Изобретение относится к пищевой и/или легкой промышленности, а именно к технологии обработки изделий и формирования изображения внутри прозрачных или полупрозрачных материалов, способных воспринимать управляемое лазерное воздействие, например, таких как стеклянные емкости (бутылки, банки, флаконы, графины и т.д.) в процессе их конвейерного наполнения или изготовления, предметы широкого потребления (стекла очков, защитные стекла часов, всевозможные панели различных приборов и т.п.) и многое другое и может найти применение при маркировке изделий для определения их принадлежности конкретным производителям или иными словами идентификации этих изделий, а также при изготовлении декоративных изделий и сувениров в конвейерном производстве.
Известен способ формирования заданного изображения внутри прозрачного твердого материала и устройство для его реализации. Указанный способ относится к области художественной обработки стекла посредством импульсного лазерного луча и включает формирование заданного изображения путем фокусировки лазерного луча на точках и выполнения в выбранных точках микроразрушений одного размера сферической формы с помощью луча лазера (патент России 2177881, кл. B 44 C 5/00, 10.01.2002 г.).
Недостатком известного способа и устройства является ограниченная область использования, что связано с тем, что след пробоя единичного воздействия (точка) имеет по своей форме случайный вид разрушения, близкий к шарообразной или эллипсоидной форме, причем аналогичная (близкая по внешнему виду) форма оптического лазерного пробоя может быть получена на другом аналогичном оборудовании (с использованием иного лазера и формирующей оптики).
Также известны системы получения с помощью лазерной установки и оптического блока изображения внутри прозрачного материала, установленного на выполненном с возможностью, например, автоматического перемещения столе. Такие системы описаны в патентах US 5637244, кл. В 23 К 26/02, 10.06.1997 и US 6087617, кл. В 23 К 26/00, 11.07.2000.
Недостаток указанных систем состоит в том, что в них не предусмотрена возможность формирования изображения в виде маркировочных меток внутри тонкостенных изделий в условиях высокоскоростного конвейерного производства.
Технический результат изобретения состоит в устранении вышеназванного недостатка известных систем, а также в случае введения в оптический блок дополнительных усовершенствований, повышении надежности маркировки, практически не воспроизводимой в других условиях.
Сущность изобретения состоит в том, что предложенная для конвейерного производства система маркировки прозрачных или полупрозрачных изделий широкого ассортимента, преимущественно разнообразных по форме, в том числе криволинейных тонкостенных емкостей для жидких наполнителей, например, напитков, включает блок автоматической подачи указанных изделий в зону маркировки, который связан с оптическим блоком формирования лазерных пробоев в толще материала изделия, совокупность которых составляет ряд символов маркировочного изображения, включающим импульсную лазерную установку с, по меньшей мере, одним оптическим каналом и соединенную с блоком управления, питания и охлаждения указанной установки. Система также содержит блок обеспечения сканирования и/или позиционирования изделий относительно фокусирующего объектива лазерной установки и блок управления технологическим процессом, включающий средство временной синхронизации начала маркировки с положением зоны маркировки изделия.
Блок позиционирования может быть снабжен акустооптическим дефлектором, а также средством временной синхронизации начала маркировки с положением зоны маркировки изделия (тары, емкости, сосуда).
Толщина стенок изделия в виде сосуда или емкости находится в интервале значений 1-3 мм, а его стенки могут иметь как плоскую, так и разнообразную по конфигурации криволинейную поверхность.
Для обеспечения связи между работой лазерной установки и проходящим по конвейеру с определенной скоростью изделием (тарой), а также с целью обеспечения в наносимом на него (нее) изображении требуемого объема информативности установлена связь между показателем информативности рабочей частоты излучения лазера (частоты следования его импульсов), производительностью конвейера и количеством каналов маркиратора. Эта связь выражена математическим соотношением
где μ - частота следования импульсов лазера (Гц);
V - производительность конвейера (в единицах тары за час);
а - количество точек дискретизации в символе (цифре или букве) (ед.);
в - необходимое количество символов в маркировочном изображении (ед.);
nс - количество каналов в лазерном маркираторе (ед.);
τ - время перенастройки лазерного маркиратора, т.е. время, необходимое для перехода при нанесении изображений с одной единицы тары на другую (с).
При определении вышеназванного соотношения было принято, что время нанесения изображения в одном канале на одну единицу тары равно

или с учетом многоканальности 
Время цикла 
Требуемое по производительности конвейера время цикла
Приравнивая tтp к t3 получаем
из этого равенства получаем вышеназванную формулу для нахождения частоты излучения лазера (μ).
