Изобретение относится к способу и устройству для формования небольших замороженных кондитерских изделий, таких как мороженое на палочке.
В патентах США 5359858 или 5394707 описаны способ и устройство для формования простого или составного мороженого на палочке, содержащего шоколадную оболочку, причем в этом способе и устройстве формочки предварительно охлаждают до очень низкой температуры, причем жидкую смесь, подлежащую замораживанию, вводят в формы, которые транспортируют в охлаждающей атмосфере до тех пор, пока на поверхности не образуется корочка (твердый слой), в еще мягкий центр вставляют палочку, а затем изделия извлекают из форм. Все операции по предварительному охлаждению форм, заполнению, вставке палочек и замораживанию до операции извлечения из форм проводят в очень холодной окружающей среде, с контролем скорости охлаждения мороженого, чтобы мороженое на палочке могло быть легко удалено из форм без подогрева последних.
Задачей настоящего изобретения является создание способа и устройства, которые являются простыми и гибкими, позволяющими производить небольшие замороженные изделия, такие как мороженое на палочке, с высокой производительностью путем быстрого замораживания до очень низкой температуры, одновременно придавая таким образом замороженным кондитерским изделиям тонкую структуру.
Изобретение относится к способу изготовления небольших замороженных кондитерских изделий, таких как мороженое на палочке, в котором формы предварительно охлаждают до очень низкой температуры, смесь, подлежащую замораживанию, подают в формы, которые транспортируют в охлаждающей атмосфере до тех пор, пока на поверхности не образуется корочка (твердый слой), в еще мягкий центр вставляют палочку, а затем изделия извлекают из форм без подогрева последних, причем согласно изобретению используют формы, образованные из двух вертикальных полуоболочек, выполненных интегрально с формовочными полупрофилями, при этом замораживание изделий проводят в термоизолированном отделении, в котором преобладает очень низкая температура, посредством того, что к поверхности форм поступает криогенный газ, а извлечение из форм осуществляют в "сухих" условиях посредством вытаскивания изделий после того, как будут разъединены формовочные полупрофили.
