Данное изобретение относится к способу изготовления упакованного полого кондитерского изделия из темперированной текучей кондитерской массы, в частности, из шоколадной массы или шоколадоподобной массы. Кроме того, изобретение относится к полому кондитерскому изделию из темперированной текучей кондитерской массы, в частности, из шоколадной массы или шоколадоподобной массы.
В известном способе изготовления упакованного полого кондитерского изделия из темперированной текучей кондитерской массы, который заявитель промышленно применяет в настоящее время, обычно используют две соответствующие друг другу и при необходимости нагретые половинки формы, которые полностью наполняют нагретой и в этом состоянии жидкой или пастообразной кондитерской массой. Затем формы переворачивают так, что большая часть наполненной кондитерской массы стекает и улавливается для дальнейшего применения, в то время как меньшая часть кондитерской массы остается на внутренней поверхности соответствующей половинки формы в виде тонкого и еще относительно мягкого слоя. Затем за счет встряхивания и охлаждения половинок формы из этого слоя образуется в соответствующей половинке формы в основном равномерная, тонкая полуоболочка кондитерского изделия. Затем для определенных видов кондитерских изделий в по меньшей мере одну охлажденную, застывшую полуоболочку кондитерского изделия закладывают несъедобный предмет в качестве сюрприза. Соответствующие друг другу половинки формы с находящимися в них застывшими полуоболочками кондитерского изделия еще раз немного нагревают и при соответствующей ориентации накладывают друг на друга и при этом прижимают друг к другу полуоболочки кондитерского изделия по их кромкам, благодаря чему они соединяются вместе в закрытое полое кондитерское изделие. Если перед этим в одну из половинок формы был помещен сюрприз, то он остается закрытым в кондитерском изделии. Готовое охлажденное полое кондитерское изделие извлекают из половинок формы и затем помещают в обертываемую упаковку, например в снабженную надписями алюминиевую фольгу или т.п. При этом способе необходимо иметь в производственном цикле относительно большое количество жидкой или пастообразной кондитерской массы и обрабатывать ее при заполнении в половинки формы. Поскольку половинки формы после завершенного цикла изготовления полого кондитерского изделия всегда используются повторно, то их необходимо освобождать от возможно оставшихся остатков кондитерской массы, а также очищать и при необходимости промежуточно складировать. Кроме того, необходимо изготавливать половинки формы очень устойчивыми. Для изготовления большого количества определенного типа полого кондитерского изделия необходимо также большое количество половинок формы, которые требуют больших затрат. При переходе на изготовление другого типа кондитерского изделия необходимы новые формы в достаточном количестве, что также связано со значительными затратами. Кроме того, необходимо большое количество соответствующих половинок формы хранить на складе. Кроме того, при извлечении готового полого кондитерского изделия из половинок формы, при транспортировке полого кондитерского изделия на участок упаковки и при упаковке часто происходят повреждения изделия так, что постоянно имеется определенный процент брака. Поскольку упакованное, готовое к отправке полое кондитерское изделие является довольно хрупким, необходимо учитывать дополнительный процент брака вследствие повреждений при транспортировке товара, разгрузке и размещении товара в торговых помещениях или при обращении с изделием потребителя.
Из DE 19535292 A1 известен способ изготовления шоколадных чаш, при котором темперированную шоколадоподобную, жирную массу заливают в форму и затем вводят в форму и находящуюся в ней массу охлажденный пуансон пока не будет достигнута заданная толщина стенок, определяющая расстояние до формы. При этом процессе лишняя масса выходит из формы. Перед введением пуансона в массу на тех зонах поверхности пуансона, которые входят в соприкосновение с массой, создают слои разделительного средства. Это происходит либо за счет того, что разделительное средство выделяется из газообразной атмосферы, окружающей пуансон и содержащей разделительное средство (водяной пар), либо за счет механического нанесения негазообразного разделительного средства с помощью напыления, поверхностного касания, обмакивания и т.д. на указанные поверхности пуансона. После того как между пуансоном и формой масса застынет из формы снова извлекают пуансон. За счет применения разделительного средства должен уменьшаться брак при отделении шоколадной чаши от пуансона. Как изготовленные таким способом шоколадные чаши соединяют в целое шоколадное изделие и с помощью каких средств упаковывают шоколадное изделие в этой публикации не указано.
В GB-PS 1427496 раскрыт способ изготовления двухслойного полого шоколадного изделия, в котором сначала предварительно формируют две однослойные шоколадные половинки, которые в подлежащем изготовлению полом шоколадном изделии являются первым, соответственно наружным слоем в двух раздельных, соединенных друг с другом шарниром соответствующих половинках формы, и затем на их внутренние поверхности наносят второй, т.е. внутренний слой из расплавленного съедобного материала. В по меньшей мере одной из двух половинок формы поддерживают второй слой из расплавленного съедобного материала в таком нагретом и жидком состоянии, что при опрокидывании этой половинки формы на шарнире на вторую половинку формы полое шоколадное изделие на кромке своего внутреннего/второго слоя сплавляется и тем самым превращается в закрытое полое изделие. Таким образом, при таком изготовлении полого шоколадного изделия отсутствует соединение в наружном/первом слое оболочки, что предотвращает расплавление стыка наружных слоев оболочки, деформацию или изменение цвета. В этой публикации полностью отсутствует описание точного способа изготовления соответствующих первых слоев оболочки. Упоминается только, что первые слои оболочки "предварительно формируют с помощью известных средств". Вторые слои заливают в первые слои.
В DE-OS 2124277 раскрыт способ изготовления однослойного полого шоколадного изделия с помощью способа центробежного литья. При этом способе шоколад сначала заливают в одну изготовленную из пленки половинку формы, затем закрывают половинку формы второй соответствующей половинкой формы и затем образованную из этих двух половинок форму для центробежного литья центрифугируют, при этом шоколад распределяется и на внутренних стенках формы для центробежного литья образуется полностью закрытое полое шоколадное изделие. Форму для центробежного литья, т.е. изготовленные из пленки половинки формы, используют одновременно в качестве упаковки для готового полого шоколадного изделия. Полое шоколадное изделие может быть заполнено начинкой. Для этой цели либо затем просверливают шоколадное изделие, либо в упаковке предусматривается выполненный с возможностью вдавливания участок, так что при вдавливании этого участка в шоколадном изделии образуется отверстие, через просверленное или продавленное отверстие осуществляют наполнение начинкой. При наполнении речь не идет о втором слое полого шоколадного изделия, а только о массе, в основном, полностью заполняющей полое пространство полого шоколадного изделия. Кроме того, в этой публикации раскрыт вариант способа, при котором между обеими половинками формы закладывают разделительный лист, внутренняя кромка которого слегка входит в образованное половинками формы полое пространство и наподобие диафрагмы уменьшает его поперечное сечение. За счет этого при центифугировании образуются две не соединенные друг с другом шоколадные полуоболочки. После открытия половинок формы удаляют разделительный лист, наполняют половинки формы и затем снова закрывают. Такой способ центробежного литья не является предметом данного изобретения.
