Настоящее изобретение относится к способу улучшения способности табака к набивке в соответствии с ограничительной частью главного пункта формулы изобретения.
Для улучшения способности табака к набивке были внедрены способы вспучивания ИНКОМ, например, согласно патентам DE 3119330 А1, DE 3414625 С2 и DE 3935774. В этих способах табак, а именно в форме разрезанных табачных листьев или жилок табачного листа с исходной влажностью приблизительно до 30 мас.%, подвергается непрерывному или ступенчатому сжатию состоящим из азота и/или аргона обрабатывающим газом при давлениях 50-1000 бар, после чего следует непрерывная или ступенчатая декомпрессия. Операции сжатия и декомпрессии осуществляют или в одном автоклаве, или - при каскадном включении в нескольких автоклавах. Затем выгруженный табачный материал подвергают термической обработке, при которой табак разрыхляется и тем самым повышается способность табака к набивке.
Данные способы ИНКОМ оказались предпочтительными по сравнению со способами обработки под давлением табака окисью углерода, аммиаком или летучими органическими соединениями, так как при последних необходимо было мириться с нежелательным высвобождением ароматических веществ или никотина из табачного материала, и с тем, что остатки газов в табачном материале отрицательно влияют на вкусовые ощущения, или потому, что при использовании окиси углерода удаление образующегося при декомпрессии сухого льда связано с большими затратами энергии.
В связи с упомянутыми способами ИНКОМ патент DE 3119330 A1 описывает подобный способ раздува преобладающими в автоклаве рабочими температурами в диапазоне 0-50°С, причем для повышения способности к набивке или степени вспучивания предусматривают применение табачного материала с влажностью до 15 мас.% и последующую обработку водяным паром. Кроме того, патенты DE 3414625 С2 и DE 3935774 С2 раскрывают каскадный способ, при котором посредством охлаждения обрабатывающего газа перед загрузкой реактора, охлаждения автоклава или применения переохлажденного и сжиженного обрабатывающего газа создается низкая рабочая температура при пропитывании табака.
В данных известных способах производится последующая термическая обработка водяным паром плотностью 0,5-10 кг/м3, предпочтительно насыщенным паром или горячим воздухом до 440°С.
Из ЕР 484899 В1 известен, правда, способ обработки табака окисью углерода при давлениях приблизительно 30 бар, при котором последующая термическая обработка производится посредством загрузки табака в высокотемпературный пар или в газ, содержащий 50-95 об.% водяного пара при нагревании табака в проточной среде при 200-350°С, причем вода или пар с более низкой температурой применяется после места загрузки табака для понижения температуры проточной среды. При этом осушенный с помощью передающих тепло текучих сред до влажности приблизительно 2-3 мас.% табак снова доводится до своей нормальной влажности. Так как при обработке табака под давлением окисью углерода после декомпрессии образуется сухой лед, то для последующей термической обработки табака должно производиться нагревание табака, несмотря на высокую энтальпию испарения сухого льда, что приводит к большой термической и/или механической нагрузке табака.
В лежащем в основе настоящего изобретения способе ИНКОМ табаки, обрабатываемые азотом и/или аргоном, имеют намного меньшую потребность в энергии для десорбции поглощенных газов и тем самым связанного с этим разрыхления табака по сравнению с обрабатываемыми СО2 табаками, поэтому при способе ИНКОМ, в противоположность способу с СО2, не возникают неприятные вкусовые ощущения. Кроме того, при последующей термической обработке обработанного азотом и/или аргоном табака посредством конденсации водяного пара на холодном табаке переносится тепло и в дальнейшем процессе последующей термической обработки обсушиванием достигается необходимое содержание влаги разрыхленного табака.
Тем не менее при способе ИНКОМ также имеется опасность превышения влажности или перегрева табака с последствием потерь заполнения ослаблением разрыхленной клеточной структуры.
В основе изобретения лежит задача проводить в способе ИНКОМ последующую термическую обработку обрабатываемого азотом и/или аргоном табака так, чтобы добиться равномерного качества продукта с оптимальным заполнением.
Поэтому для решения этой задачи предлагается способ в соответствии с ограничительной частью основного пункта формулы изобретения, который отличается тем, что последующую термическую обработку проводят текучей теплопередающей средой из смеси устойчивых газов и перегретого водяного пара, причем долю устойчивого газа сохраняют постоянной по величине в диапазоне 10-60 об.%.
Под устойчивым газом в данной связи понимается любой газ, который может быть применен вместе с водяным паром при сушке, например воздух, при необходимости в смеси с азотом и/или аргоном или другими инертными газами.
