Изобретение относится к способам дуговой сварки плавящимся электродом в среде защитных газов и может быть использовано в судостроении, машиностроении и других отраслях промышленности.
Целью изобретения является повышение качества сварных соединений и производительности процесса с одновременным снижением расхода электроэнергии и сварочных материалов.
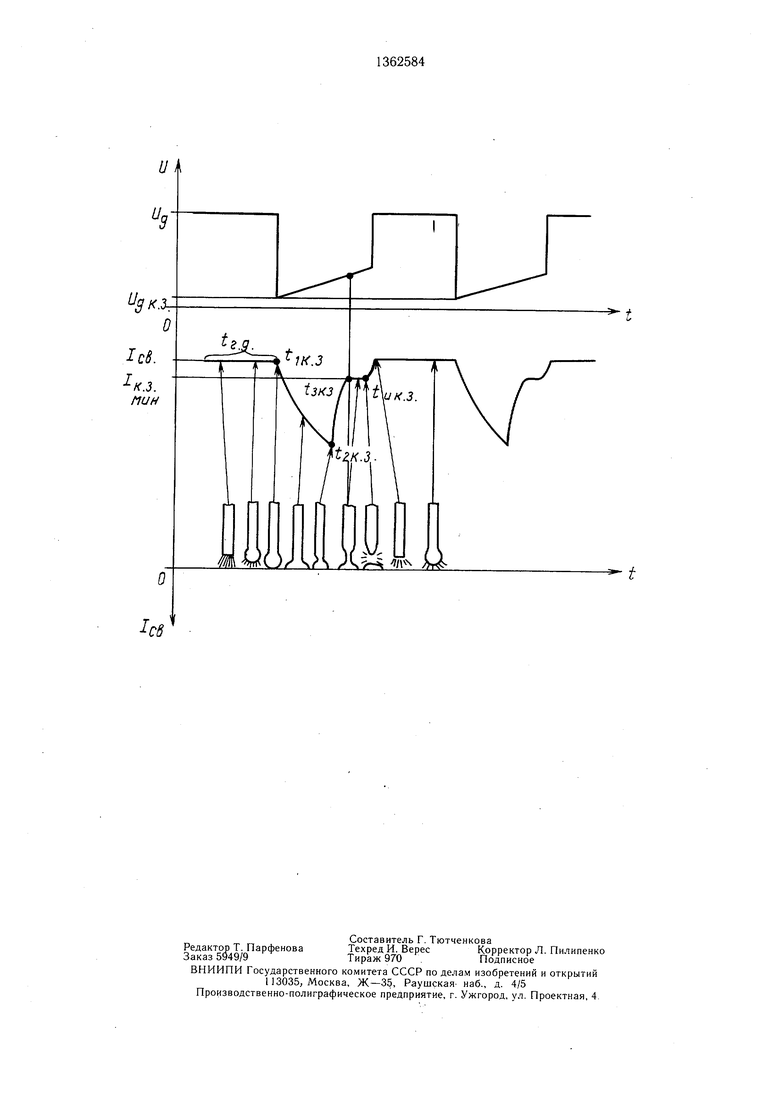
На чертеже представлено изменение напряжения и тока дуги в различные моменты формирования и разрушения шейки перемычки в процессе сзарки с короткими замыканиями дугового промежутка.
Способ осуществляется следующим образом.
Во время устойчивого горения дуги (1г.д.) (чертеж) происходит образование капли. Дуговой промежуток уменьшается. При этом падение напряжения на дуге и величина сварочного тока практически не меняются.. В момент начала короткого замыкания (t, к.з.) происходит касание каплей поверхности сварочной ванны и дуговой промежуток замыкается. Дуга гаснет. Напряжение резко уменьшается, а сила тока в цепи возрастает. С увеличением тока усилие пинч-эффекта возрастает, что приводит к образованию шейки в момент t2 КЗ. и способствует ускорению перехода капли в ванну.
Чтобы утоненная шейка не перегревалась проходяш,им током и не разрушалась со взрывом в этот же момент времени, т.е. в момент образования шейки перемычки, уменьшают сварочный ток до величины Ь.з.мин (момент 1з к.з.).