В основе данного изобретения лежит задача создания нового эффективного и экономичного способа изготовления упакованного полого кондитерского изделия. При этом технический результат предлагаемого изобретения состоит в уменьшении доли брака, возникающего обычно при возможных повреждениях изготавливаемого изделия в процессе изготовления.
Для достижения указанного технического результата способ изготовления полого кондитерского изделия из темперированной текучей кондитерской массы, в частности шоколадной массы или шоколадоподобной массы, содержит следующие стадии:
a) раздельную подачу по меньшей мере двух соответствующих друг другу тонкостенных половинок формы, каждая из которых имеет, в основном, аналогично выполненный верхний плоский краевой участок, который определяет разделительную плоскость половинок формы, причем эти половинки формы одновременно представляют будущую наружную упаковку полого кондитерского изделия;
b) заполнение кондитерской массой половинок формы;
c) введение пуансона в каждую половинку формы и в находящуюся в них кондитерскую массу для формирования полуоболочки кондитерского изделия с заданной толщиной стенки и для застывания сформированной таким образом полуоболочки кондитерского изделия между пуансоном и половинкой формы;
d) удаление пуансона;
e) составление соответствующих друг другу половинок формы с расположенными в них застывшими полуоболочками кондитерского изделия по их разделительным плоскостям, так что соответствующие краевые участки накладываются друг на друга с образованием закрытого полого корпуса формы с находящимся в нем, составленного из полуоболочек полого кондитерского изделия, причем полый корпус формы образует съемную чашеобразную наружную упаковку полого кондитерского изделия.
Понятие полое кондитерское изделие охватывает, в частности, шоколадные яйца и так называемые яйца с сюрпризом, которые заявитель поставляет на рынок. Однако изобретение не ограничивается названными изделиями и связанным с этим выполнением формы. Изобретение в принципе можно использовать для изготовления любого другого полого кондитерского изделия. Половинки формы согласно изобретению содержат не только две геометрические половинки корпуса формы, который придает изготовляемому полому кондитерскому изделию форму, но также несколько частей формы или оболочки формы, которые можно использовать для образования полного корпуса формы. Кроме того, половинки формы могут иметь одинаковые или различные формы. Аналогично этому под полуоболочками кондитерского изделия следует согласно изобретению понимать не только две геометрические полуоболочки полого кондитерского изделия, но также две или несколько частей оболочки в обычном смысле, которые можно использовать для образования полного полого кондитерского изделия. Полуоболочки полого кондитерского изделия могут иметь как одинаковые, так и различные формы. Составление соответствующих друг другу тонкостенных половинок формы не обязательно предполагает получение прочного (но разъемного) соединения. В простейшем случае достаточно только свободно наложить половинки формы друг на друга и/или приставить друг к другу. Однако за этим может также следовать другая стадия способа, на которой половинки формы желаемым образом прочно, однако разъемно, соединяют друг с другом. Кроме того, следует учитывать, что полуоболочки, из которых составляют полое кондитерское изделие, не обязательно должны быть прочно соединены друг с другом; возможно также, что в некоторых случаях целесообразно намеренно накладывать их лишь свободно друг на друга и/или приставлять друг к другу. Хотя в способе согласно изобретению нет необходимости применять разделительное средство, в принципе, возможно предусмотреть такое средство на половинках формы и/или на пуансоне.
Таким образом, в способе согласно изобретению полуоболочки полого кондитерского изделия изготовляют в тонкостенных половинках формы, которые образуют не только литейную форму или первоначальную форму изготовляемых полуоболочек кондитерского изделия, но и представляют одновременно будущую наружную упаковку составленного их них полного полого кондитерского изделия. Таким образом, половинки формы выполняют предпочтительно двойную функцию. Освобождение изготовленного полого кондитерского изделия из половинок формы и транспортировка полого кондитерского изделия на отдельный участок упаковки, на котором выполняется отдельная стадия упаковки, в способе согласно изобретению не требуются, поскольку полуоболочки кондитерского изделия (и тем самым все полое кондитерское изделие) в определенном смысле изготовляют в его собственной упаковке. Следовательно, поскольку не требуется и не предусмотрено освобождение в фабричных условиях готового полого кондитерского изделия из половинок формы, на этой стадии исчезает также возникающий при обычном способе риск повреждения полуоболочек, соответственно всего полого кондитерского изделия. Поэтому можно значительно снизить долю брака по сравнению с обычным способом. Другим преимуществом в этой связи является то, что изготовленное способом согласно изобретению само по себе хрупкое полое кондитерское изделие и после процесса изготовления является устойчивым относительно внешних влияний и прикладываемых усилий, которые возникают, например, при транспортировке товара к продавцу, при разгрузке и размещении товара в торговых помещениях, а также при обращении с изделием конечным потребителем. Это обеспечивается тем, что тонкостенные половинки формы благодаря чашеобразной конструкции образуют механически очень устойчивую оболочку и эффективно защищают полое кондитерское изделие с наружной стороны. Таким образом, можно снизить долю брака, обусловленную возникающими на практике после процесса изготовления повреждениями.
