Изобретение относится к трубопроводной арматуре и может быть использовано в качестве запорного устройства на технологических линиях с высоким давлением среды нефтегазовых и химических предприятий, а также в других отраслях промышленности.
Известна клиновая задвижка, в которой направляющие образуются за счет выполнения пазов в боковых выступах корпуса и пазов в уплотнительных фланцах, взаимодействующих с седлами и запорным органом, в плоскости, перпендикулярной оси седел (см. патент США №3152786, кл.251-167, опублик. 1964 г.) Однако указанная задвижка характеризуется значительной трудоемкостью изготовления и низкой надежностью из-за необходимости уплотнения ввертных седел с корпусом и седел с уплотнительными фланцами.
Наиболее близким техническим решением является клиновая задвижка, содержащая корпус, в котором размещены седла и запорный орган и выполнены направляющие для запорного органа в виде выступов с фигурным профилем сечения, причем запорный орган выполнен с кольцевыми пазами под наплавку износостойкого слоя и продольными пазами для взаимодействия с направляющими выступами корпуса, при этом запорный орган связан с приводом (см. а.с. SU №1548570 А1, кл. F 16 К 3|12, 07.03.1990 г.). Недостатком известной задвижки является значительное увеличение площади уплотнительных поверхностей, с наплавленным износостойким слоем, за счет смещения (h) центра внутреннего верхнего радиуса уплотнительных поверхностей, что приводит к увеличению трудоемкости при наплавке износостойкого слоя и последующей его механической обработки, особенно внутреннего контура, имеющего форму эллипса. Уменьшение величины (h) за счет уменьшения бокового зазора (Δ) между направляющими корпуса и клина в литом корпусе невозможно из-за больших литейных допусков и наличия на направляющих наплывов и неровностей. Например для запорного органа
Получение направляющих выступов прямоугольного профиля технологично в литом корпусе, а в кованом требует операции долбления, что значительно повышает трудоемкость изготовления.
При выполнении в запорном органе кольцевых пазов под наплавку износостойкого слоя, толщина стенок между дном кольцевых пазов и боковыми поверхностями продольных прямоугольных пазов в нижней части запорного органа клинового типа уменьшается, и, в зависимости от размеров запорного органа и его толщины, может привести к их прогаранию. Для исключения прогарания стенок требуется либо уменьшение толщины направляющих выступов прямоугольного профиля корпуса совместно с шириной продольных прямоугольных пазов запорного органа, либо увеличения толщины запорного органа, либо выполнения предварительной обработки продольных прямоугольных пазов на меньшую ширину, а после обработки кольцевых пазов и наплавки износостойкого слоя выполнения повторного фрезерования пазов на требуемую ширину, что приводит к увеличению трудоемкости и снижению точности изготовления.
Целью изобретения является повышение надежности и технологичности изготовления задвижки.
Указанная цель достигается тем, что клиновая задвижка, содержащая корпус, в котором размещены седла и запорный орган связанный с приводом, и выполнены направляющие для запорного органа в виде выступов с фигурным профилем сечения, причем запорный орган выполнен с кольцевыми пазами под наплавку износостойкого слоя и продольными пазами для взаимодействия с направляющими выступами корпуса, снабжена запорным органом содержащим продольные фигурные пазы с боковыми поверхностями криволинейного профиля, расположенными эквидистанто боковым поверхностям верхней части направляющих выступов кованого корпуса, при этом кольцевые пазы под наплавку износостойкого слоя выполнены путем механической обработки относительно продольных фигурных пазов, причем толщина стенок между дном кольцевых пазов и боковыми поверхностями продольных фигурных пазов увеличивается по глубине продольных фигурных пазов.
Заявленная задвижка отличается от прототипа тем, что продольные пазы запорного органа выполнены фигурными с боковыми поверхностями криволинейного профиля, расположенными эквидистантно боковым поверхностям верхней части направляющих выступов кованого корпуса, при этом кольцевые пазы под наплавку износостойкого слоя выполнены путем механической обработки относительно продольных фигурных пазов, причем толщина стенок, между дном кольцевых пазов и боковыми поверхностями продольных фигурных пазов увеличивается по глубине продольных фигурных пазов. Таким образом заявляемое техническое решение соответствует критерию “новизна”.
Анализ известных технических решений в исследуемой области техники не позволил выявить в них признаки, отличающие заявляемое техническое решение от прототипа, что позволяет сделать вывод о соответствии критерию “изобретательский уровень”.
Для надежной работы задвижки в течении всего срока службы необходимо, чтобы запорный орган взаимодействовал с седлами под действием давления среды на максимально коротком участке при перемещении по направляющим корпуса при закрытии или открытии задвижки, что обеспечивается минимальной величиной зазора между направляющими выступами корпуса и продольными пазами запорного органа, зависящего от их точности изготовления.