Величина Ь.з.мнн определяется из формулы
1к.з.мин 1,78 10
Ed
Vg- VK.
V,,,
где е - градиент потенциала столба дуги; d -диаметр электродной проволоки; Vg - падение напряжения на дуге; Ук.а.- сумма катодного и анодного падения напряжения;
У„ - скорость подачи электродной проволоки при сварке в среде СО2. Например при У„ 4,53 (м/с), d 1,2 мм, 1к.з.мии 215 А.
Момент образования шейки перемычки фиксируют при увеличении напряжения на дуге в течение времени короткого замыкания дугового промежутка. После разрыва перемычки в момент времени t4 к.з. уве0
5
0
5
0
5
0
5
0
личивают ток до величины 1св.. Далее цикл повторяется с устойчивого горения дуги. Цикл изменения тока в процессе короткого замыкания каплей дугового промежутка позволяет предотвратить газодинамический удар, вызываемый электромагнитными силами в период формирования перемычки между каплей электродного металла и сйарочной ванной, ограничить воплеск тока, проходящего через сформировавшуюся перемычку жидкого металла, а в момент образования шейки перемычки при резком снижении сварочного тока до величины 1к.з. мин исключить ее перегрев, что обеспечивает исключение разбрызгивания и повышение качества сварки, а также повышение производительности ввиду исключения работ по зачистке сварных швов.
Кроме того, ограничение токов коротких замыканий позволяет экономить расход электроэнергии.
Пример. Производили сварку в среде: Аг 80%; СО2 20% стандартной проволокой 0 1,2 мм марки СВ1ОХ19Н11М4Ф при величине тока 180-200 А, напряжении дуги 19-20 В серийным автоматом от источника тока типа ВДУ-504 УЗ с микропроцессорной системой «Контроллер К1-20.
В момент формирования шейки ток 1к.з. ограничивали до уровня 215-220 А.(1к.змин). Сигнал на начало ограничения, т.е. на появление шейки перемычки, фиксировали по увеличению напряжения на дуге во время короткого замыкания до 2,3 V.
Процесс проходил стабильно, формирование шва хорошее. Способ практически исключает разбрызгивание, обеспечивает хорошее формирование сварного шва. Экономия расхода электроэнергии в этом примере составляет 32%, а сварочной проволоки - 12%.
Формула изобретения
Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором производят умень- щение сварочного тока в период короткого замыкания и последующее его увеличение, отличающийся тем, что, с целью повышения качества сварных соединений, производительности процесса, снижения расхода электроэнергии и сварочных материалов путем исключения разбрызгивания, сварочный ток уменьшают до величины минимального тока короткого замыкания в момент образования щейки перемычки, а последующее его увеличение производят после разрыва перемычки.
и I
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1991 |
|
RU2038935C1 |
| Способ магнитоуправляемой электродуговой сварки и устройство для его осуществления | 1986 |
|
SU1353589A1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| Способ дуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка и устройство для его осуществления | 1986 |
|
SU1434636A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1985 |
|
SU1299730A2 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1992 |
|
RU2049621C1 |
Изобретение относится к технологии дуговой сварки с короткими замыканиями 1 -S . . 1( (КЗ) дугового промежутка и может быть использовано во всех отраслях машиностроения. Цель изобретения - повышение качества сварных соединений и производительности процесса с одновременным снижением расхода электроэнергии и сварочных материалов. Для достижения цели при ведении процесса дуговой сварки плавящимся электродом с КЗ дугового промежутка в период КЗ производят уменьшение сварочного тока в момент образования на электроде шейки до минимальной величины, не нарушающей устойчивость процесса. После разрыва перемычки производят его увеличение. Момент образования шейки определяют по увеличению напряжения на дуге в течение времени КЗ. Использование способа практически исключает разбрызгивание и обеспечивает хорошее формирование шва. Экономия расхода энергии составляет до 32%, а сварочной проволоки - до 12%, 1 ил. i (Л со О) N3 СЛ 00 4