Поскольку в способе согласно изобретению половинки формы вследствие их упаковочной функции не используются повторно в процессе изготовления, а выходят из процесса изготовления, отпадает необходимость в стадии очистки, необходимой в обычном способе, а также в хранении или в промежуточном хранении половинок формы. Половинки формы, которые состоят из тонкого материала, можно изготавливать непосредственно перед или даже в процессе изготовления согласно изобретению и поставлять для использования (как это может происходить, будет еще подробно пояснено в последующем описании). Для изготовления половинок формы необходим в принципе только один инструмент или же при сложных половинках формы только один набор инструментов. Таким образом, изготовление половинок формы и тем самым одновременно упаковки является очень эффективным по сравнению с известными до настоящего времени решениями и относительно экономичным. При переходе на изготовление другого типа полого кондитерского изделия необходимо, в основном, только заменить инструмент для половинок формы, а также пуансон. Складирование половинок формы предшествующего типа полого кондитерского изделия отпадает, поскольку эти половинки формы уже вышли из процесса изготовления в виде упаковки полых кондитерских изделий. Таким образом, способ согласно изобретению позволяет осуществлять очень гибкое производство и по сравнению с известными обычными способами очень эффективное, экономичное и рентабельное производство.
Другие предпочтительные признаки выполнения способа согласно изобретению являются предметом зависимых пунктов 2-18 формулы изобретения.
Кроме того, в основе изобретения лежит задача создания упакованного полого кондитерского изделия, которое можно просто и эффективно изготовлять описанным выше способом.
Технический результат предлагаемого изобретения состоит в уменьшении доли брака, возникающего при повреждении в процессе изготовления изделия, а также в процессе последующего обращения с ним.
Для достижения указанного технического результата упакованное полое кондитерское изделие из кондитерской массы, в частности шоколадной массы или шоколадоподобной массы, содержит по меньшей мере две составленные вместе полуоболочки, образующие полое кондитерское изделие, которые сформированы с возможностью освобождения в одной из по меньшей мере двух тонкостенных, аналогичных, соответствующих друг другу половинок формы; половинки формы имеют, в основном, выполненный аналогично верхний плоский краевой участок, который образует разделительную плоскость, по которой половинки формы с прилеганием друг к другу их соответствующих краевых участков соединяются в замкнутый полый корпус формы, который полностью закрывает образованное из полуоболочек полое кондитерское изделие в виде съемной чашеобразной упаковки.
"Съемная" означает, что потребитель может относительно просто удалить упаковку с полого кондитерского изделия, соответственно с его полуоболочек, для потребления изделия. Относительно определения используемых в изобретении понятий "полое кондитерское изделие", "половинки формы", "полуоболочки кондитерского изделия", "составлены" и "соединены", то они соответствуют определениям, данным применительно способу согласно изобретению.
Предлагаемое в данной заявке упакованное полое кондитерское изделие имеет те же преимущества, которые указаны применительно к предлагаемому в данной заявке способу. Кроме того, упакованное полое кондитерское изделие согласно изобретению с прилегающими к нему снаружи упаковочными половинками формы создают совершенно новый тип упаковки, который в свою очередь обеспечивает новые возможности оформления.
Другие предпочтительные признаки выполнения упакованного полого кондитерского изделия согласно изобретению являются предметом зависимых пунктов 20-30 формулы изобретения.
Предпочтительный вариант выполнения, а также дополнительные подробности и преимущества способа согласно изобретению и упакованного полого кондитерского изделия согласно изобретению описаны и пояснены ниже со ссылками на чертежи, на которых изображено:
фиг.1 - схематический вид в поперечном разрезе упакованного полого кондитерского изделия согласно изобретению;
фиг.2 - детальный вид в увеличенном масштабе краевой зоны упакованного полого кондитерского изделия согласно изобретению по фиг.1;
фиг.3 - схематический вид в продольном разрезе упакованного полого кондитерского изделия согласно изобретению по линии А-А на фиг.1;
фиг.4 - графическая схема программы способа изготовления упакованного полого кондитерского изделия согласно изобретению;
фиг.5 - схематический вид сверху и в поперечном разрезе используемой в рамках способа согласно изобретению пары половинок формы;
фиг.6 - схематический вид в поперечном разрезе половинки формы упакованного полого кондитерского изделия согласно изобретению вместе с пуансоном, который используют в рамках процесса согласно изобретению для изготовления полуоболочек полого кондитерского изделия.
В последующем описании и на чертежах для исключения повторов одинаковые компоненты обозначены одинаковыми позициями, если не требуется дополнительного дифференцирования.
На фиг.1 показан схематический вид в поперечном разрезе упакованного полого кондитерского изделия 2 согласно изобретению. Само полое кондитерское изделие 2 изготовлено из кондитерской массы, в данном случае из шоколадоподобной массы, и имеет форму яйца. Внутри полого кондитерского изделия 2 расположен несъедобный сюрприз 4. Яйцеобразное полое кондитерское изделие 2 составлено из двух полуоболочек 6, 8, каждая из которых выполнена из двух слоев. Наружный слой 6.2, 8.2 полуоболочки состоит из темной шоколадоподобной массы, а внутренний слой 6.4, 8.4 из светлой шоколадоподобной массы или из молочного крема. Полуоболочки 6, 8 заформованы в одну из двух тонкостенных, аналогичных, соответствующих друг другу половинок 10, 12 формы, внутренний контур которых соответствует наружному контуру соответствующей полуоболочки 6, 8 кондитерского изделия. Половинки 10, 12 формы изготовлены из глубокотянутого, безопасного для продуктов питания пластмассового материала (в данном случае полипропилена) и имеют в данном примере выполнения толщину стенки около 0,2-0,3 мм. Как обозначено позицией 14, половинки 10, 12 формы на наружной стороне по меньшей мере частично снабжены маркировочным средством, т.е. печатным текстом, наклейкой, надписью или т.п.