Изобретение также относится к устройству для формования небольших замороженных кондитерских изделий, таких как мороженое на палочке, содержащему отделение замораживания, позицию заполнения форм, позицию вставления палочек и позицию извлечения изделий, причем согласно изобретению формы образованы из двух полуоболочек, выполненных интегрально с формовочными полупрофилями, транспортируемыми конвейером, имеющим две латеральные (боковые) цепи и транспортирующим их пошагово и в потоке, при этом отделение является термоизолированным и охлаждается криогенным газом, прилагаемым к поверхности форм и поддерживающим очень низкую температуру во всем отделении, и указанное устройство содержит участок формования, на котором полуоболочки прижимаются одна к другой, а также участок извлечения из форм, на котором имеется устройство для извлечения изделий, содержащее средства для разъединения формовочных полупрофилей, и для вытаскивания изделий за их палочки.
Изобретение далее описывается более подробно на примере со ссылкой на сопровождающие чертежи, на которых:
фиг.1 - схематический вид устройства;
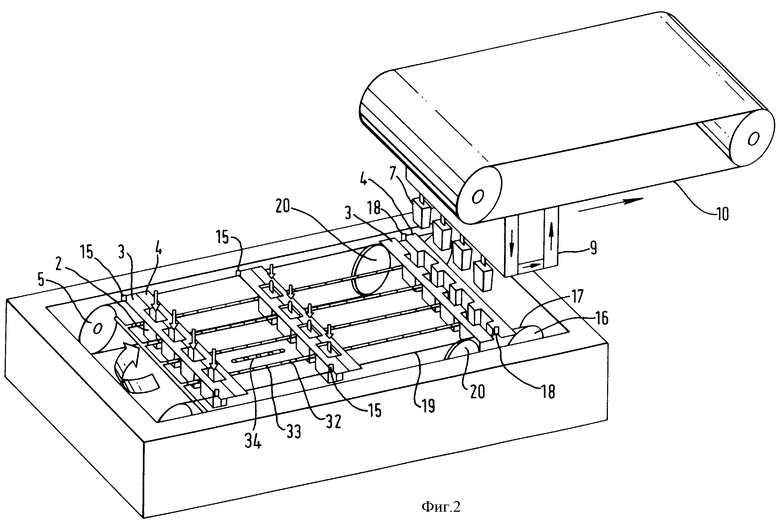
фиг. 2 - частичный схематический вид в перспективе устройства, в котором сняты элементы кожуха; и
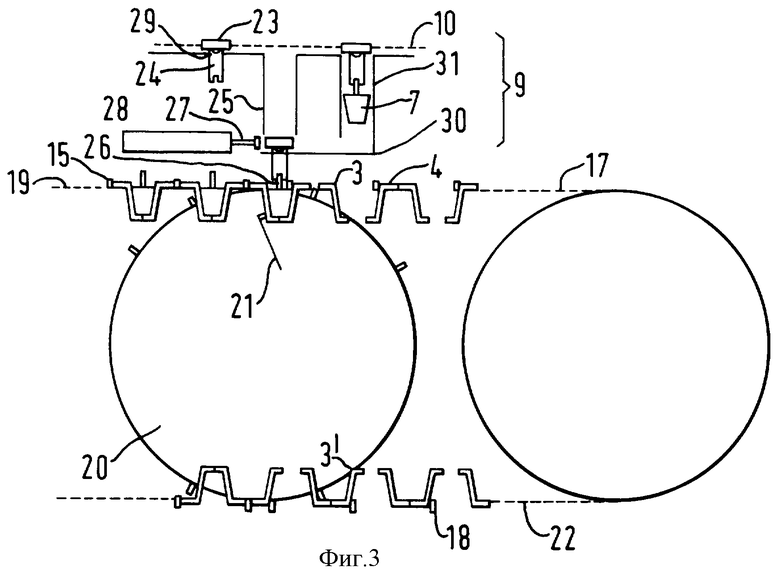
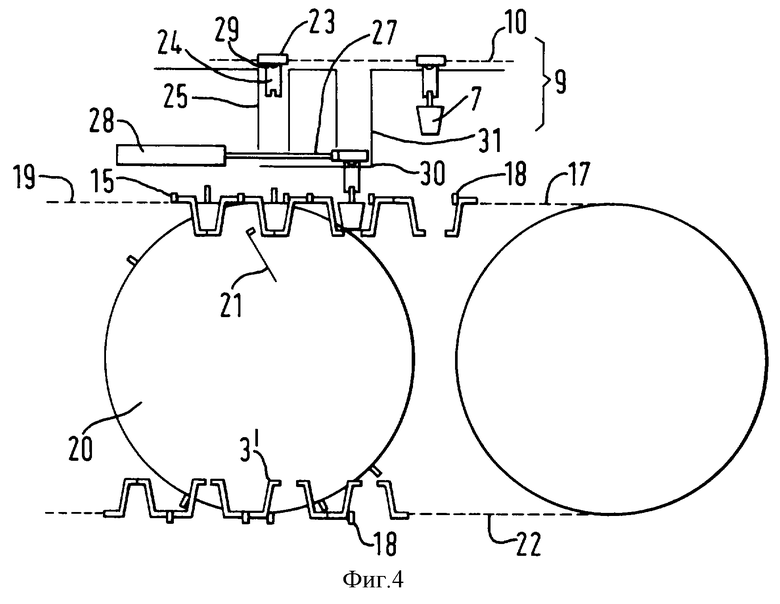
фиг.3 и 4 - схематические виды деталей устройства, показывающие операцию извлечения изделий из форм.
На фиг. 1 дозатор, расположенный в позиции 1, дозирует жидкую смесь для мороженого на водной основе или для мороженого на жировой и белковой основе, причем указанная смесь увеличивается в объеме в большей или меньшей степени и содержит, если требуется, соответствующие включения (далее эта смесь сокращенно называется "мороженое"), в формы 2, состоящие из двух полуоболочек и выполненные за одно целое с формовочными профилями 3, 4, которые в свою очередь состоят из двух полупрофилей, образующими комплект профилей, причем полупрофили прижимаются друг к другу посредством пошагово движущегося конвейера 5. Вертикальная конфигурация форм позволяет дозировать жидкие продукты. Устройство, таким образом, содержит участок Х формования и участок Y извлечения из форм.
Предпочтительно "твердое" мороженое при -6oС, -7oС, имеющее содержание замороженной воды по меньшей мере 50%, может дозироваться посредством специального дозатора, имеющего бункер под давлением, как описано в ЕР под названием "Способ и устройство для формования замороженных кондитерских изделий", поданной одновременно с настоящей заявкой, и содержание которой включено в настоящую заявку путем ссылки. Устройство, таким образом, служит для закаливания изделия вплоть до температуры -18oС.
