Изобретение относится к легкой или пищевой промышленности и может быть использовано при формировании изображений в прозрачном или малопрозрачном материале различных изделий, таких как емкости (бутылки, банки, флаконы, графины и т.д.), предметы широкого потребления (стекла очков, защитные стекла часов, всевозможные панели каких-либо приборов, сувенирные изделия и т.п.).
Более конкретно, изобретение относится к способу формирования изображений с помощью импульсного лазерного излучения в толще прозрачного или малопрозрачного материала без нарушения его поверхности, а также к устройству для осуществления указанного способа.
Такие изображения представляют собой совокупность следов лазерных оптических пробоев в результате фокусировки лазерного излучения в дискретных точках внутри материала изделия (в толще материала) при последовательном перемещении изделия относительно луча лазера по заданной программе с помощью компьютера.
В качестве источника излучения обычно используется импульсный твердотельный лазер с модулированной добротностью на иттрий-алюминиевом гранате, легированном трехвалентными ионами неодима (ИАГ:Nd3+) с длиной волны 1,06 мкм и длительностью импульса 15-20 нс. Как правило, изображение формируют через плоскую поверхность изделия.
При наличии различных дефектов, нарушающих плоскостность поверхности изделия, форма сходящегося лазерного пучка изменяется, что приводит к увеличению порога оптического пробоя, увеличению следа разрушения, смещению положения точки фокусировки или к полному отсутствию оптического пробоя.
Трудность выполнения изображений в изделиях, не имеющих плоских поверхностей, является недостатком известных из уровня техники способов и устройств.
Известны способ и устройство для формирования изображений в изделиях с неплоскими поверхностями (см. RU 2153988 С1, опубл. 10.08.2000). Изделие помещают в сосуд с иммерсионной жидкостью с показателем преломления, равным показателю преломления изделия, как бы создавая наружную плоскую поверхность для любой формы изделия.
Существенным недостатком такого технического решения являются сложность технологического осуществления и невозможность его практического использования для таких задач, как маркировка стеклянной тары с высокой производительностью (например, на конвейере).
Наиболее близкие способ и устройство к заявленным описаны в патенте SU 1838163, опубликованном 30.08.93. С помощью твердотельного импульсного лазера с фокусирующим объективом изображение в толще прозрачного материала формируется в виде совокупности следов оптических лазерных пробоев при последовательном перемещении изделия по трем декартовым координатам по заданной программе.
К основным недостаткам указанных способа и устройства можно отнести недостаточную скорость формирования изображения, что не позволяет маркировать изделия в условиях конвейера, низкое качество изображения в изделиях с неплоскими поверхностями, большие трудозатраты. Кроме того, не предусмотрена возможность формирования изображений с высокой производительностью в изделиях с тонкими стенками, например, таких как стеклянная тара и т.п.
Техническим результатом при использовании заявленных способа и устройства является возможность формирования объемных изображений в условиях движущегося конвейера, в частности возможность формирования скрытой маркировки за счет использования пакета импульсов при формировании отдельной точки изображения, что позволяет уменьшить энергозатраты и увеличить ресурс оптических элементов, используемых в устройстве.
Указанная задача решается тем, что в способе формирования изображений, включающем обработку прозрачного или малопрозрачного твердого материала изделия импульсным лазерным излучением, в результате которой формируется изображение в виде совокупности следов оптических лазерных пробоев в толще указанного материала без нарушения его поверхности, указанную обработку осуществляют одномодовым излучением в видимом диапазоне длин волн и с частотой следования лазерных импульсов не менее чем 10 кГц, с использованием высокоскоростной системы сканирования поля изображения, при этом проводят точное и оперативное позиционирование положения фокусирующего объектива относительно поверхности указанного изделия.
Предпочтительно осуществлять указанную обработку с частотой следования лазерных импульсов от 10 кГц до 25 кГц и, например, с помощью лазера на парах меди.
Целесообразно осуществлять обработку с длительностью импульса излучения, равной 15-20 нс.