Как показано на фиг.1 и, в частности, на фиг.2, на которой изображен увеличенный детальный вид краевой зоны упакованного полого кондитерского изделия 2 согласно соединению Х на фиг.1, обе половинки 10, 12 формы имеют выполненный, в основном, аналогично верхний плоский краевой участок 16, который образует разделительную плоскость 18 половинок формы. С помощью этого краевого участка 16 половинки 10, 12 формы соединены с наложением друг на друга по разделительной плоскости 18 в закрытый полый корпус 20 формы. Этот корпус 20 формы полностью окружает образованное из полуоболочек 6, 8 полое кондитерское изделие 2 в качестве съемной чашеобразной упаковки. Как показано на чертеже, плоские краевые участки 16 наложенных друг на друга их разделительными плоскостями половинок 10, 12 формы образуют проходящую вокруг корпуса 20 формы подобно кольцу Сатурна, соответственно подобно фланцу, кромку 22. Вследствие яйцеобразной формы полого кондитерского изделия 2 подобная кольцу Сатурна кромка 22 проходит радиально относительно кругового меньшего поперечного сечения полого кондитерского изделия 2. Полуоболочки 6, 8 кондитерского изделия имеют геометрически точно выполненную кромку 24, 26, которая точно совпадает с такой же кромкой 24, 26 соответствующей полуоболочки 6, соответственно 8. В данном примере составленные вместе полуоболочки 6, 8, образующие закрытое полое кондитерское изделие 2, только свободно лежат друг на друге кромками 24, 26 полуоболочек. Для вынимания сюрприза 4 из полого кондитерского изделия 2 потребитель должен просто открыть лежащие друг на друге полуоболочки 6, 8 простым движением руки. В показанной на фиг.1 и 2 конфигурации полуоболочки 6, 8 удерживаются в своем положении с помощью соединенных вместе половинок 10, 12 формы. Полуоболочки 6, 8 могут быть естественно по кромкам 24, 26 прочно соединяться в одно закрытое полое кондитерское изделие 2, например, с помощью плавления кромок 24, 26 полуоболочек. Как дополнительно обозначено на фиг.2 позицией 28 и штриховой линией, наложенные друг на друга половинки 10, 12 формы в зоне своих краевых участков 16, соответственно подобных кольцам Сатурна кромок 22, могут быть легко сварены. Сварка 28 находится в разделительной плоскости 18 и проходит вокруг всего корпуса 20 формы по кольцевой кромке 22. За счет этого половинки 10, 12 формы не только зафиксированы относительно друг друга в точном положении, но одновременно уплотнены на их краевых участках 16, соответственно 22, в разделительной плоскости 18. Образованное сваркой 28 уплотнение защищает находящееся в корпусе 20 формы полое кондитерское изделие 2 от внешних воздействий и обеспечивает, таким образом, консервирующую упаковку.
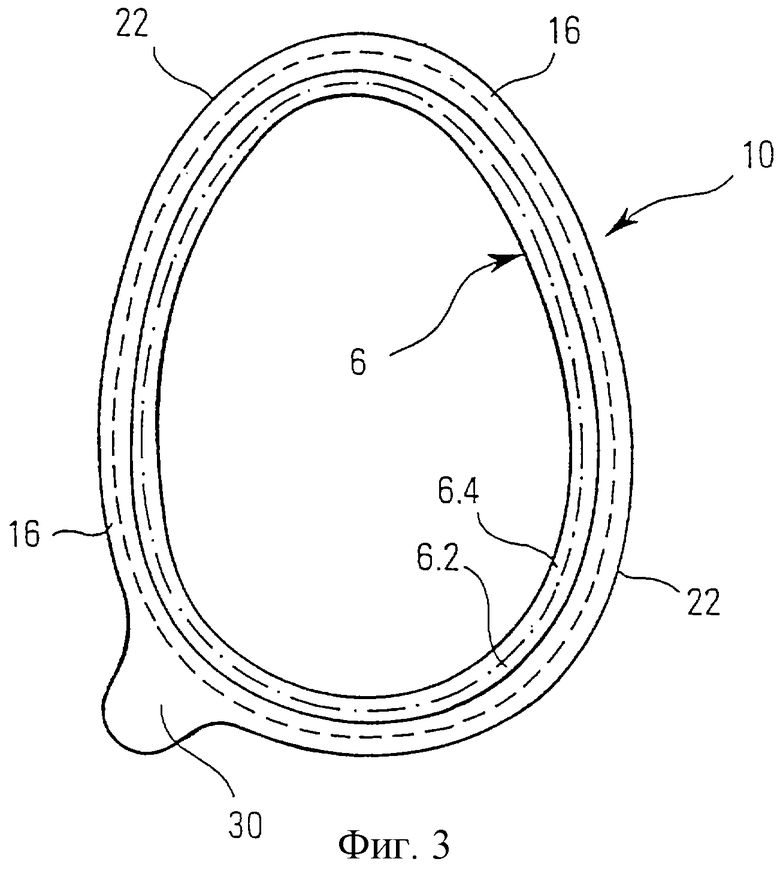
Другие подробности упакованного полого кондитерского изделия 2 согласно изобретению и половинок 10, 12 формы, служащих одновременно его наружной упаковкой, показаны на фиг.3, на которой изображено схематически продольное сечение упакованного полого кондитерского изделия 2 по линии А-А на фиг.1. При этом обозначенная линией А-А плоскость сечения соответствует положению совпадающей разделительной плоскости 18 обеих половинок 10, 12 формы. Как показано на фиг.3, кольцевая кромка 22 каждой половинки 10, 12 формы имеет выступающую наружу язычковообразную зону 30 краевого участка, которая представляет собой разделительный язычок 30. Половинки 10, 12 формы, которые по своим краевым участкам 16 по всему периметру плотно сварены друг с другом, в зоне разделительного язычка 30 только прилегают свободно друг к другу. Поэтому потребитель может захватить зону краевых участков за этот разделительный язычок 30 и, разъединяя его, разорвать сварку 28, соответственно уплотнение 28, и тем самым снова отделить половинки 10, 12 формы друг от друга. Таким образом открывается образованная половинками 10, 12 формы чашеобразная наружная упаковка 20 и можно вынуть полое кондитерское изделие 2.
Ниже со ссылками на фиг.4-6 описывается способ согласно изобретению для изготовления упакованного полого кондитерского изделия. В последующем описании подразумевается, что с помощью этого способа изготавливают показанное на фиг.1-3 упакованное полое кондитерское изделие 2.
