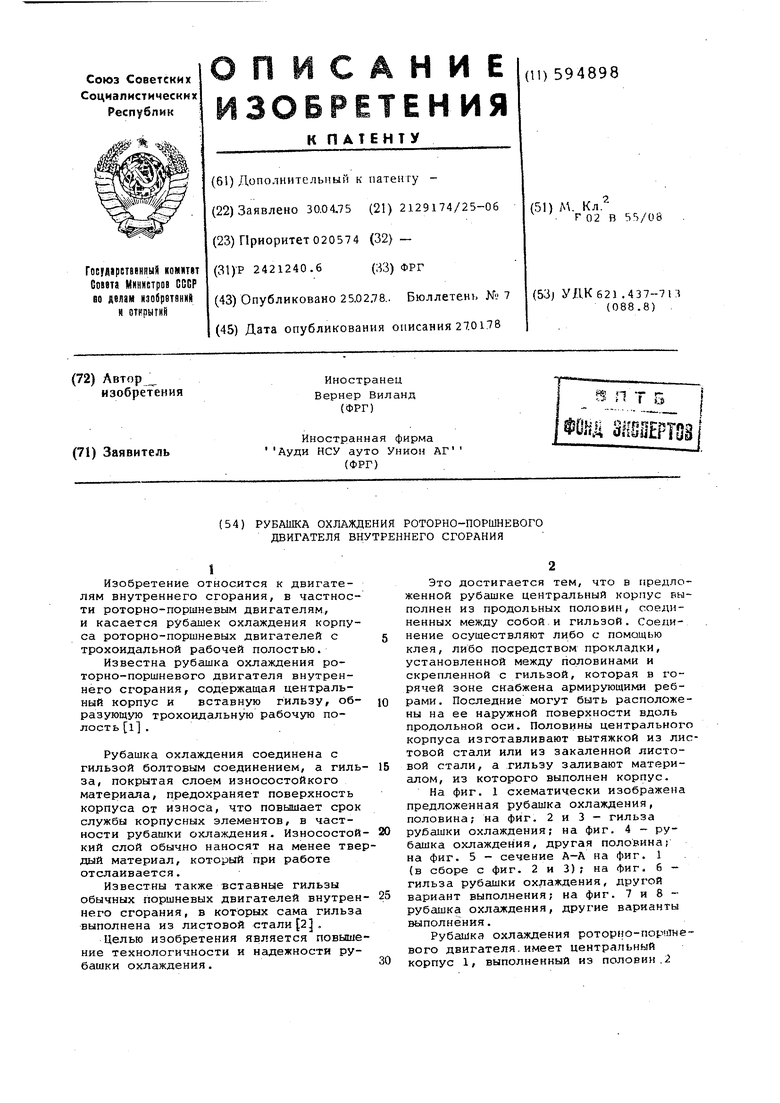
(54) РУБАШКА ОХЛАЖДЕНИЯ РОТОРНО-ПОРШНЕВОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ
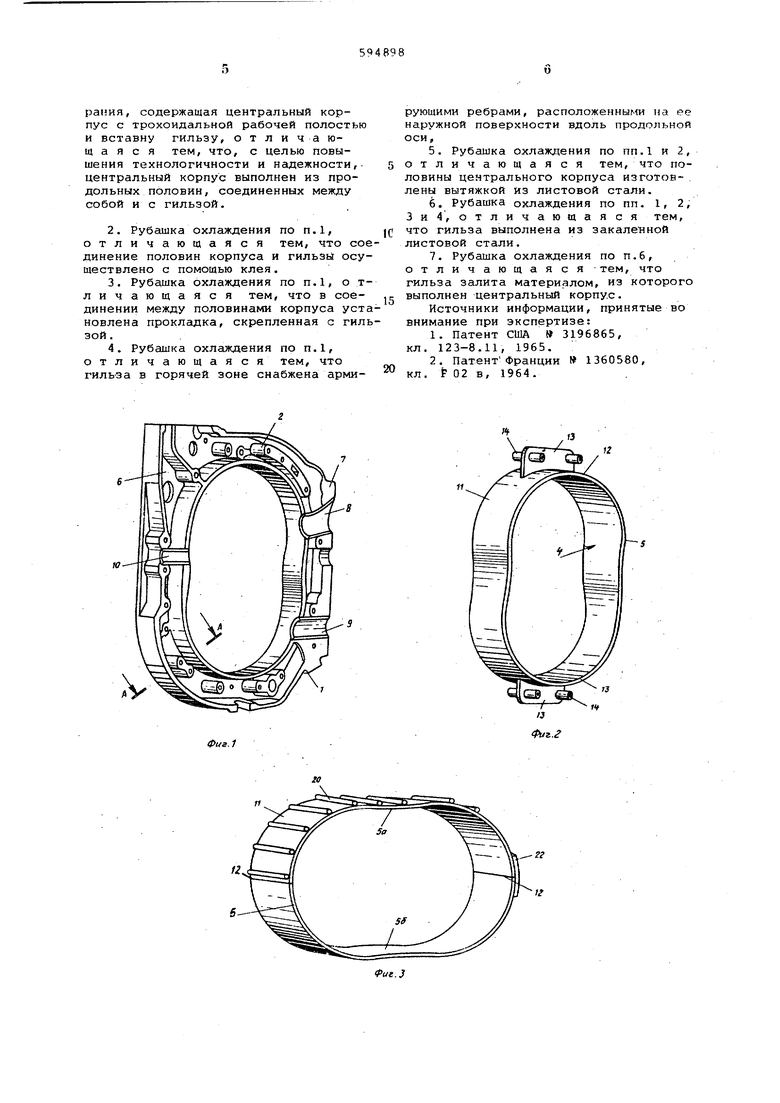
и 3, внутренная поверхность которых является эпитрохоидой. Гильзу 5, выполненную из листовой стали или закалг-иной листовой стали, устанавливают или заливают на поверхность 4 соединенных между собой половин 2 и 3. Благодаря такому выполнению можно без использования отдельных стержней изготовлять половины 2 и 3 с полостями охлаждения 6, которые открыты к поперечной срединной плоскости 7. При изготовлении половин одновременно заливают патрубки 8 и 9, являющиеся каналами для впуска и выпуска,и вставку 10 под свечу зажигания. Гильза 5 выполнена в виде двухдуговой трохоиды и состоит (в случае выполнения из листовой стали) из половин 5а и 56, которые сваривают встык в плоскости большой дуги эпитрохоиды.
На наружной поверхности 11 гильзы 5 на стыках 12 закреплены пластины 13, расположенные вдоль срединной продольной плоскости 7. В пластинах заварены или жестко с ними соединены установочные пальцы 14, служащие для фиксированной установки гильзы 5 в соединении с половинами 2.и 3.
Такое выполнение упрощает технологию изготовления рубашки охлаждения и повышает жесткость устанавливаемой в ней гильзы.
Уплотнение полостей 6 охлаждения в соединении половин 2 и 3с гильзой 5 по продольной плоскости 7 осуществляется с помощью канавок 15, выполненных в корпусных половинах, в которые устанавливают уплотнительные кольца или заливают клейщее вещество для соединения половин корпуса между собой и с гильзой.
