Изобретение относится к области обработки металлов давлением, в частности, к гибке труб оправкой с использованием наполнителя, и может быть использовано для гибки труб в мелкосерийном производстве.
Известен способ гибки труб, заключающийся в размещении внутри заготовки оправки с несколькими секциями, образованными эластичными перегородками, заполнением ее наполнителем - водой, которую заливают в полости трубной заготовки, охлаждении участка трубы с наполнителем (а.с. СССР №1165509, МПК В 21 D 9/01, бюллетень "Открытия и изобретения" №25 от 07.07.85).
Недостатком данного способа является высокая трудоемкость, заключающаяся в заливке воды под давлением и ее дополнительном охлаждении, что приводит к увеличению времени получения гнутой заготовки.
В качестве прототипа взят способ гибки труб, при котором в зону гибки трубы вводят оправку, закрепляют неподвижно тягу, движением полой штанги к заходному концу заготовки выдвигают контейнер, при этом наполнитель перемещается в трубу в зону ее гибки, затем закрепляют полую штангу, освобождают тягу и движением тяги к заходному концу заготовки подпрессовывают уплотнитель в зоне гибки и закрепляют тягу неподвижно. (а.с.№1692708, МПК В 21 D 9/01, бюллетень "Открытия и изобретения" №43 от 23.11.1991).
Недостатки прототипа: при использовании в качестве наполнителя песка недостаточна упругость воздействия на стенки трубы, что приводит к изменению геометрии сечения трубы в местах гибки, при использовании в качестве наполнителя полиэтиленовых шариков их жесткость низка, что приводит к возникновению овальности трубы в местах гибки, то есть происходит появление волнистости на внутренних стенках гнутой трубы. Кроме того, возможно слипание полиэтиленовых шариков из-за повышения температуры при гибке трубы от трения их друг о друга. Также затруднен возврат полиэтиленовых шариков обратно в контейнер из-за потери геометрии стенок трубы в местах гибки наполнителя.
Задачей изобретения является повышение качества гнутой трубы, то есть получение трубы с требуемой геометрией в местах сгиба.
Она решается за счет изменения операций в ходе подготовки заготовки к гибке и в процессе гибки трубы, использования в качестве наполнителя стальных шариков, в качестве тяги - приводного троса, а в качестве уплотнителя - двух зеркально расположенных цанговых пробок.
Способ гибки труб заключается в том, что в зону гибки трубы вводят наполнитель и уплотнитель, производят уплотнение наполнителя движением тяги и выполняют гибку трубы, отличается тем, что используют уплотнитель в виде двух цанговых пробок, каждая из которых выполнена с полостью в форме усеченного конуса, со сквозным отверстием и штоком с резьбой и оснащена зажимом в виде усеченного конуса, выполненного соответствующим по форме поверхности полости цанговой пробки и расположенного в упомянутой полости с возможностью перемещения по резьбе штока, и крепежными элементами, в качестве тяги используют приводной трос длиной, составляющей от двух до трех длин трубы, с фиксаторами, приводной трос предварительно устанавливают с возможностью свободного перемещения в сквозные отверстия цанговых пробок и полость трубы с наполнителем - стальными шариками с диаметром 1 - 2 мм, которые засыпают в трубу до заполнения зоны гибки после введения в трубу за зону гибки одной из цанговых пробок и заклинивания ее в трубе посредством зажима и крепежных элементов, уплотнение наполнителя и введение в трубу второй цанговой пробки производят после засыпания стальных шариков движением приводного троса в направлении от заходной части трубы, после чего конец приводного троса стопорят фиксатором со стороны второй цанговой пробки, производят ее заклинивание соответствующим зажимом и крепежными элементами и освобождают приводной трос от стопорения. В отличие от прототипа возможно одновременно с гибкой трубы производить нагрев зоны ее гибки. В прототипе невозможно применение нагрева из-за использования полиэтиленовых шариков, которые слипаются. Кроме того, для повышения производительности, производить гибку трубы в штампе.
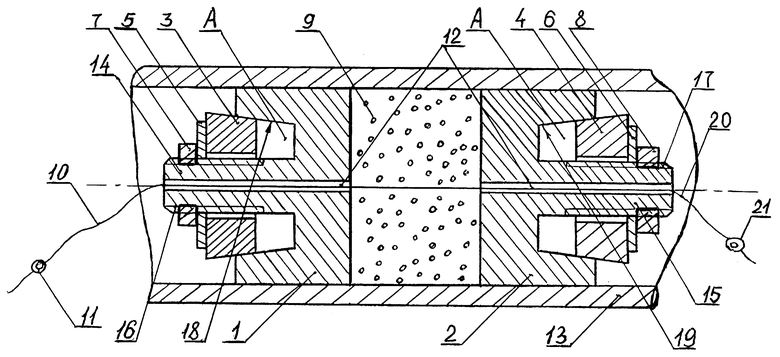
Сущность изобретения поясняется чертежом, на котором показан общий вид устройства для гибки труб.