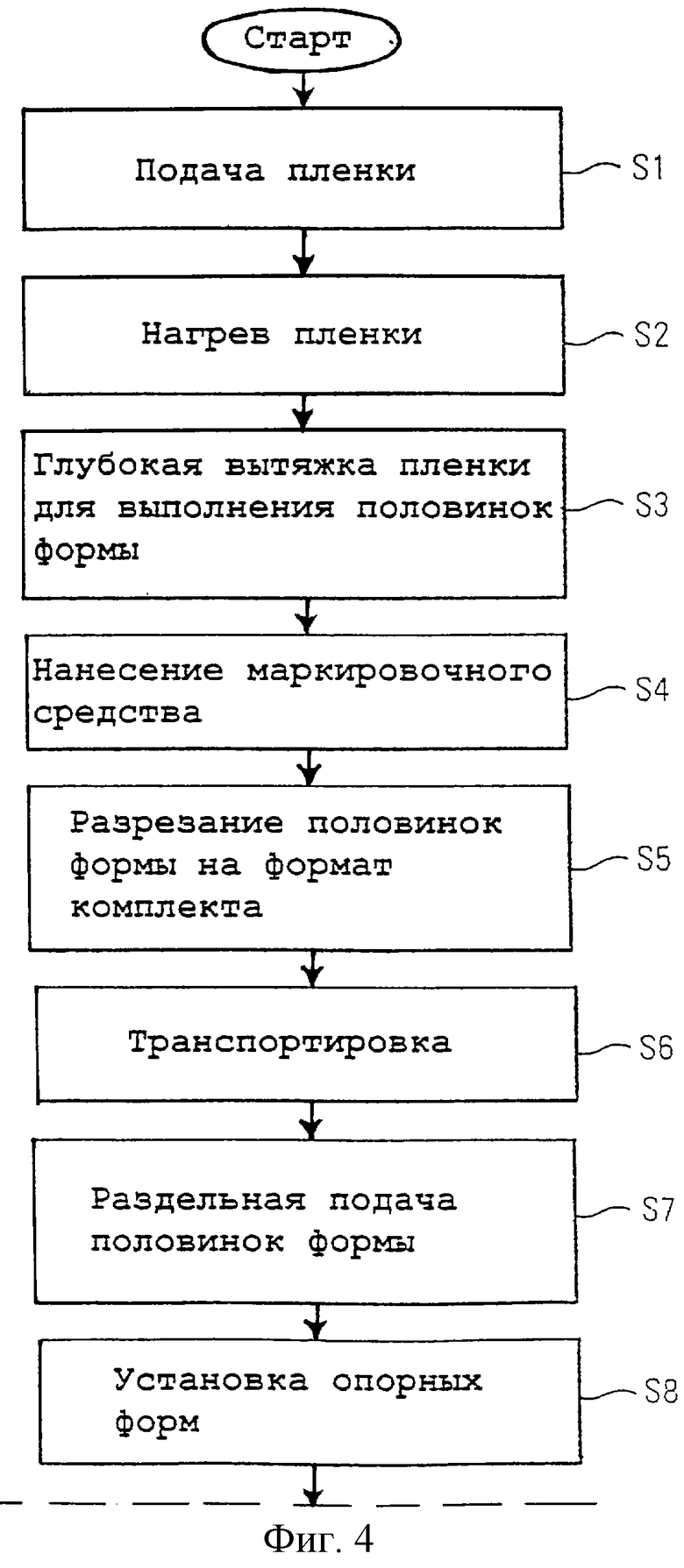
На фиг.4 показана графическая схема программы способа согласно изобретению для изготовления полого кондитерского изделия 2 из темперированной литейной кондитерской массы, в частности шоколадной массы. В данном примере выполнения способ является поточным. То есть одно или несколько вспомогательных средств, используемых для изготовления полностью упакованного полого кондитерского изделия 2, и/или исходные продукты, и/или промежуточные продукты проходят один или несколько участков обработки производственной линии.
На стадии S1 поставляют тонкий, безопасный для пищевых продуктов пластмассовый материал (в данном случае полипропилен) в виде пленки на ролике. Толщина пленки используемого пластмассового материала составляет около 0,2-0,3 мм. Затем пластмассовую пленку сматывают, подают в плоском положении в устройство нагревания пленки и там нагревают (стадия S2).
На стадии S3 нагретую пластмассовую пленку глубоко тянут в устройстве для глубокой вытяжки, при этом из плоскости пленки формируют множество одинаковых, расположенных рядом друг с другом и последовательно друг за другом углублений 32 в форме полуоболочек, которые образуют в пленке соединенный комплект 34, 36 половинок формы (смотри фиг.5). При этом каждое углубление 32 представляет собой существенную часть половинки 10, 12 формы, используемой для последующего изготовления самого полого кондитерского изделия 2. С помощью устройства для глубокой вытяжки изготавливают верхние и нижние комплекты 36, 34 половинок формы. При этом углубления 32 и окружающие их краевые участки 16 верхнего комплекта 36 половинок формы образуют одну половинку 12 формы для верхней полуоболочки 8 кондитерского изделия. Соответственно углубления 32 и окружающие их краевые участки 16 нижнего комплекта 34 половинок формы образуют одну половинку 10 формы для нижней полуоболочки 6 кондитерского изделия. Глубокую вытяжку этих верхних и нижних комплектов 34, 36 можно производить в принципе как параллельно, так и последовательно.
Затем глубокотянутые комплекты 34, 36 половинок формы на стадии 34 на их наружной стороне, т.е. на той стороне, которая затем будет обращена от готового полого кондитерского изделия 2, снабжают маркировочным средством 14 (смотри фиг.1). Это маркировочное средство 14 может представлять, например, напечатанный текст, и/или наклеенную этикетку, или т.п.
Затем глубокотянутые и снабженные маркировочным средством 14 комплекты 34, 36 на стадии S5 обрезают по кромкам до формата, пригодного для дальнейшей обработки. Обработанные таким образом верхний и нижний комплекты 34 и 36 половинок формы представляют соответствующую пару комплектов 34, 36, углубления 32 которых и соединенные краевые участки 16 образуют множество попарно соответствующих друг другу тонкостенных половинок 10, 12 формы. На фиг.5 схематически показана такая пара комплектов 34, 36 половинок формы в виде сверху и в поперечном разрезе.
На стадии S6 верхние и нижние комплекты 34, 36 половинок формы на передаточном участке передают на следующий участок производственной линии.