Для этого направляющие выступы кованого корпуса выполнены в верхней части путем сверления отверстий по кондуктору, в нижней - путем вытачивания кольцевого прямоугольного выступа при механической обработке магистрального прохода корпуса и нижней части камеры под запорный орган, с последующим фрезерованием верхней части камеры под запорный орган, торцевых поверхностей направляющих с нижней частью кольцевого прямоугольного выступа и боковых поверхностей верхней части направляющих корпуса до касания с радиусом криволинейного профиля, а запорный орган снабжен продольными фигурными пазами, боковые поверхности которых выполнены по криволинейному профилю и расположены эквидистантно поверхностям верхней части направляющих корпуса задвижки. Это позволяет уменьшить зазоры между боковыми поверхностями продольных фигурных пазов запорного органа и направляющими корпуса, исключить разворот запорного органа под действием давления среды и излишний контакт его с рабочими поверхностями седел, и тем самым повысить надежность работы уплотнения задвижки.
Уменьшение толщины нижней прямоугольной части направляющих выступов корпуса компенсируется криволинейным профилем верхней части, обеспечивая общую равнопрочность направляющих корпуса от давления среды на запорный орган, а выполнение продольных пазов запорного органа фигурными с боковыми поверхностями криволинейного профиля, расположенными эквидистантно боковым поверхностям верхней части направляющих выступов кованого корпуса, позволяет выполнить запорный орган минимальный по толщине и тем самым повысить технологичность, уменьшив объем механической обработки камеры под запорный орган в корпусе задвижки.
Для повышения технологичности изготовления задвижки кольцевые пазы под наплавку износостойкого слоя запорного органа выполнены путем механической обработки относительно продольных фигурных пазов, причем толщина стенок между дном кольцевых пазов и боковыми поверхностями продольных фигурных пазов увеличивается по глубине продольных фигурных пазов, что исключает прогорание стенок запорного органа клинового