Система характеризуется тем, что оптический блок может включать вспомогательные средства светоделения и развертки лазерного пучка, выполненные с возможностью одновременного формирования нескольких лазерных пробоев в одном изделии за каждый импульс лазера. Средство развертки лазерного пучка выполнено с возможностью оперативного изменения от одного лазерного импульса к другому конфигурации совокупности лазерных пробоев. Фокусирующий объектив лазерной установки с полем изображения заданной кривизны соответствует кривизне той части выполненной криволинейной поверхности изделия, в которой помещается маркировочное изображение. Оптический блок может содержать механическое или оптико-электронно-механическое средство отработки постоянства расстояния от фокусирующего объектива лазерной установки до точки пересечения его оптической оси с поверхностью изделия.
Ниже приведены типовые примеры расчета частоты излучения лазера, в которых использованы следующие исходные данные.
Пример 1.
Количество точек дискретизации в символе (а) равно 20;
- количество символов в маркировочном изображении (в) равно 12;
- производительность конвейера (V) равна 18000 ед/час;
- количество каналов в лазерном маркираторе (nс) равно 1;
- время перенастройки лазерного маркиратора (τ) равно 0,05 с.

В результате математических действий установлено, что для вышеназванных данных и системы с лазерным маркиратором, имеющим один оптический канал, частота излучения лазера должна соответствовать 1600 Гц или 1,6 кГц.
Пример 2.
Количество точек дискретизации в символе (а) равно 20;
- количество символов в маркировочном изображении (в) равно 10;
- производительность конвейера (V) равна 7200 ед/час;
- количество каналов в лазерном маркираторе (nc) равно 8;
- время перенастройки лазерного маркиратора (τ) равно 0,8 с.

В этом примере для выше приведенных исходных данных частота излучения лазера должна соответствовать 62,5 Гц или приблизительно 0,06 кГц.
Маркировочная лазерная установка имеет фокусирующую оптическую систему, включающую объектив, в котором связь между фокусным расстоянием и относительным отверстием объектива и размером лазерного пробоя определяется соотношением

где R - радиус дифракционного кружка следа пробоя (мм);
v - длина волны (мм);
f - фокусное расстояние объектива (мм);
D - диаметр входного зрачка объектива (мм).
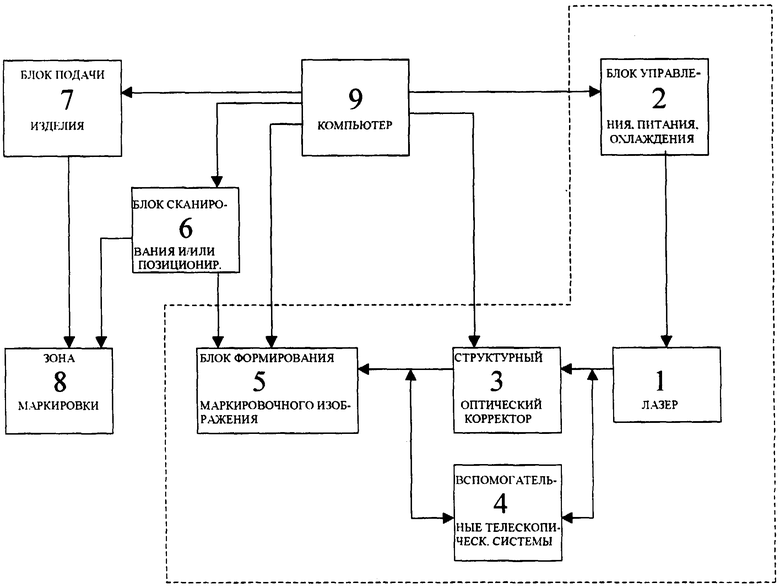
Предложенная система в преимущественном варианте выполнения поясняется изображенной на чертеже блок-схемой, в которую входит выделенный штриховой линией оптический блок, состоящий из лазера 1 с блоком 2 его управления, питания и охлаждения, структурного оптического корректора 3, размещенного между лазером и объективом, вспомогательных телескопических систем 4, оптического блока формирования маркировочного изображения 5 (позиции 1-5 являются оптической системой получения управляемого следа лазерного пробоя в виде структурно регулируемых точек). Система также содержит блок обеспечения сканирования и/или позиционирования 6, связанный с блоком 5 и зоной маркировки изделия, блок 7 подачи изделия в зону маркировки 8 и компьютер 9 с программным обеспечением, управляющим технологическим процессом, и поэтому связанный со всеми блоками системы, а именно блоком 2 управления, питания и охлаждения лазера; структурным оптическим корректором 3; блоком 5 формирования маркировочного изображения, блоком 6 сканирования и/или позиционирования и блоком 7 подачи изделия в зону маркировки.