Там два соответствующих комплекта 34, 36 половинок формы, которые совместно образуют указанную пару комплектов 34, 36, подают по отдельности для дальнейшей обработки (стадия S7). Поскольку следующие стадии способа всегда одинаковы для соответствующих пар комплектов 34, 36, то при последующих пояснениях для простоты будет иметься в виду только одна пара комплектов 34, 36. В данном случае подача по отдельности происходит за счет того, что нижний и верхний комплект 34, 36 половинок формы, как показано на фиг.5, располагают на небольшом расстоянии друг за другом в заданном положении и в обозначенном стрелкой 38 направлении подают на последующие участки обработки. Кроме того, на фиг.5 показано, что соответствующие друг другу тонкостенные половинки 10, 12 формы, образованные углублениями 32 в обоих комплектах 34, 36 половинок формы, имеют выполненный, в основном, аналогично верхний плоский краевой участок 16, который образует разделительную плоскость 18 половинок формы. В этом примере краевой участок 16 соответствует первоначальной плоскости пленки, из которой сформированы половинки 10, 12 формы, соответственно углубления 32, при предшествующей глубокой вытяжке. Как уже упоминалось выше в связи с упакованным полым кондитерским изделием 2 согласно изобретению, эти половинки 10, 12 формы одновременно представляют будущую наружную упаковку еще подлежащего изготовлению полого кондитерского изделия 2.
В рамках подачи комплекты половинок формы на стадии S8 устанавливают на опорные формы 40 (смотри фиг.6), которые выполнены соответственно обоим комплектам 34, 36 половинок формы и выполненным в них половинкам 10, 12 формы и тем самым поддерживают отдельные половинки 10, 12 формы на их наружных сторонах. Эти опорные формы 40 для выполнения последующих стадий способа перемещают вместе с комплектами 34, 36, соответственно с половинками 10, 12 формы.
На следующей стадии S9 комплекты 34, 36 половинок формы подают в наполнительное устройство и там наполняют половинки 10, 12 формы заданным объемным количеством темперированной, пригодной для разлива кондитерской массы 42. При этом используют темную кондитерскую массу.
Поскольку последующие процессы одинаковы для каждой половинки 10, 12 формы и каждой полуоболочки 6, 8 кондитерского изделия, то в последующем делаются сноски только на одну половинку 10 формы и одну полуоболочку 6 кондитерского изделия из множества половинок 10, 12 формы и полуоболочек 6, 8 кондитерского изделия. Для других половинок 10, 12 формы и полуоболочек 6, 8 процесс проходит аналогично.
Как показано схематически в поперечном разрезе на фиг. 6 на стадии S10 в половинку 10 формы и в заполняющую ее темперированную кондитерскую массу 42 вводят подвижный охлаждаемый пуансон 42, соответственно фасонный пуансон. При этом наружный контур 46 выполненного в форме половины яйца главного участка 48 погружаемого в кондитерскую массу 42 и в половинку 10 формы пуансона 44 соответствует внутреннему контуру 58 формируемого с помощью пуансона 44 первого слоя 6.2 полуоболочки 6 кондитерского изделия (смотри фиг.2). При погружении пуансона 44 в кондитерскую массу 42 она вытесняется с образованием в данном случае тонкого слоя кондитерской массы, толщина слоя которой, соответственно толщина стенки, соответствует расстоянию между внутренним контуром 50 половинки формы и наружным контуром 46 пуансона 44.
Кроме того, на фиг.6 показано, что пуансон 44 на своем смежном с главным участком 48 участке имеет выполненную в виде фланца, выступающую формовочную поверхность 52. При достижении положения пуансона, необходимого для образования заданной толщины стенки формируемой на стадии S10 полуоболочки 6 кондитерского изделия эта формовочная поверхность 52 пуансона закрывает половинку 10 формы, в основном, заподлицо, при этом формовочная поверхность 52 пуансона прилегает к краевому участку 16 половинки 10 формы. Таким образом, формовочная поверхность 52 пуансона задает геометрически точную кромку 24 полуоболочки кондитерского изделия (смотри фиг.2), когда вытесненная пуансоном 44 кондитерская масса достигнет формовочной поверхности 52 пуансона и затем застынет.
Очевидно, что при применении такого пуансона 44, как уже упоминалось, необходимо точно дозировать наполняемое в половинку 10 формы объемное количество. Поэтому на указанной выше стадии 39 половинку 10 формы заполняют объемным количеством кондитерской массы, объем которой соответствует в основном объему полого пространства, заключенного между внутренним контуром 50 половинки 10 формы, наружным контуром введенного в половинку 10 формы пуансона 44 и закрывающей заподлицо разделительную плоскость 19 формовочной поверхностью 52 пуансона. Это означает, что наполненная кондитерская масса 42 вытесняется введенным до конечного положения в половинку 10 формы пуансоном 44 точно настолько, что она полностью заполняет пространство, имеющееся между пуансоном 44 и половинкой 10 формы. Опорные формы опираются на не изображенный на чертежах нижний пуансон. На практике объемное количество в принципе может быть также немного больше, поскольку до прилегания формовочной поверхности 52 пуансона к краевому участку 16, соответственно к разделительной плоскости 18, избыточная масса может выходить. Однако точное дозирование является предпочтительным. При определении объемного количества кондитерской массы как правило необходимо учитывать возможно возникающую при охлаждении усадку кондитерской массы. Таким образом, на стадиях S9 и S10 формируют полуоболочку 6 кондитерского изделия с точно ограниченной кромкой 24 (смотри фиг.2), которая точно соответствует такой же кромке 26 соответствующей полуоболочки 12 кондитерского изделия, выполненной аналогичным образом.
На стадии S11 пуансон 44 снова удаляют из половинок 10, 12 формы и застывшей в них кондитерской массы 42. Теперь в половинке 10, 12 формы находится первая однослойная (смотри позицию 6.2 на фиг.1 и 2) полуоболочка 6 кондитерского изделия с тонкой толщиной стенки.
Затем находящуюся в ее половинке 10, 12 формы полуоболочку 6 транспортируют в охлаждающее устройство и там на стадии S12 охлаждают в течение заданного времени прохождения для достижения заданной степени кристаллизации кондитерской массы.
Поскольку в рамках данного примера выполнения изготовляют полое кондитерское изделие 2, которое имеет полуоболочки 6, 8 с двумя слоями (смотри фиг.1 и 2), то описанные применительно к стадиям S9-S12 процессы почти аналогично повторяют еще раз для образования второго слоя 6.4 кондитерской массы 42 на уже застывшем слое 6.2 полуоболочки, сформированной на стадиях S9-S12. Это происходит на стадиях S13-S16, которые хотя и соответствуют в основном стадиям S9-S12, однако следуют за стадией S12 и осуществляются на специально предусмотренном для этого участке производственной линии.