типа в нижней его части при наплавке износостойкого слоя, и позволяет выполнять механическую обработку продольных фигурных пазов сразу на требуемую ширину, и использовать эти пазы в качестве баз для дальнейшей механической обработки. Это повышает точность изготовления уплотнительных поверхностей запорного органа относительно продольных фигурных пазов, и приводит к уменьшению трудоемкости подбора седел при установки их с запорным органом в корпус задвижки.
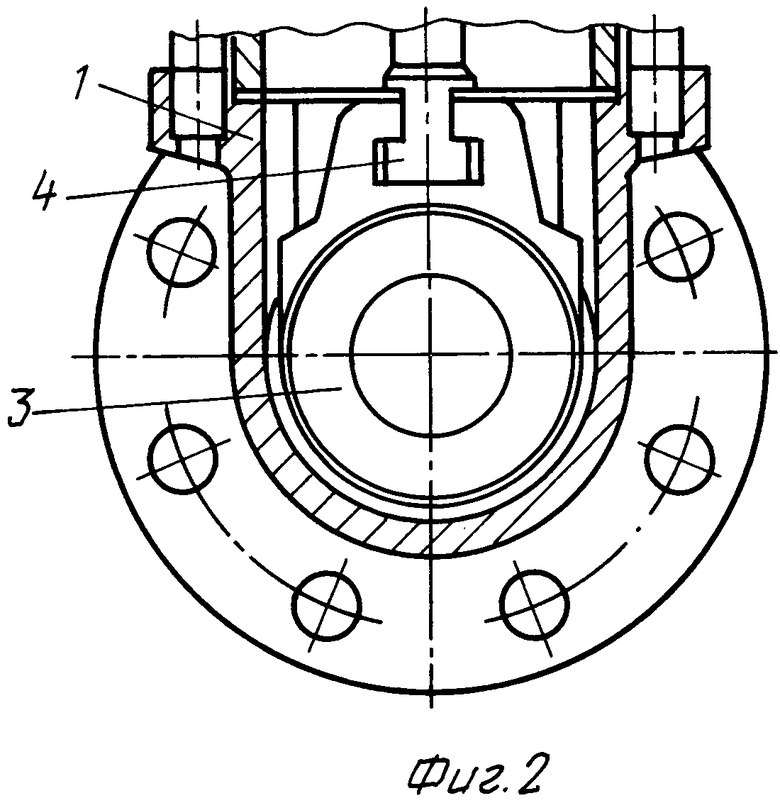
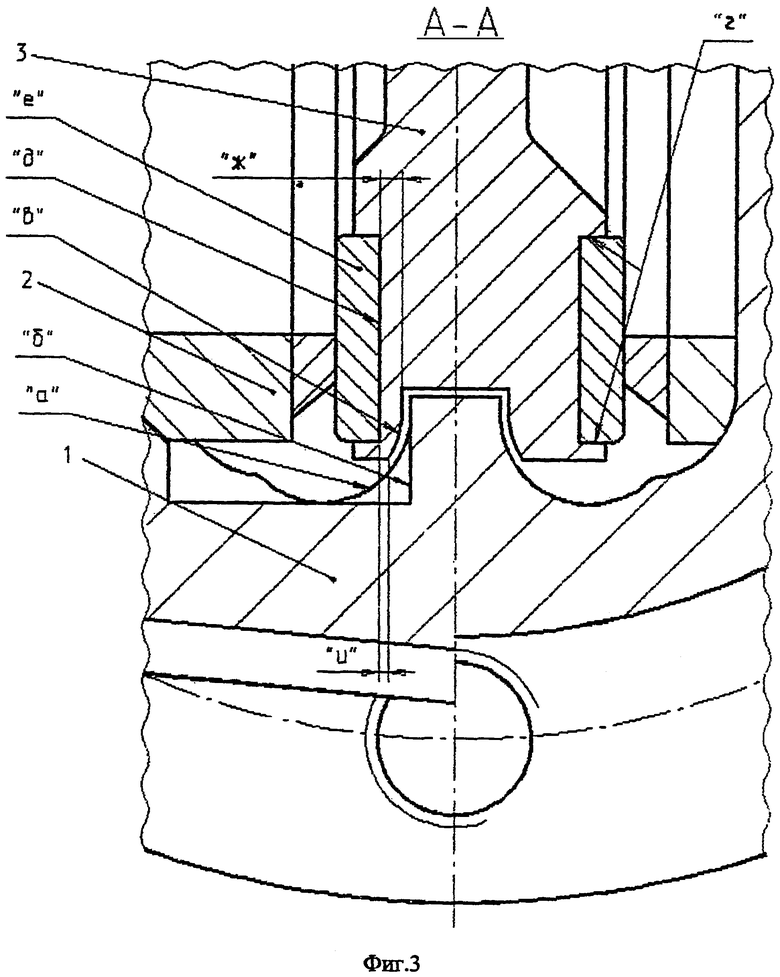
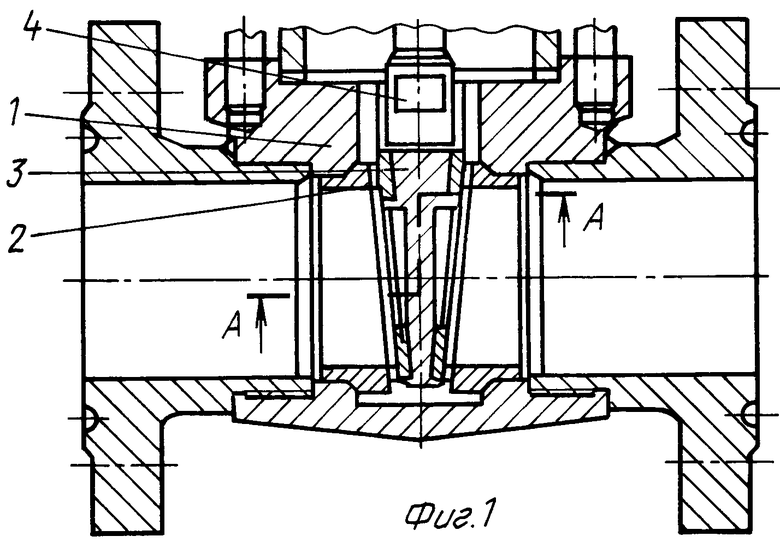
На фиг.1 изображена задвижка, продольный разрез; на фиг.2 - задвижка, поперечный разрез; на фиг.3 - разрез по А-А на фиг.1.
В корпусе 1 с направляющими выступами, имеющими фигурный профиль сечения боковых поверхностей по длине, криволинейный вверху корпуса 1, ограниченный поверхностями “а”, и прямолинейный - внизу, ограниченный с поверхностями “б”, установлены седла 2, между которыми расположен запорный орган 3, соединенный штоком 4 с приводом. Запорный орган 3 снабжен продольными фигурными пазами, ограниченными боковыми поверхностями “в” криволинейного профиля, расположенными эквидистантно поверхностям “а”, при этом кольцевые пазы, образованные поверхностями “г” и “д” под наплавку износостойкого слоя “е”, выполнены путем механической обработки симметрично относительно поверхностей “в”, причем толщина стенок между поверхностями “в” и “д” увеличивается по глубине пазов запорного органа 3 так, что расстояние “ж” больше расстояния “и”. Такая форма продольных фигурных пазов запорного органа 3 клинового типа исключает прогорание в нижней его части стенок толщиной “ж” при наплавке износостойкого слоя, и позволяет выполнять механическую обработку продольных фигурных пазов сразу на требуемую ширину без их предварительной обработки, и без увеличения толщины - S запорного органа 3, а следовательно и без возрастания объема механической обработки корпуса 1 за счет увеличения расстояния - L между посадочными поверхностями седел 2 для размещения запорного органа 3 в корпусе 1.