Кроме того, указанную обработку можно осуществлять в условиях движущихся на конвейере изделий.
В одном из вариантов способа отдельный след оптического лазерного пробоя формируют с помощью нескольких лазерных импульсов.
При этом обработку изделия можно проводить в фиксированном статическом положении данного изделия, одновременно осуществляя замену предыдущего и фиксацию следующего за обрабатываемым изделия.
Указанная задача решается также тем, что устройство для формирования изображений в толще прозрачного или малопрозрачного твердого материала изделия содержит импульсный лазер с блоком питания и управления лазером, компьютер, соединенный с блоком питания и управления лазером, а также фокусирующую систему. Устройство дополнительно содержит телескопическую оптическую систему, размещенную на выходе импульсного лазера, высокоскоростную систему сканирования поля изображения, размещенную по оси излучения между указанной телескопической и фокусирующей системами, контроллер, соединенный с указанной высокоскоростной системой сканирования и с компьютером, при этом фокусирующая система выполнена в виде системы точного и оперативного позиционирования положения фокусирующего объектива относительно поверхности указанного изделия, а импульсный лазер выполнен с частотой следования импульсов излучения от 10 до 25 кГц.
Предпочтительно, чтобы высокоскоростная система сканирования поля изображения включала бы в себя сканирующие зеркала с высокоскоростными прецизионными устройствами поворота или вращения зеркал.
Целесообразно, чтобы фокусирующая система включала бы в себя телецентрический фокусирующий объектив.
Предпочтительно, чтобы устройство дополнительно содержало бы устройство для замены и точной установки изделия в положение для формирования изображения, соединенное с компьютером.
Кроме того, в качестве импульсного лазера может быть использован одномодовый лазер на парах меди.
В одном из вариантов устройства указанная система точного и оперативного позиционирования содержит фокусирующий объектив с оправой и устройство фиксации изделия, включающее корпус и пружину, размещенную на дне корпуса, при этом к оправе жестко прикреплены один или несколько стержней для обеспечения фиксированного расстояния от фокусирующего объектива до поверхности указанного изделия.
На конце каждого стержня может быть размещен датчик механического контакта.
В одном из вариантов устройства фокусирующий объектив выполнен в виде объектива с полем изображения заданной кривизны.
В другом варианте устройства оно дополнительно содержит оптический компонент из прозрачного твердого материала с показателем преломления, близким к показателю преломления указанного материала изделия, причем передняя поверхность указанного компонента выполнена плоской, а задняя поверхность имеет кривизну, обратную кривизне поверхности указанного изделия в области формирования изображения.
Одним из распространенных изделий из прозрачного материала является стеклянная тара, которая обладает рядом специфических особенностей, осложняющих формирование изображений в толще стекла, а именно:
- отсутствие плоских поверхностей хорошего качества;
- малая и непостоянная по величине толщина стенок;
- большой разброс в размерах среди изделий одного типа;
- техническое стекло с наличием значительных неоднородностей и посторонних включений.
Кроме того, формирование изображений в условиях промышленного производства стеклянной тары или производства и расфасовки готовой продукции (т.е. при наполнении тары) быстрее и экономичнее можно осуществить во время работы конвейера. Производительность современного конвейера по наполнению стеклянной тары сыпучими пищевыми продуктами или винно-водочной продукцией составляет 300-400 единиц продукции в минуту. Маркировочное изображение, содержащее сведения о дате изготовления и другие данные, включает в себя 200-400 элементов разрешения (точек или следов лазерного пробоя). Следовательно, необходимо обеспечить скорость маркировки порядка 1000-2600 лазерных пробоев в секунду. А если учесть необходимость точной установки и фиксации каждой единицы тары в позицию обработки, то необходимая скорость нанесения изображения будет еще выше.
В случае более информативного изображения, когда кроме символов (букв, цифр, знаков) необходимо включить в изображение какой-либо рисунок (логотип, знак фирмы и т.п.), минимальная скорость маркировки достигает 5000-10000 пробоев в секунду.