Существенные отличия между стадиями S13-S16 и предшествующими стадиями S9-S12 состоят в том, что в данном случае для второго слоя 6.4 применяют светлую кондитерскую массу 42, что пуансон 44 по сравнению с используемым для первого слоя 6.2 пуансоном имеет несколько другие геометрические форму и размеры (на фиг.6 обозначено штриховой линией 54 на пуансоне 44) и что точно дозированное объемное количество кондитерской массы 42, заполняющей половинку 10 формы и находящийся в ней первый слой 6.2, согласовывают с этим другим пуансоном 44. Таким образом, согласованный наружный контур 54 используемого на стадии S14 пуансона 44 соответствует внутреннему контуру 56 второго внутреннего слоя 6.4 выполненной двухслойно полуоболочки 6 кондитерского изделия. Кроме того, объемное количество кондитерской массы 42, которой на стадии S13 заполняет половинку 10 формы и находящийся в ней первый слой 6.2 полуоболочки 6, дозируют так, чтобы ее объем соответствовал в основном объему полого пространства, заключенного между внутренним контуром 58 первого слоя 6.2 полуоболочки 6, внешним контуром 54 введенного в половинку 10 формы пуансона 44 и формовочной поверхностью 52 пуансона, которая заподлицо закрывает разделительную плоскость 18 на краевом участке 16.
После изготовления двухслойных полуоболочек 6, 8 полого кондитерского изделия 2 описанным выше образом на стадии S17 с помощью вкладывающего устройства закладывают сюрприз 4 (смотри фиг.1), например небольшую игрушку или т.п., в одну из обеих полуоболочек 6, 8 кондитерского изделия. В это время полуоболочки 6, 8, естественно, уже застыли и имеют соответствующую устойчивую форму. В данном случае сюрприз 4 закладывают в половинки 10 формы движущегося первым в направлении прохождения комплекта 34 половинок формы (смотри фиг.5).
На последующих стадиях S18-S20 соединяют вместе соответствующие друг другу тонкостенные половинки 10, 12 формы с расположенными в них застывшими полуоболочками 6, 8 по их разделительным плоскостям 18, соответственно краевым участкам 16, так что разделительные плоскости 18 половинок формы накладываются друг на друга для образования закрытого полого корпуса 20 формы с находящимся в нем полым кондитерским изделием 2, составленным из полуоболочек 6, 8, причем полый корпус 20 формы образует разъемную чашеобразную наружную упаковку полого кондитерского изделия 2.
Это происходит за счет того, что на стадии S18 оба комплекта 34, 36 половинок формы вместе с соответствующими опорными формами с помощью закрывающего устройства при согласованной ориентации складывают друг на друга (как обозначено на фиг.5 стрелкой 60) и слегка прижимают друг к другу. При этом соответствующие друг другу половинки 10, 12 формы при соответствующей согласованной ориентации накладываются друг на друга своими краевыми участками 16 (которые в каждом комплекте половинок формы еще соединены друг с другом), соответственно своими разделительными плоскостями 18. При этом они попарно образуют полный полый корпус 20 формы, внутри которого находятся две относящиеся друг к другу полуоболочки 6, 8 кондитерского изделия. Этот полый корпус 20 формы уже в этом состоянии представляет чашеобразную наружную упаковку полого кондитерского изделия 2.
В данном примере заключенные в полый корпус 20 формы полуоболочки 6, 8 кондитерского изделия только свободно лежат друг на друге по их геометрически точно выполненным кромкам 24, 26. Естественно возможно также и в рамках изобретения предусмотрено нагревать по меньшей мере одну полуоболочку 6, 8 на ее кромке 24, 26, которая согласована с кромкой 24, 26 другой, соответствующей ей полуоболочки 6, 8 кондитерского изделия, так что полуоболочки 6, 8 при их складывании, соответственно при наложении друг на друга тонкостенных половинок 10, 12 формы, соединяются по своим кромкам 24, 26 в полностью закрытое полое кондитерское изделие 2.
На стадии S19 перемещаемые до этого момента опорные формы 40 снова отделяют с помощью устройства для отделения опорных форм и удаляют с наложенных друг на друга комплектов 34, 36 половинок формы.
После этого на стадии S20 сложенные до этого за счет наложения друг на друга комплектов 34, 36 относительно свободно половинки 10, 12 формы сваривают по их краевым участкам 16. При этом сварка 28 осуществляется в разделительной плоскости 18 непрерывно вокруг корпуса 20 формы, соответственно по кольцевой кромке 22, так что не только фиксируются соответствующие друг другу половинки 10, 12 формы с точной ориентацией относительно друг друга, но и одновременно они герметизируются по их разделительным плоскостям 18 (смотри фиг.2 и 3). Таким образом, составленный их двух половинок 10, 12 формы полый корпус 20 формы оказывается полностью закрытым.
В основном одновременно со сваркой 28 на стадии S20 отделяют корпуса 20 формы, которые еще соединены друг с другом в комплекте 34, 36, в виде отдельных предметов из формата комплектов и обрезают до окончательного упаковочного формата. Это происходит с помощью штамповочного устройства. При этом разделительный разрез проходит по плоским краевым участкам 16 наложенных друг на друга их разделительными плоскостями 18 половинок 10, 12 формы. Форму разреза и геометрические размеры разреза выбирают так, что при этом образуется непрерывно проходящая вокруг корпуса 20 формы, подобная кольцу Сатурна кромка 22, которая имеет язычковообразную зону 30 краевого участка, которая образует разделительный язычок 30. Контур и положение этой кольцевой кромки 22 особенно отчетливо показаны на фиг.3 и 5. Поскольку при сварке 28 половинок 10, 12 формы зоны краевых участков, в которых расположен разделительный язычок 30, не затрагиваются (смотри, в частности, фиг.3), то кромки, соответственно разделительные плоскости 18, в этом месте только свободно прилегают друг к другу.
Полностью сваренные и выштампованные отдельные полые корпуса 20 формы, которые с возможностью защиты окружают находящееся внутри полое кондитерское изделие 2, на стадии S21 отделяют от остальных остатков комплектов 34, 36 половинок формы и подают на промежуточное складирование или для транспортировки к потребителям. Остатки вырезанных комплектов 34, 36 можно использовать для повторного применения в рамках установки для утилизации отходов.