Предлагаемая конструкция состоит из двух уплотнителей, выполненных в виде зеркально расположенных цанговых пробок 1, 2, внутри каждой из которых имеются полости А в виде усеченных стаканов с коническими поверхностями 18, 19. В цанговых пробках выполнено сквозное отверстие 12, в котором расположена тяга в виде приводного троса с левым 10 и правым концом 20 для создания давления через уплотнители - цанговые пробки на наполнитель - стальные шарики в трубе 13 дополнительными фиксаторами 11 и 21. В каждой из полостей А цанговых пробок расположены зажимы 3, 4 в виде согласованных с их геометрической поверхностью усеченных конусов, имеющих возможность перемещения вдоль выполненной на коаксиально расположенных штоках 14, 15 соответствующей резьбы 16, 17 посредством навернутых крепежных элементов - шайб 5, 6 и упорных гаек 7, 8 для блокировки положения, при котором устройство готово к работе.
На практике способ реализуется следующим образом. Одну из цанговых пробок, например 2, вводят в зону гибки трубы 13 и заклинивают посредством зажима 4 крепежными элементами - шайбой 6 и упорной гайкой 8, далее засыпают наполнитель - стальные шарики 9 до заполнения зоны гибки, вводят цанговую пробку 1, натягивают и стопорят фиксатором 11 левый конец приводного троса 10 в сквозном отверстии 12 для уплотнения стальных шариков. Затем производят заклинивание цанговой пробки 1 посредством зажима 3 крепежными элементами - шайбой 5, упорной гайкой 7 и освобождают фиксатор 11 левого конца троса 10. После проведения гибки трубы освобождают любую из цанговых пробок, высыпают стальные шарики, освобождают вторую цанговую пробку вместе с тросом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2002 |
|
RU2242313C2 |
| Способ гибки труб | 2017 |
|
RU2704046C2 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Ловитель гибкого элемента в скважине | 2020 |
|
RU2747288C1 |
| КРЕСЛО ЛЕТНОГО ЭКИПАЖА С ЧАШКОЙ ПОД ПАРАШЮТ (ВАРИАНТЫ) | 2014 |
|
RU2583102C2 |
| Шарикоулавливающие устройства с принудительной очисткой для системы шариковой очистки теплообменных конденсаторных трубок (варианты) | 2019 |
|
RU2721468C1 |
| Оправка для гибки труб | 1989 |
|
SU1692708A1 |
| ДОЖДЕВАЛЬНАЯ УСТАНОВКА | 2003 |
|
RU2248118C1 |
| КРЕСЛО ЛЕТНОГО ЭКИПАЖА (ВАРИАНТЫ) | 2014 |
|
RU2620443C2 |
| ДОЖДЕВАЛЬНАЯ УСТАНОВКА | 2003 |
|
RU2237991C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при гибке труб в мелкосерийном производстве. В зону гибки трубы вводят наполнитель и уплотнитель. В качестве уплотнителя используют две цанговые пробки, каждая из которых имеет полость в форме усеченного конуса, сквозное отверстие, шток с резьбой, зажим в виде усеченного конуса, расположеннного в полости цанговой пробки с возможностью перемещения по резьбе штока, и крепежные элементы. В качестве тяги используют приводной трос с фиксаторами, который пропускают через сквозные отверстия цанговых пробок. Наполнителем являются стальные шарики, которые засыпают в трубу до заполнения зоны гибки после введения в трубу за зону гибки одной из цанговых пробок и заклинивания ее в трубе зажимом и крепежными элементами. Затем наполнитель уплотняют и вводят в трубу вторую цанговую пробку движением приводного троса в направлении от заходной части трубы. После этого конец приводного троса со стороны второй цанговой пробки стопорят фиксатором, заклинивают вторую цанговую пробку соответствующими зажимом и крепежными элементами и освобождают приводной трос от стопорения. В результате обеспечивается повышение качества гнутой трубы. 5 з.п. ф-лы, 1 ил.
| Оправка для гибки труб | 1989 |
|
SU1692708A1 |
| Оправка для гибки труб | 1976 |
|
SU585898A1 |
| Оправка для гибки труб | 1983 |
|
SU1266604A2 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ДЕФЕКТА ДЛИННОЙ ТРУБЧАТОЙ КОСТИ | 1992 |
|
RU2069896C1 |
| US 5836199, 17.11.1998. | |||

