 5 патрубков 4 к торцевой поверхности диска 2 припоем ПОССу 30-2 с применением стеарина. Если был сделан пропил 7, то его запаивают полностью.
Устанавливают коробку 1 на торцевую поверхность диска 2 с припаянными патрубками 3, при этом патрубки находятся снаружи коробки. Выравнивают коробку 1 на диске 3, причем выступающая за коробку часть диска должна быть одинаковой по всей окружности. Для предотвращения сдвига коробки 1 во время пайки на нее кладут небольшой груз (на чертежах не показан).
Производят пайку стыка коробки 1 и диска 2 по всему контуру припоем ПОССу 30-2 с применением стеарина. Пайку патрубков 4 снаружи не производят.
Изготовленный свинцовый оголовник проверяют на герметичность швов избыточным воздушным давлением.
Источники информации
1. Техническая инструкция на производство свинцовых изделий. М., ССД, 2002 г.
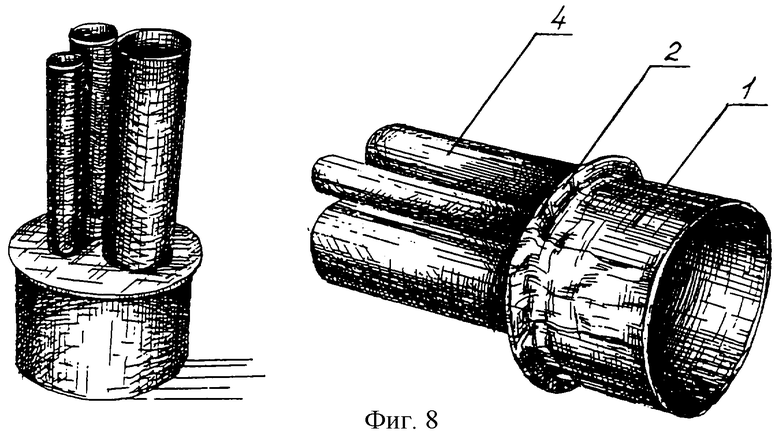
Изобретение может быть использовано для монтажа кабелей при строительстве линейных сооружений местных сетей связи. Патрубки развальцовывают с одной стороны на угол 90 градусов и устанавливают в отверстия свинцового диска. Отвороты патрубков припаивают к торцевой поверхности диска. На упомянутую поверхность устанавливают коробку и пропаивают стык коробки и диска по контуру. Внешний диаметр диска больше наружного диаметра коробки на 10-12 мм. Если при установке патрубков в отверстиях диска отворот одного патрубка перекрывает отворот другого патрубка, то ножовкой делают пропил, который затем полностью запаивают. Способ обеспечивает высокое качество изготовления деталей при упрощении процесса и снижении стоимости за счет сокращения расхода припоя. 2 з.п.ф-лы, 8 ил.
| Техническая инструкция на производство свинцовых изделий | |||
| - М.: ССД, 2002 | |||
| SU 1822506 А, 15.06.1993 | |||
| ТУПИКОВАЯ МУФТА ДЛЯ ОПТИЧЕСКОГО КАБЕЛЯ С ГЕРМЕТИЗИРОВАННЫМИ ШТУЦЕРАМИ ДЛЯ ВВОДА И ДОВВОДА ОПТИЧЕСКИХ КАБЕЛЕЙ И С ГЕРМЕТИЗИРОВАННЫМИ ПРОВОДНИКАМИ - ВЫВОДАМИ ОТ БРОНИ К ЗАЗЕМЛИТЕЛЯМ | 1999 |
|
RU2174250C2 |
| US 5727100 А, 10.03.1998. | |||