Неожиданным образом выяснилось, что доля устойчивого газа в смеси с перегретым водяным паром является существенным параметром для того, чтобы при заданных условиях проведения способа и, в частности, при способе сушки в потоке воздуха, добиться оптимальных значений способности табака к набивке.
В качестве устойчивого газа предпочтительно применяется в основном воздух, причем регулирование доли воздуха производится косвенно посредством измерения содержания кислорода. Доля воздуха в текучей теплопередающей среде составляет предпочтительно 20-50 об.% и, в частности, 25-40 об.%.
Предпочтительно температура теплопередающей среды должна составлять 120-300°С, и влажность обрабатываемого под давлением табака перед последующей термической обработкой должна составлять 8-25 мас.%. Кроме того, целесообразно, чтобы влажность табака после последующей термической обработки составляла 8-15 мас.%.
В особенно предпочтительном варианте осуществления способа согласно изобретению поступают так, что при последующей термической обработке подача горячего пара производится в закрытой системе по известному принципу сушки в потоке, по которому устойчивый газ загружается ниже места загрузки горячего пара на участке выгрузки обработанного теплом табака и затем, после охлаждения разрыхленного табака и его выгрузки, циркулирует с регулированием постоянной доли устойчивого газа следующей порцией водяного пара в замкнутом контуре. При этом достигается, в частности, значительное снижение температуры табака и тем самым фиксирование способности табака к набивке.
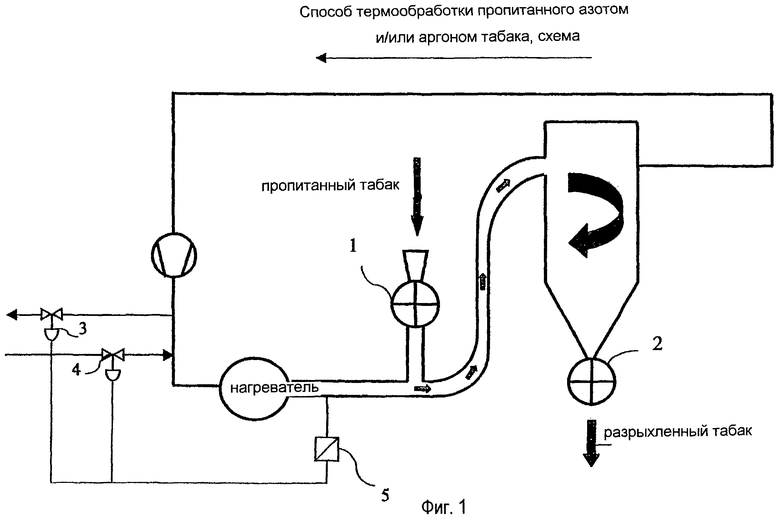
Ниже со ссылкой на показанное на фиг.1 схематическое изображение поясняется предпочтительное проведение способа с помощью обычной сушилки в потоке воздуха, причем воздух применяется как устойчивый газ и его доля определена косвенно измерением кислорода.
В зависимости от локальной разницы давлений между проводимой в контуре теплопередающей средой и окружающей средой на участке загрузочного (1) и разгрузочного (2) шлюзовых затворов всасывается наружный воздух и выталкивается выпар через клапан (3) выпара. Загрузка перегретого пара производится через паровой клапан (4). Щупом (5) было произведено измерение содержания кислорода в теплопередающей среде. Посредством регулирования парового клапана (4), а также клапана (3) выпара, можно установить необходимое содержание кислорода и тем самым постоянное соотношение устойчивого газа относительно перегретого пара.
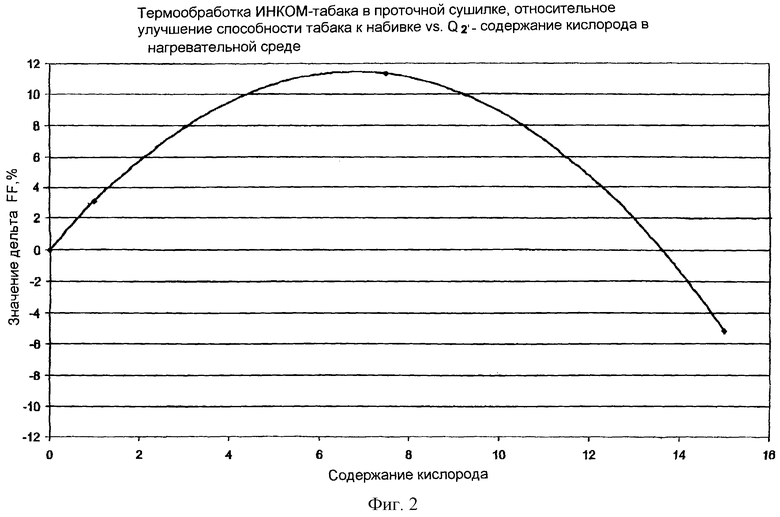
С помощью нижеследующего примера выполнения демонстрируется зависимость способности табака к набивке от доли устойчивого газа в теплопередающей среде. Необходимая в соответствующем отдельном случае для достижения максимальной способности к набивке часть устойчивого газа зависит от вида и влажности примененного табака, а также от аппаратных предельно допустимых условий.