Указанную скорость маркировки можно осуществить при использовании высокостабильного импульсного лазера на парах меди с частотой следования импульсов порядка 10-25 кГц и высокоскоростной системы сканирования поля изображения.
Импульсный лазер на парах меди по сравнению с используемым ранее лазером на алюмоиттриевом гранате позволяет формировать многоинформативные, отчетливые изображения, в том числе в виде сплошных линий, за счет большой частоты следования импульсов, меньшей длины волны излучения и меньшей расходимости излучения при равномерном распределении плотности излучения в сечении лазерного пучка. Кроме того, достигается снижение порога лазерного пробоя, регулировка размеров и видности точек (следов) пробоя за счет возможности формирования указанной точки несколькими импульсами излучения даже при большой требуемой скорости формирования изображения. Т.е. точка изображения, сформированная, например, тремя импульсами с суммарной энергией Е, будет ярче, чем точка, сформированная одним импульсом с энергией Е. При этом повышается эффективность и уменьшаются энергозатраты при формировании изображений.
Экспериментально обнаружено, что если энергия одного импульса несколько ниже энергии, достаточной для получения видимого пробоя, то первый импульс (или несколько первых импульсов из пакета) как бы разогревает материал и снижает порог пробоя для последующих импульсов. Т.е. энергия первых импульсов осуществляет локальный разогрев материала в точке фокусировки лазерного пучка, а последующие импульсы осуществляют непосредственно трещиноватые разрушения, которые хорошо различимы глазом. Так как время между соседними импульсами достаточно мало, то концентрация теплового поля не успевает рассеяться в толще материала, в отличие от случая, когда частота следования импульсов не превышает примерно 50 Гц. Если смещение между соседними точками меньше размера “точки разогрева”, то даже при энергии меньшей, чем порог пробоя, можно получить линию изображения, состоящую из близко расположенных точек.