При склеивании производят последующую термообработку при 150С, что обеспечивает надежную герметизацию в соединении по плоскости 7 и технологичность сборки всех деталей.
В обоих случаях соединения и уплотнения поверхностей в плоскости 7 установочные пальцы 14 используют для фиксации половин 2 и 3 центрального- корпуса между собой и с гильзой 5 и их сборки, после чего концы пальцев 14 развальцовывают о
Пальцы 14 выполняют пустотелыми, предназначены они в дальнейшем для прохода соединительных болтов при сборке рубашки охлаждения с остальными деталями корпуса.
Соединение половин 2 и 3 между собой и с гильзой 5 может быть выполнено с помощью прокладки 16 (фиг. 7) припаянной или приваренной к наружной поверхности 11 гильзы 5 по всему ее периметру, что обеспечивает ее жесткость и равномерный износ при работе двигателя, а также надежность стыка
половин и уплотнения в плоскости 7 полостей охлаждения 6.
В этом случае может быть использован клей (после закалки втулки) для соединения деталей между собой, при этом прокладку 16 и гильзу 5 не сваривают (или не спаивают).
Такому выполнению отдается предпочтение в случае, когда половины 2 и 3 изготовлены из серого чугуна, а отдельные детали запаивают в печи для вакуумной пайки. Закаленную гильзу 5 запрессовывают при нормальных условиях или в горячем состоянии лишь тогда, когда остальные детали уже спаяны.
На фиг. 8 представлен вариант выполнения половин 2 и 3 центрального корпуса, изготовленных запрессовкой или глубокой вытяжкой из листовой стали li снабженных проушинами 17 для установки в них пальцев 14.