В момент открытия задвижки запорный орган 3 перемещается по направляющим корпуса 1 вверх, прижимаясь поверхностью “в” под действием давления среды одновременно к двум поверхностям криволинейной “а” и прямолинейной “б”, что исключает дополнительный разворот запорного органа 3 и излишний контакт его с рабочими поверхностями седел 2. При закрытии задвижки запорный орган работает аналогично.
Такое техническое решение позволяет исключить появление задиров на уплотняющих поверхностях седел при перемещении запорного органа по направляющим корпуса и тем самым повысить надежность работы уплотнения задвижки, а также снизить трудоемкость изготовления запорного органа с направленным износостойким слоем и задвижки в целом.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛИНОВАЯ ЗАДВИЖКА | 2013 |
|
RU2529960C1 |
| КЛИНОВАЯ ЗАДВИЖКА | 2006 |
|
RU2330203C2 |
| ЗАТВОР ЗАДВИЖКИ | 2003 |
|
RU2247276C1 |
| ЗАДВИЖКА КЛИНОВАЯ | 1995 |
|
RU2094682C1 |
| Клиновая задвижка | 2002 |
|
RU2225555C2 |
| КЛИНОВАЯ ЗАДВИЖКА И СПОСОБ ГЕРМЕТИЗАЦИИ КЛИНОВОЙ ЗАДВИЖКИ | 2000 |
|
RU2186277C2 |
| ШИБЕРНАЯ ЗАДВИЖКА (ВАРИАНТЫ) | 2011 |
|
RU2479774C1 |
| ШАРОВОЙ КРАН | 2018 |
|
RU2685800C1 |
| ЗАДВИЖКА (ВАРИАНТЫ) | 1997 |
|
RU2117842C1 |
| ЗАДВИЖКА С СОСТАВНЫМ ТРЕХЭЛЕМЕНТНЫМ ШИБЕРОМ | 2020 |
|
RU2761889C1 |
Изобретение относится к трубопроводной арматуре и предназначено для использования в качестве запорного устройства на технологических линиях с высоким давлением среды нефтегазовых и химических предприятий, а также в других отраслях промышленности. Задвижка клиновая содержит корпус. В корпусе размещены седла и запорный орган и выполнены направляющие для запорного органа в виде выступов с фигурным профилем сечения. Запорный орган выполнен с кольцевыми пазами под наплавку износостойкого слоя и продольными пазами для взаимодействия с направляющими выступами корпуса. Запорный орган связан с приводом. Продольные пазы запорного органа выполнены фигурными с боковыми поверхностями криволинейного профиля. Последние расположены эквидистантно боковым поверхностям верхней части направляющих выступов кованого корпуса. Кольцевые пазы под наплавку износостойкого слоя выполнены путем механической обработки относительно продольных фигурных пазов. Толщина стенок между дном кольцевых пазов и боковыми поверхностями продольных фигурных пазов увеличивается по глубине продольных фигурных пазов. Изобретение направлено на повышение надежности и технологичности изготовления задвижки. 3 ил.
Задвижка клиновая, содержащая корпус, в котором размещены седла и запорный орган и выполнены направляющие для запорного органа в виде выступов с фигурным профилем сечения, причем запорный орган выполнен с кольцевыми пазами под наплавку износостойкого слоя и продольными пазами для взаимодействия с направляющими выступами корпуса, при этом запорный орган связан с приводом, отличающаяся тем, что продольные пазы запорного органа выполнены фигурными с боковыми поверхностями криволинейного профиля, расположенными эквидистантно боковым поверхностям верхней части направляющих выступов кованого корпуса, при этом кольцевые пазы под наплавку износостойкого слоя выполнены путем механической обработки относительно продольных фигурных пазов, причем толщина стенок между дном кольцевых пазов и боковыми поверхностями продольных фигурных пазов увеличивается по глубине продольных фигурных пазов.
| Запорный орган клиновой задвижки | 1987 |
|
SU1548570A1 |
| ЗАДВИЖКА | 1992 |
|
RU2101593C1 |
| ЗАДВИЖКА | 1990 |
|
RU2067239C1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1986 |
|
SU1362584A1 |
| DE 3805764 А1, 07.08.1989 | |||
| US 3829061 A, 13.08.1974 | |||
| US 4541613 А, 17.09.1985 | |||
| ЕР 0198109 А2, 22.10.1986 | |||
| Кулачковый механизм | 1980 |
|
SU926410A1 |