Формирование следа пробоя при использовании нескольких импульсов (пакета импульсов), следующих друг за другом с частотой 10-25 кГц, дает возможность формировать скрытую маркировку изделий, плохо различимую невооруженным глазом.
Т.е. если энергия излучения такова, что один или несколько импульсов еще не вызывают оптического пробоя в виде хорошо различимых глазом трещинообразных областей, но достаточно близка к этому, то наблюдается эффект “точечного оплавления” в области фокусировки. Эти точечные оплавления представляют собой сферы размером 0,04-0,1 мм, границы которых не обладают резким визуальным контрастом. Совокупность таких оплавленных областей может служить малозаметной глазу скрытой маркировкой, степень видности которой можно регулировать энергией импульса и количеством импульсов в пакете.
Экспериментально такие области были получены при мощности лазера на парах меди от 7 до 12 Вт.
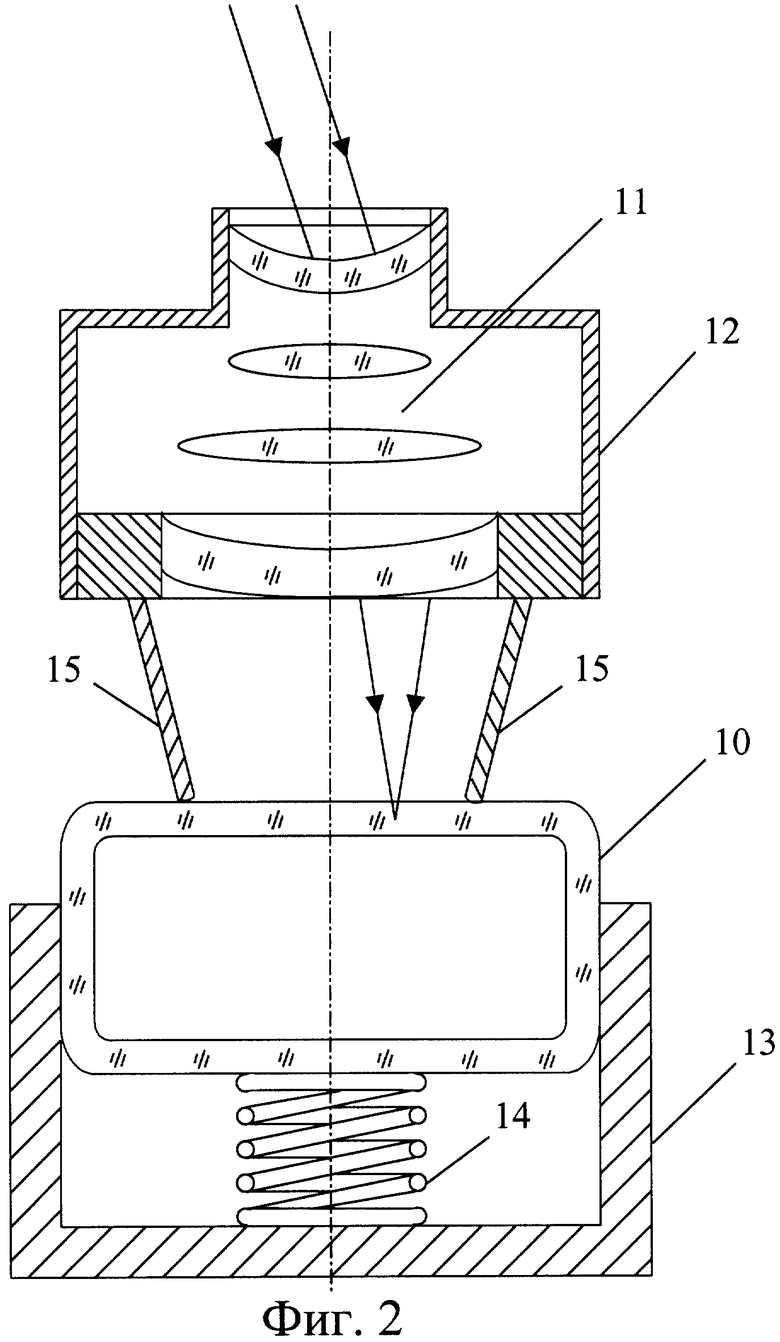
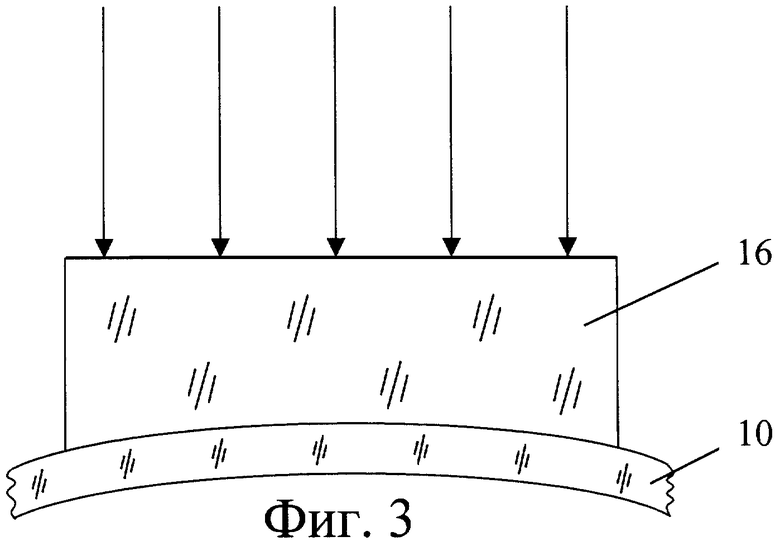
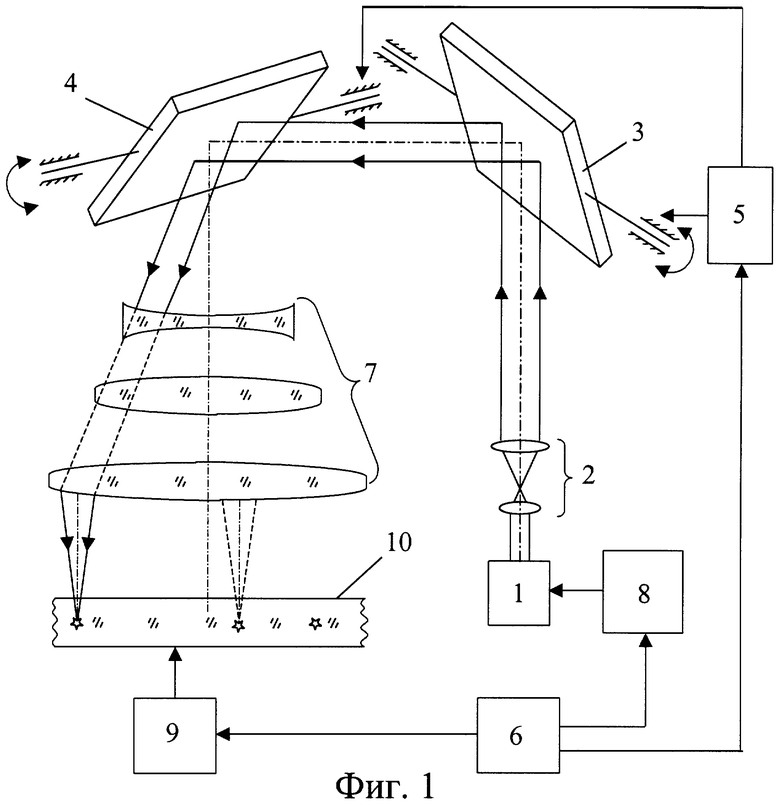
Изобретение поясняется чертежами, где на фиг.1 представлена схема одного из возможных вариантов устройства для формирования изображений, на фиг.2 - вариант системы точного и оперативного позиционирования положения фокусирующего объектива (в разрезе), а на фиг.3 показано приспособление из прозрачного материала для изделий с неплоской поверхностью.