В полости 6 охлаждения на ее наружной окружной поверхности предусмотрено кольцо 18 из листовой стали, подпирающее и уплотняющее стык половин в плоскости 7. При таком выполнении все отдельные детали предварительно спаивают. Стыки или точки соприкосновения всех деталей покрывают медным припоем, после чего детали и гильзу 6 помещают в печь для вакуумНО.Й пайки, производят пайку и закалку втулки. Затем шлифуют торцы 19 рубашки охлаждения и рабочую поверхность гильзы 5 до получения окончательных размеров.
Для предотвращения тепловых деформаций гильзы на наружной ее поверхности 11 в зоне горячей дуги трохоиды, местоположение которой определяют расположением окон впуска и выпуска, установлены ребра 20 -жесткости, которые при соединении с половинами 2 и 3 корпуса входят в соответствующие им пазы 21 в половинах кор5пуса. Стыки 12 половин 5а и 56 гильзы могут быть соединены дополнительным армирующим элементом 22, который может быть установлен и на двух стыках.
Рабочую гильзу 5 можно изготовить, например, из инструментальной стали для горячих штампов с закалкой на воздухе, или из быстрорежущей стали, обладающей коэффициентом твердости
5 по Роквеллу 64-66 HRC, что дешевле, чем нанесение слоев из износостойкого материала.
Гильза предложенной рубашки имеет равномерную толщину стенок, вследст0вие чего обеспечивается эффективность теплоотдачи и работоспособность гильзы.
Формула изобретения
1. Рубашка охлаждения роторно5
поршневого двигателя внутреннего егорания, содержащая центральный корпус с трохоидальной рабочей полостью и вставну гильзу, отличающаяся тем, что, с целью повышения технологичности и надежности, центральный корпус выполнен из продольных половин, соединенных между собой и с гильзой.
2.Рубашка охлаждения по п.1, отличающаяся тем, что соединение половин корпуса и гильзы осуществлено с помощью клея.
3.Рубашка охлаждения по п.1, о тличающаяся тем что в соединении между половинами корпуса установлена проклсщка, скрепленная с гильзой .
4.Рубашка охлаждения по п.1, отличающаяся тем, что гильза в горячей зоне снабжена армирующими ребрами, расположенными на ее наружной поверхности вдоль продольной оси,
5.Рубашка охлаждения по пп.1 и 2, отличающаяся тем, что половины центрального корпуса изготовлены вытяжкой из листовой стали.
6.Рубашка охлаждения по пп. 1, 2, Зи 4, отличающаяся тем, что гильза выполнена из закаленной листовой стали.
7.Рубашка охлаждения по п.6, отличающаяся тем, что гильза залита материалом, из которого выполнен центральный корпус.
Источники информации, принятые во внимание при экспертизе:
1.Патент США № 3196865, кл. 123-8.11, 1965.
2.ПатентФранции 1360580, кл. F 02 в, 1964.
Фиг.1
г
13
Щ
И
/«

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРСУНКА ДЛЯ ТОПЛИВНОГО КЛАПАНА В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРСУНКИ | 2003 |
|
RU2295647C2 |
| СБОРНЫЙ ТОРМОЗНОЙ ДИСК ВАЛА | 2012 |
|
RU2628419C2 |
| КУЛАЧКОВЫЙ МЕХАНИЗМ С КИНЕМАТИЧЕСКИМ ЗАМЫКАНИЕМ И СПОСОБ МЕСТНОЙ ЗАКАЛКИ РОЛИКОВОГО ПАЗА КУЛАЧКА | 2014 |
|
RU2575279C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННЫХ ДВУХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2005 |
|
RU2323808C2 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА ЗАКАЛЕННОЙ ПРЕССОВАННОЙ ДЕТАЛИ, СПОСОБ ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО МАТЕРИАЛА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ И СТАЛЬНОЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 2017 |
|
RU2710485C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ СКВОЗНЫХ ОТВЕРСТИЙ ДИАМЕТРОМ 20...30 ММ | 2012 |
|
RU2509454C1 |
| Способ изготовления гильзы из алюминиевого сплава к стрелковому оружию | 2023 |
|
RU2819725C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЛАПАНА, ВЫПОЛНЕННОГО ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ ПЕРЕХОДНОГО КЛАССА | 2004 |
|
RU2330747C2 |
| Устройство для охлаждения обода при термоупрочнении железнодорожных колёс | 2015 |
|
RU2612479C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОПОРНЫХ ПОВЕРХНОСТЕЙ НЕСУЩИХ ДЕТАЛЕЙ ГРУЗОВЫХ ВАГОНОВ | 2002 |
|
RU2226460C2 |

Zi
Фие. 7
13
19
Фиг.В