На рабочем месте 6 аппликатор палочек, расположенный на небольшом расстоянии от станции 1, вставляет палочки, изготовленные из дерева или пластмассы, в центр полузатвердевшей массы мороженого. После окончания затвердевания заготовки 7 извлекают из форм в сухих условиях в результате действия элементов, описанных ниже. После извлечения заготовок 7 на рабочем месте 8 посредством двойной системы подъема и опускания 9 заготовки 7 захватываются зажимами, выполненными интегрально с извлекающими стержнями, и транспортируются посредством конвейера 10 к традиционным операциям нанесения, например, покрытия на жировой основе или мороженого на водной основе и обертывания. Устройство находится в термоизолированном отделении 11, за исключением дозатора на рабочем месте 1, аппликатора палочек на рабочем месте 6 и системы извлечения на рабочем месте 8. Вверху отделения 11 имеются отверстия 12, 13 и 14 для того, чтобы через них могло пройти оборудование, о котором идет речь. Предпочтительно эти отверстия выполнены таким образом, чтобы оборудование соединялось с отделением так, чтобы свести к минимуму потери холода. Отделение может быть открыто для получения более легкого доступа к внутреннему пространству. Термоизоляция отделения может быть осуществлена, например, посредством двойных стенок с вакуумом между стенками.
Операции формования и извлечения из форм подробно описаны ниже. Как показано на фиг.2, система транспортирования форм 2 зависит от конфигурации формовочных профилей 3, 4 и от способа открывания их для извлечения изделий из форм. Конвейер 5, таким образом, содержит две части, причем часть, расположенная выше по ходу, т.е. "задняя" часть, предназначена для формования изделий, а часть ниже по ходу ("передняя" часть) предназначена для извлечения изделий из формочек. На участке Х формования формы 2 транспортируют в соединенном положении, и все комплекты профилей сомкнуты, чтобы не терять пространство и сохранять холод. На участке Y извлечения из форм, который гораздо короче, чем участок формования X, формы 2 транспортируются в разъединенном положении.
Для открывания форм 2 конвейер 5 состоит из двух двойных цепей с толкателями. Функция толкателей 15 заключается в том, чтобы толкать каждый комплект полупрофилей 3, 4, которые, однако, не прикреплены к этим толкателям. Шаг, т. е. расстояние между двумя толкателями, таков, что все комплекты полупрофилей сомкнуты на участке Х формования. На участке Y извлечения из форм шаг увеличивается на расстояние раздвигания полупрофилей форм, необходимое для извлечения заготовок 7. Эта операция легко осуществляется при транспортировании двумя двойными цепями.
Для этих целей конвейер 5 содержит узел "приводное колесо/приводная ступица" 16, передающий тяговое усилие на конец линии так же, как и у традиционного конвейера (система привода не показана). Приводная двойная цепь 17 транспортирует формы в открытом положении на участок Y извлечения из форм. Прикрепленные к приводной цепи 17 толкатели 18 для толкания формовочных профилей расположены на расстоянии в два шага друг от друга. Пара приводных цепей 17 приводит в движение пару ведомых цепей 19 посредством двух промежуточных зубчатых колес 20. К паре ведомых цепей 19 прикреплены толкатели 15, которые находятся на расстоянии один от другого, равном ширине комплекта профилей, т.е. равном одному шагу. Приводные цепи 17 находятся на внутренней стороне промежуточных зубчатых колес 20, тогда как ведомые цепи 19 находятся на наружной стороне промежуточных зубчатых колес 20. Двойные цепи поэтому не могут наматываться одна на другую.
Открывание полупрофилей 3, 4 происходит следующим образом, как схематично показано на фиг.3 и 4: на участке, где цепи пересекаются, толкатели 18 приводной цепи 17 входят в отверстие, образованное между полупрофилями 3, 4. При следующем продвижении конвейера задний полупрофиль 3 ведомой цепью 19 продвигается вперед на один шаг, в то время как передний полупрофиль 4 продвигается вперед на два шага, что представляет собой расстояние между двумя следующими друг за другом толкателями 18 приводной цепи. По отношению к полупрофилям выражения "задний" и "передний" означают относительное положение полупрофилей по направлению движения полупрофилей, замена цепи обеспечивается посредством непрерывных направляющих рельсов (не показаны), традиционно используемых в цепных конвейерах, и благодаря тому, что толкатели 15 и 18 могут пересекаться друг с другом на участке промежуточного зубчатого колеса 20.
На участке формования Х формы приводятся в движение толкателями 15, которые толкают задние полупрофили 3, которые, в свою очередь, толкают передние полупрофили 4.
На участке Y извлечения из форм передние полупрофили 4 толкают задние полупрофили 3 предыдущего комплекта.
На участке, где формы открываются, элемент 21, например молоток, позволяет создавать небольшое встряхивание, способствующее удалению заготовок 7 из форм в "сухих" условиях.