Оптическая система может включать в себя различные объективы, в том числе и с требуемой аберрационной коррекцией, и/или структурные оптические корректоры.
Структурный оптический корректор может быть самостоятельным оптическим узлом, например, в виде группы цилиндрических линз, деталью с оптической неоднородностью, фильтрами со спецэффектами или его функции выполняют другие оптические элементы системы, например объективы и/или телескопы с требуемой аберрационной коррекцией. Оптическая система может включать в себя, по меньшей мере, один светоделительный элемент.
Блок подачи изделия 7 в зону маркировки 8 может быть выполнен в виде конвейерного механизма и осуществлять конвейерную подачу изделия (маркируемой емкости) в зону обработки. Также он обеспечивает требуемое позиционирование этого изделия относительно оптической системы формирования изображения и синхронизацию начала маркировки со временем прихода изделия в требуемое положение. Блок 7 может обеспечивать требуемое перемещение изделия в процессе обработки (например, вращения). Позиционирующие и/или сканирующие функции может выполнять и отдельный блок 6 позиционирования и/или сканирования, работающий как с оптическим блоком, так и с блоком 7 подачи и установки изделия в зоне маркировки 8, например, для синхронизации конкретного положения изделия с импульсами пробоев и/или с перемещением элементов структурного оптического корректора.
Основной электронно-оптико-механический узел системы сострит из связанных между собой блока подачи изделия и оптического блока формирования маркировочного изображения.
Этот узел обеспечивает захват, необходимую фиксацию, синхронное перемещение или повороты тары и возврат тары на основную линию конвейера.
Возможны следующие перемещения:
- луч лазера перемещается по двум координатам (это или чисто линейные перемещения зеркал по координатам Х и У, а также угловые повороты луча скоростными гальваническими поворотами зеркал или повороты с использованием электронно-оптических, как-то: акусто-оптических, отклоняющих устройств с последующим переводом угловых перемещений в линейные за счет телецентрических фокусирующих объективов), а необходимые смещения по координате Z осуществляются смещениями самой тары;
- луч лазера осуществляет перемещение только по одной координате, а вторая координата и компенсация неплоскостности поверхности обеспечивается поворотом тары (к примеру, цилиндрической) вокруг какой-либо оси;
- все смещения осуществляются перемещениями тары;
- все смещения осуществляются перемещениями луча (в том числе и перемещение плоскости фокусировки за счет использования объектива с неплоским полем изображения или объектива с изменяющимся фокусным расстоянием).
Предлагается два различных алгоритма осуществления маркировки - по неподвижной таре или по таре, которая во время маркировки двигается с постоянной линейной скоростью, поворачивается или поворачивается и двигается (иными словами находится в движении). Тогда вышеуказанный узел сопряжения должен обеспечивать фиксацию (пребывание тары в положении со смещениями и вибрациями, находящимися в пределах, не портящих результат маркировки) на время маркировки для маркировки по неподвижной таре. Или вышеуказанный узел сопряжения должен обеспечивать маркировку тары непосредственно при движении тары на конвейере или на дополнительной врезке в конвейер. То есть этоn узел должен создать эти перемещения, синхронизировать их с работой маркировщика, и при этом перемещение тары по конвейеру должно компенсироваться, например, дополнительными смещениями позиционера (устройства смещения луча) в обратном направлении. Это касается как одноканальных, так и многоканальных маркираторов. При работе по неподвижной таре также предлагается метод попеременной установки и фиксации тары (группы из нескольких тар для многоканального способа), то есть во время маркировки одной тары происходит параллельная по времени замена предыдущей промаркированной тары на последующую, подлежащую маркировке.
Заблаговременно или непосредственно в процессе нанесения маркировочного изображения составляется 3-х мерная модель части тары, в которую будет производится внутренняя маркировка, а также определяется оптимальная поверхность расположения центров следов оптических лазерных пробоев.
Под оптимальной поверхностью расположения совокупности центров следов лазерных пробоев понимается срединная поверхность внутри стенки стеклянной тары или, иными словами, поверхность, равноудаленная от наружной и внутренней поверхностей стенки тары.