Согласно фиг.1 один из возможных вариантов устройства для формирования изображений содержит импульсный лазер 1, телескопическую оптическую систему 2, высокоскоростную систему сканирования поля изображения, включающую сканирующие зеркала 3 и 4 с высокоскоростными прецизионными устройствами поворота или вращения, контроллер 5 и компьютер 6. Кроме того, устройство содержит фокусирующую систему 7, блок питания и управления 8 лазера 1 и устройство 9 для замены и точной установки изделия 10 в положение для формирования изображения. Сканирующие зеркала 3 и 4 могут быть заменены одним сканирующим зеркалом, способным поворачиваться на шаровой опоре одновременно в двух направлениях.
В качестве импульсного лазера 1 можно использовать лазер на парах меди с частотой следования импульсов излучения от 10 до 25 кГц, с длинами волн излучения λ1=0,51 мкм и λ2=0,58 мкм, мощностью излучения от 7 до 20 Вт и длительностью импульса излучения, равной 15-20 нс. Расходимость пучка излучения составляет 0,3-0,5 мрад, а конструкция оптического резонатора лазера обеспечивает одномодовый состав излучения.
Для получения изображения в виде совокупности следов оптического пробоя, расположенных в одной плоскости, при угловом сканировании можно использовать в фокусирующей системе 7 телецентрический фокусирующий объектив, как показано на фиг.1. В этом случае указанный объектив фокусирует лазерный пучок в плоскости фокусировки, которая расположена в глубине материала изделия 10 (например, в толще стенки стеклянной тары). При этом оси выходящих из телецентрического объектива пучков будут параллельны оси указанного объектива. Это условие необходимо для создания объемных изображений в материале изделия, чтобы исключить искажение плоскости следов пробоя при послойном формировании объемного изображения.
Для формирования плоского изображения можно использовать более простой объектив с плоским полем изображения, когда оси выходящих пучков непараллельны друг другу.