Удаление изделия из формы в сухих условиях означает, что, поскольку поверхность мороженого не нагревается и, следовательно, не расплавляется, жидкость не образуется.
На обратной ветви 22 приводной цепи 17 закрывание полупрофилей форм происходит в порядке, обратном тому, который описан выше в связи с выходящей ветвью, причем полупрофили форм затем захватываются толкателями 18, которые толкают передний полупрофиль 4, который в результате поворота движения становится задним полупрофилем 3'.
Вариантом этой тяговой системы может быть приводная тяговая система, состоящая из единственной пары колес 20, причем одно колесо 20 имеет зубцы с наружной стороны, чтобы приводить в движение ведомую цепь 19 участка формования, а с внутренней стороны несет толкатели для разъединения полупрофилей форм для извлечения изделий из форм.
Извлечение заготовок 7 из форм осуществляется следующим образом: вытаскивающие (экстракционные) стержни 23 традиционной конструкции несут на себе зажимы 24 и составляют единое целое с конвейером 10. Стержни 23 опускаются системой подъема и опускания 25, и зажимы 24 захватывают заготовки за палочки 26. На следующем продвижении (шаге) конвейера заготовка 7 высвобождается в результате продвижения вперед полупрофилей форм 3 и 4 и их отделения друг от друга, если это требуется, с помощью элемента 21, в то время как поршень 27 силового цилиндра 28, размещенного горизонтально перед устройством для извлечения 9, толкает вытаскивающий стержень 23. Подвижность вытаскивающих стержней 23 обеспечивается роликами 29, которые присоединены к двум концам указанных извлекающих стержней и катятся по паре коротких рельсов 30. Как только достигается положение высвобождения, вытаскивающий стержень 23 поднимается вместе с заготовкой 7 посредством системы подъема и опускания 31 для того, чтобы войти в зацепление с двумя цепями конвейера 10, который обеспечивает перемещение стержня 23 в направлении последующей обработки, например, к рабочим местам нанесения покрытия со вкусом шоколада или шербета, для нанесения сухих покрытий и для заворачивания (эти рабочие места не показаны).
На участке Х формования мороженое замораживается в формах, предпочтительно изготовленных из нержавеющей стали толщиной от 0,5 до 1 мм и составленных из двух полуоболочек. Изготовление полуформ штамповкой позволяет свести к минимуму толщину металлической стенки и таким образом улучшить теплопередачу. Формы могут быть изготовлены из никеля для того, чтобы осуществить лучший теплообмен, но их легче изготовить, если использовать штампованную нержавеющую сталь. Полуоболочки необязательно должны быть точно симметричными, но должны дополнять друг друга так, чтобы одну из них можно было пригнать к другой, чтобы улучшить контакт соединения. Наконец, внутренняя стенка формы может быть покрыта несмачиваемым материалом, пригодным для пищевых применений, например, как тефлон, полиэтилен; эта форма может быть формой с внутренней поверхностью с полировкой, выполненной электролизом или другими средствами, позволяющими получить "зеркальный блеск", или любым другим соответствующим материалом. Полуоболочки могут быть приварены к толстым или изогнутым полупрофилям из нержавеющей стали для того, чтобы обеспечить прочность форм и их перпендикулярность рельсам (не показаны). Несколько комплектов форм может быть расположено в ряд в комплекте полупрофилей с получением в результате, например, от 8 до 14 форм в ряду, с образованием 8-14 треков соответственно. В разных треках формы могут быть идентичными или различными, что позволяет одновременно изготавливать различные изделия на одной линии. Так как формы состоят из двух частей, то могут изготавливаться изделия, имеющие, например, сложный рельеф, известные как "трехмерные" или "фигурные".
Окончательное замораживание мороженого может осуществляться на участке Х формования, но это не является обязательным. Когда мороженое дозируется, формы уже являются очень холодными, что создает преимущество мгновенного замораживания поверхности мороженого, таким образом предотвращая его вытекание между двумя полуоболочками и адгезию к стенкам форм. Однако мы обнаружили, что когда палочка достаточно закреплена в замораживаемой массе, т.е. когда "схватывание" палочки становится достаточным для того, чтобы можно было за нее извлечь изделие, все еще имеется резерв низкотемпературного холода, который позволяет закончить замораживание изделия, когда оно уже вышло из формы. Градиент температуры между поверхностью и центром изделия уменьшается, и его окончательное замораживание может продолжаться и после удаления из формы.
В соответствии с изобретением "криогенный газ" состоит из криогенной текучей среды, смешанной с газом-носителем, охлажденным криогенной текучей средой. Газ-носитель состоит из рециркулирующего пара или из сухого воздуха, охлажденного рециркулирущим паром, или смеси сухого воздуха и рециркулирукщего пара.