Возможны два алгоритма работы маркиратора:
А). Заранее любым известным способом (по чертежам тары от изготовителя, ручными измерениями, с использованием контактного или бесконтактного профилометра) формируют трехмерную модель необходимых частей тары, вычисляют срединные поверхности (или поверхности, удаленные от наружной на одинаковое расстояние, например 1-1,5 мм). В эту поверхность последовательно в соответствии с изображением фокусируется (позиционируется сфокусированное) лазерное излучение с использованием взаимных перемещений луча и самой тары (включая линейные и угловые смещения как луча, так и тары, а также включая использование специально разработанной фокусирующей оптики с необходимой поверхностью изображения);
Б). Взаимное позиционирование луча и тары производится индивидуально и оперативно в процессе нанесения изображения с использованием прижимов, контактных штырей и пружин, электронно-оптических дальномеров и т. д.
Разрушение стенок маркировочного изделия происходит при выходе на его поверхность хотя бы одного края одного оптического пробоя. Сам оптический пробой представляет собой звездочку с множеством трещинообразных лучей, расходящихся от центра. За размер оптического пробоя обычно принимают какой-либо средний видимый диаметр, а т.к. для разрушения стекла достаточно выхода на поверхность одной трещинки-лучика, то необходимо иметь достаточный (порядка 0,2-0,5 мм) зазор между краями пробоев и поверхностью стекла.
Во избежание разрушения тонких стенок стеклянной тары минимизируется осевой размер следа оптического пробоя за счет оптимизации медового состава и уменьшения длины волны лазерного излучения, а также оптимизации параметров формирующей оптической системы (минимизация аберраций всей системы и фокусного расстояния фокусирующего объектива при увеличении относительного отверстия этого объектива).
Формула R=1,2197v·f/D связывает размер аберрационного пятна с фокусным расстоянием и относительным отверстием фокусирующего объектива. А так как размер следа оптического лазерного пробоя пропорционален этому аберрационному пятну, то, следовательно, эта формула связывает фокус и относительное отверстие с параметрами пробоя.
Чем больше светосила объектива, тем меньше дифракционный размер точки. Кроме этого каустика распределения сферической аберрации в более светосильных системах более благоприятна для образования меньшего по величине лазерного оптического пробоя в более светосильных оптических системах.
При помощи высокоскоростного дополнительного узла автоматической подачи изделий в зону маркировки, осуществляющего требуемую взаимную ориентацию положений блока формирования изображения с маркируемой деталью, а также временную синхронизацию начала маркировки с положением зоны маркировки изделия, имеется возможность осуществлять маркировку при конвейерной подаче изделий в зону маркировки, а также осуществлять маркировку изделий в составе фасовочного конвейера или конвейера по изготовлению и декорированию стеклянной тары или тары из полимерного материала.
Изобретение относится к пищевой и/или легкой промышленности, а именно к технологии обработки изделий и формирования изображения внутри прозрачных или полупрозрачных материалов. Система включает оптический блок формирования лазерных пробоев в толще материала изделия, совокупность которых составляет ряд символов маркировочного изображения, блок подачи изделия в зону маркировки и блок управления технологическим процессом. Оптический блок содержит импульсную лазерную установку с, по меньшей мере, одним оптическим каналом, связанным с блоком сканирования и/или позиционирования изделия относительно фокусирующего объектива лазерной установки. Блок управления технологическим процессом снабжен средством временной синхронизации начала маркировки с положением зоны маркировки изделия. Показатель частоты импульсов лазера, производительность конвейера и количество каналов связаны между собой математической зависимостью. Изобретение обеспечивает возможность формирования изображения в виде маркировочных меток внутри тонкостенных изделий, имеющих криволинейную поверхность в условиях высокоскоростного конвейерного производства, повышает надежность маркировки вышеназванных изделий, практический не воспроизводимой в других условиях. 4 з.п.ф-лы, 1 ил.
где μ - частота следования импульсов лазера (Гц);
V - производительность конвейера (ед./ч);
а - количество точек дискретизации в символе (ед.);
в - необходимое количество символов в маркировочном изображении (ед.);
nc - количество каналов (ед.);
τ - время перенастройки лазерной установки (с).
| СИСТЕМА ДЛЯ ЛАЗЕРНОЙ МАРКИРОВКИ И СПОСОБ УСТАНОВЛЕНИЯ ПОДЛИННОСТИ МАРКИРОВКИ | 1996 |
|
RU2205733C2 |