Устройство работает следующим образом. Выходящий из лазера 1 пучок излучения расширяется телескопической системой 2 и отражается последовательно от качающихся (или вращающихся) вокруг двух взаимно перпендикулярных осей зеркал 3 и 4. Затем лазерный пучок проходит через фокусирующую систему 7 и фокусируется в толще изделия 10. Управление зеркалами 3 и 4 осуществляется с помощью компьютера 6 через контроллер 5, который осуществляет непосредственное управление прецизионными устройствами поворота или вращения зеркал 3 и 4.
Одновременно с компьютера 6 подаются сигналы на блок питания и управления 8 и на устройство 9, которое осуществляет замену и точную установку изделия 10 в положение для формирования изображения.
Как отмечалось выше, стеклянная тара имеет значительные отклонения и допуски в размерах и форме поверхностей. Поэтому во избежание выхода следа оптического пробоя за пределы стенки тары (и возможного последующего разрушения стекла) предлагается фокусирующую систему 7 выполнить в виде системы точного и оперативного позиционирования положения фокусирующего объектива относительно изделия (тары), соединенной с устройством 9 для замены и точной установки изделия 10.
Согласно фиг.2 один из возможных вариантов системы точного и оперативного позиционирования положения фокусирующего объектива содержит фокусирующий объектив 11 с оправой 12 и устройство фиксации изделия, включающее корпус 13 и пружину 14. К оправе 12 жестко прикреплены один или несколько стержней 15, которые при работе лазерной установки должны упираться в поверхность изделия 10.
Стержни 15 однозначно задают необходимое расстояние между объективом 11 и изделием 10. При использовании тонких стержней 15 точка касания стержня 15 с поверхностью изделия 10 может быть расположена в непосредственной близости от точки пересечения оптической оси объектива 11 с указанной поверхностью, что повышает точность позиционирования.
Контакт стержней 15 с поверхностью изделия 10 при взаимном перемещении фокусирующей системы и изделия при формировании изображения обеспечивается пружиной 14, размещенной в корпусе 13 между его дном и изделием (т.е. на дне корпуса).
Стержни 15 могут быть заменены бесконтактной оптической системой слежения и обеспечения фиксированного расстояния.
Одной из задач при формировании изображений является обеспечение возможности оперативного формирования малоинформативных или многоинформативных изображений внутри материала изделия с неплоскими поверхностями.
Для компенсации неплоскостности поверхности, через которую проходит излучение, можно использовать фокусирующий объектив, имеющий поле изображения не в виде плоскости, а с заданной кривизной. Это особенно удобно при формировании изображений в условиях массового производства изделий, когда изображение формируется в однотипных изделиях.
Кроме того, так как в условиях массового производства, например стеклянной тары, используется очень ограниченное количество типоразмеров изделий, то возможно для каждого типа изделия изготовить из прозрачного или малопрозрачного твердого материала, имеющего показатель преломления, близкий к показателю преломления материала изделия, приспособление, которое будет иметь одну плоскую поверхность (см. фиг.3).
Вторая поверхность приспособления 16 должна обладать кривизной, обратной кривизне поверхности изделия 10 в области формирования изображения. Размер приспособления 16 однозначно обусловлен требуемыми размерами изображения.
Приспособление устанавливается в лазерном пучке непосредственно вплотную к поверхности изделия плоской стороной в сторону фокусирующего объектива. Через такое приспособление возможно нанесение в изделии как объемного, так и плоского изображения. Некоторые несоответствия профилей поверхностей приспособления и изделия, обусловленные неточностью изготовления, не будут оказывать существенного влияния на энергетический порог, местоположение и размеры лазерного пробоя. При этом такое прозрачно-профилированное приспособление (в отличие от кюветы с глицерином) можно легко использовать при оперативной маркировке, в том числе в режиме конвейера или даже в составе конвейера.
В отсутствие указанного приспособления при формировании многоинформативных изображений необходимо при взаимном перемещении объектива и изделия сохранять перпендикулярность оптической оси объектива к поверхности изделия для каждой точки изображения.