Пример.
Обработанные по способу ИНКОМ с помощью сушилки с потоком воздуха согласно фиг.1 табаки термически дополнительно обрабатываются следующим образом. Массовый поток загружаемого табака составляло 1250 кг/ч, объем циркулирующей теплопроводящей среды из перегретого пара и воздуха составлял 7315 м3/ч. Отводимая после измерения содержания кислорода доля пара и устойчивого газа изменялась с постоянной производительностью подогревателя в соответствии с градацией содержания кислорода 1,3, 7,5 и 15 об.% согласно доле устойчивого газа 6,5 или 37 или 75 об.% и связанному с этим встречному изменению измеренной перед загрузкой табака температурой головного потока в диапазоне 185-165°С.
Заполнение выгруженного и кондиционированного табака определили денситометром Боргвальдта и удельный объем в мл/г пересчитали при заданной влажности 12 мас.% и заданной температуре 22°С. Из данных базового опыта без устойчивого газа и разрыхленного образца с теплопередающими средами на пар и устойчивый газ рассчитали относительное улучшение способности к набивке по формуле
Δ %=(FE-FB)·100%/FB
(FB = способность к набивке, базисный эксперимент, пар без устойчивого газа, FE–способность к набивке, разрыхленный пар с устойчивым газом).
Диаграмма (фиг.2) показывает зависимость способности разрыхленного табака к набивке от величины измерения содержания кислорода в теплопередающей среде и возможность установки оптимальных условий для эксперимента с помощью данной величины измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ ЗАПОЛНЯЮЩЕЙ СПОСОБНОСТИ ТАБАКА | 2003 |
|
RU2287970C2 |
| Способ увеличения объема табака | 1982 |
|
SU1120917A3 |
| СПОСОБ И УСТРОЙСТВО КОНДИЦИОНИРОВАНИЯ ПОД ДАВЛЕНИЕМ | 2004 |
|
RU2267971C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАСШИРЕНИЯ ПРОДУКТА, СОДЕРЖАЩЕГО КРАХМАЛ | 2013 |
|
RU2640980C2 |
| СПОСОБ ВСПУЧИВАНИЯ ТАБАКА | 1992 |
|
RU2067401C1 |
| СПОСОБ РАСШИРЕНИЯ ТАБАЧНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2560306C2 |
| ОБРАБОТКА ТАБАКА | 2014 |
|
RU2650481C2 |
| СПОСОБ ОБРАБОТКИ КУРИТЕЛЬНОГО МАТЕРИАЛА | 1994 |
|
RU2114537C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОДИСПЕРСНЫХ ТВЕРДЫХ СЫПУЧИХ ПОЛЕЗНЫХ ВЕЩЕСТВ ИЛИ ИХ СМЕСЕЙ | 1991 |
|
RU2088295C1 |
| СПОСОБ РАСШИРЕНИЯ ТАБАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2038812C1 |
Изобретение относится к способу улучшения способности к набивке табака в форме разрезанных табачных листьев или жилок табачных листьев посредством обработки имеющего приблизительно 30 мас.% исходной влажности табачного материала состоящим из азота и/или аргона обрабатывающим газом при давлениях 50-1000 бар при непрерывном или ступенчатом сжатии, после чего следует непрерывная или ступенчатая декомпрессия, причем операции сжатия и декомпрессии производятся или в одном автоклаве или - при каскадном включении в нескольких автоклавах. Последующая термическая обработка производится проточной теплопередающей средой из смеси устойчивых газов и перегретого пара, причем доля устойчивого газа поддерживается постоянной на значении в пределах 10-60 об.%. Технический результат - равномерное качество продукта с оптимальным заполнением.7 з.п.ф-лы, 2 ил.
| DE 3119330 A1, 02.12.1982.EP 0055541 A1, 07.07.1982.EP 0484899 A1, 13.05.1992.RU 96115321 A, 20.10.1998. |