Криогенный газ может быть направлен на поверхность формочек непрерывно или пульсацией. Это осуществляется посредством продольных труб 32, расположенных между треками, с соплами 33. Сопла 33 могут распылять криогенную текучую среду, например жидкий азот, горизонтально под углом 360o и посредством этого обеспечить полное испарение текучей среды так, чтобы достичь оптимальной турбулентности криогенного газа, контактирующего с формой. Наличие распределяющей газ-носитель трубы 34 (лишь один элемент которой показан для ясности) улучшает турбулентность потока и распыление криогенной жидкости. Другим преимуществом газа-носителя является то, что он состоит из возвращенных всасыванием и рециркулированных паров криогенной текучей среды, что обеспечивает экономию расхода криогенной текучей среды. Конденсация также ограничена, так как пары являются сухими. Пары могут также рециркулировать в теплообменнике для того, чтобы охлаждать сухой воздух при контролируемом давлении так, чтобы улучшить распыление криогенной жидкости и повысить турбулентность потока. Комбинированное использование распылительных сопел для криогенной жидкости и распылительных сопел для газа-носителя позволяет ограничить количество сопел и в то же время обеспечить оптимальный теплообмен. Сочетание двух контуров дает возможность гибкого контроля температуры от -40oС до -150oС, чтобы таким образом найти наилучшее соотношение между производительностью и энергетической эффективностью.
Таким образом, путем контроля температуры в отделении посредством средств регулирования распыления текучей среды, например азота, и средств отвода газов (не показаны) можно обеспечить окончательное замораживание мороженого за 1/2-6 мин в зависимости от формы, объема и рецептуры изделия, например в течение 1,5-2 мин для обычного мороженого на палочке со скоростью от 20 до 30 изделий в 1 мин. При наличии 12 треков устройство может, таким образом, производить, например, более 20000 штук мороженого на палочке в час.
Изобретение предназначено для использования в пищевой промышленности при производстве небольших замороженных кондитерских изделий, в частности мороженого на палочке. Способ предусматривает охлаждение форм до низкой температуры, подачу в них замораживаемой смеси, охлаждение до образования на поверхности корочки, вставку палочки в еще мягкий центр, извлечение изделий из форм. Последние образованы из двух полуоболочек. На участке формования полуоболочки примыкают одна к другой. На участке извлечения из форм расположены средства для открывания полупрофилей форм и вытаскивания изделий за палочки. Транспортирование полуформ осуществляют конвейером. Низкую температуру поддерживают криогенным газом. Изобретение обеспечивает высокую производительность и хорошее качество полученного продукта. 2 с. и 10 з.п. ф-лы, 4 ил.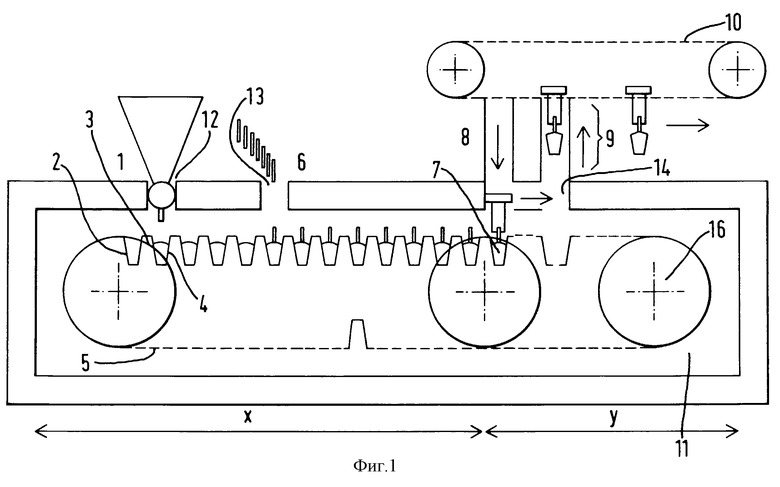
| US 4759197 А, 26.07.1988 | |||
| Машина для изготовления мороженого в порциях | 1946 |
|
SU76240A1 |
| US 5394707 А, 07.03.1995 | |||
| "Технологическая инструкция по производству мороженого" | |||
| Всесоюзный научно-исследовательский и конструкторско-технологический институт холодильной промышленности | |||
| - М.: ВО "Агропромиздат", 1988, с | |||
| Способ получения нерастворимых лаков основных красителей в субстанции и на волокнах | 1923 |
|
SU132A1 |