Для этого в фокусирующей системе, изображенной на фиг.2, можно использовать три одинаковых штыря 15, расположенных симметрично вокруг объектива 11, т.е. через угол 120° один от другого. Каждый штырь может иметь на своем конце датчик контакта. При взаимном поперечном перемещении фокусирующей системы и изделия, имеющего поверхность произвольной кривизны, один или два штыря могут не касаться поверхности изделия. В этом случае сигналы с датчиков этих штырей подаются на исполнительный механизм, который осуществляет наклон изделия до положения, когда все три штыря касаются поверхности изделия, обеспечивая тем самым перпендикулярность оптической оси.
Перпендикулярность оптической оси можно обеспечить путем создания математической модели той части поверхности изделия, через которую производится маркировка. Тогда с помощью компьютера рассчитываются и задаются поперечные смещения и взаимные наклоны или повороты. Например, при маркировке цилиндрических бутылок одно из поперечных смещений очень удобно заменить на вращение бутылки вокруг оси.
В условиях работы конвейера точная установка, фиксация и снятие единицы тары занимает достаточно большое время. Поэтому формирование изображений можно осуществлять непосредственно на движущихся изделиях. При этом необходимо стабилизировать скорость конвейера в месте формирования изображений. Предпочтительно, чтобы изделия перемещались друг за другом с малым расстоянием между ними.
В случае использования высокоскоростной системы сканирования при появлении в поле изображения фокусирующего объектива требуемой области тары (изделия) начинается процесс формирования изображения. При этом движение изделия в поле изображения компенсируется дополнительным поворотом соответствующего сканирующего зеркала 3 или 4 (фиг.1).
Такой поворот легко обеспечить в программе управления зеркалами. За время формирования изображения в поле изображения фокусирующего объектива появляется область требуемой поверхности следующего изделия. Соответствующим поворотом сканирующего зеркала начинается маркировка (формирование изображения) указанного следующего изделия.
В случае, когда каждая точка изображения формируется несколькими импульсами (пакетом импульсов), необходимо обеспечить высокую точность взаимного положения точки фокусировки луча и изделия на время воздействия всего пакета импульсов. Поэтому желательно осуществлять маркировку изделия, находящегося не в движении, а в статическом, строго зафиксированном положении. В то же время известно, что осуществить серию операций по замене и фиксации изделия за время, значительно меньшее тактовой частоты конвейера (<<0,1-0,2 с), технически сложно.
В этом случае поле изображения сканирующего фокусирующего объектива делается таким, что в него одновременно попадают по меньшей мере два поля маркировки на различных изделиях. Далее, в процессе маркировки одного изделия осуществляется замена предыдущего изделия и фиксация следующего за обрабатываемым изделия и т.д. То есть допустимое время замены и фиксации изделий при этом будет практически равно тактовой частоте конвейера, так как время перемещения луча с одного изделия по окончании процесса его маркировки на другое изделие при помощи одного из сканирующих зеркал чрезвычайно мало.
Одним из преимуществ заявленных изобретений является возможность оперативного формирования изображений в тонких стенках и в стенках емкостей, наполненных готовой продукцией (бутылки с напитками, банки с законсервированной продукцией и т.п.). При этом качество и свойства содержимого емкостей не изменяются.