Изобретение не ограничивается только приведенными выше примерами выполнения, которые служат только для пояснения основной идеи изобретения. В рамках объема защиты способ согласно изобретению и упакованное полое кондитерское изделие согласно изобретению могут иметь также другие варианты выполнения. При этом способ, а также упакованное полое кондитерское изделие могут иметь, в частности, признаки, которые представляют собой комбинацию из отдельных признаков, соответствующих пунктов формулы изобретения. Кроме того, полое кондитерское изделие может иметь другую форму, чем описанная выше яйцеобразная форма. В соответствии с этим может изменяться также выполнение тонкостенных половинок формы. При необходимости для одного полого кондитерского изделия могут применяться более двух половинок формы. Если полуоболочки кондитерского изделия изготовляются многослойными, то кондитерские массы, которые образуют слои, могут быть одинаковыми, а также различными, в частности, относительно вида применяемой кондитерской массы и выбираемых размеров. Наряду с приведенными в примере выполнения стадиями способа могут выполняться еще дополнительные стадии, например стадии промежуточного контроля и т.п. Кроме того, возможно также отказаться от одной или нескольких описанных выше стадий способа.
Позиции в пунктах формулы изобретения, описании и на чертежах служат только для лучшего понимания изобретения и не должны ограничивать объем защиты.
Перечень позиций
2 Полое кондитерское изделие
4 Сюрприз
6 Полуоболочка полого кондитерского изделия 2
6.2 Наружный слой полуоболочки 6
6.4 Внутренний слой полуоболочки 6
8 Полуоболочка полого кондитерского изделия 2
8.2 Наружный слой полуоболочки 8
8.4 Внутренний слой полуоболочки 8
10 Нижняя половинка формы 20
12 Верхняя половинка формы 20
14 Маркировочное средство
16 Краевая область половинок 10, 12 формы
18 Разделительная плоскость (плоскости) половинок формы 20. Полый корпус формы/чашеобразная наружная упаковка
22 Подобная кольцу Сатурна кромка половинок 10, 12 формы
24 Кромка полуоболочки 6 кондитерского изделия
26 Кромка полуоболочки 8 кондитерского изделия
28 Сварка/герметизация
30 Языкообразный краевой участок/разделительный язычок
32 Углубления в форме полуоболочек в 34, 36 для 10, 12
34 Нижний комплект половинок формы
36 Верхний комплект половинок формы
38 Направление прохождения
40 Опорная форма (формы)
42 Кондитерская масса
44 Пуансон
46 Внешний контур пуансона 44
48 Главный участок пуансона 44
50 Внутренний контур половинок 10, 12 формы
52 Формовочная поверхность пуансона 44
54 Внешний контур пуансона 44
56 Внутренний контур слоя 6.4, 8.4
58 Внешний контур слоя 6.2, 8.2
60 Направление складывания
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ПОЛОГО КОНДИТЕРСКОГО ИЗДЕЛИЯ | 2010 |
|
RU2456807C2 |
| СПОСОБ ФОРМОВАНИЯ ФИГУРНОГО ИЗДЕЛИЯ ИЗ ВЯЗКОПЛАСТИЧНЫХ КОНДИТЕРСКИХ МАСС | 2006 |
|
RU2322071C1 |
| ПИЩЕВОЙ ПРОДУКТ В УПАКОВКЕ | 2016 |
|
RU2722043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ | 1999 |
|
RU2185071C2 |
| ПОЛОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 2018 |
|
RU2760789C2 |
| УПАКОВКА ДЛЯ ПИЩЕВОГО ПРОДУКТА | 2016 |
|
RU2725478C2 |
| СПОСОБ ПРОИЗВОДСТВА ПИЩЕВОГО ПРОДУКТА | 2009 |
|
RU2428046C1 |
| СПОСОБ ФОРМОВАНИЯ НЕБОЛЬШИХ ЗАМОРОЖЕННЫХ КОНДИТЕРСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2218806C2 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 2007 |
|
RU2354119C1 |
| КОНДИТЕРСКОЕ ИЗДЕЛИЕ | 2006 |
|
RU2336716C2 |





Изобретение относится к упакованному полому кондитерскому изделию из кондитерской массы, в частности шоколадной массы или шоколадоподобной массы. Кондитерское изделие содержит по меньшей мере две составленные вместе, образующие полое кондитерское изделие полуоболочки. Оболочки заформованы с возможностью изъятия в одну из по меньшей мере двух тонкостенных, аналогичных, соответствующих друг другу половинок формы. Половинки формы имеют выполненный в основном аналогично верхний плоский краевой участок, который образует разделительную плоскость половинок формы, по которой половинки формы соединены вместе с наложением друг на друга соответствующих краевых участков, в закрытый полый корпус формы. Корпус полностью охватывает образованное из полуоболочек полое кондитерское изделие в виде съемной чашеобразной наружной упаковки. Кроме того, изобретение относится к способу изготовления данного упакованного полого кондитерского изделия. При этом уменьшается брак изделий, возникающий при его изготовлении, и обеспечивается более экономичный способ изготовления изделия. 2 с. и 26 з.п. ф-лы, 6 ил.

| Несущий элемент для конвейерной ленты двухленточного конвейера | 1981 |
|
SU1052153A3 |
| GB 1596765 A, 26.08.1981 | |||
| СПОСОБ ЗАЩИТЫ ОТ ПОМПАЖА КОМПРЕССОРА | 2004 |
|
RU2266431C1 |
| ИСКУССТВЕННАЯ ПРИМАНКА ДЛЯ ЛЮБИТЕЛЬСКОЙ ЛОВЛИ - БЛЕСНА | 2006 |
|
RU2324344C2 |
| СПОСОБ ИЗМЕРЕНИЯ КОЭФФИЦИЕНТА ЭМАНИРОВАНИЯ РАДОНА-222 В ПОЧВОГРУНТАХ | 2003 |
|
RU2239207C1 |
| КОМПОЗИЦИЯ ДЛЯ ЛЕЧЕНИЯ СЕРДЕЧНО-СОСУДИСТЫХ ЗАБОЛЕВАНИЙ (ВАРИАНТЫ) | 2005 |
|
RU2279286C1 |