Кроме того, заявленные способ и устройство позволяют защитить изделия от подделки как видимого, так и скрытого изображения. Ведь изображение или другая информация (например, дата изготовления товара) может выполняться на любом прозрачном участке изделия независимо от формы участка, что требует от поддельщика иметь специальное оборудование и оснастку. В случае изготовления тары с закупоривающим средством (пробка, крышка) изображение или маркировку можно производить дублированно, например в стенке бутылки и в прозрачной части пробки. В этом случае подделать товар с такой бутылкой становится невозможно без повторного изготовления пробки, так как обычно при употреблении содержимого бутылки пробка выбрасывается.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ЛАЗЕРНОЙ МАРКИРОВКИ ПРОЗРАЧНЫХ И ПОЛУПРОЗРАЧНЫХ, ПРЕИМУЩЕСТВЕННО ТОНКОСТЕННЫХ КРИВОЛИНЕЙНЫХ, ИЗДЕЛИЙ В КОНВЕЙЕРНОМ ПРОИЗВОДСТВЕ | 2003 |
|
RU2243873C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ С ВЫСОКИМ РАЗРЕШЕНИЕМ ВНУТРИ ПРОЗРАЧНОГО ИЛИ МАЛОПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА | 2005 |
|
RU2288845C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНЫХ ИЛИ ПОЛУПРОЗРАЧНЫХ МАТЕРИАЛОВ, УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ТАКОГО ИЗОБРАЖЕНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ СОГЛАСНО УКАЗАННОМУ СПОСОБУ | 2003 |
|
RU2245254C1 |
| СПОСОБ ФОРМИРОВАНИЯ ТРЕХМЕРНЫХ ПОДВИЖНЫХ ИЗОБРАЖЕНИЙ ПРИ РАССЕЯНИИ СВЕТА | 2021 |
|
RU2792577C1 |
| Способ лазерной обработки прозрачного хрупкого материала и устройство его реализующее | 2019 |
|
RU2720791C1 |
| СПОСОБ ФОРМИРОВАНИЯ ЗАДАННОГО ИЗОБРАЖЕНИЯ ВНУТРИ ПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА ПОСРЕДСТВОМ ИМПУЛЬСНОГО ЛАЗЕРНОГО ЛУЧА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2177881C1 |
| Способ формирования изображений | 1992 |
|
SU1838163A3 |
| ЛАЗЕРНЫЙ МИКРОАНАЛИЗАТОР И СПОСОБ АНАЛИЗА МАТЕРИАЛОВ С ПОМОЩЬЮ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СПЕКТРОСКОПИИ | 2004 |
|
RU2312325C2 |
| СПОСОБ ЛАЗЕРНОГО ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ТВЕРДЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2009 |
|
RU2394780C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ ВНУТРИ МАТЕРИАЛА ИЗДЕЛИЯ И ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ СФОРМИРОВАННОЕ ИЗОБРАЖЕНИЕ | 1995 |
|
RU2087322C1 |
Способ формирования изображений включает обработку прозрачного или малопрозрачного твердого материала изделия импульсным одномодовым лазерным излучением в видимом диапазоне длин волн и с частотой следования лазерных импульсов не менее чем 10 кГц. Изображение формируется в виде совокупности точек в толще указанного материала без нарушения его поверхности. Каждую отдельную точку изображения формируют с помощью пакета импульсов. Устройство содержит лазер с блоком питания и управления лазером, с которым соединен компьютер, фокусирующую систему с телецентрическим фокусирующим объективом, телескопическую оптическую систему, размещенную на выходе указанного лазера, высокоскоростную систему сканирования поля изображения, размещенную по оси излучения между указанными телескопической и фокусирующей системами, и контроллер, соединенный с указанной высокоскоростной системой сканирования и с компьютером. Обеспечивается формирование объемных изображений в условиях движущегося конвейера, а также уменьшение энергозатрат и увеличение ресурса оптических элементов, используемых в устройстве. 2 с. и 12 з.п. ф-лы, 3 ил.
| US 5637244 А 10.01.1997 | |||
| US 4822973 А, 18.04.1989 | |||
| СПОСОБ ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ | 1997 |
|
RU2107047C1 |
| СПОСОБ СОЗДАНИЯ ИЗОБРАЖЕНИЯ ПОД ПОВЕРХНОСТЬЮ ИЗДЕЛИЯ И АППАРАТУРА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2169671C2 |
| US 5206496 А, 27.04.1993 | |||
| Отражательная рефрактометрия | |||
| - Л.: Машиностроение, 1983, с.65 | |||
| RU 94028977 A1, 20.06.1996 | |||
| WO 00/32531 A1, 08.06.2000 | |||
| US 4997468 А, 05.03.1991 | |||
| Подвижной стол (герд) для воздушного обогащения угля | 1926 |
|
SU12617A1 |
| Устройство для тренировки спортсменов | 1985 |
|
SU1294359A1 |

